KR20110031344A - 패키징 기계 및 물품 패키징 방법 - Google Patents
패키징 기계 및 물품 패키징 방법 Download PDFInfo
- Publication number
- KR20110031344A KR20110031344A KR1020117001404A KR20117001404A KR20110031344A KR 20110031344 A KR20110031344 A KR 20110031344A KR 1020117001404 A KR1020117001404 A KR 1020117001404A KR 20117001404 A KR20117001404 A KR 20117001404A KR 20110031344 A KR20110031344 A KR 20110031344A
- Authority
- KR
- South Korea
- Prior art keywords
- articles
- conveyor
- carton
- packaging
- flow
- Prior art date
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 63
- 238000000034 method Methods 0.000 title claims description 18
- 230000007723 transport mechanism Effects 0.000 claims abstract description 3
- 230000007246 mechanism Effects 0.000 claims description 36
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 230000003111 delayed effect Effects 0.000 description 4
- 230000003466 anti-cipated effect Effects 0.000 description 3
- 238000009924 canning Methods 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/02—Machines characterised by incorporation of means for making the containers or receptacles
- B65B5/024—Machines characterised by incorporation of means for making the containers or receptacles for making containers from preformed blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/24—Enclosing bottles in wrappers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/36—Arranging and feeding articles in groups by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/28—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers co-operating with fixed supports
- B65B43/285—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers co-operating with fixed supports specially adapted for boxes, cartons or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/105—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/04—Arranging, assembling, feeding, or orientating the bottles prior to introduction into, or after removal from, containers
- B65B21/06—Forming groups of bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/08—Introducing or removing single bottles, or groups of bottles, e.g. for progressive filling or emptying of containers
- B65B21/12—Introducing or removing single bottles, or groups of bottles, e.g. for progressive filling or emptying of containers using grippers engaging bottles, e.g. bottle necks
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Container Filling Or Packaging Operations (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Specific Conveyance Elements (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
패키징 기계(10)는 각각 물품들(A)을 카톤 속으로 패키징할 수 있는 둘 이상의 패키징 서브시스템을 포함하며, 패키징 서브시스템은 패키징될 물품들의 공통 공급원(11)을 공유하고 적어도 하나의 운반 메커니즘(5)(22)이 공통 공급원으로부터 둘 이상의 패키징 서브시스템 모두로 물품들(A)을 옮기기 위해 제공된다.
Description
본 발명은 패키징 기계 및 물품 패키징 방법에 관한 것이다. 더욱 상세하게는, 이에 한정되지 것은 아니지만, 본 발명은, 물품들의 흐름에서 물품들을 조작하는 방법과 이 방법을 수행하는 장치, 그리고 다수의 카톤 유형 및 형태를 처리할 수 있는 레이아웃을 구비하는 패키징 기계에 관한 것이다.
패키징 분야에서, 종종 소비자에게 다수의 1차 제품 용기(primary product containers)를 포함하는 패키지를 제공하도록 요구되며, 그러한 멀티팩은 선적(shipping)과 유통(distribution)을 위하여 그리고 판촉정보의 디스플레이를 위해 바람직하다.
카톤 블랭크로부터 형성되는 카톤 속으로 1차 제품 용기들을 위치시킴에 의해 1차 제품 용기들의 패키지로의 패키징을 자동화하는 것이 알려져 있다.
또한, 제품을 1차 제품 용기들 속으로 위치시키는, 예를 들어 병입(bottling) 또는 통조림 기계(canning machine)일 수 있는, 처리 기계의 출력부에 결합될 수 있는 패키징 기계를 제시하는 것이 바람직하다. 나아가, 카톤 속으로 위치시킴을 용이하게 하기 위해 1차 제품 용기들의 출력 흐름을 재편성하는 것이 바람직할 것이다.
본 발명의 목적은, 예를 들어, 완전히 싸인 카톤(wrap around carton), 바구니 운반용기(basket carriers) 완전히 닫힌 카톤(fully enclosed cartons) 등과 같은, 다양한 다른 카톤 형태를 처리할 수 있으며, 선택된 카톤 형태에 1차 제품 용기들을 측면 적재, 단부 적재, 상부 적재 및 바닥부 적재하도록 하는 것이 가능하도록 하는, 레이아웃을 구비하는 패키징 기계를 제공하는 것이다. 더 나아가, 요구되는 카톤 형태나 적재 방법에 적합하도록 패키징 기계의 형태 또는 레이아웃을 신속하게 변경할 수 있도록 하는 것이 바람직하다.
또한, 1차 제품 용기들을 수용하는 패키지를 멀티팩의 선적과 유통을 위해 추가적인 패키지 속으로 위치시킬 수 있는 패키징 기계를 제공하는 것이 바람직하다.
또한, 1차 제품 용기들이 소매업자에 의해 소비자에게 개별적으로 유통될 수 있도록, 포장하지 않은 형태의 1차 제품 용기들을 3차 패키지 속으로 위치시키는 것이 바람직하다.
본 발명의 제1 양태에 따르면, 카톤 블랭크들을 유지하기 위한 카톤 호퍼(carton hopper), 상기 호퍼로부터 카톤 블랭크들을 빼내고 이들을 제1 컨베이어 상에 위치시키기 위한 공급 메커니즘, 상기 카톤 블랭크의 패널들을 상기 제1 컨베이어에 대하여 접기 위한 폴딩 메커니즘, 및 접힌 카톤 블랭크를 집어들고 제2 컨베이어 상에 옮겨지는 하나 이상의 물품들에 대하여 위치시키는, 실질적으로 역 U자 형상의, 운반 메커니즘을 포함하는, 하나 이상의 물품들로의 카톤 블랭크의 적용을 위한 패키징 서브시스템이 제공된다.
바람직하게, 제1 컨베이어나 제2 컨베이어 중 어느 하나 또는 제1 컨베이어와 제2 컨베이어 모두가 연속적으로 이동하고 있다.
바람직하게, 제2 컨베이어는 상기 제1 컨베이어에 평행하다.
본 발명의 제2 양태에 따르면, 물품들의 흐름으로부터 하나 이상의 물품을 집어들고 이들을 컨베이어 상에 위치시키기 위한 것으로, 상기 컨베이어의 상부에 선회가능하게 장착되는 암 및 상기 암에 선회가능하게 결합되는 파지 헤드를 포함하는 물품 픽 앤 플레이스 로봇; 및 물품들의 입력 흐름보다 하나 이상 많은 세로 행 또는 레인의 물품들을 포함하도록 배열된 서브시스템으로부터 물품들의 흐름이 출력이 되는, 상기 컨베이어 상에서 물품들의 속도를 떨어뜨리기 위해 제공되는 물품 지연 메커니즘;을 포함하는, 하나 이상의 레인 또는 세로 행의 물품들을 포함하는 물품들의 입력 흐름을 배열하기 위한 패키징 서브시스템이 제공된다.
바람직하게, 물품들의 입력 흐름은 2개의 레인을 포함하고, 물품들의 출력 흐름은 4개의 레인의 물품들을 포함한다.
바람직하게, 물품들의 입력 흐름은 2개의 레인을 포함하고, 물품들의 출력 흐름은 3개의 레인의 물품들을 포함한다.
바람직하게, 상기 지연 메커니즘은, 상기 픽 앤 플레이스 로봇 하류의 물품들의 흐름으로 삽입되는, 무한 컨베이어에 결합되는 적어도 하나의 돌기(lug)를 포함한다.
본 발명의 제3 양태에 따르면, 이상에서 설명된 서브시스템을 포함하는 패키징 기계가 제공된다.
본 발명의 제4 양태에 따르면, 패키징될 물품들의 흐름을 제공하기 위한 물품 컨베이어, 제1 카톤 블랭크를 저장하기 위한 제1 호퍼, 제2 카톤 블랭크를 저장하기 위한 제2 카톤 호퍼, 제1 컨베이어 상에 제1 카톤 블랭크를 위치시키기 위한 제1 공급 메커니즘과 제2 컨베이어 상에 제2 카톤 블랭크를 위치시키기 위한 제 2 공급 메커니즘 및 상기 입력 컨베이어로부터 그룹화된 물품들을 받기 위한 제3 컨베이어, 및 물품들이 각각 제1 또는 제2 블랭크에 패키징될 수 있도록, 상기 입력 컨베이어로부터 상기 제1 컨베이어 또는 상기 제3 컨베이어 중 하나로 물품들을 이동시킬 수 있는 적어도 하나의 운반 기기를 포함하는, 패키징 기계가 제공된다.
바람직하게, 상기 패키징 기계는 상기 입력 컨베이어와 상기 제1 컨베이어 사이에서 물품들을 또는 상기 제2 컨베이어와 상기 제3 컨베이어 사이에서 카톤 블랭크들을 옮길 수 있는 제2 운반 메커니즘을 더 포함한다.
바람직하게, 상기 제1 운반 메커니즘 또는 상기 제2 운반 메커니즘은, 다른 카톤 유형들 또는 물품들을 취급하도록 및/또는 물품 옮김과 카톤 옮김 사이에서 전환하도록 허용하는, 교체가능한 헤드 유닛을 포함한다.
본 발명의 제5 양태에 따르면, 패키징될 물품들의 공통 공급원(common source)을 공유하고, 적어도 하나의 운반 메커니즘이 공통 공급원으로부터 둘 이상의 패키징 서브시스템 모두에 물품들을 공급하기 위해 제공되는, 각각 물품들을 카톤 속으로 패키징할 수 있는 상기 둘 이상의 패키징 서브시스템을 포함하는 패키징 기계가 제공된다.
바람직하게, 상기 두 패키징 서브시스템은 각각 물품들을 다른 카톤 유형 또는 형태 속으로 패키징한다.
바람직하게, 상기 둘 이상의 패키징 서브시스템 중 하나의 패키징 서브시스템에 의해 처리되는 카톤들은, 상기 둘 이상의 패키징 서브시스템 중 다른 패키징 서브시스템에 의해 처리되는 카톤들 속으로 위치하게 된다.
본 발명의 제6 양태에 따르면, 제1 컨베이어 상에 카톤 블랭크들의 연속적인 흐름을 제공하는 단계, 제2 컨베이어 상에 물품들의 연속적인 흐름을 제공하는 단계, 상기 카톤 블랭크를 제1 컨베이어에 대하여 역 U자형 구조물로 접는 단계, 적어도 하나의 상기 역 U자형 구조물을 연속적으로 집어들고 이것을 상기 제2 컨베이어 상의 하나 이상의 물품들에 대하여 위치시키는 단계, 및 연속적인 패키지들의 흐름을 형성하기 위해 카톤 블랭크의 패널들을 카톤의 조립을 완료하도록 물품들의 그룹에 대하여 접는 단계를 포함하는, 연속적으로 패키지를 형성하는 방법이 제공된다.
바람직하게, 상기 카톤 블랭크들은 패키지 형성 도중에 연속적으로 이동하고 있다.
바람직하게, 상기 물품들은 패키지의 형성 도중에 연속적으로 이동하고 있다.
본 발명의 제7 양태에 따르면, 적어도 하나의 물품들의 세로 행을 포함하는 물품들의 연속적인 입력 흐름을 물품들의 세로 행들 보다 하나 이상 많은 레인을 포함하는 컨베이어 상에 제공하는 단계, 적어도 하나의 상기 물품들의 세로 행으로부터 적어도 하나의 물품을 집어드는 단계, 상기 하나 이상 많은 레인 중 비어 있는 하나의 레인 속으로 상기 집어든 적어도 하나의 물품을 위치시키는 단계, 입력 흐름보다 하나 이상 많은 세로 행을 포함하는 물품들의 연속적인 출력 흐름이 생성되도록 상기 하나 이상 많은 레인의 모두에서 물품들을 지연시키는 단계를 포함하는, 물품들의 흐름에서 물품들을 조작하는 방법을 제공한다.
본 발명의 대표적인 실시예가 첨부되는 도면을 참조하여 설명될 것이다.
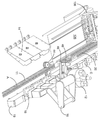
도 1은 본 발명의 제1 실시예에 따른 패키징 기계의 상부에서 도시한 사시도;
도 2는 제1 작동 모드의 제1 스테이지에서의 도 1의 패키징 기계의 입력 단부에 있는 서브시스템을 상부에서 도시한 사시도;
도 3은 제1 작동 모드의 제2 스테이지에서의 도 2의 서브시스템을 상부에서 도시한 사시도;
도 4는 제1 작동 모드에서 도 1의 패키징 기계의 카톤 충전 스테이션(carton filling station)을 상부에서 도시한 사시도;
도 5는 제2 작동 모드의 제1 스테이지에서의 도 1의 패키징 기계의 입력 단부에 있는 서브시스템을 상부에서 도시한 사시도;
도 6은 제2 작동 모드의 제2 스테이지에서의 도 5의 서브시스템을 상부에서 도시한 사시도;
도 7은 제2 작동 모드의 제3 스테이지에서의 도 5의 서브시스템을 상부에서 도시한 사시도;
도 8은 제2 작동 모드의 제4 스테이지에서의 도 5의 서브시스템을 상부에서 도시한 사시도;
도 9는 제2 작동 모드에서 도 1의 패키징 기계의 카톤 충전 스테이션을 상부에서 도시한 사시도;
도 10은 본 발명의 제2 실시예에의 제1 작동 스테이지에서의 도 4 및 도 9의 카톤 충전 스테이션을 상부에서 도시한 사시도;
도 11은 본 발명의 제2 실시예에의 제2 작동 스테이지에서의 도 4 및 도 9의 카톤 충전 스테이션을 상부에서 도시한 사시도.
도 1은 본 발명의 제1 실시예에 따른 패키징 기계의 상부에서 도시한 사시도;
도 2는 제1 작동 모드의 제1 스테이지에서의 도 1의 패키징 기계의 입력 단부에 있는 서브시스템을 상부에서 도시한 사시도;
도 3은 제1 작동 모드의 제2 스테이지에서의 도 2의 서브시스템을 상부에서 도시한 사시도;
도 4는 제1 작동 모드에서 도 1의 패키징 기계의 카톤 충전 스테이션(carton filling station)을 상부에서 도시한 사시도;
도 5는 제2 작동 모드의 제1 스테이지에서의 도 1의 패키징 기계의 입력 단부에 있는 서브시스템을 상부에서 도시한 사시도;
도 6은 제2 작동 모드의 제2 스테이지에서의 도 5의 서브시스템을 상부에서 도시한 사시도;
도 7은 제2 작동 모드의 제3 스테이지에서의 도 5의 서브시스템을 상부에서 도시한 사시도;
도 8은 제2 작동 모드의 제4 스테이지에서의 도 5의 서브시스템을 상부에서 도시한 사시도;
도 9는 제2 작동 모드에서 도 1의 패키징 기계의 카톤 충전 스테이션을 상부에서 도시한 사시도;
도 10은 본 발명의 제2 실시예에의 제1 작동 스테이지에서의 도 4 및 도 9의 카톤 충전 스테이션을 상부에서 도시한 사시도;
도 11은 본 발명의 제2 실시예에의 제2 작동 스테이지에서의 도 4 및 도 9의 카톤 충전 스테이션을 상부에서 도시한 사시도.
도 1을 참조하면, 이에 한정되는 것은 아니지만, 이하에서 물품들로 언급되는 병 또는 캔 등과 같은 1차 제품의 입력을 받아들일 수 있는 패키징 기계(10)의 사시도가 도시된다.
물품들(A)은 입력 컨베이어(11) 상에서 패키징 기계(10)의 입력 단부로 흐름 으로 옮겨진다. 카톤 블랭크(B)는 호퍼 또는 매거진(14)에 저장되며, 카톤 블랭크 공급 메커니즘(16)에 의해 사전-형성기(18: pre-former)를 경유하여 호퍼(14)로부터 카톤 컨베이어(19)로 옮겨진다. 카톤 블랭크 공급 메커니즘(16)은 호퍼(14)로부터 카톤 블랭크(B)를 집어들며, 제1 실시예의 경우, 3개의 카톤 블랭크(B)가 동시에 집어들려 지고, 이 카톤 블랭크(B)는 카톤 블랭크 공급 메커니즘(16)에 의해 사전-형성기(18) 속으로 밀리게 된다. 사전-형성기(18)는 접히게 될 카톤 블랭크(B)의 측면 패널과 단부 패널에 힘을 가해, 서로에 대해 그리고 바닥 패널에 대해 실질적으로 수직의 관계가 되도록 하며, 따라서 카톤 블랭크(B)로부터 카톤(C)을 부분적으로 형성하도록 한다. 부분적으로 형성된 카톤(C)은 카톤(C)의 조립을 완료하기 이전에 물품들(A)을 받을 수 있다.
카톤 블랭크 공급 메커니즘(16)은 부분적으로 조립된 카톤(C)을 사전-형성기(18)로부터 떼어내고, 이것을 카톤 컨베이어(19) 상에 위치시킨다. 카톤 컨베이어(19)는 입력 컨베이어(11) 옆에 그리고 실질적으로 평행하게 배치된다.
물품들(A)의 흐름은 이어서, 물품들이 카톤 충전기(22)에 의해 집어들려 지고 부분적으로 조립된 카톤(C) 속으로 위치하게 되는 카톤 충전 스테이션으로 옮겨지기 이전에, 이하에서 더욱 상세하게 설명될, 물품 조작기(12)에 의해 재배열될 것이다. 채워진 카톤(C)은 이어서, 카톤 폐쇄기(24: carton closer)가 각각 카톤(C)의 상부 패널을 제 위치로 접고 상단 플랩을 카톤(C)의 측면 패널들과 단부 패널들 중 하나에 접어 고정하는, 폐쇄 스테이션(closing station)으로 옮겨진다. 완전히 조립된 패키지는 이어서 추가적인 처리(미도시)를 위해 출력 컨베이어(26)에 의해 패키징 기계(10)로부터 옮겨진다.
물품 조작기(12)로 더욱 상세하게 관심을 돌리면, 도 2 및 도 3은 제1 작동 모드에서 물품 조작기(12)의 작동을 예시하며, 이러한 작동 모드에서, 물품 조작기(12)는 물품들(A)의 입력 흐름을 2개의 레인의 물품들(A)에서 4개의 레인의 물품들(A)로 전환한다.
물품 조작기(12)는 물품들(A)의 입력 흐름의 상부에 선회가능하게 장착되는 암(48)을 포함한다. 암(48)은 본 실시예에서 12개의 물품(A)을 쥘 수 있는 파지 헤드(46)에 선회가능하게 결합되고, 구동수단이 물품들(A)의 입력 흐름 상부에서 암을 왕복으로 회전시키기 위해 제공되며, 추가적인 구동수단이 위에서 봤을 때 파지 헤드(46)를 입력 컨베이어(11)와 평행한 방향으로 유지하기 위해 제공되고, 분리된 구동 메커니즘들이 두 기능을 위해 제공될 수도 또는 하나의 구동 메커니즘이 사용될 수도 있다는 것이 예상된다. 구동 메커니즘은 서보 모터 또는 다른 적당한 전기 모터로 제공될 수도 있지만, 선택적인 실시예에서 유압 또는 공압 메커니즘이 사용될 수도 있다는 것이 예상된다.
물품들(A)의 흐름에서 물품들(A)의 레인 수나 세로 행 수를 변경하는 것은 2개의 입력 레인 각각으로부터 6개의 물품(A)을 집어들고, 이들을 도 2 및 도 3에 도시된 바와 같이 2개의 부가적인 레인에 위치시킴으로써 달성된다. 물품 조작기(12)는 2개의 입력 레인 각각에서 후속의 6개의 물품(A)이 지연되지 않고 통과하도록 허용한다. 이어서 물품 조작기(12)는 12개의 지연되지 않은 물품(A)을 뒤따르는 12개의 추가적인 물품(A)을 집어들고, 이들을 2개의 부가적인 레인에 위치시킨다.
4개의 물품들(A)의 레인을 포함하는 물품들(A)의 연속적인 흐름을 제공하기 위하여, 물품 조작기(12)의 하류에서 물품들(A)을 지연시킬 필요가 있다. 이것은 물품들(A)의 재편성된 흐름(20) 속으로 지연 돌기들(56)을 삽입함에 의해 달성된다.
지연 돌기들(56)은, 도 4에 도시한 바와 같이, 물품들(A)의 재편성된 흐름(20) 아래에 배치되는 무한 컨베이어에 결합된다. 지연 돌기들(56)은 물품들(A)의 방향과 동일한 방향으로 이동하지만, 물품들(A)을 옮기는 컨베이어(11)보다 낮은 속도로 이동한다. 이러한 방식에서, 물품들(A)이 지연 돌기들(56)과 맞물릴 때, 물품들이 속도가 늦춰지고, 흐름(20) 내의 후속 물품들(A)이 또한 그러한 더 낮은 속도의 하류의 물품들(A)을 만남에 따라 속도가 늦춰지게 된다. 이러한 방식에서, 지연되지 않은 물품들(A) 및 옮겨진 물품들(A)을 4개의 물품들(A)의 레인을 포함하는 물품들(A)의 연속적인 흐름(20)을 형성한다.
바람직하게, 패키징 기계(10)는 물품들(A)의 입력 흐름의 양 측면에 배치되는 한 쌍의 별모양 휠(44)을 포함한다. 별모양 휠(44)은 물품들(A)의 흐름을 조절하고, 도 2 및 도 3에 도시한 바와 같이 물품들이 균등하게 이격되는 것을 확실히 한다. 이것은 파지 헤드(46)에 의한 물품들(A)의 집어듦을 용이하게 한다.
도 4를 다시 참조하면, 4개의 레인을 포함하는 재편성된 흐름(20) 내의 물품들(A)은 카톤 충전기(22)에 의해 집어들려 진다. 카톤 충전기(22)는 서로 선회가능하게 결합되는 상부 암(21)과 하부 암(23)을 포함한다. 하부 암(23)은 결합 헤드(50)에 선회가능하게 결합되고, 결합 헤드(50)는, 순서대로 파지 헤드(54)에 결합되는, 이동 헤드 메커니즘(52)에 장착된다. 상부 암(21)은 또한 프레임(미도시)에 선회가능하게 결합된다.
도 4에 도시된 실시예에서, 각각 4 x 6 배열의 24개의 물품(A)을 집어들 수 있는 3개의 파지 헤드(54)가 제공된다. 파지 헤드들(54)은 또한, 컨베이어(11) 상에 있을 때 서로 접촉상태에 있는 물품들을 그룹으로 집어들 수 있도록, 그리고 카톤 컨베이어(19) 상의 카톤들(C)의 간격 및 피치와 조화시키도록 물품들을 따로따로 이격시키기 위해, 서로에 대해 이동가능하다.
이동 헤드 메커니즘(52)은, 실질적으로 입력 컨베이어(11) 및 카톤 컨베이어(19)에 평행한, 선형 이동 방향(D1)으로 왕복 이동하게 될 수 있으며, 이동 헤드 메커니즘(52)은 따라서 패키징 기계(10) 내부에서 상류 측으로 및 하류 측으로 이동할 수 있다. 이것은 카톤 충전 서브시스템(22)이 패키징 기계(10) 내의 제1 위치에서 입력 컨베이어로부터 물품들을 집어들 수 있도록 하고, 이들을 제1 위치 하류 측의 제2 위치에 배치되는 카톤(C)에 위치시킬 수 있도록 한다. 이러한 방식에서, 물품들(A)의 입력 흐름 및 물품들(A)의 재편성된 흐름(20)이 방향 화살표(D2)에 의해 지시되는 방향의 하류 측으로 연속적으로 이동할 수 있다. 이동 헤드 메커니즘(52)은, 내용이 본 출원에 통합되는 2008년7월 4일자로 출원되어 함께 계류중인 영국 출원번호 GB 0812201.2호에 더욱 상세하게 설명된다.
이 실시예에서, 카톤(C)은, 물품들(A)이 이동하는 방향(D2)과 동일한 방향(D3)으로, 옮겨지지만, 카톤들(C) 및 물품들(A)은 예를 들어 패키징 기계(10)의 반대 측 단부에서 물품들(A)의 흐름을 입력함에 의해 반대 방향으로 옮겨질 수 있다는 것이 예상된다.
도 5는, 물품들(A)의 입력 흐름이 2개의 레인을 갖는 물품들(A)의 입력 흐름으로부터 3개 레인의 흐름(120)으로 재편성되는, 패키징 기계(10)의 제2 작동 모드를 예시한다. 별모양 휠(44)이 물품들(A)의 흐름을 조절하도록 그리고 물품들(A)의 입력 흐름을 이격시키도록 하기 위해 다시 제공된다.
이러한 제2 작동 모드에서, 물품 조작기(12)는, 아래의 (1)과 (2) 사이에서 교대로 수행한다.
(1) 5개의 빼낸 물품들(A)의 직경과 동등한 길이를 갖는 빈 공간이 중앙 레인에 생성되도록, 도 5 및 도 6에 도시된 바와 같이, 입력 레인들 중 하나로부터 5개 물품(A)의 단일 행을 집어들고 이를 부가적인 세 번째 레인으로 위치키는 것,
(2) 5개의 물품(A)이 2개의 입력 흐름 각각으로부터 집어 들리게 되도록, 5개의 물품(A)의 2개의 행으로 10개의 물품으로 된 그룹을 집어들고, 이들을, 집어들려진 5개의 물품(A)의 행들 중 첫 번째 행이 세 번째 레인에 위치하도록, 도 7 및 도 8에 도시한 바와 같이, 5개의 물품(A)의 다른 두 번째 행이 상기 첫 번째 행이 집어 들려진 레인에 위치하도록, 위치시키는 것.
다시, 물품들(A)이, 물품들이 3개의 물품들(A)의 레인의 연속적인 흐름(120)으로 재형성되도록, 물품 조작기(12)의 하류에서 지연되며, 도 9에 도시한 바와 같은 지연 돌기들(56)이, 하류의 물품들(A)을 더 천천히 이동시킴에 의해 지연되는 유사하게 뒤따르는 상류측 물품들(A)과 접촉하는, 물품들(A)에 지연 또는 감속을 제공한다. 선택적인 실시예에서 지연 돌기(56)가 당해 기술분야에 알려진 플라이트 바(flight bar)로 교체될 수도 있다는 것, 또는 오버헤드 컨베이어에 결합되도록 제공될 수도 있다는 것이 예상된다.
임의로, 이러한 제2 작동 모드에서, 2개의 카톤 충전기(22, 128)가 도 9에 예시된 바와 같이 앞서 설명된 단일의 카톤 충전기(22)를 대신하여 제공될 수도 있다. 제1 카톤 충전기(22)는, 3 x 5 배열형태로 배열된 15개의 물품으로 된 2개의 그룹을 개별적인 파지 헤드(154)로 집어들고, 각각의 그룹을 개별적인 카톤(C)의 바닥 패널 상으로 위치시킨다.
제1 카톤 충전기(22)는, 지연 돌기(56)에 인접한 15개의 물품으로 된 2개의 그룹 총 30개의 물품(A)이 지연되지 않고 통과하도록 허용하고, 집어들어 15개의 물품(A)으로 된 2개의 그룹으로 그룹화하기 위해, 15개의 물품(A)으로 된 처음 2개의 지연되지 않은 그룹들의 상류 측에서 30개의 물품(A)의 두 번째 그룹을 선택하며, 개별적인 카톤(C) 속으로 15개의 물품(A)으로 된 각 그룹을 위치시킨다.
파지 헤드들(154)은 다시, 파지 헤드들(154)이 물품 그룹들을 생성하도록 그리고 각 그룹이 충전될 개별적인 카톤(C)에 등록 상태에 이르도록 하는 것을 허용하도록, 서로에 대해 이동할 수 있다.
이전처럼, 카톤 충전기(22)는, 카톤 충전기(22)가 상류 위치로부터 물품(A)을 수집하고 이들을 하류 위치에 내려놓는 것을 허용하는, 이동 헤드 메커니즘(52)을 포함한다.
지연 없이 카톤 충전기(22)를 통과하는 30개의 물품(A)으로 된 제1 그룹은 컨베이어(11) 상에서 제2 카톤 충전기(128)로 옮겨진다. 30개의 물품(A)으로 된 제1 그룹은 이어서 제2 카톤 충전기(128)로 물품들(A)의 운반을 완료하는 돌기들(57)을 구비하는 제2 물품 지연 기기에 붙잡힌다. 임의로, 제2 물품 지연 기기는 30개의 물품으로 된 그룹 둘 이상을 한번에 붙잡을 수 있으며, 본 실시예에서 제2 물품 지연 기기는 한번에 2개의 그룹을 붙잡고, 두 세트의 돌기(57)를 포함할 것이다.
카톤 충전기(128)는 제1 카톤 충전기(22)의 구조와 유사하며, 임의로 삽입물들(I: inserts)을 집어들어 카톤(C) 속으로 위치시킬 수 있는 삽입 파지구(60: insert gripper)를 부가적으로 포함할 것이다.
삽입물(I)은 도 1에 도시한 바와 같은 호퍼 또는 매거진(126)에 저장되며, 삽입물(I)은 삽입물 공급 메커니즘(136)에 의해 삽입물 컨베이어(134) 상으로 공급된다. 삽입물 컨베이어(134)는 제2 카톤 충전기(128)에 의해 집어 들리게 되도록 삽입물(I)을 충전 스테이션으로 이송한다. 제2 카톤 충전기(128)는 삽입물 컨베이어(134)로부터 삽입물(I)을 집어들고, 이어서 제1 카톤 충전기(22)를 통과한 앞쪽 그룹의 30개의 물품(A)을 집어들며, 제2 카톤 충전기(128)는 이어서 3 x 5 배열 형태로 배열되는 15개의 물품으로 된 2개의 그룹으로 물품들(A)을 그룹화한다. 제2 카톤 충전기(128)는 이어서, 제1 카톤 충전기(22)에 의해 부분적으로 채워진 카톤들(C) 속에, 제1 카톤 충전기(22)에 의해 카톤(C) 내부에 놓이게 되는 첫 번째 층의 물품들(A) 상부에, 삽입물(I)을 위치시킨다. 제2 카톤 충전기(128)는 이어서, 삽입물(I)의 상부에 두 번째 층을 형성하도록 카톤(C) 속에 15개의 물품(A)으로 된 그룹을 위치시킨다.
카톤들(C)은 이어서 도 1에 도시된 바와 같이 카톤 폐쇄기(24)에 의해 폐쇄되고, 앞서 설명된 바와 같이 출력 컨베이어(26)에 의해 추가적 과정을 위해 옮겨진다.
지금부터 도 1, 도 10 및 도 11을 참조하면, 패키징 기계(10)는, 호퍼 또는 매거진(126)이 이상에서 설명한 삽입물(I) 대신에 1차 카톤을 형성하기 위한 1차 카톤 블랭크(P)로 적재되는, 제3 작동 모드에서 활용될 수 있다. 바람직하게, 비록 당해 기술분야에 알려진 다른 카톤 형태들 또는 스타일들이 선택적인 실시예에서 예상되지만, 1차 카톤 블랭크(P)는 완전히 싸인 스타일의 카톤을 형성한다. 공급 메커니즘(136)은 1차 카톤 블랭크(P)를 제1 컨베이어(134) 상에 위치시킨다.
카톤 충전기(22)는, 앞서 설명된 바와 같이 카톤 컨베이어(19) 상에서 카톤들(C) 속에 물품들(A)을 위치시키는 대신에, 무한 컨베이어(132)에 결합되는 플라이트 바를 포함하는 제2 컨베이어(133) 상으로 물품들(A)을 위치시킨다. 옮겨진 물품들(A)은 입력 컨베이어(11) 및 카톤 컨베이어(19)의 방향에 평행한 방향(D4)으로 이송된다.
카톤 충전기(22)는, 2 x 3 배열형태로 배열되는 6개의 물품(A)으로 된 6개의 그룹을 집어들고 위치시키기 위해 채택되는, 파지 헤드들(미도시)을 포함한다. 제2 카톤 충전기(128)의 파지 헤드들(54, 60)은, 제2 컨베이어(133) 상의 그룹들 또는 물품들(A)에 대해 1차 카톤 블랭크(P)를 집어들고 위치시키기 위해 채택되는, 파지 헤드(62)로 교체되었다.
바람직하게, 1차 카톤 블랭크(P)는, 도 10 및 도 11에 도시된 바와 같이, 제1 컨베이어(134) 상에서 이송되는 가운데, 실질적으로 역 U자형 구조로 제1 컨베이어(134)에 대해 접히게 된다.
1차 카톤 블랭크(P)를 역 U자형으로 접음에 의해 그리고 또한 이러한 형상의 1차 카톤 블랭크(P)를 집어들고 위치시킴에 의해, 제1 컨베이어(134)는 제2 컨베이어(133)에 가깝게 근접하도록 배치될 수 있다는 것을 인식하게 될 것이다.
제2 카톤 충전기(128)는 지금 역 U자형 1차 카톤 블랭크(P)를 집어들고 위치시키기 위해 그리고 이들을 제2 컨베이어(133) 상의 물품들(A)의 그룹 상부에 위치시키기 위해 채택되는 파지 헤드(62)를 포함한다.
적어도 카톤 충전기(22)와 제2 카톤 충전기(128)의 헤드 유닛은, 이러한 서브시스템의 본체에 헤드 유닛의 기계적 부착을 가능하게 하고 또한 헤드 유닛들로의 전력 및/또는 유압이나 공압 시스템의 연결을 위한, 통상적인 결합 메커니즘을 구비하는 교체가능한 헤드 유닛을 제작함에 의해 즉시 교체가능하게 되도록 적용될 것이라고 예상된다.
다시 카톤 충전기(22) 및 제 카톤 충전기(128)는, 품목들, 카톤 블랭크들 또는 물품들이 상류 위치에서 집어 들리게 되도록, 제1 또는 제2 컨베이어(134, 133) 중 어느 하나의 이동을 개별적으로 일시정지시키거나 정지시킬 필요없이 하류 위치에 위치되도록 하는, 왕복 이동가능한 헤드 유닛(52)을 포함한다. 연속적인 이동의 사용은 증가된 물품들(A)의 처리량을 가능하게 한다.
일단, 1차 카톤 블랭크(P)가 제2 컨베이어(133) 상의 물품 그룹들 상부에 위치하게 되면, 1차 카톤의 바닥을 물품 그룹의 바닥에 대해 접고 적당한 위치에 고정함에 의해, 1차 카톤 블랭크(P)의 조립이 완료된다.
1차 그룹화 기기(130: primary grouping device)가 조립된 1차 카톤을 제2 컨베이어(133)로부터 빼내고, 도 1에 최상으로 도시된 바와 같이, 이들을 1차 카톤들의 그룹들을 형성하기 위해 중간 적층 영역(138: intermediate staging area)에 위치시킨다. 이러한 1차 카톤들의 그룹들은 이어서, 카톤 컨베이어(19) 상에서 1차 카톤들을 2차 카톤들(C) 속에 위치시키는, 패키지 충전기(135)에 의해 집어 들리게 된다.
2차 카톤(C)은 앞서 설명된 바와 같이 제1 및 제2 작동 모드에서 후속적으로 처리된다.
예를 들어, 카톤의 크기 및 형상이, 다른 크기 또는 형상의 물품들 및 선택적인 수와 배열 구조의 물품들의 그룹들을 수용하도록, 조절될 수도 있는 등, 다양한 변경이 본 발명의 범위 이내에서 이루어질 수 있다는 것이 인식될 수 있다. 또한 패키징 기계의 하나 이상의 컨베이어가 설명된 것과 반대 방향으로 작동될 수도 있다는 것이 예상된다. 하나의 실시예 또는 작동 모드에 관련하여 설명된 특징들은 다른 실시예 또는 작동 모드의 특징과 결합되거나 교체될 수도 있다는 것이 예상된다. 또한, 본 발명의 또 다른 실시예에서, 패키징 기계는, 단부로 적재될 수도 있고 상부 또는 하부로 적재될 수도 있는, 바구니 운반용기 또는 완전히 닫힌 카톤을 처리하는데 적응될 것이라고 예상된다. 예를 들어, 카톤 호퍼(126)는 완전히 닫힌 카톤을 형성하기 위한 평면형의 붕괴된 블랭크로 채워질 수 있다. 제1 카톤 충전기는 입력 흐름으로부터 튜브형 구조를 갖는 부분적으로 조립된 카톤들 속으로 물품들을 슬라이딩시키도록 적응될 것이다. 제2 카톤 충전기는, 물품들이 충전하는 단부 반대 측의 튜브형 구조의 단부에 정확하게 정렬되는 것을, 확실히 하도록 적응될 것이다. 또 다른 실시예에서, 물품 조작기(12)는, 입력 흐름이, 도 10 및 도 11에 도시된 바와 같이, 간섭 없이 통과하도록 무력화되거나 휴지상태에 있을 수 있다.
여기서 사용된, "상부", "바닥", "전방", "후방", "단부", "측면", "내부", "외부", "위", "아래", 등과 같은 방향 지시는 그러한 방향으로 개별적인 패널을 제한하지 않는 반면, 단지 이러한 패널들을 서로 구별하는 역할을 한다는 것을 인식하게 될 것이다. 힌지 연결에 대한 어떠한 지시는 반드시 단일의 접는선에만 관련되는 것으로 해석되어서는 안되며, 실제로는 힌지 연결이 본 발명의 범위로부터 벗어남 없이 뒤따르는 짧은 슬릿(short slit), 파단가능한 선(frangible line) 또는 접는선 중 하나 이상으로 형성될 수 있다는 것이 예상된다.
Claims (18)
- 카톤 블랭크들을 유지하기 위한 카톤 호퍼, 상기 호퍼로부터 카톤 블랭크들을 빼내고 이들을 제1 컨베이어 상에 위치시키기 위한 공급 메커니즘, 상기 카톤 블랭크의 패널들을 상기 제1 컨베이어에 대하여 접기 위한 폴딩 메커니즘, 및 접힌 카톤 블랭크를 집어들고 제2 컨베이어 상에 옮겨지는 하나 이상의 물품들에 대하여 위치시키는, 실질적으로 역 U자 형상의, 운반 메커니즘을 포함하는 것을 특징으로 하는 하나 이상의 물품으로의 카톤 블랭크의 적용을 위한 패키징 서브시스템.
- 제 1항에 있어서,
제1 컨베이어나 제2 컨베이어 중 어느 하나 또는 제1 컨베이어와 제2 컨베이어 모두가 연속적으로 이동하고 있는 것을 특징으로 하는 하나 이상의 물품으로의 카톤 블랭크의 적용을 위한 패키징 서브시스템. - 제 1항 또는 제 2항에 있어서,
상기 제2 컨베이어는 상기 제1 컨베이어에 평행한 것을 특징으로 하는 하나 이상의 물품으로의 카톤 블랭크의 적용을 위한 패키징 서브시스템. - 물품들의 흐름으로부터 하나 이상의 물품을 집어들고 이들을 컨베이어 상에 위치시키기 위한 것으로, 상기 컨베이어의 상부에 선회가능하게 장착되는 암 및 상기 암에 선회가능하게 결합되는 파지 헤드를 포함하는 물품 픽 앤 플레이스 로봇; 및
물품들의 입력 흐름보다 하나 이상 많은 세로 행 또는 레인의 물품들을 포함하도록 배열된 서브시스템으로부터 물품들의 흐름이 출력이 되는, 상기 컨베이어 상에서 물품들의 속도를 떨어뜨리기 위해 제공되는 물품 지연 메커니즘;을 포함하는 것을 특징으로 하는 하나 이상의 레인 또는 세로 행의 물품들을 포함하는 물품들의 입력 흐름을 배열하기 위한 패키징 서브시스템. - 제 4항에 있어서,
물품들의 상기 입력 흐름은 2개의 레인을 포함하고, 물품들의 출력 흐름은 4개의 레인의 물품들을 포함하는 것을 특징으로 하는 하나 이상의 레인 또는 세로 행의 물품들을 포함하는 물품들의 입력 흐름을 배열하기 위한 패키징 서브시스템. - 제 4항에 있어서,
물품들의 상기 입력 흐름은 2개의 레인을 포함하고, 물품들의 출력 흐름은 3개의 레인의 물품들을 포함하는 것을 특징으로 하는 하나 이상의 레인 또는 세로 행의 물품들을 포함하는 물품들의 입력 흐름을 배열하기 위한 패키징 서브시스템. - 제 4항 내지 제 6항 중 어느 한 항에 있어서,
상기 지연 메커니즘은, 상기 픽 앤 플레이스 로봇 하류의 물품들의 흐름으로 삽입되는, 무한 컨베이어에 결합되는 적어도 하나의 돌기를 포함하는 것을 특징으로 하는 하나 이상의 레인 또는 세로 행의 물품들을 포함하는 물품들의 입력 흐름을 배열하기 위한 패키징 서브시스템. - 제 1항 내지 제 7항 중 어느 한 항에 따른 서브시스템을 포함하는 것을 특징으로 하는 패키징 기계.
- 패키징될 물품들의 흐름을 제공하기 위한 물품 컨베이어,
제1 카톤 블랭크를 저장하기 위한 제1 호퍼,
제2 카톤 블랭크를 저장하기 위한 제2 카톤 호퍼,
제1 컨베이어 상에 제1 카톤 블랭크를 위치시키기 위한 제1 공급 메커니즘과 제2 컨베이어 상에 제2 카톤 블랭크를 위치시키기 위한 제 2 공급 메커니즘 및 상기 입력 컨베이어로부터 그룹화된 물품들을 받기 위한 제3 컨베이어, 및
물품들이 각각 제1 또는 제2 블랭크에 패키징될 수 있도록, 상기 입력 컨베이어로부터 상기 제1 컨베이어 또는 상기 제3 컨베이어 중 하나로 물품들을 이동시킬 수 있는 적어도 하나의 운반 기기를 포함하는 것을 특징으로 하는 패키징 기계. - 제 9항에 있어서,
상기 입력 컨베이어와 상기 제1 컨베이어 사이에서 물품들을 또는 상기 제2 컨베이어와 상기 제3 컨베이어 사이에서 카톤 블랭크들을 옮길 수 있는 제2 운반 메커니즘을 더 포함하는 것을 특징으로 하는 패키징 기계. - 제 9항 또는 제 10항에 있어서,
상기 제1 운반 메커니즘 또는 상기 제2 운반 메커니즘은, 다른 카톤 유형들 또는 물품들을 취급하도록 및/또는 물품 옮김과 카톤 옮김 사이에서 전환하도록 허용하는, 교체가능한 헤드 유닛을 포함하는 것을 특징으로 하는 패키징 기계. - 패키징될 물품들의 공통 공급원을 공유하고, 적어도 하나의 운반 메커니즘이 공통 공급원으로부터 둘 이상의 패키징 서브시스템 모두에 물품들을 공급하기 위해 제공되는, 각각 물품들을 카톤 속으로 패키징할 수 있는 상기 둘 이상의 패키징 서브시스템을 포함하는 것을 특징으로 하는 패키징 기계.
- 제 12항에 있어서,
상기 두 패키징 서브시스템은 각각 물품들을 다른 카톤 유형 또는 형태 속으로 패키징하는 것을 특징으로 하는 패키징 기계. - 제 13항에 있어서,
상기 둘 이상의 패키징 서브시스템 중 하나의 패키징 서브시스템에 의해 처리되는 카톤들은, 상기 둘 이상의 패키징 서브시스템 중 다른 패키징 서브시스템에 의해 처리되는 카톤들 속으로 위치하게 되는 것을 특징으로 하는 패키징 기계. - 제1 컨베이어 상에 카톤 블랭크들의 연속적인 흐름을 제공하는 단계,
제2 컨베이어 상에 물품들의 연속적인 흐름을 제공하는 단계,
상기 카톤 블랭크를 제1 컨베이어에 대하여 역 U자형 구조물로 접는 단계,
적어도 하나의 상기 역 U자형 구조물을 연속적으로 집어들고 이것을 상기 제2 컨베이어 상의 하나 이상의 물품들에 대하여 위치시키는 단계, 및
연속적인 패키지들의 흐름을 형성하기 위해 카톤 블랭크의 패널들을 카톤의 조립을 완료하도록 물품들의 그룹에 대하여 접는 단계를 포함하는 것을 특징으로 하는 연속적으로 패키지를 형성하는 방법. - 제 15항에 있어서,
상기 카톤 블랭크들은 패키지 형성 도중에 연속적으로 이동하고 있는 것을 특징으로 하는 연속적으로 패키지를 형성하는 방법. - 제 15항 또는 제 16항에 있어서,
상기 카톤 블랭크들은 패키지의 형성 도중에 연속적으로 이동하고 있는 것을 특징으로 하는 연속적으로 패키지를 형성하는 방법. - 적어도 하나의 물품들의 세로 행을 포함하는 물품들의 연속적인 입력 흐름을 물품들의 세로 행들 보다 하나 이상 많은 레인을 포함하는 컨베이어 상에 제공하는 단계,
적어도 하나의 상기 물품들의 세로 행으로부터 적어도 하나의 물품을 집어드는 단계,
상기 하나 이상 많은 레인 중 비어 있는 하나의 레인 속으로 상기 집어든 적어도 하나의 물품을 위치시키는 단계, 및
입력 흐름보다 하나 이상 많은 세로 행을 포함하는 물품들의 연속적인 출력 흐름이 생성되도록 상기 하나 이상 많은 레인의 모두에서 물품들을 지연시키는 단계를 포함하는 것을 특징으로 하는 물품들의 흐름에서 물품들을 조작하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0812233.5 | 2008-07-04 | ||
| GBGB0812233.5A GB0812233D0 (en) | 2008-07-04 | 2008-07-04 | Packaging machine and method of packaging articles |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20110031344A true KR20110031344A (ko) | 2011-03-25 |
Family
ID=39717946
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020117001404A KR20110031344A (ko) | 2008-07-04 | 2009-07-02 | 패키징 기계 및 물품 패키징 방법 |
| KR1020107029104A KR20110029137A (ko) | 2008-07-04 | 2009-07-06 | 패키징 기계 및 물품 패키징 방법 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107029104A KR20110029137A (ko) | 2008-07-04 | 2009-07-06 | 패키징 기계 및 물품 패키징 방법 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US8671651B2 (ko) |
| EP (1) | EP2303703B1 (ko) |
| JP (2) | JP2011526868A (ko) |
| KR (2) | KR20110031344A (ko) |
| CN (1) | CN102083695A (ko) |
| AU (1) | AU2009266838A1 (ko) |
| BR (1) | BRPI0914099A2 (ko) |
| CA (2) | CA2729588C (ko) |
| GB (1) | GB0812233D0 (ko) |
| NZ (1) | NZ589639A (ko) |
| RU (1) | RU2503596C2 (ko) |
| WO (1) | WO2010003083A2 (ko) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0905291D0 (en) | 2009-03-27 | 2009-05-13 | Meadwestvaco Packaging Systems | Packaging machine |
| FR2954285B1 (fr) * | 2009-12-22 | 2012-02-03 | Automatisation Et Renovation Du Conditionnement Dans Les Ind Laitieres Arcil | Procede et machine de suremballage d'articles pour former des lots d'articles, du type comprenant une certaine pluralite d'articles et un suremballage en carton. |
| ITRE20100016A1 (it) * | 2010-03-05 | 2011-09-06 | All Glass S R L | Apparecchiatura e metodo per la formazione di vassoi bordati |
| GB201005946D0 (en) * | 2010-04-09 | 2010-05-26 | Meadwestvaco Packaging Systems | Article handling apparatus |
| US20140298759A1 (en) * | 2011-11-15 | 2014-10-09 | Adaptapack Pty Limited | Packaging assembly |
| DE102012219886A1 (de) * | 2012-10-31 | 2014-05-15 | Krones Aktiengesellschaft | Handhabungseinrichtung eines Förderabschnittes zur Artikelförderung und Verfahren zur Steuerung einer derartigen Handhabungseinrichtung |
| CN103964017B (zh) * | 2013-01-24 | 2016-04-27 | 张家港市瑞昌智能机器系统有限公司 | 钢带流水线用包装机器人 |
| GB201307791D0 (en) * | 2013-04-30 | 2013-06-12 | Meadwestvaco Packaging Systems | Packaging machine |
| DE102013009229B4 (de) * | 2013-05-31 | 2017-02-23 | Meurer Verpackungssysteme Gmbh | Verpackungsmaschine |
| ITBO20130388A1 (it) * | 2013-07-23 | 2015-01-24 | Gd Spa | Unita' e metodo di incarto per la piegatura di uno sbozzato in una macchina impacchettatrice. |
| EP3044096B1 (en) * | 2013-09-13 | 2018-03-28 | WestRock Packaging Systems, LLC | Packaging machine and method of packaging articles |
| CN103879576A (zh) * | 2014-02-26 | 2014-06-25 | 安徽省无为天成纺织有限公司 | 一种纺织用卷线棒梳棒收集装置 |
| EP2949581A1 (de) * | 2014-05-26 | 2015-12-02 | Multivac Sepp Haggenmüller GmbH & Co. KG | Verpackungsanlage |
| CN104029839B (zh) * | 2014-05-27 | 2015-12-02 | 成都中科经纬机械制造有限公司 | 一种软袋自动装箱生产线 |
| US9258937B2 (en) * | 2014-06-11 | 2016-02-16 | Firefly Automatix, Inc. | Sod harvester stacking head that is movable with a stacking conveyor |
| US10894621B2 (en) * | 2014-07-17 | 2021-01-19 | Pacwell Ip Pty Ltd | Carton packing apparatus |
| CN104210689A (zh) * | 2014-08-27 | 2014-12-17 | 上海肃质自动化设备有限公司 | 一种自动装箱机 |
| CN107076605B (zh) * | 2014-10-23 | 2019-03-22 | 优特有限公司 | 用于计量和包装农产品的改进的装置 |
| ITUB20154224A1 (it) * | 2015-10-08 | 2017-04-08 | Gima Spa | Macchina di formatura e riempimento per corpi scatolari di differente tipologia |
| ITUB20154231A1 (it) * | 2015-10-08 | 2017-04-08 | Gima Spa | Stazione di inserimento di prodotti entro corpi scatolari di differente tipologia |
| ITUB20154217A1 (it) * | 2015-10-08 | 2017-04-08 | Gima Spa | Linea di trasporto e formatura per corpi scatolari di differente tipologia |
| US11001400B2 (en) * | 2016-01-20 | 2021-05-11 | R.A Jones & Co. | Apparatus and methods for transferring continuously moving articles to continuously moving packages with intervening article grouping and group pitch adjustment |
| CH712327A1 (de) | 2016-04-07 | 2017-10-13 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Beladungsvorrichtung und Verfahren zur Beladung von Lager- und Transportbehältern für Kunststoffbehältnisse. |
| FR3051774B1 (fr) * | 2016-05-27 | 2020-10-09 | Gp System | Dispositif d'empaquetage d'element de calage dans un carton |
| DE102016221887B4 (de) * | 2016-11-08 | 2018-07-12 | SOMIC Verpackungsmaschinen GmbH & Co. KG | Verpackungsanlage |
| EP3544911B1 (en) | 2016-11-28 | 2023-10-18 | Berkshire Grey Operating Company, Inc. | System for providing singulation of objects for processing |
| EP3381819A3 (en) * | 2017-03-27 | 2018-10-17 | Tetra Laval Holdings & Finance S.A. | Machine and method for producing packages of containers, in particular containers of pourable food products |
| CA3061181C (en) * | 2017-04-24 | 2023-10-03 | Berkshire Grey, Inc. | Systems and methods for providing singulation of objects for processing using object movement redistribution |
| DE102017109330A1 (de) * | 2017-05-02 | 2018-11-08 | Storopack Hans Reichenecker Gmbh | Vorrichtung zur Bereitstellung von Polstermaterial für Verpackungszwecke, sowie Umformungseinheit für eine solche Vorrichtung |
| WO2019035325A1 (ja) * | 2017-08-16 | 2019-02-21 | 株式会社イシダ | 箱詰装置 |
| CN110550256B (zh) * | 2018-05-31 | 2022-02-08 | 楚天科技股份有限公司 | 一种上瓶方法及上瓶装置 |
| DE102018211480A1 (de) * | 2018-07-11 | 2020-01-16 | SOMIC Verpackungsmaschinen GmbH & Co. KG | Variable Verpackungsmaschine |
| US11505341B1 (en) * | 2018-10-05 | 2022-11-22 | Douglas Machine Inc. | Robotic case packer platform and packing method |
| CN114502471A (zh) | 2019-07-30 | 2022-05-13 | 安海斯-布希英博有限公司 | 物品拾取和处理设备 |
| EP4003849B1 (en) | 2019-07-30 | 2024-04-10 | Anheuser-Busch InBev S.A. | Packaging apparatus |
| US11273944B2 (en) * | 2019-08-29 | 2022-03-15 | JLS Automation | Adaptive container loading assembly |
| JP7343382B2 (ja) * | 2019-12-19 | 2023-09-12 | 矢崎総業株式会社 | ワーク供給装置 |
| DE102020200534A1 (de) | 2020-01-17 | 2021-07-22 | SOMIC Verpackungsmaschinen GmbH & Co. KG | Verpackungsvorrichtung |
| IT202000007006A1 (it) * | 2020-04-02 | 2021-10-02 | Rama S R L | Procedimento di confezionamento in una macchina confezionatrice di gruppi di lattine |
| USD980069S1 (en) | 2020-07-14 | 2023-03-07 | Ball Corporation | Metallic dispensing lid |
| BE1028931B1 (nl) * | 2020-12-23 | 2022-07-18 | Anheuser Busch Inbev | Pick-and-place-systeem voor een artikel |
| JP2022101243A (ja) * | 2020-12-24 | 2022-07-06 | 株式会社京都製作所 | 包装装置 |
| CA3109187A1 (en) * | 2021-02-12 | 2022-08-12 | Afa Systems Ltd. | Method and apparatus loading of cases with items |
| US20220306326A1 (en) * | 2021-03-26 | 2022-09-29 | Proseal Uk Limited | Tray positioning and loading system |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3187479A (en) * | 1962-03-29 | 1965-06-08 | Continental Can Co | Packaging machine for carton with end identification panel and method |
| US3323275A (en) * | 1964-12-08 | 1967-06-06 | Emhart Corp | Case packing machine and wrap-around method of case packing |
| US3491508A (en) * | 1966-07-25 | 1970-01-27 | Johns Nigrelli Johns | Inverted case loader |
| US3550754A (en) * | 1967-09-27 | 1970-12-29 | Continental Can Co | Package forming machine |
| US3557521A (en) * | 1968-01-08 | 1971-01-26 | Certipak Corp | Device for grouping receptacles and enclosing,grouped receptacles in a wrap-around carrier blank,and method |
| US3805484A (en) * | 1971-09-24 | 1974-04-23 | A Rossi | High speed automatic casing machine |
| US3747294A (en) * | 1971-11-08 | 1973-07-24 | Mead Corp | Packaging mechanism |
| US3940907A (en) * | 1974-05-15 | 1976-03-02 | Federal Paper Board Company, Inc. | Bottle packaging machine |
| JPS6082516A (ja) * | 1983-10-12 | 1985-05-10 | Q P Corp | 循環処理装置 |
| US4674261A (en) * | 1986-06-25 | 1987-06-23 | Sabel Herbert John | Machine for loading and closing a shipping case with a telescopic lid |
| SU1458279A1 (ru) * | 1986-10-27 | 1989-02-15 | Киевский Технологический Институт Пищевой Промышленности | Устройство дл упаковки штучных изделий в картонные коробки |
| JPH0528162Y2 (ko) * | 1988-05-12 | 1993-07-20 | ||
| NO175891C (no) * | 1992-01-14 | 1997-10-15 | Norpapp Ind As | Innretning og fremgangsmåte ved påsetting av bærehylser på flasker |
| JP3546093B2 (ja) * | 1995-03-14 | 2004-07-21 | 三菱重工業株式会社 | 物品の振り分け装置 |
| US5626002A (en) * | 1995-12-11 | 1997-05-06 | Riverwood International Corporation | Packaging machine having overhead assembly for opening and lowering carton onto article groups |
| US5673536A (en) * | 1996-07-23 | 1997-10-07 | Riverwood International Corporation | Carton flap folding method and apparatus |
| JPH11165709A (ja) * | 1997-12-03 | 1999-06-22 | Fabrica Toyama Corp | 段ボールケーサ |
| DE29807979U1 (de) * | 1998-05-05 | 1999-09-16 | Kettner GmbH, 83026 Rosenheim | Vorrichtung zum Gruppieren oder Vereinzeln von Artikeln |
| JP4454158B2 (ja) * | 1999-04-19 | 2010-04-21 | オトール・ソシエテ・アノニム | ケース、カット部材アセンブリ、ケースの開梱方法及びかかるケースの製造方法及び製造用機械 |
| US7093408B2 (en) * | 1999-05-12 | 2006-08-22 | Meadwestvaco Packaging Systems, Llc | Packaging machine and method of forming a carton |
| US20040068961A1 (en) * | 2001-01-03 | 2004-04-15 | Eric Chalendar | Packaging machine and method of forming an insert |
| GB0122679D0 (en) * | 2001-09-20 | 2001-11-14 | Mead Corp | Packaging apparatus and method therefor |
| JP4324448B2 (ja) * | 2003-11-06 | 2009-09-02 | 株式会社オーエム製作所 | 包装装置 |
| EP1796965B1 (en) | 2004-09-02 | 2008-11-05 | Graphic Packaging International, Inc. | Packaging system having loading carousel |
| GB0614140D0 (en) * | 2006-07-17 | 2006-08-23 | Meadwestvaco Packaging Systems | Packaging method for multi-piece carton formation and apparatus for carrying out the same |
-
2008
- 2008-07-04 GB GBGB0812233.5A patent/GB0812233D0/en not_active Ceased
-
2009
- 2009-07-02 US US13/002,550 patent/US8671651B2/en active Active
- 2009-07-02 AU AU2009266838A patent/AU2009266838A1/en not_active Abandoned
- 2009-07-02 KR KR1020117001404A patent/KR20110031344A/ko not_active Application Discontinuation
- 2009-07-02 RU RU2011103880/13A patent/RU2503596C2/ru not_active IP Right Cessation
- 2009-07-02 EP EP09774532.7A patent/EP2303703B1/en active Active
- 2009-07-02 WO PCT/US2009/049557 patent/WO2010003083A2/en active Application Filing
- 2009-07-02 CA CA2729588A patent/CA2729588C/en not_active Expired - Fee Related
- 2009-07-02 CN CN2009801260874A patent/CN102083695A/zh active Pending
- 2009-07-02 JP JP2011516881A patent/JP2011526868A/ja not_active Ceased
- 2009-07-02 CA CA2823133A patent/CA2823133A1/en not_active Abandoned
- 2009-07-02 NZ NZ589639A patent/NZ589639A/xx not_active IP Right Cessation
- 2009-07-02 BR BRPI0914099A patent/BRPI0914099A2/pt not_active IP Right Cessation
- 2009-07-06 KR KR1020107029104A patent/KR20110029137A/ko not_active Application Discontinuation
-
2012
- 2012-07-03 JP JP2012149319A patent/JP2012250772A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011526868A (ja) | 2011-10-20 |
| CA2823133A1 (en) | 2010-01-07 |
| GB0812233D0 (en) | 2008-08-13 |
| US20110154784A1 (en) | 2011-06-30 |
| KR20110029137A (ko) | 2011-03-22 |
| JP2012250772A (ja) | 2012-12-20 |
| NZ589639A (en) | 2013-05-31 |
| WO2010003083A2 (en) | 2010-01-07 |
| CA2729588A1 (en) | 2010-01-07 |
| EP2303703B1 (en) | 2013-12-11 |
| EP2303703A2 (en) | 2011-04-06 |
| RU2011103880A (ru) | 2012-08-10 |
| BRPI0914099A2 (pt) | 2015-11-17 |
| CN102083695A (zh) | 2011-06-01 |
| US8671651B2 (en) | 2014-03-18 |
| AU2009266838A1 (en) | 2010-01-07 |
| RU2503596C2 (ru) | 2014-01-10 |
| CA2729588C (en) | 2013-11-05 |
| WO2010003083A3 (en) | 2010-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20110031344A (ko) | 패키징 기계 및 물품 패키징 방법 | |
| EP2411287B1 (en) | Machine for packaging articles into cartons | |
| US10414528B2 (en) | Packaging system | |
| JPS62168818A (ja) | スリーブ形容器用物品装填装置 | |
| EP2483157B1 (en) | Packaging machine | |
| US20140305075A1 (en) | Packaging system, machine and transfer apparatus and method | |
| KR101501768B1 (ko) | 다수의 병 포장물을 일괄포장하는 랩 어라운드 포장기 | |
| US20110083939A1 (en) | Device and Method for Composing Packages for a Packaging Machine | |
| US20100043355A1 (en) | Integrated secondary and tertiary packaging machine | |
| US20160200464A1 (en) | Packaging machine and method of packaging articles | |
| KR101501893B1 (ko) | 랩 어라운드 포장기에 있어서 상자의 플랩 폴딩장치 | |
| JP5964596B2 (ja) | 搬送設備、及び、カートナー又は、段ボールケーサー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |