KR102410274B1 - 위치 제어기능을 가진 파워 공구 - Google Patents
위치 제어기능을 가진 파워 공구 Download PDFInfo
- Publication number
- KR102410274B1 KR102410274B1 KR1020177018988A KR20177018988A KR102410274B1 KR 102410274 B1 KR102410274 B1 KR 102410274B1 KR 1020177018988 A KR1020177018988 A KR 1020177018988A KR 20177018988 A KR20177018988 A KR 20177018988A KR 102410274 B1 KR102410274 B1 KR 102410274B1
- Authority
- KR
- South Korea
- Prior art keywords
- output shaft
- power wrench
- housing
- output end
- fastener
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
- B23P19/065—Arrangements for torque limiters or torque indicators in screw or nut setting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B21/00—Portable power-driven screw or nut setting or loosening tools; Attachments for drilling apparatus serving the same purpose
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
- B23P19/069—Multi-spindle machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B23/00—Details of, or accessories for, spanners, wrenches, screwdrivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25H—WORKSHOP EQUIPMENT, e.g. FOR MARKING-OUT WORK; STORAGE MEANS FOR WORKSHOPS
- B25H1/00—Work benches; Portable stands or supports for positioning portable tools or work to be operated on thereby
- B25H1/0021—Stands, supports or guiding devices for positioning portable tools or for securing them to the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/06—Arrangements for positively actuating jaws
- B25B5/068—Arrangements for positively actuating jaws with at least one jaw sliding along a bar
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B9/00—Hand-held gripping tools other than those covered by group B25B7/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25D—PERCUSSIVE TOOLS
- B25D3/00—Hand chisels
Abstract
위치를 재설정할 수 있는 파워 렌치(10)가 공개되고, 상기 파워렌치는 하우징(11), 상기 하우징(11)내에 배열된 모터(12) 및 상기 모터와 회전운동하도록 연결된 출력 샤프트(14)를 포함하고, 상기 출력 샤프트(14)는 상기 하우징(11)에 대해 다단접힘식으로 배열되어 상기 출력 샤프트(14)가 최대 연장 위치(Emax) 및 최대 압축 위치사이에서 상기 하우징(11)에 대해 축 방향으로 이동할 수 있다. 상기 출력 샤프트(14)를 상기 최대 연장위치(Emax)를 향해 가압하는 탄성 부재(25)를 포함한다. 상기 출력 샤프트(14)는 패스너와 상호작용하도록 배열된 출력 단부(15)를 포함하고, 상기 하우징(11)에 대해 상기 출력 샤프트(14)의 연장 크기(E)를 감시하기 위해 센서(17)가 배열되어 상기 출력 샤프트(14)의 연장 크기(E)와 무관하게 상기 출력 샤프트(14)의 출력 단부(15)의 위치가 결정될 수 있다.
Description
본 발명은 다단 접힘식(telescoping)으로 배열된 출력 축을 가지고 위치를 재설정(respositionable) 가능한 파워 렌치에 관한 것이다. 특히, 본 발명은 패스너(fastener)와 상호 작용이 개선된 기능을 가진 공구에 관한 것이다.
위치를 재설정할 수 있는 파워 렌치는, 스크류와 같은 패스너를 고속에서 자동으로 조일 때 사용된다. 상기 파워 렌치는, 체결되어야 하는 패스너에 자동으로 위치설정되고, 상기 파워 렌치가 서로 다른 위치들에 배열되거나 상기 패스너가 파워 렌치를 지나 이송될 때 여러 개의 패스너들이 연속적으로 조여질 수 있다. 일반적으로, 한 세트의 파워 렌치가 볼트 당 한 개의 렌치를 동시에 사용하여 여러 개의 볼트를 동시에 조일 수 있도록 공통 구조체상에 배열된다. 새로운 공작물들이 상기 공통 구조체 옆으로 들어가거나 나오며 이송될 때 상기 공통 구조체는 작업 위치로 들어가나 나오며 이동한다. 선택적으로, 공작물은 파워 렌치를 향하여 횡 방향으로 이동하여, 상기 파워 렌치를 고정하는 상기 공통 구조체는 정지 상태로 유지될 수 있다.
상기 형태의 파워 렌치는 종종, 패스너가 조여짐에 따라 상기 렌치의 출력 단부가 패스너의 축 방향 운동을 추종하는 것을 허용하고 스프링 하중을 받는 다단접힘식 출력 샤프트를 가진다. 따라서, 상기 파워 렌치는 파워 렌치의 출력 단부를 위해 특정 범위내에서 축 방향으로 배열되어 전체 조임 작업 동안 패스너를 추종하면 된다.
여러 개의 유사한 파워 렌치들이, 서로 다른 위치 및 높이에서 공통 구조체에 배열되어 공작물의 해당 위치 및 높이에 배열된 볼트를 조인다. 각각의 렌치는 특정 위치 및 특정 축 방향 높이에서 특정 길이의 볼트를 조일 수 있다. 다단접힘식 출력 샤프트는 각각의 특정 파워 렌치에 대해, 서로 다른 공작물과 볼트 사이에 존재할 수 있는 축 방향 공차를 수용하도록 적응된다.
다단접힘식 출력 샤프트에 의하면, 서로 다른 길이를 가진 패스너들이 동일한 파워 렌치에 의해 조여질 수 있는 유연성(flexibility)이 제공된다.
그러나 일부 적용예들에 의하면, 특정 길이의 패스너가 특정 위치에서 사용되는 것이 중요하다. 이 경우, 패스너의 길이를 추정하는 것이 중요할 수 있다.
패스너의 길이를 제어하는 방법은, 문헌제US 2003/0037423 A1호에 공개된다. 상기 방법에 따르면, 패스너의 길이는 조임 작업 동안 공구의 시간에 따른 진동을 나타내는 "나사 삽입 기호(Screw Insertion Signature)"로부터 추정할 수 있다. 그러나 상기 방법과 관련하여, 출력 샤프트가 패스너에 도달하여 접촉할 때를 추정하기 어려운 문제점이 있다. 그러나 출력 샤프트의 회전이 항상 패스너의 생산적 회전과 정확히 일치하는 것은 아니다. 일부 경우에서, 출력 샤프트는 출력 샤프트가 패스너에 도달하여 연결접촉하기 전에 회전할 수 있고 때로는 패스너는 패스너가 조여져야 하는 나사 구멍속으로 정확하게 삽입되지 않은 상태에 회전할 수 있다. 따라서, 상기 패스너가 공작물위에서 조인트와 나사 체결된 상태로 회전하기 시작하는 정확한 시점이 진동을 나타내는 곡선으로부터 평가하기 어렵고 따라서 패스너의 길이를 추정하기 어려울 수 있다. 또한, 패스너의 길이는 조임 작업의 초기 단계가 아니라 조임 작업이 완료된 후에만 평가될 수 있다.
문헌 제JP 2012-223841 A호는 자동 나사 조임 장치를 공개한다. 나사 조임 장치는 나사가 없는 것을 인식하여 조임 동작이 중단될 수 있고 공구 비트(bit)가 나사 구멍과 접촉하여 나사 구멍을 손상시키지 못한다. 이를 위해, 나사가 예상 위치에서 접촉하지 못할 때 작업을 중단하도록 상기 공구 비트의 위치가 감시된다. 상기 자동 나사 조임 장치는, 불충분한 길이를 가진 나사가 특정 위치에 공급되는 가를 인식할 수도 있다.
문헌 제JP 2012-223841 A호에 공개된 장치의 문제점은, 상기 공구 비트가 나사와 맞대는 접촉(butt contact)상태를 가진다는 것이다. 따라서, 상기 공구 비트가 나사를 너무 강하게 가압하여 나사, 나사산 또는 조인트를 손상시키지 않고 나사와 일정한 접촉상태를 가지기 위해 매우 높은 정밀도가 필요하다.
따라서, 유연하지만 조여진 나사의 길이를 신뢰성 있게 감시할 수 있는 파워 렌치가 필요하다.
본 발명의 목적은, 조임 과정을 고도로 제어할 수있고 다단 접힘식으로 배열된 출력 샤프트를 갖는 파워 렌치를 제공하는 것이다.
상기 목적을 달성하기 위해 위치를 재설정할 수 있는 파워 렌치에 관한 본 발명에 의하면 상기 파워 렌치는
하우징,
상기 하우징내에 배열된 모터 및
상기 모터와 회전운동하도록 연결된 출력 샤프트를 포함하고, 상기 출력 샤프트는 상기 하우징에 대해 다단접힘식으로 배열되어 상기 출력 샤프트가 최대 연장 위치(Emax) 및 최대 압축 위치사이에서 상기 하우징에 대해 축 방향으로 이동할 수 있고, 상기 출력 샤프트를 상기 최대 연장위치(Emax)를 향해 가압하는 탄성 부재를 포함하며, 상기 파워 렌치는 상기 파워 렌치의 위치를 감시하기 위해 배열된 위치 설정 시스템을 추가로 포함하거나 연결되고, 상기 출력 샤프트는 패스너와 상호작용하도록 배열된 출력 단부를 포함하고, 상기 하우징에 대해 상기 출력 샤프트의 연장 크기(E)를 감시하기 위해 센서가 배열되어 상기 출력 샤프트의 출력 단부의 위치가 결정될 수 있다.
상기 출력 샤프트는 하우징에 대해 다단접힘식으로 배열되고 상기 출력 샤프트의 연장 크기를 결정하기 위한 센서를 가지기 때문에 상기 출력 단부의 정확한 위치를 예상할 수 있고 출력 단부가 공작물위에서 조여져야 하는 패스너의 위치를 적응하며 추종할 수 있게 한다.
따라서, 작업을 감시할 수 있으면서도 조인트의 밀착상태(closeness)를 손상시키지 않고 부드럽고 매끄러운 접촉이 형성된다.
본 발명의 다른 특징들 및 장점들이 도시된 실시예에 관한 하기 설명 및 도면으로부터 이해된다.
하기 상세한 설명은 첨부된 도면들을 참고한다.
도 1은 본 발명의 특정 실시예를 따르고 위치를 재설정할 수 있는 토크 렌치를 도시한 개략도.
도 2는 도 1에 도시되고 위치를 재설정할 수 있는 토크 렌치의 작동 위치를 도시한 개략도.
도 3은 전형적인 조임 작업 동안 패스너의 런닝 다운(rundown)에 관한 전달 토크를 도시한 도면.
도 4는 본 발명의 특정 실시예를 따르는 다중 토크 렌치를 포함한 구조체를 개략적으로 도시한 도면.
도 2는 도 1에 도시되고 위치를 재설정할 수 있는 토크 렌치의 작동 위치를 도시한 개략도.
도 3은 전형적인 조임 작업 동안 패스너의 런닝 다운(rundown)에 관한 전달 토크를 도시한 도면.
도 4는 본 발명의 특정 실시예를 따르는 다중 토크 렌치를 포함한 구조체를 개략적으로 도시한 도면.
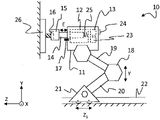
도 1 및 도 2를 참고할 때, 본 발명의 특정 실시 예를 따르고 위치를 재설정할 수 있는 토크 렌치(10)가 도시된다.
상기 위치를 재설정할 수 있는 토크 렌치(10)는 하우징(11)을 포함하고, 상기 하우징내에 모터(12)가 배열된다. 또한, 파워 렌치(10)의 위치를 감시하기 위해 위치 설정 시스템(13)이 제공된다.
출력 샤프트(14)는 상기 모터(12)와 회전 가능하게 연결되어 구동되고 하우징(11)에 대해 다단 접힘(telescopically)식으로 배열되어 출력 샤프트(14)를 축 방향으로 이동가능하게 한다. 출력 샤프트(14)는 최대 연장 위치(Emax)(도 1에 도시됨) 및 최대 압축 위치(Emin)사이에서 연장될 수 있고, 상기 출력 샤프트(14)를 최대 연장 위치(Emax)를 향해 가압하도록 탄성 부재(25)가 배열된다.
상기 출력 샤프트(14)는, 나사, 볼트 또는 너트와 같은 패스너(fastener)(16)와 상호 작용하도록 배열된 출력 단부(15), 전형적으로 소켓을 포함한다. 상기 패스너(16)는 공작물(26) 내에 배열된다. 하우징(11)에 대한 출력 샤프트(14)의 연장 정도(E)를 감시하기 위해 센서(17)가 배열되어, 출력 샤프트(14)의 출력 단부(15)의 위치가 결정된다. 상기 센서(17)는 예를 들어, 홀 센서, 유도(inductive)형 센서 또는 용량(capacitive)형 센서를 포함한다.
전형적인 실시예에서, 모터(12)는 스플라인을 통해 출력 샤프트(14)에 연결된 모터 샤프트(도시되지 않음)를 구동한다. 이 경우, 탄성 부재(25)는 출력 샤프트(14)를 모터 샤프트에 대한 최대 연장 위치를 향해 가압하도록 배열된다. 또한, 다수의 유성 기어와 같은 하나 또는 복수의 기어들이 상기 모터(12)와 출력 샤프트(14) 사이에 배열될 수 있다.
도시된 실시 예에서, 상기 파워 렌치(10)는 홀더(18)에 의해 이동가능하다. 상기 홀더는 링크 연결된 두 개의 레그(19,20)들을 포함하고, 상기 레그들에 의해 상기 파워 렌치(10)는 상향 및 하향으로, 즉 도시된 3D- 좌표계에서 Y- 방향으로 이동할 수 있다. 상기 홀더의 베이스 부(21)는 레일(22)위에 배열된다. 도시된 실시예에서 상기 베이스 부(21)은 상기 레일(22)을 따라 Z- 방향으로 이동할 수 있다. 전형적으로, 베이스 부(21)는 X 방향, 도면들 내부 및 외부로 이동하여 서로 다른 작업 스테이션 및/또는 나사, 볼트 또는 너트와 같은 패스너(16) 사이를 이동하도록 배열된다. 위치 설정 시스템(13)은 파워 렌치 하우징(11)의 현재 위치를 연속적으로 감시하도록 배열되고, 출력 샤프트(14)의 연장 정도(E)를 감시하는 센서(17)를 추가하면, 출력 샤프트(14)의 출력 단부(15)의 위치가 연속적으로 감시될 수 있다.
도 1에서, 출력 샤프트(14)는 외부 요인에 의해 영향을 받지 않아서, 출력 샤프트(14)는 가장 외측 위치(Emax)에 배열된다. 도 2에서, 파워 렌치는 레그(19, 20)에 의해 위쪽으로 이동하고 레일(22)을 따라 이동하는 베이스 부(21)에 의해 패스너(16)를 향하여 z- 방향을 따라 전방으로 이동한다. 파워 렌치의 정확한 이동에 의해 출력 샤프트(14)의 출력 단부(15)는 패스너(16)와 결합된 상태로 접촉하고 결과적으로 출력 샤프트(14)는 최대 연장 위치(Emax) 및 최소 연장 위치(Emin)의 간격에 속하는 연장 정도(E)로 압축된다. 조임 작업이 수행되고 패스너(16)가 조여짐에 따라, 출력 샤프트(14)가 연속적으로 연장되어 출력 단부(15)는 축 방향으로 상기 패스너(16)를 따라 내부로 이동하여 공작물(26)의 연결부(joint)속으로 이동한다.
도시된 실시 예에서, 파워 렌치(10)는 출력 샤프트(14)의 출력 단부(15)의 위치를 출력 단부(15)의 미리 정해진 위치와 비교하기 위한 제어 유닛(23)을 추가로 포함한다. 상기 제어 유닛(23) 및 위치 설정 시스템(13)도 파워 렌치(10)의 외측에서 떨어져 위치한다. 이 경우, 상기 파워 렌치(10)는 예를 들어, 유선 또는 IR, 블루투스(Bluetooth) 등과 같은 무선 연결에 의해 제어 유닛(23) 및 위치 설정 시스템(13)과 연결되어야 한다. 상기 연결은 당업자에게는 자명하며 본 명세서에서는 상세히 설명하지 않는다.
표시 유닛(24)은, 출력 샤프트(14)의 출력 단부(15)의 위치가 상기 출력 단부(15)의 미리 정해진 위치와 일치하지 못하면 작업자 또는 자동화된 시스템에 경고하도록 배열된다. 상기 표시 유닛(24)은, 파워 렌치 하우징(11)에 위치하거나 파워렌치 하우징으로부터 떨어져 위치한다. 상기 표시 유닛(24)은 작업자 또는 자동화 된 시스템에 경고하여 적절한 작업이 취해질 수 있도록 한다. 따라서, 표시 유닛(24)은 조작자에 의해 인지될 수 있도록 배열된다. 또한, 본 발명의 특정 실시 예에서, 상기 표시 유닛(24)은 패스너의 조임과 같은 각각의 작업의 상태만을 기록(register)하고, 각각의 작동은 추적 가능하며 의심스러운 품질의 작동이 표시 될 수 있다. 상기 실시 예에서, 모든 작동은 품질에 관계없이 완료되며, 각 작동의 품질은 나중에 조치가 취해지도록 기록된다.
통상적으로, 파워 렌치(10)의 제어 유닛(23)은, 하우징(11)에 대한 출력 샤프트(14)의 연장 정도(E)가 미리 정해진 범위(Emin- Emax)내에 있을 때에만 특정 작동이 개시하도록 구성된다. 파워렌치의 상기 구성은, 패스너의 길이가 다양하고 패스너의 특정 길이가 특정 위치에서 있는 것으로 예상되는 경우에 유용하다. 현재 나사가 예상 길이와 일치하지 않는다는 신호를 가진 위치에 나사가 배열되면, 작업이 중단될 수 있다. 즉, 부정확한 길이의 나사가 잘못된 위치에서 조여지면 문제가 발생할 수 있다. 나사가 너무 짧으면 조인트가 완전히 조여지지 못하고 나사가 너무 길면 조인트의 뒤쪽에서 나사가 너무 멀리 돌출하여 조인트가 파괴될 수 있다.
종종 이동식 벨트(moving belt) 위에서 상당한 스트레스를 받으며 일하는 작업자의 수작업에 의해 나사가 제공되기 때문에, 부정확한 길이를 가진 나사들이 원하지 않는 위치들에 배열될 수 있다. 시간이 지남에 따라 몇 개의 나사가 잘못된 위치에 배열될 수 있다. 부정확한 길이를 가진 패스너가 발견될 때 및 조임 작업이 완료되기 전에 조임 작업이 중단되어 조인트가 손상되지 않게 하는 본 발명의 파워렌치에 의하면 상기 부정확한 위치설정에 따른 문제들이 방지될 수 있다.
위치 설정 시스템(13)은 패스너(16)에 대한 파워 렌치 하우징(11)의 위치에 관한 정보를 제공하도록 구성될 수 있다. 센서(17)를 이용하여 감시되는 상기 하우징(11)에 대한 출력 샤프트(14)의 연장 정도가 상기 정보에 추가되어 상기 출력 샤프트(14)의 출력 단부(15)의 정확한 축 방향 위치가 구해진다.
제어 유닛(23)은, 패스너(16)가 예상 위치에 도달할 때 상기 출력 샤프트(14)의 출력 단부(15)의 실제 위치를 비교하고 상기 실제 위치가 상기 예상 위치와 일치하지 않으면 공구의 작업자에게 경고하도록 구성된다.
제어 유닛은 출력 샤프트(14)의 연장 정도(E)를 감시하여 고정(fastening) 작업을 제어하고 상기 감시작업에 기초하여 출력 샤프트의 각속도를 조정한다.
즉, 조임 작업을 가능한 한 짧은 시간 동안 수행하기 위해, 조임 작업의 러닝 다운(running down) 과정 동안 높은 각속도를 유지하는 것이 바람직하다. 전달된 토크는 오버 슈트(overshot)될 수 있는 문제가 존재한다. 상기 문제는, 특히 토크가 증가하는 과정 동안 상기 패스너가 일회전(lap)의 일부분 예를 들어 30- 60°만 회전하고 조인트들을 강하게 조일 때 문제를 일으킨다. 이 경우, 증가된 토크에 응답하여 모터를 감속하기 시작하기에는 너무 늦게 되고, 목표 값(토크, 각도 등)은 오버슈트되기 쉽고, 불필요하고 불리한 인장력이 발생할 수 있다.
즉, 종래 기술에 의하면, 조임 작동은 전달된 토크 값의 피드백 및/또는 출력 샤프트의 각도 위치의 피드백에 의해 제어된다. 상기 설명과 같이 종래기술은 불충분 한데, 조임 작업의 바로 마지막 부분에서만 토크가 증가하고 감시되는 각 위치는 부정확할 수 있기 때문이다.
출력 샤프트(14)의 연장 정도(E)를 감시하면, 조임 작동의 진행상태를 보다 신뢰성 있게 표시할 수 있다. 공지된 패스너의 경우, 패스너의 런닝 다운(running down) 부분의 길이가 알려지고 그 결과 토크가 증가하기 시작하는 출력 샤프트(14)의 연장 위치(E)가 알려져서 상기 연장 위치 앞에서 각속도가 감소될 수 있다.
즉, 제어 유닛에 의해, 고정 작업의 제1 위상 동안 높은 각속도가 제공되고, 고정 작동이 출력 샤프트(14)의 연장 정도(E)를 감시하는 것에 기초하여 설정된 목표 값에 근접함에 따라 각속도가 감소되는 것이 보장된다.
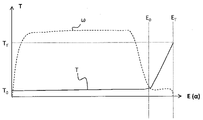
도 3을 참고할 때, 토크(T)는 출력 샤프트(14)의 연장 정도(E) 및 패스너의 각위치(α)의 함수로서 도시된다. 상기 출력 샤프트(14)의 연장 정도(E)는 패스너의 나사 산이 조인트의 나사 산과 결합되는 부분에 대하여 패스너의 각 위치(α) 및 패스너의 런닝 다운(rundown)에 비례하는 것으로 정의된다. 상기 패스너가 조인트와 결합하지 않고 회전하면, 출력 샤프트(14)의 연장 정도(E)가 발생되지 않는다. 본 발명에 따른 상기 구성에 의하면, 발생되지 않는 회전(non productive rotation)운동이 감지될 수 있고, 특히 패스너의 위치를 감지하기 위해 상기 출력 샤프트의 연장 정도가 감시되면 충분하다.
런닝 다운의 초기 단계 동안 토크(T)는 매우 작고 초기 토크(T0)로 일정하다. 초기 단계가 종료될 때, 패스너는 토크가 증가하기 시작하는 위치에 도달한다. 상기 위치에서 출력 샤프트(14)는 연장 정도(E0)에 도달한다. 상기 위치 이후에 상기 패스너와 공작물 사이의 조인트에서 증가함에 따라 토크(T)는 목표 토크(TT)를 향해 증가하기 시작한다.
본 발명의 목적은, 조임 작업 동안 목표 토크(TT)를 오버 슈트(overshoot)하지 않고 가능한 한 오랜동안 출력 샤프트의 높은 각속도(ω)를 유지하는 것이다. 전형적으로, 상기 각 속도(ω)는 런닝 다운 과정의 대부분에 걸쳐서 가능한 높게 유지되어야 한다.
출력 샤프트의 연장 정도(E)를 감시하면, 대부분의 런닝 다운 과정동안 각속도(ω)를 유지할 수 있고 목표 토크(TT)에 도달하기 전에 각속도(ω)를 감소시킬 수 있다. 이를 위해 전형적으로 토크가 증가하기 시작하는 연장 정도(E0) 이전에 각속도(ω)가 감소되기 시작한다.
본 발명의 특징에 따르면, 본 발명은 조임 작동시 발생하는 출력 샤프트의 연장 크기의 차이가 패스너의 축 방향 이동거리와 일치한다는 사실에 기초한다. 그러나, 어떤 경우에서, 조여지고 있는 패스너의 운동을 추종하기 위해, 조임 작업 동안 파워 렌치(10)가 이동한다. 이 경우, 패스너의 축 방향 이동거리를 계산하기 위해, 파워 렌치(10)의 모든 운동에 대해 출력 샤프트의 출력 단부의 연장 크기(E)가 보상되어야 한다. 따라서, 출력 샤프트(14)의 출력 단부(15)와 패스너(16) 사이에서 정확한 접촉이 형성되는 위치로부터 출력 샤프트의 출력 단부(15)의 현재 위치까지 패스너의 상기 이동 경로가 예측된다.
다시 말해, 패스너(16)와 공작물(26)에 대한 파워 렌치(10)의 위치는, 출력 샤프트(14)의 출력 단부(15)의 실제 위치를 감시하여 감시된다. 이를 위해, 파워 렌치의 위치 및 출력 샤프트(14)의 연장 크기(E)가 감시된다. 또한, 패스너(16)가 완전히 조여지는 공지 위치가 출력 단부(15)의 기록된 위치(registered position)와 추가로 비교된다. 이 경우, 조임 작업의 목표 위치와 근접하지만 상기 조임 작업이 목표 토크를 오버슈팅하지 않고 종료할 수 있도록 충분히 떨어진 위치에 해당하는 출력 샤프트(14)의 출력 단부(15)의 특정 위치에서 각속도를 감소시키도록 제어 유닛이 구성될 수 있다.
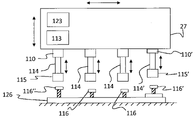
도 4를 참고할 때, 본 발명의 전형적인 실시 예가 도시된다. 상기 실시예에서, 복수의 렌치(110,110')가 개별 다단접힘식 출력 샤프트(114,114')를 가진 공통 구조체(27) 상에 배열된다. 상기 공통 구조체(27)가 조여져야 하는 복수의 패스너(116,116)를 가진 공작물(126)을 향해 하강하거나 공작물이 상기 공통 구조체(27)를 향해 상승된다. 상기 렌치(110,110')들은 개별적으로 작동되거나 모두 한 번에 작동된다. 위치 설정 시스템(113)과 제어 유닛(123)은, 각각의 출력 샤프트(114,114')의 출력 단부(115, 115')의 위치를 감시하도록 배열될 수 있다. 상기 개별 파워 렌치(110, 110')는 도 1 및 도 2를 참고하여 설명된 파워 렌치(10)와 동일한 기능을 가지며 복수의 파워 렌치 및 패스너를 이용하는 조임 작동 시 개별적으로 제어될 수 있다.
도시된 실시 예에서, 도 4의 우측에 도시된 파워 렌치(110')는 패스너(116')를 위해 개별적으로 이용되고 상기 패스너(116')는 나머지 패스너(116)들과 서로 다른 높이에 위치한다. 상기 파워 렌치(110')의 개별적인 적응에 의해 출력 단부(115')는 다른 출력 샤프트(114)와 해당 패스너(116) 사이의 상호 위치에 대응하는 패스너(116')의 초기 위치를 가져서, 각 패스너를 위해 유사한 스팬(span)의 유연성이 제공된다. 도 4의 좌측에 도시된 패스너(116")는 다른 패스너들 보다 다소 길다. 이것은 의도적일 수도 있고 아닐 수도 있으며, 출력 샤프트(114)의 스팬은 모든 형태의 조인트에 대해 충분하도록 배열될 수 있다. 본 발명에 따르면, 위치 설정 시스템은, 출력 샤프트(114)의 연장 정도를 감시하여 출력 단부(115)가 패스너(116")에 도달할 때를 인식하고, 패스너(116")가 정확한 길이를 가지지 않는 것을 나타내는 위치에 상기 패스너(116")가 도달하면 작업자 또는 자동 시스템에게 경고한다.
상기 설명에서 본 발명은 특정 실시 예를 참고하여 설명되었다. 그러나, 본 발명은 상기 실시 예로 한정되지 않는다. 당업자는, 본 발명이 하기 청구범위에 의해 한정되는 보호범위내에서 다른 실시예들을 포함하는 것을 이해한다.
10......파워 렌치,
11......하우징,
12......모터,
14......출력 샤프트,
25......탄성 부재,
17......센서.
11......하우징,
12......모터,
14......출력 샤프트,
25......탄성 부재,
17......센서.
Claims (13)
- 위치를 재설정할 수 있는 파워 렌치(10)로서, 상기 파워 렌치는:
하우징(11),
상기 하우징(11) 내에 배열된 모터(12) 및
상기 모터와 회전운동하도록 연결된 출력 샤프트(14)를 포함하고, 상기 출력 샤프트(14)는 하우징(11)에 대해 다단접힘식으로 배열되어 출력 샤프트(14)가 최대 연장 위치(Emax) 및 최대 압축 위치 사이에서 하우징(11)에 대해 축 방향으로 이동할 수 있고, 출력 샤프트(14)를 상기 최대 연장 위치(Emax)를 향해 가압하는 탄성 부재(25)를 포함하며, 상기 파워 렌치(10)는 하우징(11)의 위치를 감시하기 위해 배열된 위치 설정 시스템(13)을 추가로 포함하거나 위치 설정 시스템(13)에 연결되고,
출력 샤프트(14)는 패스너와 상호작용하도록 배열된 출력 단부(15)를 포함하며, 하우징(11)에 대해 출력 샤프트(14)의 연장 크기(E)를 연속적으로 감시하기 위해 센서(17)가 배열되어,
출력 샤프트(14)의 출력 단부(15)의 정확한 위치는, 위치 설정 시스템(13)에 의해 감시되는 하우징(11)의 위치 및 센서(17)에 의해 감시되는 연장 크기(E)에 기초하여 결정될 수 있으며,
위치 설정 시스템(13)은 하우징(11)의 현재 위치를 연속적으로 감시하도록 배열되어 출력 샤프트(14)의 출력 단부(15)의 정확한 위치가 연속적으로 감시되는, 것을 특징으로 하는 파워 렌치.
- 제1항에 있어서, 상기 파워 렌치(10)는, 출력 샤프트(14)의 출력 단부(15)의 위치를 상기 출력 단부(15)의 미리 정해진 위치와 비교하는 제어유닛(23)을 추가로 포함하거나 연결되는 것을 특징으로 하는 파워 렌치.
- 제2항에 있어서, 상기 출력 샤프트(14)의 출력 단부(15)의 위치가 상기 출력 단부(15)의 미리 정해진 위치와 불일치하면 경고하는 표시 유닛(24)이 배열되는 것을 특징으로 하는 파워 렌치.
- 제2항 또는 제3항에 있어서, 상기 제어유닛(23)은, 상기 하우징(11)에 대한 출력 샤프트(14)의 연장 크기(E)가 미리 정해진 범위에 있을 때에만 특정 작동을 개시하도록 구성되는 것을 특징으로 하는 파워 렌치.
- 제4항에 있어서, 위치 설정 시스템(13)은 패스너(16)에 대한 하우징(11)의 위치에 관한 정보를 제공하도록 구성되고, 센서(17)에 의해 감시되는 하우징(11)에 대한 출력 샤프트(14)의 연장 크기가 상기 정보에 부가되어 패스너(16)에 대한 출력 샤프트(14)의 출력 단부(15)의 정확한 축 방향 위치가 구해지는 것을 특징으로 하는 파워 렌치.
- 제5항에 있어서, 상기 제어 유닛(23)은, 패스너(16)가 예상위치에 도달할 때 상기 출력 샤프트(14)의 출력 단부(15)의 실제 위치를 비교하고 상기 출력 샤프트(14)의 출력 단부(15)의 실제 위치가 예상 위치와 불일치하면 파워 렌치(10)의 작업자에게 경고하는 것을 특징으로 하는 파워 렌치.
- 제2항 또는 제3항에 있어서, 상기 제어 유닛(23)은, 상기 출력 샤프트(14)의 연장 크기(E)를 감시하여 고정 작업을 감시하고 상기 감시에 기초하여 상기 출력 샤프트의 각속도를 제어하는 것을 특징으로 하는 파워 렌치.
- 제7항에 있어서, 상기 제어 유닛에 의해 상기 고정 작업의 제1 위상 동안 각속도(ω)가 제공되며 고정 작업이 설정 목표 값에 근접함에 따라 각속도(ω)가 감소되는 것을 특징으로 하는 파워 렌치.
- 제1항에 있어서, 모터(12)는 스플라인을 통해 출력 샤프트(14)에 연결된 모터 샤프트를 구동하고, 탄성 부재(25)는 출력 샤프트(14)를 모터 샤프트에 대한 최대 연장 위치를 향해 가압하도록 배열되는 것을 특징으로 하는 파워 렌치.
- 제1항에 있어서, 센서(17)는 홀 센서, 유도(inductive)형 센서 또는 용량(capacitive)형 센서인 것을 특징으로 하는 파워 렌치.
- 제2항을 따르는 파워 렌치, 상기 파워 렌치(10)의 위치를 감시하도록 배열된 위치 설정 시스템 및 상기 출력 샤프트(14)의 출력 단부(15)의 위치를 상기 출력 단부(15)의 미리 정해진 위치와 비교하는 제어 유닛(23)을 포함하는 것을 특징으로 하는 파워 렌치 시스템.
- 제11항에 있어서, 공통 구조체(27)상에 배열된 복수의 파워 렌치(110)를 포함하고, 상기 제어 유닛(23)은 각 파워 렌치(110)의 출력 샤프트(14)의 출력 단부(15)의 위치를 각 출력 단부(15)의 미리 정해진 위치와 비교하는 것을 특징으로 하는 파워 렌치 시스템.
- 제1항에 따른 위치를 재설정할 수 있는 파워 렌치(10)의 다단접힘식 출력 샤프트의 출력 단부의 위치를 감시하기 위한 방법에 있어서, 상기 방법은:
파워 렌치(10)의 하우징(11)의 위치를 연속적으로 감시하는 단계,
파워 렌치(10)의 하우징(11)에 대해 출력 샤프트의 연장 크기(E)를 감시하는 단계, 및
하우징(11)의 감시된 위치 및 하우징(11)에 대한 출력 샤프트의 감시된 연장 크기(E)에 기초하여 출력 샤프트의 출력 단부의 위치를 연속적으로 결정하는 단계를 포함하는, 것을 특징으로 하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1451504A SE538301C2 (sv) | 2014-12-10 | 2014-12-10 | Power tool with position control |
| SE1451504-3 | 2014-12-10 | ||
| PCT/EP2015/068284 WO2016091404A1 (en) | 2014-12-10 | 2015-08-07 | Power tool with position control |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170093233A KR20170093233A (ko) | 2017-08-14 |
| KR102410274B1 true KR102410274B1 (ko) | 2022-06-16 |
Family
ID=53836577
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177018988A KR102410274B1 (ko) | 2014-12-10 | 2015-08-07 | 위치 제어기능을 가진 파워 공구 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11097386B2 (ko) |
| EP (1) | EP3230009B1 (ko) |
| JP (1) | JP6793121B2 (ko) |
| KR (1) | KR102410274B1 (ko) |
| CN (1) | CN107000179B (ko) |
| SE (1) | SE538301C2 (ko) |
| WO (1) | WO2016091404A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7157548B2 (ja) * | 2018-04-21 | 2022-10-20 | 日東精工株式会社 | ねじ締めロボット |
| CN110303448A (zh) * | 2019-07-18 | 2019-10-08 | 中铁十八局集团有限公司 | 一种具有定位和记忆功能的可辅助安装扭矩扳手系统 |
| TWI788040B (zh) * | 2020-10-06 | 2022-12-21 | 湛積股份有限公司 | 智慧手持工具 |
| KR20220081011A (ko) * | 2020-12-08 | 2022-06-15 | (주)볼팅마스타 | 토크렌치 제어시스템 |
| US11850691B2 (en) * | 2021-09-08 | 2023-12-26 | Honda Motor Co., Ltd | Fastening system and fastening method |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005121132A (ja) * | 2003-10-16 | 2005-05-12 | Tohnichi Mfg Co Ltd | 締結部材の締付け管理システム |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE791093A (fr) * | 1971-12-30 | 1973-03-01 | Gardner Denver Co | Variateur automatique de vitesse d'outil |
| JPH0445787Y2 (ko) * | 1984-09-28 | 1992-10-28 | ||
| DE3620137A1 (de) | 1986-06-14 | 1987-12-17 | Raimund Wilhelm | Schraubmaschine und verfahren zu ihrem betrieb |
| JP2675351B2 (ja) * | 1988-09-20 | 1997-11-12 | マツダ株式会社 | 締結部材の締付装置 |
| JPH06304826A (ja) * | 1993-04-26 | 1994-11-01 | Nikko Eng Kk | 自動ねじ締め機 |
| JPH07223130A (ja) * | 1994-02-08 | 1995-08-22 | Nippondenso Co Ltd | ねじ締め装置 |
| JP3280522B2 (ja) * | 1994-07-26 | 2002-05-13 | 松下電工株式会社 | トリマ調整方法及びその装置 |
| US6571179B2 (en) | 2001-08-24 | 2003-05-27 | Xerox Corporation | Intelligent power tool |
| SE0802355L (sv) * | 2008-11-07 | 2010-02-09 | Atlas Copco Tools Ab | Metod och anordning för positionslåsning av mutterdragare för korrigering av oacceptabla resultat vid skruvförbandsåtdragning |
| CN101941192B (zh) * | 2009-07-10 | 2012-11-21 | 苏州宝时得电动工具有限公司 | 电动工具 |
| JP5745321B2 (ja) | 2011-04-15 | 2015-07-08 | 日東精工株式会社 | 自動ねじ締め装置 |
| JP5807750B2 (ja) * | 2012-01-05 | 2015-11-10 | トヨタ自動車株式会社 | 締付装置及び締付方法 |
| CN103386665B (zh) * | 2012-05-07 | 2015-07-01 | 苏州宝时得电动工具有限公司 | 电动工具的控制方法及执行该控制方法的电动工具 |
| JP5741617B2 (ja) * | 2013-03-19 | 2015-07-01 | 株式会社安川電機 | ロボット装置 |
-
2014
- 2014-12-10 SE SE1451504A patent/SE538301C2/sv unknown
-
2015
- 2015-08-07 EP EP15750374.9A patent/EP3230009B1/en active Active
- 2015-08-07 WO PCT/EP2015/068284 patent/WO2016091404A1/en active Application Filing
- 2015-08-07 JP JP2017531280A patent/JP6793121B2/ja active Active
- 2015-08-07 CN CN201580066488.0A patent/CN107000179B/zh active Active
- 2015-08-07 US US15/535,037 patent/US11097386B2/en active Active
- 2015-08-07 KR KR1020177018988A patent/KR102410274B1/ko active IP Right Grant
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005121132A (ja) * | 2003-10-16 | 2005-05-12 | Tohnichi Mfg Co Ltd | 締結部材の締付け管理システム |
Also Published As
| Publication number | Publication date |
|---|---|
| US11097386B2 (en) | 2021-08-24 |
| US20170326695A1 (en) | 2017-11-16 |
| SE1451504A1 (sv) | 2016-05-03 |
| WO2016091404A1 (en) | 2016-06-16 |
| EP3230009B1 (en) | 2019-01-09 |
| CN107000179B (zh) | 2019-09-24 |
| JP2017538592A (ja) | 2017-12-28 |
| JP6793121B2 (ja) | 2020-12-02 |
| CN107000179A (zh) | 2017-08-01 |
| EP3230009A1 (en) | 2017-10-18 |
| KR20170093233A (ko) | 2017-08-14 |
| SE538301C2 (sv) | 2016-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102410274B1 (ko) | 위치 제어기능을 가진 파워 공구 | |
| JP5565550B2 (ja) | 自動ねじ締め装置とその制御方法 | |
| US11904483B2 (en) | Work robot system | |
| US9481092B2 (en) | Gear gripping device and method for gripping a gear | |
| JP5745321B2 (ja) | 自動ねじ締め装置 | |
| JP5824354B2 (ja) | 自動ねじ締め装置 | |
| JP5711550B2 (ja) | 自動ねじ締め機 | |
| JP5775480B2 (ja) | ネジ締付方法及びネジ締付装置 | |
| JP6146154B2 (ja) | ボルト締結方法及びボルト締結装置 | |
| JP6154689B2 (ja) | 自動ねじ締め機 | |
| JP5837769B2 (ja) | 自動ねじ締め装置 | |
| JP2019188503A (ja) | ねじ締めロボット | |
| CN109311143B (zh) | 电脉冲工具 | |
| JP4924823B2 (ja) | ボルト又はナットの緩め方法及び装置 | |
| US20190302728A1 (en) | Motor control device | |
| JP2008126320A (ja) | ナット締め方法および組立て体の製造装置 | |
| GB2579762A (en) | Device and method for integrating hole drilling and interference-fit bolt insertion | |
| KR100594795B1 (ko) | 볼트체결방법 | |
| JP6527405B2 (ja) | ねじ締め装置 | |
| CN115229480A (zh) | 用于自动执行拧紧工艺的拧紧装置 | |
| JP2010201537A (ja) | ネジ締め不良監視方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |