KR20100090217A - 혼성 시일 - Google Patents
혼성 시일 Download PDFInfo
- Publication number
- KR20100090217A KR20100090217A KR1020100010616A KR20100010616A KR20100090217A KR 20100090217 A KR20100090217 A KR 20100090217A KR 1020100010616 A KR1020100010616 A KR 1020100010616A KR 20100010616 A KR20100010616 A KR 20100010616A KR 20100090217 A KR20100090217 A KR 20100090217A
- Authority
- KR
- South Korea
- Prior art keywords
- heat resistant
- strip
- core
- flexible
- hybrid
- Prior art date
Links
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 37
- 239000010439 graphite Substances 0.000 claims abstract description 34
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 34
- 239000003779 heat-resistant material Substances 0.000 claims abstract description 31
- 239000002184 metal Substances 0.000 claims abstract description 25
- 229910052755 nonmetal Inorganic materials 0.000 claims abstract description 14
- 239000000203 mixture Substances 0.000 claims abstract 4
- 239000002131 composite material Substances 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 11
- 238000002788 crimping Methods 0.000 claims description 7
- 239000010445 mica Substances 0.000 claims description 7
- 229910052618 mica group Inorganic materials 0.000 claims description 7
- 238000009954 braiding Methods 0.000 claims description 4
- 239000007769 metal material Substances 0.000 claims 2
- 239000000565 sealant Substances 0.000 claims 1
- 239000000463 material Substances 0.000 abstract description 11
- 238000004519 manufacturing process Methods 0.000 abstract description 7
- 239000002699 waste material Substances 0.000 abstract description 6
- 239000010953 base metal Substances 0.000 abstract 2
- 239000011819 refractory material Substances 0.000 abstract 2
- 239000011295 pitch Substances 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 238000007906 compression Methods 0.000 description 4
- 230000010354 integration Effects 0.000 description 4
- 238000001000 micrograph Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 229910001566 austenite Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 150000007522 mineralic acids Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 239000010965 430 stainless steel Substances 0.000 description 1
- 241000334993 Parma Species 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000007770 graphite material Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012966 insertion method Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000002687 intercalation Effects 0.000 description 1
- 238000009830 intercalation Methods 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/10—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing
- F16J15/12—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering
- F16J15/121—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering with metal reinforcement
- F16J15/126—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering with metal reinforcement consisting of additions, e.g. metallic fibres, metallic powders, randomly dispersed in the packing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00
- F01N13/18—Construction facilitating manufacture, assembly, or disassembly
- F01N13/1805—Fixing exhaust manifolds, exhaust pipes or pipe sections to each other, to engine or to vehicle body
- F01N13/1827—Sealings specially adapted for exhaust systems
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2310/00—Selection of sound absorbing or insulating material
- F01N2310/14—Wire mesh fabric, woven glass cloth or the like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Gasket Seals (AREA)
- Sealing Devices (AREA)
Abstract
최종 시일에서 완전히 일체화되고, 이에 따라 층간 박리되지 않는 금속 구성 요소(127)와 가요성의 비금속 내열성 구성 요소(129), 예컨대 흑연을 포함하는 혼성 시일(117)이 제공된다. 혼성 시일(117)은 예성형품(109)으로 권취된 후, 혼성 시일(117)을 형성하도록 압축 성형될 수 있는 혼성 내열성 스트립(107)으로 제조될 수 있다. 혼성 스트립(107)은 가요성의 비금속 내열성 재료를 포함하는 코어(111)와 이 코어 둘레에 편조(編造)되는 금속 메시(113)를 갖는다. 코어와 금속 메시는 예성형품(109)으로 성형되기 전에 함께 크림핑(crimping)되어 시일의 금속 구성 요소와 비금속 구성 요소의 일체화 공정을 시작한다. 압축 성형에 의해 일체화가 완성된다.
Description
본 발명은 가요성의 비금속 내열성 재료(예컨대, 흑연 또는 운모)와 오버니트형 와이어 메시(overknitted wire mesh)의 합성물을 채용하는 혼성 시일과 혼성 가스켓(본 명세서에서는 집합적으로 "혼성 시일"이라고 함)에 관한 것이다.
본 발명은 연소 배기 가스용 도관에서와 같은 고온 어플리케이션의 경우에 유용한 혼성 슬라이딩 시일을 포함하는 혼성 시일에 관한 것이다. 고온 시일을 이용하는 어플리케이션은 US 4683010, US 4951954, US 6286840, US 7012195, 및 국제 출원 공보 WO 2007/103327에 설명되어 있으며, 이들 특허의 개시 내용은 참고에 의해 본 명세서에 포함된다.
US 3404061(개시 내용이 참고에 의해 본 명세서에 포함됨)에 설명된 바와 같은 가요성 흑연은 수십년 동안 알려져 왔다. 이러한 가요성 흑연은 GRAFOIL(미국 오하이오주 파르마에 소재하는 Graftech International Holdings Inc.)이라는 상표명으로 시판중이다. 가요성 흑연 시트는 고품질의 미립자 흑연 플레이크를 취하고, 이 흑연 플레이크를 강력한 무기산을 사용하는 층간 삽입 공정(intercalation process)을 통해 처리하는 것에 의해 제조되는 압연 시트 제품이다. 흑연 플레이크는 이 때 무기산을 휘발시키고 이 흑연 플레이크를 그 본래 크기의 수배로 팽창시키기 위해 가열된다. 팽창 공정은 시트로 성형하거나 캘린더링하는 것에 의해 용이하게 형성될 수 있는 벌레형(wormlike), 수상형(dendritic-like) 구조를 형성한다. 바인더는 일반적으로 제조 과정에 도입되지 않는다. 그 결과, 가스켓 시트 제품은 우수한 인장 강도를 나타내고, 산업 용례에 있어서 통상적으로 탄소 원소가 97 중량%를 초과한다.
가요성 흑연 시트로 이루어지는 시일은 통상적으로 시트에서 원형 조각(또는 소망하는 기하학적 형상의 둘레)을 스탬핑하거나 커팅하는 것- 많은 양의 고가의 흑연 재료 폐기물을 초래함 -에 의해 제조된다.
본 발명은, 흑연을 사용하고 제조 공정에 있어서의 가요성 흑연 시트 재료 폐기물을 감소시키는 고온 시일을 제공하는 것을 목적으로 한다.
흑연을 사용하고 가요성 흑연 시트 재료 폐기물을 감소시키는 것이 바람직하다는 관점에서, 본 발명은 가요성 흑연 시트를 사용하고, 제조 공정에서 만약 존재한다면 매우 적은 양의 흑연 시트를 폐기하는 고온 시일을 제공한다. 흑연에 대한 대안으로서, 본 발명은 또한 운모와 같은 다른 가요성의 비금속 내열성 재료를 채용하는 고온 시일을 제공한다.
제1 양태에 따르면, 종축을 갖는 혼성 내열성 스트립(107)으로서,
(a) 가요성의 비금속 내열성 재료를 포함하는, 스트립 형태의 코어(111)와,
(b) 코어 둘레에 편조(編造)되는 금속 메시(113)
를 포함하며, 코어(111)와 금속 메시(113)는 메시(113)가 코어(111) 둘레에 편조된 후에 함께 크림핑(crimping)되며, 이 크림핑은 스트립(107)의 종축과 거의 수직인 방향을 향하는 파형부를 형성하는 것인 혼성 내열성 스트립이 제공된다.
제2 양태에 따르면, 둘레에 와이어 메시(113)가 편조되고, 크림핑되며, 환형으로 압축되는 가요성 흑연 스트립(107)을 포함하는 내열성 시일(117)이 제공된다.
제3 양태에 따르면, 혼성 내열성 시일(117) 제조 방법으로서,
(a) 가요성의 비금속 내열성 재료를 포함하는 코어(111)를 마련하는 단계와,
(b) 합성물(115)을 형성하도록 코어(111) 둘레에 금속 메시(113)를 편조하는 단계와,
(c) 합성물(115)을 크림핑하는 단계와,
(d) 크림핑된 합성물(115)로 예성형품(109)을 형성하는 단계, 그리고
(e) 시일(117)을 형성하도록 예성형품(109)을 압축하는 단계
를 포함하며, 금속 메시(113)는 단계 (e) 이후에 거의 가요성의 비금속 내열성 재료 전반에 걸쳐 분포되는 것인 혼성 내열성 시일(117) 제조 방법이 제공된다.
본 발명의 다양한 양태에 관한 전술한 개요에 사용된 도면 부호는 단지 독자의 편의를 위한 것으로, 본 발명의 범위를 제한하려는 의도가 아니고, 본 발명의 범위를 제한하는 것으로 해석되어서도 안 된다. 보다 일반적으로는, 전술한 포괄적인 설명과 아래의 상세한 설명 모두는 단지 본 발명을 예시하는 것으로, 본 발명의 본질 및 특성을 이해하기 위한 개관 또는 골자를 제공하려는 의도임을 이해해야 한다.
본 발명의 추가의 특징 및 장점은 후속하는 상세한 설명에서 설명되며, 부분적으로는 상기 설명으로부터 쉽게 당업자에게 명백해지거나 본 명세서에서 설명하는 바와 같이 본 발명을 실시하는 것에 의해 이해될 것이다. 본 발명을 더욱 이해시키기 위해 첨부 도면이 포함되며, 첨부 도면은 본 명세서에 포함되어 본 명세서의 일부를 구성한다. 본 명세서와 첨부 도면에 개시되어 있는 본 발명의 다양한 특징은 임의의 조합과 모든 조합으로 사용될 수 있다는 것을 이해해야 한다.
본 발명에 따르면, 흑연을 사용하고 제조 공정에 있어서의 가요성 흑연 시트 재료 폐기물을 감소시키는 고온 시일이 제공된다.
도 1은 본 발명의 몇몇 양태에 따른 혼성 시일을 형성하는 방법을 도시한 도면.
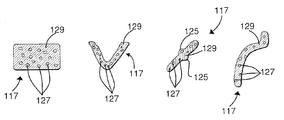
도 2는 본 발명에 따른 혼성 시일의 4가지 대표적인 단면도.
도 3은 본 발명에 따른 혼성 시일의 일체형 구조를 예시하는 현미경 사진.
도 4는 종래 기술의 시일의 층상 구조를 예시하는 현미경 사진.
도 2는 본 발명에 따른 혼성 시일의 4가지 대표적인 단면도.
도 3은 본 발명에 따른 혼성 시일의 일체형 구조를 예시하는 현미경 사진.
도 4는 종래 기술의 시일의 층상 구조를 예시하는 현미경 사진.
앞서 논의한 바와 같이 본 발명의 몇몇 양태에서, 본 발명은 롤형 구조(109)(예성형품)로 권취된 후, 혼성 시일(117), 예컨대 배기 장치에서 사용하기 위한 혼성 시일로 압축 성형 가능한 혼성 내열성 스트립(107)에 관한 것이다. 혼성 내열성 스트립(107)은 (1) 가요성의 비금속 내열성 재료를 포함하는 코어(111)와, (2) 코어 둘레에 편조되는 금속 메시(113)를 포함하며, 코어와 금속 메시는 금속 메시가 코어 둘레에 편조된 후에 함께 크림핑된다. 크림핑은 혼성 스트립의 종축(길이 방향)에 대해 거의 수직인 방향을 향하는 파형부를 형성하도록 수행된다.
코어를 구성하는 가요성의 비금속 내열성 재료는 상표명 GRAFOIL(전술한 설명 참고)로 시판중인 것과 같은 가요성 흑연일 수 있다. 대안으로서, 가요성의 비금속 내열성 재료는 운모일 수 있다. 코어는 단일 재료 또는 재료의 조합을 포함할 수 있는데, 예컨대 코어는 흑연으로 이루어진 하나 이상의 스트립과 운모로 이루어진 하나 이상의 스트립을 포함할 수 있다. 어떠한 재료(들)가 코어를 형성하는 데 사용되던지간에, 코어는 스트립 형태이기 때문에, 폐기되는 재료의 양은, 내열성 재료 시트를 스탬핑하거나 커팅하여 소망하는 시일 구성을 형성하는 종래 기술에 비해 실질적으로 감소된다. 사실상 많은 어플리케이션에 있어서, 폐기물이 거의 없을 수 있다.
코어(111)가 형성되고 나면 통상의 와이어 편조 장비를 사용하여 코어 둘레에 와이어 메시(113)가 편조된다. 편조에 사용되는 와이어는 직경이, 예컨대 0.004 내지 0.008 인치인 페라이트 또는 오스테나이트 와이어일 수 있다. 예컨대, 304, 316 또는 430 스테인리스강으로 이루어진 와이어를 사용할 수 있지만, 어플리케이션에 따라 다른 타입의 와이어 역시 사용될 수 있다. 편조 밀도는 특정 어플리케이션에 좌우될 것이다. 예컨대, 6개 내지 18개의 바늘을 갖는 편조 헤드(knitting head)를 사용하여 제조되는 니트는 코어를 에워싸는 만족스러운 와이어 메시를 형성한다. 오버니트형 코어의 단부는 압축 공정중에 최종 시일의 구조 내에서 단부의 결합을 위해 보다 큰 표면적을 형성하도록 90°또는 소정 각도로 커팅될 수 있다(아래 참고).
도 1에는 혼성 시일을 제조하는 방법이 예시되어 있다. 이 방법은 가요성의 비금속 내열성 재료, 예컨대 흑연으로 이루어진 시트(103)로 시작된다. 단계 (a)에서, 시트는 이 시트의 에지와 평행한 라인(105)을 따라 절단되어 시트(103)의 길이 이하인 길이와, 상측부와 저측부를 정하는 폭, 그리고 최소 치수의 두께를 갖는 코어(111)를 형성한다. 단계 (b)에서, 코어(111)는 그 둘레에 페라이트 또는 오스테나이트 와이어(113)가 편조되어 합성물(115)을 형성한다. 다음에, 단계 (c)에서 합성물(115)은 롤러(123)와의 접촉에 의해 크림핑되며, 롤러 중 하나 또는 (도시한 바와 같이) 양자는 파형 혼성 스트립(107)을 형성하도록 크림핑 패턴을 부여하기 위한 리지(ridge)를 갖는다.
단계 (d)에서, 혼성 스트립(107)은 예성형품(109)으로 감긴다(권취된다). 예성형품으로의 권취는 다양한 방식으로 수행될 수 있다. 예컨대, 혼성 스트립은 그 폭이 권취축과 평행한 방향을 향하도록 또는 권취축에 대해 소정 각도를 이루도록 권취될 수 있다. 또한, 권취는 소정 평면 내에서 일어날 수도 있고, 소정 평면 외측으로 이동하여 통상적으로 이전 턴에 중첩되는 각각의 후속 턴을 갖는 나선형을 형성할 수도 있다. 파형부의 피치(빈도)는, 스트립에서 허용되지 않는 응력 레벨을 회피하고 및/또는 파형부의 허용되지 않는 크러싱을 회피하도록 스트립이 권취되는 반경에 기초하여 선택된다. 일반적으로, 피치가 보다 짧으면(길이당 빈도가 보다 높으면) 권취 반경이 보다 작아질 것이다. 일반적인 지침으로서, 직경이 4"인 시일의 경우에는 파형부가 3/16" 내지 1/4"의 피치를 가질 것이고, 직경이 12"인 시일의 경우에는 파형부가 1/4" 내지 5/16"의 피치를 갖지만, 이들 직경이나 다른 직경의 경우에 다른 피치를 사용할 수도 있음은 물론이다. 일반적으로, 파형부의 깊이는 와이어 메시와 가요성의 비금속 내열성 재료를 일체화할 만큼 충분히 클 필요가 있다. 깊이가 1/16" 내지 3/16" 범위인 파형부가 이러한 목적을 위해 적절한 것으로 확인되었지만, 필요하다면 몇몇 어플리케이션에서는 보다 크거나 작은 깊이를 사용할 수도 있다.
마지막으로, 단계 (e)에서 소망하는 시일을 제조하도록 성형 툴 또는 압축 다이를 이용하여 예성형품(109)을 압축 성형한다. 몰드/다이의 기하학적 형상에 따라, 최종 시일은 다양한 단면 형상을 가질 수 있다. 도 2에는 대표적인 예들, 즉 도면의 좌측에서 우측으로 직사각형 단면, V자 형상 단면, 둘레 돌출부(125)를 지닌 단면, 및 굴곡진 단면이 예시되어 있다.
금속 구성 요소는 127로, 비금속 구성 요소는 129로 도시된 바와 같이, 사용되는 특정 단면과는 무관하게, 혼성 시일은 금속 구성 요소가 거의 비금속 구성 요소 전반에 걸쳐 분포되어 있는 것이 중요하다. 본 명세서에서는 이러한 분포 구조를 "일체화" 구조라고 한다. 이러한 일체화는 일체화를 시작하는 파형부 형성 단계 (c)와, 와이어 메시를 가요성의 비금속 내열성 재료와 완전히 일체화하는 압축 성형 단계 (e)의 조합의 결과이다. 이러한 완전한 일체화는 가요성의 비금속 내열성 재료로서 흑연을 사용하는 도 1의 방법을 사용하여 제조된 시일의 단면의 현미경 사진인 도 3에 예시되어 있다. 이 도면에서 볼 수 있는 바와 같이, 와이어 메시와 흑연은 완전히 일체화되어 층간 박리가 없는 강건한 구조를 형성하였다.
가요성의 비금속 내열성 재료로 이루어진 시트, 예컨대 가요성 흑연 시트와 금속 구성 요소를 포함하는 시일을 형성하고자 하는 기존의 노력은 내열성 재료 시트들 사이에 금속 구성 요소를 삽입하는 것을 포함하였다. 이러한 구조로 성형하면 층간 박리에 취약한 부분이 발생하였다. 도 4는 삽입 방법을 사용하여 생성된 시일을 관통하는 단면의 현미경 사진이며, 이 때 가요성의 비금속 내열성 재료는 역시 흑연이다. 볼 수 있다시피, 금속 구성 요소와 흑연은 서로 분리된 상태로 남아 있으며, 이에 따라 사용중의 분리 가능성을 초래한다. 이와 달리, 와이어 메시로 가요성 재료 스트립을 에워싸고, 결과적인 합성물에 파형부를 형성하며, 이 합성물로 예성형품을 형성한 후, 이 예성형품을 압축하여 시일을 제조하는 것은 층간 박리되지 않는 부분을 제공한다.
본 발명의 디바이스는 도관에서의 가스 흐름이 처리 디바이스(예컨대, 촉매 컨버터)로 이송되는 어플리케이션과, 도관들이 다른 슬라이딩 내부에 있는 하나의 슬라이딩에 의해 결합되는 어플리케이션, 그리고 유사한 설비에서의 시일 및/또는 가스켓으로 유용하다. 따라서, 시일은 바람직하게는 성형후에 원형 또는 타원체 형상의 환형을 형성하지만, 필요하다면 임의의 굴곡진 형상이나 다각형 형상(또는 이들의 조합)이 형성될 수 있다.
요컨대, 본 발명은, 그 둘레가 편조되고, 크림핑되며, 소망하는 형상, 예컨대 타원형이나 원형 형상으로 압축(성형)되는 가요성의 비금속 내열성 재료, 예컨대 흑연으로 이루어진 스트립을 포함하는 고온 시일을 제공한다.
전술한 개시 내용으로부터 본 발명의 범위와 사상에서 벗어나지 않는 다양한 수정예는 당업자에게 자명할 것이다. 예컨대, 하나 이상의 가요성의 비금속 내열성 재료로 이루어진 코어에 관하여 본 발명을 설명하였지만, 코어는 추가적으로 직조 메시 스트립이나 편조 메시 스트립 또는 가요성 팽창 금속으로 이루어진 스트립과 같은 하나 이상의 금속 기판층을 포함할 수 있다. 그러한 기판을 포함함으로써 일반적으로 보다 강성의 최종 시일이 형성될 것이다. 후속 청구 범위는 본 명세서에서 설명한 특정 실시예뿐만 아니라 전술한 실시예와 다른 타입의 실시예에 관한 수정, 변형 및 등가물을 포함하도록 의도된다.
103 : 가요성의 비금속 내열성 재료로 이루어진 시트
105 : 절단 라인
107 : 혼성 스트립
109 : 예성형품(롤형 구조라고도 함)
111 : 혼성 스트립(스트립이라고도 함)의 코어
113 : 혼성 스트립의 금속 메시
115 : 합성물, 즉 파형부 형성 이전에 둘레가 편조된 코어
117 : 혼성 시일
123 : 크림핑 롤러
125 : 돌출부
127 : 혼성 시일의 금속 구성 요소
129 : 혼성 시일의 가요성의 비금속 내열성 구성 요소
105 : 절단 라인
107 : 혼성 스트립
109 : 예성형품(롤형 구조라고도 함)
111 : 혼성 스트립(스트립이라고도 함)의 코어
113 : 혼성 스트립의 금속 메시
115 : 합성물, 즉 파형부 형성 이전에 둘레가 편조된 코어
117 : 혼성 시일
123 : 크림핑 롤러
125 : 돌출부
127 : 혼성 시일의 금속 구성 요소
129 : 혼성 시일의 가요성의 비금속 내열성 구성 요소
Claims (20)
- 종축을 갖는 혼성 내열성 스트립으로서,
(a) 가요성의 비금속 내열성 재료를 포함하는, 스트립 형태의 코어와,
(b) 상기 코어 둘레에 편조되는 금속 메시
를 포함하며, 상기 코어와 금속 메시는 금속 메시가 코어 둘레에 편조된 후에 함께 크림핑(crimping)되며, 상기 크림핑에 의해 스트립의 종축에 대해 거의 수직인 방향을 향하는 파형부가 형성되는 것인 혼성 내열성 스트립. - 제1항에 있어서, 상기 가요성의 비금속 내열성 재료는 흑연을 포함하는 것인 혼성 내열성 스트립.
- 제1항에 있어서, 상기 가요성의 비금속 내열성 재료는 운모를 포함하는 것인 혼성 내열성 스트립.
- 제1항에 있어서, 상기 코어는 가요성의 비금속 내열성 재료로 이루어진 제1층과, 가요성의 비금속 내열성 재료로 이루어진 제2 층을 포함하는 것인 혼성 내열성 스트립.
- 제4항에 있어서, 상기 제1 층과 제2 층은 동일한 조성을 갖는 것인 혼성 내열성 스트립.
- 제4항에 있어서, 상기 제1 층과 제2 층은 상이한 조성을 갖는 것인 혼성 내열성 스트립.
- 제1항에 있어서, 상기 코어는 가요성 금속 재료로 이루어진 층을 포함하는 것인 혼성 내열성 스트립.
- 제1항에 따른 혼성 내열성 스트립을 포함하는 내열성 시일로서, 상기 혼성 내열성 스트립은 예성형품으로 성형되고, 상기 예성형품은 시일을 형성하도록 압축되는 것인 내열성 시일.
- 제8항에 있어서, 상기 내열성 시일은 직사각형 단면을 갖는 것인 내열성 시일.
- 제8항에 있어서, 상기 내열성 시일은 각진 단면을 갖는 것인 내열성 시일.
- 제8항에 있어서, 상기 내열성 시일은 적어도 하나의 둘레 돌출부를 포함하는 단면을 갖는 것인 내열성 시일.
- 제8항에 있어서, 상기 내열성 시일은 굴곡진 단면을 갖는 것인 내열성 시일.
- 제8항에 있어서, 최종 내열성 시일에서, 상기 혼성 내열성 스트립의 금속 메시는 혼성 내열성 스트립의 가요성의 비금속 내열성 재료의 거의 전반에 걸쳐 분포되는 것인 내열성 시일.
- 둘레에 와이어 메시가 편조되고, 크림핑되며, 환형으로 압축되는 가요성 흑연 스트립을 포함하는 내열성 시일.
- 혼성 내열성 시일을 제조하는 방법으로서,
(a) 가요성의 비금속 내열성 재료를 포함하는 코어를 마련하는 단계와,
(b) 합성물을 형성하도록 상기 코어 둘레에 금속 메시를 편조하는 단계와,
(c) 상기 합성물을 크림핑하는 단계와,
(d) 상기 크림핑된 합성물로 예성형품을 형성하는 단계, 그리고
(e) 상기 혼성 내열성 시일을 형성하도록 예성형품을 압축하는 단계
를 포함하며, 상기 금속 메시는 단계 (e) 이후에 가요성의 비금속 내열성 재료의 거의 전반에 걸쳐 분포되는 것인 혼성 내열성 시일 제조 방법. - 제15항에 있어서, 상기 가요성의 비금속 내열성 재료는 흑연인 것인 혼성 내열성 시일 제조 방법.
- 제15항에 있어서, 상기 가요성의 비금속 내열성 재료는 운모인 것인 혼성 내열성 시일 제조 방법.
- 제15항에 있어서, 상기 코어는 2개 이상의 가요성의 비금속 내열성 재료를 포함하는 것인 혼성 내열성 시일 제조 방법.
- 제18항에 있어서, 상기 코어는 흑연과 운모를 포함하는 것인 혼성 내열성 시일 제조 방법.
- 제15항에 있어서, 상기 코어는 금속 재료를 포함하는 것인 혼성 내열성 시일 제조 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/365,958 US20100194058A1 (en) | 2009-02-05 | 2009-02-05 | Hybrid seals |
| US12/365,958 | 2009-02-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20100090217A true KR20100090217A (ko) | 2010-08-13 |
Family
ID=42199307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100010616A KR20100090217A (ko) | 2009-02-05 | 2010-02-04 | 혼성 시일 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20100194058A1 (ko) |
| EP (1) | EP2216569B1 (ko) |
| JP (1) | JP2010181029A (ko) |
| KR (1) | KR20100090217A (ko) |
| CN (1) | CN101799071A (ko) |
| AT (1) | ATE548595T1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101288897B1 (ko) * | 2011-07-06 | 2013-07-23 | 주식회사 영해엔지니어링 | 선박용 배기관에 설치되는 그리드 와이어 메쉬를 제작할 때 사용되는 와이어를 웨이브 형상으로 성형하는 방법 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012132510A (ja) * | 2010-12-21 | 2012-07-12 | Oiles Corp | 円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手 |
| JP5834806B2 (ja) | 2011-11-17 | 2015-12-24 | オイレス工業株式会社 | 円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手 |
| CN103612071B (zh) * | 2013-11-20 | 2016-04-20 | 江苏荣腾精密组件科技股份有限公司 | 一种曲臂加工方法 |
| CN110116298A (zh) * | 2019-05-10 | 2019-08-13 | 上海皮埃夫西金属制品有限公司 | 一种车用密封条骨架及其加工工艺 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2041835A (en) * | 1935-04-27 | 1936-05-26 | Crane Packing Co | Plastic packing composition |
| US2398210A (en) * | 1944-03-23 | 1946-04-09 | Johns Manville | Packing and method of making the same |
| US2667684A (en) * | 1949-06-21 | 1954-02-02 | Du Pont | High-temperature packing |
| US2882082A (en) * | 1954-07-02 | 1959-04-14 | Johns Manville | Gaskets |
| US2871038A (en) * | 1955-09-22 | 1959-01-27 | Orenda Engines Ltd | Labyrinth seals |
| GB991581A (en) * | 1962-03-21 | 1965-05-12 | High Temperature Materials Inc | Expanded pyrolytic graphite and process for producing the same |
| US4068853A (en) * | 1975-09-30 | 1978-01-17 | Union Carbide Corporation | Stuffing box seal |
| US4607851A (en) * | 1977-11-30 | 1986-08-26 | Metex Corporation | Method of making composite wire mesh seal |
| US4417733A (en) * | 1978-10-10 | 1983-11-29 | Metex Corporation | Method of producing high temperature composite seal |
| US4423544A (en) * | 1981-11-06 | 1984-01-03 | Felt Products Mfg. Co. | Method of making composite gasket |
| US4683010A (en) * | 1985-10-01 | 1987-07-28 | Acs Industries, Inc. | Compacted wire seal and method of forming same |
| JPS63135653A (ja) * | 1986-11-25 | 1988-06-08 | Nippon Pillar Packing Co Ltd | パツキン材料 |
| US4949620A (en) * | 1988-12-21 | 1990-08-21 | New England Braiding Company, Inc. | Edge-reinforced packing for use in steam service |
| US4951954A (en) * | 1989-08-23 | 1990-08-28 | Acs Industries, Inc. | High temperature low friction seal |
| US5225262A (en) * | 1991-04-29 | 1993-07-06 | A. W. Chesterton Co. | Braided high-temperature packing comprising a core of folded flexible graphite sheet |
| US5451064A (en) * | 1992-12-22 | 1995-09-19 | Ucar Carbon Technology Corporation | Exhaust seal ring |
| US5785322A (en) * | 1993-06-30 | 1998-07-28 | Acadia Elastomers | Gasket for flange connections |
| US5451062A (en) * | 1994-09-29 | 1995-09-19 | Malone; William E. | Scissors playing card game |
| JP4617521B2 (ja) * | 1999-09-28 | 2011-01-26 | オイレス工業株式会社 | 球帯状シール体ならびにその製造方法 |
| US6286840B1 (en) * | 1999-12-13 | 2001-09-11 | Acs Industries, Inc. | Modified V seal with protrusions |
| JP2003097718A (ja) * | 2001-09-21 | 2003-04-03 | Oiles Ind Co Ltd | 球帯状シール体及びその製造方法 |
| EP1550821B1 (en) * | 2002-10-08 | 2010-04-14 | Oiles Corporation | Spherical zone seal body |
| US7012195B2 (en) * | 2003-07-10 | 2006-03-14 | Acs Industries, Inc. | Wire mesh seal element with soft flat and hard round wires |
| EP1994314A4 (en) | 2006-03-06 | 2011-10-26 | Acs Ind Inc | SLIDING SEAL CONNECTOR |
-
2009
- 2009-02-05 US US12/365,958 patent/US20100194058A1/en not_active Abandoned
-
2010
- 2010-01-22 JP JP2010011597A patent/JP2010181029A/ja active Pending
- 2010-01-28 AT AT10151921T patent/ATE548595T1/de active
- 2010-01-28 EP EP10151921A patent/EP2216569B1/en not_active Not-in-force
- 2010-02-04 KR KR1020100010616A patent/KR20100090217A/ko not_active Application Discontinuation
- 2010-02-04 CN CN201010119748A patent/CN101799071A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101288897B1 (ko) * | 2011-07-06 | 2013-07-23 | 주식회사 영해엔지니어링 | 선박용 배기관에 설치되는 그리드 와이어 메쉬를 제작할 때 사용되는 와이어를 웨이브 형상으로 성형하는 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100194058A1 (en) | 2010-08-05 |
| ATE548595T1 (de) | 2012-03-15 |
| CN101799071A (zh) | 2010-08-11 |
| JP2010181029A (ja) | 2010-08-19 |
| EP2216569A1 (en) | 2010-08-11 |
| EP2216569B1 (en) | 2012-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20100090217A (ko) | 혼성 시일 | |
| JP5834806B2 (ja) | 円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手 | |
| WO2019106868A1 (ja) | ガスケットの製造方法及びガスケット | |
| CA2818651C (en) | Cylindrical gasket, method for manufacturing the same, and insertion-type exhaust pipe joint using the cylindrical gasket | |
| JP2010181029A5 (ko) | ||
| WO2013080487A1 (ja) | 円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手 | |
| JP5894768B2 (ja) | グランドパッキンの製造方法、グランドパッキン及びパッキンセット | |
| KR20140025139A (ko) | 다층 시트재의 성형방법 및 이를 이용하여 제조되는 다층 시트재 | |
| CN100436911C (zh) | 一种氟塑料制品的制作方法 | |
| US9206901B2 (en) | Spherical annular seal member | |
| CN102099555B (zh) | 消音器垫圈和消音器接头 | |
| JP2762184B2 (ja) | パッキン材料およびそれを用いたシール部材 | |
| JP3862855B2 (ja) | グランドパッキンおよびその製造方法 | |
| JPH03177660A (ja) | うず巻形ガスケット | |
| CA2807118C (en) | Spherical annular seal member | |
| JP6182076B2 (ja) | 金属線圧縮体及びその製造方法 | |
| JPH0715311B2 (ja) | リング状パッキンおよびその製造方法 | |
| JPH02253060A (ja) | ガスケット及びその製造方法 | |
| JPS60192168A (ja) | 筒状耐熱ガスケツト | |
| US6536483B2 (en) | Large wire loop filters and mechanical dampers | |
| JP2010107160A (ja) | 熱間等方圧加圧装置用断熱構造体 | |
| JP3862853B2 (ja) | グランドパッキンおよびその製造方法 | |
| RU2186273C1 (ru) | Способ изготовления плоской уплотнительной прокладки | |
| JPH04245961A (ja) | 膨張黒鉛編組体及びその製法 | |
| WO2016157861A1 (ja) | 円筒状ガスケット及びそれを使用した差し込み型排気管継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |