KR20140027335A - 구형 티타늄 및 티타늄 합금 파우더를 제조하기 위한 저비용 공정 - Google Patents
구형 티타늄 및 티타늄 합금 파우더를 제조하기 위한 저비용 공정 Download PDFInfo
- Publication number
- KR20140027335A KR20140027335A KR1020137031306A KR20137031306A KR20140027335A KR 20140027335 A KR20140027335 A KR 20140027335A KR 1020137031306 A KR1020137031306 A KR 1020137031306A KR 20137031306 A KR20137031306 A KR 20137031306A KR 20140027335 A KR20140027335 A KR 20140027335A
- Authority
- KR
- South Korea
- Prior art keywords
- titanium
- alloy
- stream
- pool
- powder
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
- B22F1/065—Spherical particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/14—Making metallic powder or suspensions thereof using physical processes using electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/16—Making metallic powder or suspensions thereof using chemical processes
- B22F9/18—Making metallic powder or suspensions thereof using chemical processes with reduction of metal compounds
- B22F9/24—Making metallic powder or suspensions thereof using chemical processes with reduction of metal compounds starting from liquid metal compounds, e.g. solutions
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
- C22C1/0458—Alloys based on titanium, zirconium or hafnium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0848—Melting process before atomisation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2202/00—Treatment under specific physical conditions
- B22F2202/01—Use of vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Abstract
저비용 구형 티타늄 및 티타늄 파우더 합금 파우더는 알루미늄 합금 원소 및 스폰지 또는 티타늄의 용융 풀의 표면 상에 아르곤과 같은 불활성 가스의 스트림을 부딪히게 함으로써 제조된다.
Description
금속 파우더는 부품(components)을 제조하기 위해 다양한 어플리케이션을 제공한다. 특히 파우더 금속은 소결 처리 방법에 사용되고 또한 정밀 성형 신속 제조법(net shape rapid manufacturing)에 가까운 용융 처리 방법에 제공된다. 이상적으로, 금속 파우더는 우수한 유동성 및 충전 밀도를 제공하는 구형이다. 강철 및 많은 다른 금속 파우더는 저비용 부품을 제공하기 위해 널리 사용된다. 티타늄 파우더의 고비용으로 인해 주로 널리 사용되지 못했던 부품을 제조하기 위해 티타늄 합금 파우더를 사용하는 것이 오랫동안 시도되어 왔다. 2010에서 2011의 기간 동안, 구형 티타늄 파우더의 비용은 $150/lb 비용 범위였다. 이들 고비용으로 인해, 추구되어 온 구성 물품을 생산하기 위하여 오직 가장 비용 둔감적 어플리케이션에 구형 티타늄 파우더를 이용한다(At these high costs only the most cost insensitive applications utilize spherical titanium powder to produce component products has been pursued).
넓은 부분에서 구형 티타늄 파우더의 고비용은, 스폰지로부터 합금 티타늄 잉곳을 생산하기 위한 종래 공정의 고비용으로부터 기인하는데, 이는 이후에 여러 처리 방법 중 하나에 의해 구형 티타늄 파우더를 용융 제조하는데 사용된다. 최근, 티타늄 공정은 매우 대규모 및 배치 분리 작업(batch segregated operations)으로 이루어진다. 일반적으로, 크롤(kroll) 스폰지 공정은, 레토르트 중 용융된 마그네슘에 TiCl4를 첨가하고, 상기 레토르트로부터 수득된 용융 MgCl2를 배수한 후, 잔여 포집된 MgCl2 및 미반응 Mg를 제거하기 위해 일주일 이상 진공 증착하는 작업을 며칠에 걸쳐 약 10 톤의 배치를 제조하는 대형의 레토르트에서 수행된다. 그 후, 진공 정제된 스폰지는 전자빔 또는 플라즈마에 의해 공급되는 열로 매우 큰 스컬형 로에서 용융된다. 그 후, 합금 원소는, 이후에 잉곳으로 캐스팅되는 Ti-6Al-4V와 같은 바람직한 합금 조성물을 제조하기 위해 큰 톤 사이즈의 용융물에 첨가될 수 있다. 종종 균일한 합금을 얻기 위해서 3중 용융이 수행된다. 결과적으로, 티타늄 잉곳의 값은 매우 순환적이어서, 구형 티타늄 파우더의 고비용에도 영향을 미친다.
본 발명은 저비용 구형 티타늄 파우더를 제조하기 위한 공정을 제공한다. 본 발명의 일 실시예에 있어서, 티타늄 스폰지는, 알루미늄 및 바나듐과 같은 바람직한 합금 금속의 예비-합금 파우더가 전달되는 플라즈마 가열 시스템으로 전달되거나, 또는 따로 전달된 알루미늄 및 바나듐 파우더는 이들이 계속적인 방법으로 Ti-6Al-4V와 같은 용융된 균일한 합금의 스트림 또는 풀을 제조하기 위해 플라즈마에 의해 용융되는 플라즈마 스테이션으로 각각 전달될 수 있다. 용융 합금 조성물은, 냉각 시에 Ti-6Al-4V과 같은 구형 티타늄 합금 파우더를 제조하는 용융된 합금의 액적을 뿌리기(blast) 위해서, 제어된 조건 하에서 풀의 표면을 가로지르거나 또는 스트림을 통해 불활성 가스의 스트림을 부딪히게 함으로써(impinging) 분산된다. 비용 절감이 상당하다. 티타늄 스폰지의 비용이 순환적이지만, 2010-2011 기간에 티타늄 스폰지의 가격은 $3 내지 $10/lb의 범위이고, 일반적으로 $4 - $6/lb의 범위이다. 제어된 풀 사이즈에서 티타늄 합금을 용융시키도록 플라즈마를 작동시키고 구형 파우더를 형성하기 위한 비용은, $10 - $15/lb 범위의 일반적인 스폰지 소스로부터 구형 Ti-6Al-4V 파우더를 제조하기 위한 기초를 제공하는 약 $1 - $2/lb의 범위이고, 이는 위에 언급한 바와 같이 $150/lb의 비용 범위인 종래에 제조된 구형 티타늄 파우더에 비해 상당한 절감을 나타낸다.
본 발명의 다른 실시예에 있어서, 전기 분해로 제조된 티타늄은, 800-1600 ℃까지 가열된 진공 하에서 또는 불활성 분위기 하에서, 전해질 셀로 돌아오는 용융염 전해질을 빠르게 증발시키는 플라즈마 가열된 증발기로 전달되고, 잔여 티타늄은 플라즈마 가열 스테이션으로 이송되는데, 이는 티타늄 유사체를 용융 및 합금시키기 위해 티타늄 합금의 구형 파우더를 냉각하여 제조하는 용융 합금의 액적을 뿌리기 위해 제어된 조건 하에서 용융 상에 불활성 가스의 스트림을 부딪히게 함으로써 용융을 디스펜싱하는 것에 의해 플라즈마 가열 스테이션으로부터 제조되는 균일한 구형 합금 파우더를 갖는 상기 언급된 스폰지 공급 원료에 추가적인 열을 공급한다. 다시, 비용 절감이 상당하다. 전해질 티타늄은 $10/lb 아래로 균일한 구형 티타늄 합금 파우더를 제조하기 위한 기초를 제공하는 약 $1.50 - $2.50/lb의 견적 비용으로 제조될 수 있다. 염을 빠르고 프레시하게 증발하기 위해 염-전해질 티타늄 스트림을 약 500 ℃ 내지 900 ℃ 초과로 올리기 위한 열원(heat source)은 종래의 저항, 방사선(radiation), 인덕션, 마이크로파 또는 플라즈마일 수 있다. 플라즈마 가열은 일반적으로 액체 티타늄을 구형 파우더로 구형화(spherizing)하는데 이용된다.
종래의 크롤 공정과는 달리, 본 발명의 공정은 작은 분절된 가열(segmental heating) 단계를 갖는 연속 기반(continuous basis) 상에서 수행될 수 있다. 예로서, MgCl2 및 Mg를 갖는 스폰지 또는 잔여 전해염 티타늄 파우더의 프레시한 증발의 경우에, 즉시 가열되는 양은 10 g 내지 100 Kg의 범위이고, 바람직하게는 플라즈마 용융 및 합금되는 티타늄의 양과 동일한 100 g 내지 10 Kg의 범위이다. 합금의 균일성은 본 발명의 작은 용융 풀에서 즉시 얻어진다.
스폰지를 제조, 진공 증발, 용융 및 합금화시키고, 잉곳으로 캐스팅하기 위한 종래의 최신 크롤 공정에서, 약 1,000 lbs/day (454 Kg/day)로 바뀌는 10 톤의 배치를 처리하기 위해 적어도 20일이 소모된다. 합금 파우더를 제조하기 위해, 파우더 생산의 단위 속도를 더 감소시키도록 더 많은 시간이 소모된다. 본 발명에서, 프레시한 염 증발 및 플라즈마 용융의 잔여 시간은 매우 빠르고, 즉, 1분과 같이 짧고, 일반적으로 플라스마 또는 다른 가열 수단의 공급된 열의 열량 또는 열 유속에 의존하여 고작 10분이다. 예컨대 10분과 같은 더 느린 가열 속도, 및 예컨대 1 Kg과 같은 물질의 적은 함량에서도, 성숙한 대형 배치식 최신 크롤 기반의 공정을 초과하도록 우수하게, 한 시간에 60 Kg, 하루에 1440 Kg이 처리될 수 있다. 본 발명의 제조 작업에 있어서, 스루풋(throughput)은 3분에 10 Kg이 처리될 것이고, 하루에 4,800 Kg 제조되어 스케일 및 경제적으로 유리한 체적을 제공한다.
본 발명의 특징 및 이점을 이하 첨부하는 도면들과 관련하여 이하 상세한 설명 및 작업 실시예로부터 설명할 것이다:
도 1은 개략도이고, 도 1a는 본 발명의 제1 실시예에 따라 구형 티타늄 파우더를 제조하는 방법을 설명하는 확대도이다;
도 2는 본 발명의 제2 실시예에 따라 구형 합금 티타늄 입자를 형성하는 방법을 설명하는 개략도이다;
도 3은 본 발명의 제3 실시예에 따라 구형 합금 티타늄 입자를 형성하는 방법을 설명하는 개략도이다;
도 4는 본 발명의 일 실시예에 따라 제조된 구형 티타늄 합금 파우더의 스캐닝 전자 현미경 사진이다;
도 5는 본 발명의 다른 실시예에 따라 제조된 구형 티타늄 합금 파우더의 스캐닝 전자 현미경 사진이다; 또한
도 6은 본 발명의 제3 실시예에 따라 제조된 구형 티타늄 합금 파우더의 스캐닝 전자 현미경 사진이다.
도 1은 개략도이고, 도 1a는 본 발명의 제1 실시예에 따라 구형 티타늄 파우더를 제조하는 방법을 설명하는 확대도이다;
도 2는 본 발명의 제2 실시예에 따라 구형 합금 티타늄 입자를 형성하는 방법을 설명하는 개략도이다;
도 3은 본 발명의 제3 실시예에 따라 구형 합금 티타늄 입자를 형성하는 방법을 설명하는 개략도이다;
도 4는 본 발명의 일 실시예에 따라 제조된 구형 티타늄 합금 파우더의 스캐닝 전자 현미경 사진이다;
도 5는 본 발명의 다른 실시예에 따라 제조된 구형 티타늄 합금 파우더의 스캐닝 전자 현미경 사진이다; 또한
도 6은 본 발명의 제3 실시예에 따라 제조된 구형 티타늄 합금 파우더의 스캐닝 전자 현미경 사진이다.
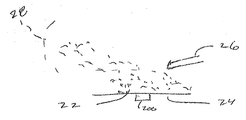
도 1 및 1a를 참조하면, 본 발명의 제1 실시예에서, 티타늄 스폰지(14)는, 그 내용 전체가 참조로 인용되는 미국 특허 제2006/0185473-A1호의 도 1에 도시된 유형 10의 PTA(plasma transferred arc) 용접 토치로 전달된다. Ti-6A1-4V의 합금을 제조하기 위해서, 제어된 속도에서 파우더 공급 장치(20)로부터 플라즈마 토치로 알루미늄-바나듐 또는 기본적인 합금 원소의 혼합물의 예비-합금된 파우더를 첨가한다. 직경이 약 1/2 인치, 깊이가 1/8 내지 1/4 인치인 합금 Ti-6Al-4V의 용융 풀(22)은 타겟 기판(target substrate)(24) 상에 형성된다.
아르곤과 같은 불활성 가스의 스트림은, 냉각 시 구형 합금 입자로 고형화되는 용융된 합금의 액적을 풀로부터 뿌리기 위해, 용융 풀(22)의 표면 상에 부딪히도록 노즐로부터 계속적으로 블로우된다(blown). 노즐(26)로부터 불활성 가스의 흐름은, 풀이 형성되는 것과 같은 속도로 풀로부터 용융된 합금을 뿌리기 위해 10 내지 1000 liters/min의 속도에서, 45 내지 180 도의 각도에서, 용융 풀의 표면 상에 부딪히도록 제어되어야 한다. 용융된 합금은, 입자 수집 배플(particle collection baffle)(28)에 빗나가게 하고 중력에 의해 수집되는 합금의 본질적으로 균일한 사이즈의 입자를 형성하도록 거의 즉시 냉각하는 본질적으로 균일한 사이즈의 미세 액적으로서 풀의 표면으로부터 블로우된다.
선택적으로, 타겟 기판(24)은 용융 풀로부터 입자의 리프팅 및 제거를 돕기 위해서, 예를 들어 초음파 호른(ultrasonic horn) 또는 압전형 바이브레이터(piezoelectric vibrator) 200 (도 1a)에 의해, 진동될 수 있다.
또는, 기판(24)에서 PTA 제조된 용융 합금을 처음에 수집하는 대신에, PTA로부터 용융된 티타늄 합금 스트림은 이후에 액체 아르곤에서 구형 파우더로 퀀칭되는 티타늄 합금 입자의 스트림을 더 작은 입자로 부수기 위해서 아르곤 가스의 스트림과 함께 쳐(hit)질 수 있다.
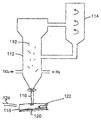
도 2를 참조하면, 본 발명의 다른 실시예에 따라서, TiCl4 및 Mg 증기는 일반적으로 1 미크론 미만의 작은 입자를 제조하기 위해 균일한 핵 형성에 의해 반응할 수 있는 유동층 리엑터(fluid-bed reactor)(112)의 반응 존(11)으로 도입되고, 이는 리엑터 가스 플로우의 속도로 이러한 작은 입자를 수집하기 위해 고안된 일련의 사이클론(114)에 수집된다. 작은 입자는 TiCl4 및 Mg 증기 반응으로부터 추가적인 증착을 통해 조성되는 유동층 리엑터 반응 존(110)으로 재순환된다. 재순환은 예컨대 40 미크론 내지 300 미크론과 같은 바람직한 사이즈 범위까지 입자를 성장시킬 때까지 계속된다. 입자가 더 커질수록, 더 무거워지고, 리엑터의 바닥에 정착되고, 이들은, 그 내용의 전체가 참조로 인용되는 선행 미국 특허 제7,914,600에 기재되는 바와 같이 유체 리엑터의 바닥에 연결되는 파이프(116)를 통해 중력 흐름에 의해 추출될 수 있다.
그 후, 추출된 입자는 합금의 용융 풀(120)을 형성하기 위해 얕은 히트 탱크(shallow heated tank)(118)로 스트리밍된다. 아르곤의 스트림(122)은 스트림을 통해, 또는 앞서와 같이, 도관(124)을 통해 탱크(118)로부터 나오는 티타늄 합금의 입자를 뿌리기 위한 용융 풀의 표면 상에 블로우된다.
도 3을 참조하면, 본 발명의 또 다른 실시예에 따라서, 티타늄 파우더는, 그 내용의 전체가 참조로 인용되는, 현재 계류중인 출원 제12/016,859 및 상기 '859 출원의 도 2, 블록 140에 따른 전해질 셀에 기재된 바와 같이 TiCl4의 마그네슘 환원(magnesium reduction)에 의해 제조된다. 티타늄 파우더를 함유하는 MgCl2의 슬러리 스트림이 제조되고, 잔여 염이 가열에 의해 증발되는 염 증발 시스템(142)으로 전달된다. 가열은 필요에 따라 증발을 돕기 위해 감압이 될 수 있는 불활성 분위기 하에서 저항, 인덕션, 방사선, 전자파 또는 플라즈마에 의해 수행될 수 있다. MgCl2 염 증발 후, 합금 금속 파우더와 함께 수득된 티타늄 파우더는 도 1에 도시되고, 블럭(144)으로 일반적으로 나타내는 것과 유사한 PTA 용융 시스템으로 전달되고, 실질적으로 균일한 구형 합금 파우더는 PTA로부터 합금의 용융 스트림으로부터 용융 합금의 액적을 뿌리거나, 앞서와 같이 기판 상의 풀에 수집하고, 앞서와 같이 고체화된 파우더를 냉각 및 수집함으로써 제조된다.
본 발명은 이하의 제한되지 않는 작업 실시예와 관련하여 더욱 설명될 것이다:
실시예 1
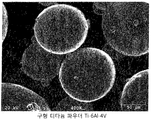
세정 증발된 티타늄 스폰지는, Ti-6Al-4V의 합금의 용융 풀을 제조하기 위해 제어된 속도에서 알루미늄-바나듐의 예비 합금 파우더가 함께 전달되는, 미국 공개 특허 제2006/0185473-A1호에 기재된 바와 같은 CNC 유형 공정에 의해 제어되는 PTA(plasma transferred arc) 열원으로 전달되었다. 용융 풀은 직경이 약 1/2 인치이고, 깊이가 1/8 내지 1/4 인치였다. 아르곤의 스트림은, 도 4의 SEM 사진에 나타낸 바와 같이 구형 파우더를 제조하기 위해서 용융 풀을 가로질러 계속적으로 블로우되었다. 공급 장치의 전달 및 PTA로의 용융은 구형 입자를 블로우하는 아르곤 스트림과 같이 계속으로 수행되어, 구형 합금 입자가 계속적으로 제조되었다.
실시예 2
용융된 티타늄 합금이 아르곤 가스의 스트림에 둘러싸여 떨어진 것을 통해 오르피스를 갖는 타겟 상에 용융된 PTA 제조된 용융 풀이 수집되는 것을 제외하고, 실시예 1의 공정이 반복되었다. 용융된 합금 스트림은 아르곤 가스의 스트림에 의해 입자로 부숴지고, 입자는 파우더 캐치 컨테이너(powder catch container)의 바닥에 액체 아르곤 내에 구형 파우더로 퀀칭된다. 제조된 티타늄 파우더를 도 5에 나타냈다.
실시예 3
전해질 티타늄 파우더를 미국 특허 제7,914,600호, 제7,410,562호, 및 제7,794,580호에 따른 공정에 의해 또는 KCl-LiCl을 함유하는 염 전해질에 티타늄 테트라클로라이드 (TiCl4)를 공급함으로써 제조된다. 티타늄 파우더는 약 15%의 티타늄 파우더 및 75%의 액체 염을 함유하는 약 500 ℃에서 아웃풋 펌핑된 스트림을 갖는 연속적 구성된 전해질 시스템(continuous configured electrolytic system with an output pumped stream)에서 제조된다. 전해질 티타늄 파우더-염 스트림은 약 1000 ℃까지 인덕션에 의해 가열된 얕은 탱크로 펌핑 전달된다. 탱크는 약 3분에 KCl-LiCl 염이 완전히 증발되는 약 10 Torr의 약한 진공이다. 잔여 전해질 티타늄 파우더는 도 6에 나타낸 바와 같이 Ti-6Al-4V의 구형 티타늄 합금 파우더를 제조하는 아르곤이 블로우된 것에 대해, 혼합된 티타늄 및 Al-V 파우더의 플라즈마 용융으로 Ti-6Al-4V 합금을 제조하기 위한 비율로 알루미늄 및 바나듐 파우더와 함께 전달된다.
실시예 4
티타늄 스폰지를 제조하는 표준 크롤 반응이 수행되었다. 잔여 미반응 Mg의 부산물 MgCl2을 배수한 후, 잔여 MgCl2 및 Mg를 갖는 스폰지는, 잔여 MgCl2 및 Mg를 미리 증발하지 않고, 실시예 3에 기재된 플라즈마 시스템으로 직접 전달된다. 아르곤 가스는 액체 티타늄의 액적을 뿌린 용융의 표면 상에 플라즈마 전극을 통해 블로우되고, 이는 냉각되고, 구형 티타늄 입자가 제조되어, 앞서와 같이 수집되었다.
실시예 5
Al-V 합금 또는 분리된 파우더를 잔여 MgCl2 및 Mg를 함유하는 티타늄 스폰지와 함께 전달하여, 티타늄 합금 파우더가 제조되도록 하는 것을 제외하고는, 실시예 4의 공정을 반복했다.
실시예 6
티타늄 분말은 약 800 ℃에서 약 20%의 티타늄 파우더를 함유하는 MgCl2의 스트림을 제조하는 현재 계류중인 출원 12/016,859에 기재된 바와 같이 TiCl4의 마그네슘 환원을 사용하여 제조된다. 슬러리 스트림은 실시예 3에 기재된 염 증발 시스템으로 전달된다. MgCl2 염 증발 후, 크로뮴 및 몰리브덴과 함께 티타늄 파우더는 실시예 1 및 2에 기재된 바와 같이 PTA 용융 시스템으로 전달되고, 실시예 2 공정에 의한 구형 합금 파우더는 Ti-5Cr-2Mo로 이루어지도록 제조되었다. 유사한 방법으로, Ti-8Al-1Mo-1V 합금의 입자가 제조될 수 있다.
임의의 티타늄 합금 조성물은 구형 합금 파우더로 제조될 수 있거나 또는 대안적으로 플라즈마 용융기에 티타늄 파우더와 함께 전달된 합금 원소를 첨가하면서 잉곳으로서 제조될 수 있음이 이해된다. 또한, 용융된 티타늄과 미반응되어 남거나 또는 반응하는 입자성 물질은 구형 티타늄 합금 파우더에 도입되도록 첨가될 수 있다는 것으로 이해된다. 반응성 파우더 예는, 냉각 시 티타늄 보라이드(titanium boride)를 제공하기 위해 반응하는 티타늄 디보라이드(titanium diboride), 냉각 시 Al3Ti 및 티타늄 니트라이드를 제공하기 위한 알루미늄 니트라이드, 또는 냉각 시 티타늄 카바이드(titanium carbide)와 티타늄 보라이드를 제공하기 위한 보론 카바이드(boron carbide)이다. 티타늄보다 더욱 안정한 입자의 한정되지 않은 실시예는 하프늄 옥사이드(hafnium oxide) 또는 칼슘 옥사이드(calcium oxide)를 포함한다. 또한, 유리하게 아르곤을 제외한 불활성 가스가 적용될 수 있다.
상기 설명, 실시예 및 실시예는 본 발명의 정신 및 범위를 설명하기 위해 제공된다. 범위 내에 기재된 실시예 및 방식이 변경될 수 있으며, 이는 그것을 엄격하게 제한한다는 의도가 아니고, 본 발명 및 이하 청구항의 범위 내에서 다른 수정 및 변형이 적용될 수 있다는 것이 명백하다.
Claims (28)
- 티타늄 스폰지에 첨가된 합금 원소를 갖는 티타늄 스폰지의 용융 풀 또는 스트림을 형성하는 단계;
상기 용융 풀 또는 스트림으로부터 티타늄 합금의 액적 입자를 제거하도록(dislodge), 용융 풀의 표면을 가로지르거나 또는 스트림을 통과하여 불활성 가스의 스트림을 부딪히게 하는(impinging) 단계; 및
구형 티타늄 합금 파우더를 형성하도록, 상기 제거된 액적 입자를 냉각 및 고형화하는 단계;
를 포함하는 구형 티타늄 합금 파우더를 제조하는 방법.
- 제1항에 있어서,
상기 용융 풀 또는 스트림은 플라즈마 가열 시스템에서 형성되는 것인, 방법.
- 제1항에 있어서,
상기 용융 풀 또는 스트림은 티타늄 스폰지의 원료 및 합금 원소를 공용융(co-melting)시킴으로써 형성되는 것인, 방법.
- 제3항에 있어서,
상기 합금 원소는 알루미늄 및 바나듐을 포함하는 것인, 방법.
- 제4항에 있어서,
상기 합금 원소는 예비-합금된(pre-alloyed) 것인, 방법.
- 제1항에 있어서,
상기 불활성 가스는 아르곤을 포함하는 것인, 방법.
- 제1항에 있어서,
상기 용융 풀은 진동되는 것인, 방법.
- 잔여 염을 함유하는 전기 분해로 제조된 티타늄 파우더의 용융 풀 또는 스트림을 형성하는 단계;
상기 염을 증발시키는 단계;
티타늄 합금의 용융 풀 또는 스트림을 형성하도록, 염이 제거된 티타늄을 합금 원소와 함께 플라즈마 가열 시스템으로 전달하는 단계;
상기 용융으로부터 티타늄의 액적 입자를 제거하도록, 티타늄 합금의 용융 풀의 표면을 가로지르거나 또는 스트림을 통과하여 불활성 가스의 스트림을 충돌시키는(impinging) 단계; 및
구형 티타늄 합금 파우더를 형성하도록, 상기 제거된 액적 입자를 냉각 및 고형화하는 단계;
를 포함하는 티타늄 합금 파우더를 제조하는 방법.
- 제8항에 있어서,
상기 잔여 염은 감압 하의 불활성 분위기에서 가열함으로써 증발되는 것인, 방법.
- 제8항에 있어서,
상기 불활성 가스는 아르곤을 포함하는 것인, 방법.
- 제8항에 있어서,
상기 용융 풀은 진동되는 것인, 방법.
- 플라즈마 용융 장치 내에서 합금 원소를 갖는 마그네슘 금속 및 잔여 마그네슘 클로라이드를 함유하는 티타늄 스폰지를 공용융하는 단계;
티타늄 합금 용융의 풀 또는 스트림을 형성하도록, 상기 마그네슘 클로라이드 및 마그네슘을 증발시키는 단계; 및
티타늄 합금의 액적 입자를 제거하도록, 상기 티타늄 합금 용융의 표면을 가로지르거나 또는 상기 스트림을 통과하여 불활성 가스의 스트림을 충돌시키는(impinging) 단계; 및
구형 합금 티타늄 파우더 입자를 형성하도록, 상기 제거된 액적 입자를 냉각하는 단계;
를 포함하는 구형 티타늄 합금 입자를 제조하는 방법.
- 제12항에 있어서,
상기 불활성 가스는 아르곤을 포함하는 것인, 방법.
- 제12항에 있어서,
상기 액적 입자는 불활성 가스의 흐름에 의해 둘러싸이는 오르피스를 통해 상기 합금 용융을 통과시킴으로써 형성되는 것인, 방법.
- 제14항에 있어서,
아르곤의 액체 풀 내에서 상기 액적 입자를 수집하는 단계를 포함하는, 방법.
- 제12항에 있어서,
상기 풀은 진동되는 것인, 방법.
- 구형 티타늄 합금 입자를 제조하는 방법에 있어서,
작업 온도 500 ℃ 이상에서 염 전해질의 스트림 내에서 전기 분해로 제조된 티타늄 파우더는 전해질 셀로 돌아오는 염 전해질을 증발시키기 위해 900 ℃ 이상의 온도 및 감압 하에서 작동되는 인덕션 가열 증발기로 전달되고, 수득된 티타늄 파우더는 용융된 합금의 풀 또는 스트림을 제조하도록, 합금 원소와 함께 플라즈마 용융 장치로 전달되고, 불활성 가스는 액적 입자를 제거하도록 용융 풀 상에 또는 스트림을 통과하여 충돌되고(impinging), 구형 티타늄 합금 파우더를 제조하도록 상기 제거된 액적 입자를 냉각 및 고형화하는 개선된 방법.
- 제17항에 있어서,
상기 풀은 진동되는 것인, 방법.
- 제2항에 있어서,
상기 합금은 Ti-6Al-4V인 것인, 방법.
- 제12항에 있어서,
상기 합금은 Ti-6Al-4V인 것인, 방법.
- 제17항에 있어서,
상기 합금은 Ti-6Al-4V인 것인, 방법.
- 제2항에 있어서,
상기 합금은 Ti-8Al-1Mo-1V인 것인, 방법.
- 제12항에 있어서,
상기 합금은 Ti-8Al-1Mo-1V인 것인, 방법.
- 제17항에 있어서,
상기 합금은 Ti-8Al-1Mo-1V인 것인, 방법.
- 제1항에 있어서,
상기 용융은 잉곳으로부터 형성되는 것인, 방법.
- 제1항에 있어서,
연속 기반(continuous basis) 상에서 수행되는 것인, 방법.
- 제12항에 있어서,
연속 기반 상에서 수행되는 것인, 방법.
- 제17항에 있어서,
연속 기반 상에서 수행되는 것인, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161517871P | 2011-04-27 | 2011-04-27 | |
| US61/517,871 | 2011-04-27 | ||
| PCT/US2012/033652 WO2012148714A1 (en) | 2011-04-27 | 2012-04-13 | Low cost processing to produce spherical titanium and titanium alloy powder |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140027335A true KR20140027335A (ko) | 2014-03-06 |
Family
ID=47066869
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137031306A KR20140027335A (ko) | 2011-04-27 | 2012-04-13 | 구형 티타늄 및 티타늄 합금 파우더를 제조하기 위한 저비용 공정 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8911529B2 (ko) |
| EP (1) | EP2701869B1 (ko) |
| JP (1) | JP2014515792A (ko) |
| KR (1) | KR20140027335A (ko) |
| CN (1) | CN103608141A (ko) |
| AU (1) | AU2012250152B2 (ko) |
| CA (1) | CA2834328A1 (ko) |
| PL (1) | PL2701869T3 (ko) |
| WO (1) | WO2012148714A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11241738B2 (en) | 2018-06-12 | 2022-02-08 | Korea Institute Of Science And Technology | Metal powder manufacturing apparatus for metal 3D printer |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015175726A1 (en) | 2014-05-13 | 2015-11-19 | University Of Utah Research Foundation | Production of substantially spherical metal powers |
| CN111250717B (zh) * | 2014-06-16 | 2022-11-18 | 联邦科学与工业研究组织 | 产生粉末产品的方法 |
| CN104209526B (zh) * | 2014-08-26 | 2016-09-28 | 苏州智研新材料科技有限公司 | 一种微细球形钛合金粉体的制备方法 |
| KR20170101927A (ko) | 2014-12-02 | 2017-09-06 | 더 유니버시티 오브 유타 리서치 파운데이션 | 금속 분말의 용융 염 탈산소화 |
| US10987735B2 (en) | 2015-12-16 | 2021-04-27 | 6K Inc. | Spheroidal titanium metallic powders with custom microstructures |
| US11148202B2 (en) | 2015-12-16 | 2021-10-19 | 6K Inc. | Spheroidal dehydrogenated metals and metal alloy particles |
| CN105537602A (zh) * | 2015-12-25 | 2016-05-04 | 中国科学院重庆绿色智能技术研究院 | 一种3d打印用球形超高温合金粉末的快速规模化制备方法 |
| CN105562700A (zh) * | 2015-12-31 | 2016-05-11 | 龙岩紫荆创新研究院 | 一种用于3d打印的球形钛粉的等离子体制备方法 |
| CN105568055B (zh) * | 2016-01-06 | 2017-08-15 | 龙岩紫荆创新研究院 | 一种钛基合金球形粉末的等离子体制备方法 |
| CN105642879B (zh) * | 2016-01-14 | 2017-08-25 | 鞍山东大激光科技有限公司 | 用于激光3d打印的球形tc4钛合金粉末及其制备方法 |
| CN105903973A (zh) * | 2016-04-27 | 2016-08-31 | 龙岩紫荆创新研究院 | 一种球形钒粉的等离子体制备方法 |
| US11478851B2 (en) | 2016-10-21 | 2022-10-25 | General Electric Company | Producing titanium alloy materials through reduction of titanium tetrachloride |
| US11193185B2 (en) | 2016-10-21 | 2021-12-07 | General Electric Company | Producing titanium alloy materials through reduction of titanium tetrachloride |
| CN106493377B (zh) * | 2016-12-29 | 2018-05-11 | 哈尔滨三地增材制造材料有限公司 | 环形排布对撞式气流雾化钛合金粉末制取设备及制取方法 |
| GB201701292D0 (en) * | 2017-01-26 | 2017-03-15 | Univ Ulster | Method and apparatus for producing nanoscale materials |
| CN112654444A (zh) | 2018-06-19 | 2021-04-13 | 6K有限公司 | 由原材料制造球化粉末的方法 |
| KR102247338B1 (ko) | 2018-12-14 | 2021-05-04 | 재단법인 포항산업과학연구원 | 입상 물질 제조 방법 및 제조 장치 |
| US11066308B2 (en) | 2019-02-05 | 2021-07-20 | United Technologies Corporation | Preparation of metal diboride and boron-doped powders |
| CN111590084B (zh) * | 2019-02-21 | 2022-02-22 | 刘丽 | 一种金属粉体材料的制备方法 |
| CN109750320B (zh) * | 2019-03-04 | 2019-12-13 | 海安县鹰球粉末冶金有限公司 | 雾化电解联合制备金属合金粉末的方法 |
| US11311938B2 (en) | 2019-04-30 | 2022-04-26 | 6K Inc. | Mechanically alloyed powder feedstock |
| CN114007985A (zh) | 2019-04-30 | 2022-02-01 | 6K有限公司 | 锂镧锆氧化物(llzo)粉末 |
| JP2023512391A (ja) | 2019-11-18 | 2023-03-27 | シックスケー インコーポレイテッド | 球形粉体用の特異な供給原料及び製造方法 |
| US11590568B2 (en) | 2019-12-19 | 2023-02-28 | 6K Inc. | Process for producing spheroidized powder from feedstock materials |
| CN113510246A (zh) * | 2020-03-25 | 2021-10-19 | 中国科学院过程工程研究所 | 一种Ti-6Al-4V合金粉的制备方法及由其制得的Ti-6Al-4V合金粉 |
| KR20230029836A (ko) | 2020-06-25 | 2023-03-03 | 6케이 인크. | 마이크로복합 합금 구조 |
| AU2021349358A1 (en) | 2020-09-24 | 2023-02-09 | 6K Inc. | Systems, devices, and methods for starting plasma |
| KR20230095080A (ko) | 2020-10-30 | 2023-06-28 | 6케이 인크. | 구상화 금속 분말을 합성하는 시스템 및 방법 |
| CN112091229B (zh) * | 2020-11-09 | 2021-02-12 | 西安赛隆金属材料有限责任公司 | 一种细化金属粉末粒径的装置及方法 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1685908A (en) | 1925-03-03 | 1928-10-02 | Scovill Manufacturing Co | Vanity case |
| US4576642A (en) * | 1965-02-26 | 1986-03-18 | Crucible Materials Corporation | Alloy composition and process |
| US4639281A (en) * | 1982-02-19 | 1987-01-27 | Mcdonnell Douglas Corporation | Advanced titanium composite |
| JPS59140307A (ja) * | 1983-01-31 | 1984-08-11 | Pioneer Electronic Corp | 金属超微粒子の製造装置 |
| JPS59166605A (ja) * | 1983-03-11 | 1984-09-20 | Tokyo Tekko Kk | 超微粒子製造装置 |
| JPS60194003A (ja) * | 1984-03-13 | 1985-10-02 | Hosokawa Funtai Kogaku Kenkyusho:Kk | 金属微粒子製造法,並びに,装置 |
| US4602947A (en) * | 1984-11-01 | 1986-07-29 | Alti Corporation | Process for producing titanium metal and titanium metal alloys |
| JPS61159501A (ja) * | 1984-12-31 | 1986-07-19 | Keisuke Honda | 超音波による金属粉末の製造方法及び装置 |
| US4544404A (en) * | 1985-03-12 | 1985-10-01 | Crucible Materials Corporation | Method for atomizing titanium |
| JPS62103308A (ja) * | 1985-10-30 | 1987-05-13 | Hitachi Ltd | 超微粒子の製造装置 |
| US4731111A (en) * | 1987-03-16 | 1988-03-15 | Gte Products Corporation | Hydrometallurical process for producing finely divided spherical refractory metal based powders |
| JPH02203932A (ja) * | 1989-01-31 | 1990-08-13 | Idemitsu Petrochem Co Ltd | 超微粒子の製造方法及び製造装置 |
| US5213610A (en) | 1989-09-27 | 1993-05-25 | Crucible Materials Corporation | Method for atomizing a titanium-based material |
| US4999051A (en) * | 1989-09-27 | 1991-03-12 | Crucible Materials Corporation | System and method for atomizing a titanium-based material |
| JPH03193805A (ja) * | 1989-12-22 | 1991-08-23 | Sumitomo Metal Ind Ltd | 金属微粉末の生成方法 |
| FI87896C (fi) * | 1990-06-05 | 1993-03-10 | Outokumpu Oy | Foerfarande foer framstaellning av metallpulver |
| US5147448A (en) * | 1990-10-01 | 1992-09-15 | Nuclear Metals, Inc. | Techniques for producing fine metal powder |
| JPH0593213A (ja) * | 1991-06-04 | 1993-04-16 | Sumitomo Shichitsukusu Kk | チタンおよびチタン合金粉末の製造方法 |
| US5332197A (en) | 1992-11-02 | 1994-07-26 | General Electric Company | Electroslag refining or titanium to achieve low nitrogen |
| US6425504B1 (en) * | 1999-06-29 | 2002-07-30 | Iowa State University Research Foundation, Inc. | One-piece, composite crucible with integral withdrawal/discharge section |
| CN1191141C (zh) * | 2000-04-26 | 2005-03-02 | 刘学晖 | 高纯气体超声雾化低氧钛及钛合金粉末制备方法及其产品 |
| CN100439013C (zh) * | 2001-02-16 | 2008-12-03 | 株式会社大阪钛技术 | 钛粉末烧结体 |
| US6955703B2 (en) | 2002-12-26 | 2005-10-18 | Millennium Inorganic Chemicals, Inc. | Process for the production of elemental material and alloys |
| US6939389B2 (en) * | 2003-08-08 | 2005-09-06 | Frank Mooney | Method and apparatus for manufacturing fine powders |
| US7410562B2 (en) * | 2003-08-20 | 2008-08-12 | Materials & Electrochemical Research Corp. | Thermal and electrochemical process for metal production |
| US7794580B2 (en) | 2004-04-21 | 2010-09-14 | Materials & Electrochemical Research Corp. | Thermal and electrochemical process for metal production |
| JP5325422B2 (ja) | 2005-01-31 | 2013-10-23 | マテリアルズ アンド エレクトロケミカル リサーチ コーポレイション | ニア・ネット・シェイプのチタン体の低コストの製造法 |
| US7682556B2 (en) * | 2005-08-16 | 2010-03-23 | Ut-Battelle Llc | Degassing of molten alloys with the assistance of ultrasonic vibration |
| US7578960B2 (en) | 2005-09-22 | 2009-08-25 | Ati Properties, Inc. | Apparatus and method for clean, rapidly solidified alloys |
| US20070141374A1 (en) * | 2005-12-19 | 2007-06-21 | General Electric Company | Environmentally resistant disk |
| JP4947690B2 (ja) * | 2006-05-18 | 2012-06-06 | 株式会社大阪チタニウムテクノロジーズ | チタン系合金球状粉末の製造方法 |
| US7914600B2 (en) * | 2007-01-22 | 2011-03-29 | Materials & Electrochemical Research Corp. | Continuous production of titanium by the metallothermic reduction of TiCl4 |
| KR101519167B1 (ko) | 2007-01-22 | 2015-05-11 | 머티리얼즈 앤드 일렉트로케미칼 리써치 코포레이션 | 인시츄 생성 티타늄 클로라이드의 금속열환원법 |
| JP5427452B2 (ja) * | 2008-03-31 | 2014-02-26 | 日立金属株式会社 | 金属チタンの製造方法 |
| CN101391306B (zh) * | 2008-11-20 | 2012-01-25 | 核工业西南物理研究院 | 一种制备球形钛微粉或超微粉的装置和方法 |
| CN101716686B (zh) * | 2010-01-05 | 2011-02-16 | 北京科技大学 | 一种微细球形钛粉的短流程制备方法 |
-
2012
- 2012-04-13 JP JP2014508399A patent/JP2014515792A/ja active Pending
- 2012-04-13 EP EP12777501.3A patent/EP2701869B1/en not_active Not-in-force
- 2012-04-13 CA CA2834328A patent/CA2834328A1/en not_active Abandoned
- 2012-04-13 KR KR1020137031306A patent/KR20140027335A/ko not_active Application Discontinuation
- 2012-04-13 US US13/447,022 patent/US8911529B2/en not_active Expired - Fee Related
- 2012-04-13 PL PL12777501T patent/PL2701869T3/pl unknown
- 2012-04-13 AU AU2012250152A patent/AU2012250152B2/en not_active Ceased
- 2012-04-13 WO PCT/US2012/033652 patent/WO2012148714A1/en active Application Filing
- 2012-04-13 CN CN201280020807.0A patent/CN103608141A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11241738B2 (en) | 2018-06-12 | 2022-02-08 | Korea Institute Of Science And Technology | Metal powder manufacturing apparatus for metal 3D printer |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2012250152B2 (en) | 2016-08-04 |
| AU2012250152A1 (en) | 2013-11-07 |
| JP2014515792A (ja) | 2014-07-03 |
| EP2701869A1 (en) | 2014-03-05 |
| PL2701869T3 (pl) | 2017-02-28 |
| CN103608141A (zh) | 2014-02-26 |
| EP2701869A4 (en) | 2015-04-15 |
| US20120272788A1 (en) | 2012-11-01 |
| CA2834328A1 (en) | 2012-11-01 |
| US8911529B2 (en) | 2014-12-16 |
| WO2012148714A1 (en) | 2012-11-01 |
| EP2701869B1 (en) | 2016-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140027335A (ko) | 구형 티타늄 및 티타늄 합금 파우더를 제조하기 위한 저비용 공정 | |
| JP2014515792A5 (ko) | ||
| US20220288684A1 (en) | Methods and apparatuses for producing metallic powder material | |
| US9611522B2 (en) | Spray deposition of L12 aluminum alloys | |
| US8092570B2 (en) | Method for producing titanium metal | |
| US7559969B2 (en) | Methods and apparatuses for producing metallic compositions via reduction of metal halides | |
| US20120230860A1 (en) | Purification process | |
| JPH0748609A (ja) | 耐熱化合物又は金属間化合物と過飽和固溶体のガス噴霧合成による粒子の生成方法 | |
| EP0444577B1 (en) | Reactive spray forming process | |
| EP1497061B1 (en) | Powder formation method | |
| KR101127209B1 (ko) | 반응층 생성물 분산처리장치 및 방법 | |
| JPH0641618A (ja) | 活性金属粉末の連続製造方法およびその装置 | |
| JPH10204507A (ja) | ガスアトマイズ法による金属粉末の製造方法 | |
| JPH03153803A (ja) | 高純度カドミウム微細粉末の製造方法 | |
| WO2021157156A1 (ja) | チタン合金粉末の製造方法 | |
| NZ738183B2 (en) | Methods and apparatuses for producing metallic powder material | |
| JPH0364453A (ja) | 蒸着用銅材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |