KR100668094B1 - 파이프 커플링 제조 장치 - Google Patents
파이프 커플링 제조 장치 Download PDFInfo
- Publication number
- KR100668094B1 KR100668094B1 KR1020027007047A KR20027007047A KR100668094B1 KR 100668094 B1 KR100668094 B1 KR 100668094B1 KR 1020027007047 A KR1020027007047 A KR 1020027007047A KR 20027007047 A KR20027007047 A KR 20027007047A KR 100668094 B1 KR100668094 B1 KR 100668094B1
- Authority
- KR
- South Korea
- Prior art keywords
- ring
- pipe
- coupling sleeve
- same time
- crimp
- Prior art date
Links
- 230000008878 coupling Effects 0.000 title claims abstract description 148
- 238000010168 coupling process Methods 0.000 title claims abstract description 148
- 238000005859 coupling reaction Methods 0.000 title claims abstract description 148
- 238000003825 pressing Methods 0.000 claims abstract description 53
- 238000006073 displacement reaction Methods 0.000 claims abstract description 19
- 238000007493 shaping process Methods 0.000 claims abstract description 12
- 230000006835 compression Effects 0.000 claims description 16
- 238000007906 compression Methods 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 12
- 239000011324 bead Substances 0.000 claims description 10
- 238000003780 insertion Methods 0.000 claims description 7
- 230000037431 insertion Effects 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 230000008602 contraction Effects 0.000 claims description 3
- 230000000630 rising effect Effects 0.000 claims description 3
- 238000009826 distribution Methods 0.000 claims description 2
- 230000000295 complement effect Effects 0.000 claims 1
- 238000002788 crimping Methods 0.000 abstract description 13
- 238000000034 method Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000009417 prefabrication Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L13/00—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints
- F16L13/14—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints made by plastically deforming the material of the pipe, e.g. by flanging, rolling
- F16L13/141—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints made by plastically deforming the material of the pipe, e.g. by flanging, rolling by crimping or rolling from the outside
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/04—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of tubes with tubes; of tubes with rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L13/00—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints
- F16L13/14—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints made by plastically deforming the material of the pipe, e.g. by flanging, rolling
- F16L13/146—Non-disconnectible pipe-joints, e.g. soldered, adhesive or caulked joints made by plastically deforming the material of the pipe, e.g. by flanging, rolling by an axially moveable sleeve
Abstract
본 발명은 두 파이프 단부(4)에서 하나의 파이프 커플링(1)을 제조하기 위한 장치에 관한 것이다. 본 발명의 목적은 축방향으로 압력을 제공함으로써 연결될 파이프의 품질에 대한 요건과 관련하여 최대의 보편성을 보장하는 압력 밀봉식 파이프 연결부를 제공하는 것에 있다. 상기 장치는 하나의 부싱 모양의 회전 대칭형 베이스 바디(2)로 구성되는, 적어도 하나의 파이프 단부를 포함하는 압력 밀봉식 파이프 커플링을 제조하기 위한 장치이다. 동시에 상기 베이스 바디는 대체로 원통형이며, 톱니 부재들(6, 7)이 장치되는, 파이프 단부를 수용하기 위한 적어도 하나의 내부 체임버를 포함하고 있으며, 그리고 상기 톱니 부재는 베이스 바디의 외부 표면상에 작용하는 프레싱 장치(10)를 통해 상기 내부 체임버에 의해 수용되는 파이프 단부의 표면 내로 반경방향으로 변위된다. 하나의 압착 링(11)과 이에 대해 동축상에 배치되는 한 쌍의 성형 링들(12, 13)로 구성되는 프레싱 장치(10)는, 최종적으로 변위 잠재성이 반경방향 변위의 형태로 실현되며, 그로 인해 실제적으로 압착력이 감소되는 점을 보장한다.
Description
본 발명은 2개의 파이프 단부의 파이프 커플링을 제조하기 위한 장치, 특히 파이프 단부를 둘러싸는 하나의 베이스 바디와 이 베이스 바디를 둘러싸는 하나의 프레싱 수단으로 구성되며, 동시에 프레싱 수단을 축방향으로 변위시킴으로써 베이스 바디가 파이프의 표면 내에 압착되는 파이프 커플링을 제조하기 위한 장치에 관한 것이다.
상기의 원리를 이용하는 파이프 연결부는 US-PS 3,827,727; US-PS 3,893,720; US-PS 4,026,006; US-PS 4,061,367; US-PS 4,482,174; US-PS 5,110,163으로부터 공지되어 있다.
상기의 파이프 연결부의 단점은, 이러한 파이프 연결부가 사용 시에 파이프 지름의 크기, 연결될 파이프에 대한 품질 요건 및 매체의 압력의 크기와 관련하여 그 기능에 있어서 제한된다는 점에 있다. 그 외에도 상기 파이프 커플링 내에 형성되는 변위 잠재성의 구조상의 형상은 압력 밀봉식 연결을 달성하기 위해 강제적으로 필요한 의도되는 반경방향 재료 변위와 더불어 압력 밀봉식 연결에 기여하지 않는 축방향 재료 변위를 야기하며, 더욱이 압착력이 반경방향 재료 변위를 위해 필요한 정도를 초과하는 방식으로, 외부로부터 제공되는 압착력에 영향을 미친다. 그로 인해 처음부터 프레싱 공구 뿐 아니라 파이프 커플링의 개별 부재들의 초과 치수화를 야기한다.
본 발명의 목적은 축방향으로 압력을 공급함으로써 연결될 파이프의 품질에 대한 요건과 관련하여 최대의 보편성을 보장하는 압력 밀봉식 파이프 연결부를 제공하는 것에 기초한다.
본 발명의 추가의 목적은 보통 상용되는 파이프, 예컨대 용접된 파이프 및 이 파이프로 허용되는 허용오차를 이용함으로써 기계적 특성 및 길이와 결부된 치수와 관련하여 상이한 재료로부터 고압 영역 내에서도 또한 밀봉되는 연결부를 제조하는 것에 있다.
또한 본 발명의 목적은 프레싱 부재의 축방향 압착을 위해 필요한 힘과 그로 인해 삽입 깊이가 최대인 경우 파이프 표면 내 삽입을 위해 제공되어질 힘을 최소화하는 것에 있다.
상기의 목적은 주요 청구항의 특징들에 따르는 장치에 의해 해결된다.
적어도 하나의 파이프 단부를 구비한 압력 밀봉식 파이프 커플링을 제조하기 위한 장치는 하나의 부싱 모양의 회전 대칭형 베이스 바디로 구성되며 동시에 상기 베이스 바디는, 대체로 원통형이면서 톱니 부재들이 장치되어 있는, 파이프 단부를 수용하기 위한 적어도 하나의 내부 체임버를 포함하고 있으며, 그리고 상기 톱니 부재들은 베이스 바디의 외부 표면에 작용하는 프레싱 장치를 통해 상기 내부 체임버에 의해 수용되는 파이프 단부의 표면 내로 반경방향으로 변위된다.
베이스 바디는 대체로 균일한 벽 두께를 구비한 하나의 중공 원통형 커플링 슬리브로 구성되며, 동시에 상기 커플링 슬리브의 내부 측면에는 상하 이격되어 있으며, 커플링 슬리브의 내부 직경에 반하여 재 세팅되고, 반경방향으로 순환하는 2개의 톱니부가 배치되어 있다. 커플링 슬리브의 외부 측면에는 반경방향으로 순환하며, 각각의 톱니부의 반대편에 위치하는 톱니부의 폭에 상응하는 폭의 평평한 고정 특성부재가 형성되어 있다.
커플링 슬리브를 통해 동심으로 변위 가능한 압착 링(pressing ring)은 거의 커플링 슬리브의 길이에 걸쳐 이 커플링 슬리브와 겹쳐지도록 하기 위해 제공되어 있으며, 동시에 상기 압착 링은 자신의 내부 측면에 있어서 반경방향으로 순환하며 고정 특성부재와 연관되는 돌출부들을 포함하며, 자신의 외부 측면에서는 압착 링의 각각의 단부에서부터 그 중심의 방향으로 상승하는 원추형의 확장부를 포함한다.
압착 링의 각각의 측면에서는 이 압착 링을 동심으로 둘러싸는 하나의 성형 링이 끼워 맞춤 고정되어 있으며, 동시에 모든 성형 링은 자신의 내부 측면에 있어서 상기 압착 링의 원추형 확장부에 상응하는 하나의 원추형 확장부를 포함하며, 그럼으로써 이격된 시작위치에서부터 거의 이격이 없는 최종 위치 내로 서로에 대해 성형 링들을 축방향으로 변위 시키는 동안 돌출부들과 이 돌출부들과 연관되는 고정 특성부재를 통해 커플링 슬리브에 의해 수용되는 파이프의 표면 내로 톱니부의 반경방향 변위가 이루어진다.
본 발명의 추가의 특징들은 종속항들 내에 제시되어 있다.
본 발명은 실시예에 따라서 보다 상세하게 설명된다.
도 1은 양쪽에 설계된 본 발명에 따른 파이프 커플링을 절결한 종단면도로서, 동시에 대칭축 A-A의 좌측에는 사전 압착된 파이프 커플링의 반쪽부를, 그리고 대칭축 A-A의 우측에는 압착된 반쪽부를 도시하고 있으며;
도 2는 지지 슬리브가 삽입된 상태의 도 1에 따르는 파이프 커플링을 절결한 종단면도이며;
도 3은 반대편에 위치하는 성형 링들이 나사들에 의해 서로에 대해 변위되는, 도 1에 따르는 파이프 커플링의 상부 반쪽부를 절결한 종단면도이며;
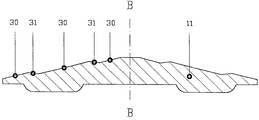
도 4는 표면이 계단식 원추형으로 설계된 압착 링의 상부 반쪽부를 절결한 종단면도이며;
도 5는 슬롯에 의해 분할된 압착 링에 대한 2가지 도이며;
도 6은 파이프 연결부에 관한 또 다른 실시예의 상부 반쪽부를 절결한 종단면도이며;
도 7은 또 다른 실시예로 양쪽에 설계된 본 발명에 따르는 파이프 커플링을 절결한 종단면도이며;
도 8은 압착 링이 분리되어 있는, 도 7에 따르는 파이프 커플링을 절결한 종단면도이며;
도 9는 추가의 실시예로 본 발명에 따른 파이프 커플링을 절결한 종단면도이다.
도 1은 양쪽에 설계된 본 발명에 따르는 파이프 커플링(1)을 절결한 종단면도를 도시하고 있으며, 동시에 대칭축(A-A)의 좌측에는 파이프 커플링(1)의 사전 압착된 반쪽부가 그리고 대칭축(A-A)의 우측에는 상기 파이프 커플링(1)의 압착된 반쪽부가 도시되어 있다.
상기 파이프 커플링(1)은 축방향으로 반대편에 위치하는 입구 단부들(3)을 구비한 하나의 중공 원통형 커플링 슬리브(2)로 구성된다. 상기 입구 단부들 내로는 연결될 파이프(4)의 단부들이 삽입된다. 축(A-A)과 관련하여 파이프 커플링(1)은 대칭이 되는 방식으로 구성되어 있는데, 다시 말해 다음에서 기술되는 커플링 부재와 작용 관계는 항상 커플링 슬리브(2)의 반쪽부에 관계한다. 동일한 직경을 가지는 2개의 파이프들(4)이 서로에 대해 압력 밀봉식으로 연결된다고 하는 본 실시예에 있어서 커플링 슬리브(2)의 한 반쪽부 상에 있는 커플링 부재의 구조상 형태는 축(A-A)에 대한 또 다른 반쪽부의 구조상 형태와 대칭이다. 그러므로 이러한 점에 있어서 파이프 커플링(1)의 구조 및 작용방식은 한 페이지에서만 기술된다.
커플링 슬리브(2)는 일반적으로 파이프(4)의 공장과 동일한 공장으로부터 제조된다.
커플링 슬리브(2)는 중공 원통형이며, 그 벽두께는 커플링 슬리브(2)의 길이에 걸쳐 대체로 일정하며 그리고 파이프(4) 및 이 파이프의 외경 및 이 파이프의 벽 두께에 비례한다.
커플링 슬리브(2)의 내부 측면은 반경방향으로 순환하는 톱니부를 포함하 며, 동시에 하나의 톱니부(6)는 커플링 슬리브(2)의 입구 단부(3) 근처에 그리고 제 2 톱니부(7)는 축(A-A)의 방향으로 상기 제 1 톱니부(6)에 대해 이격되어 배치되어 있다. 상기 톱니부(6, 7)는 본 실시예에 있어서 서로 인접하여 위치하는 3개의 톱니로 구성되어 있으며, 이 톱니들은 커플링 슬리브(2)의 내경에 반하여, 톱니 첨단(tooth tip)의 영역에서 측정되는 지름이 커플링 슬리브(2)의 내경과 동일하거나 혹은 그 보다 큰 방식으로 재 세팅되어 있다. 그럼으로써 파이프(4)를 커플링 슬리브(2)의 내부 체임버 내에 삽입할 시에 톱니 첨단이 손상을 입게되는 점이 회피된다.
톱니부들(6, 7)의 톱니 첨단들은 각각의 적용예에 따라서 상이하게 설계되어 있을 수 있다. 그러므로 파이프(4)의 표면 내에 톱니부들(6, 7)의 삽입 특성에 영향을 주기 위해 톱니 첨단을 평평하게 혹은 원형으로 만드는 점도 생각해 볼 수 있다.
커플링 슬리브(2)의 외부 측면 상에는 반경방향으로 순환하며, 각각의 톱니부들(6, 7)의 반대편에 위치한 평평한 그루브(8, 9)로서 나타나는 고정 특성부재가 제공되어 있다. 상기 그루브(8, 9)의 기능에 대해서는 차후 관계성에서 다루어진다.
특수한 적용예에 있어서 커플링 슬리브(2)는 대칭축(A-A)의 영역 내에서, 다시 말해 파이프(4)의 단부들이 커플링 위치 내에 서로 반대편에 위치하는 방식으로 위치하는 영역 내에서 하나의 내부의 오프셋 수축부와 더불어 설계되어 있을 수 있으며, 상기 수축부는 삽입되는 파이프(4)의 삽입 깊이를 제한하는 기능을 한다. 만약 본 실시예에서와 같이 커플링 슬리브(2)의 내부가 수축되어 있지 않다면, 상기 커플링 슬리브는 슬라이딩 슬리브로서 사용될 수 있다.
커플링 슬리브(2) 상에는 이와 동축상에 배치되는 프레싱 장치(10)가 위치하며, 상기 프레싱 장치는 하나의 압착 링(11), 2개의 성형 링(12, 13) 그리고 경우에 따라 하나의 커버링 슬리브(14)로 구성된다.
상기 압착 링(11)은 회전 대칭식 중공 원통형이며, 내부 측면에는 커플링 슬리브(2) 상에 고정하기 위한 고정 특성부재를 갖는다. 이러한 고정 특성부재는 반경방향으로 순환하는 돌출부들(15, 16)로서 나타나며, 상기 돌출부들은, 커플링 슬리브(2)의 외부 측면 상에 있는 그루브들(8, 9)과 연관되는 방식으로 설계되어 있다. 각각의 쌍의 그루브(8, 9)/돌출부(15, 16)를 통해 커플링 슬리브(2) 상에서의 압착 링(11)의 축방향 위치가 정의된다. 한편에서는 그루브 바닥의 지름과 다른 한편에서는 돌출부의 지름이, 두 컴포넌트 사이에 틈새 피트(clearance fit)를 통해 실현되며, 파이프 커플링(1)의 조립을 용이하게 하는 사전 압착 상태가 달성될 수 있도록 선택된다.
압착 링(11)의 상부 측면 상에 있어서 이 압착 링(11)의 단부들로부터 출발하는 원추형 확장부들(17, 18)이 위치하며, 상기 확장부들은 대칭축(B-B)까지 연속해서 평면의 형태로 상승하게 된다.
압착 링(11)의 각각의 원추형 확장부(17, 18)에는 하나의 성형 링(12, 13)이 끼워 맞춤 고정되어 있다. 상기 성형 링들(12, 13)은 회전 대칭식 중공 원통형이며, 자신의 내부 측면에서 대칭축(B-B)을 향해 있는 하나의 원추형 확장부(19, 20)를 포함한다. 이러한 성형 링(12, 13)의 원추형 확장부(19, 20)는 압착 링(11)의 해당하는 원추형 확장부(17, 18)와 연관되며, 두 컴포넌트들은 원추형 표면상에 접촉한다.
파이프 커플링(1)의 사전 압착된 상태에서 성형 링들(12, 13)은, 서로에 대해 반대편에 위치하는 성형 링들(12, 13) 사이에 압착 과정의 실행 시에 성형 링들(12, 13)의 축방향 이동을 상호 간에 허용할 수 있도록 치수화된 충분한 간격이 존재하는 점에 한해서, 압착 링(11)의 각각의 확장부(17, 18) 상에 활주하면서 이동된다.
각각의 성형 링(12, 13)의 상부 측면은 반경방향으로 순환하면서 이격되어 있는 한 쌍의 그루브들(21, 22)을 포함한다. 상기 그루브들은 리테이닝 부재로서 작용하는 하나의 커버링 슬리브(14)를 수용한다. 상기 커버링 슬리브(14)는 자신의 가장자리에 내부 방향으로 향해있는 에지들(14, 25)을 포함하며, 상기 에지들은 순환 그루브들(21, 22)과 맞물려진다. 이때 상기 에지들(24, 25)은 파이프 커플링(1)의 사전 압착된 상태에서는 각각 대칭축(B-B)에 가장 근접하여 위치하는 그루브(21)와 맞물리며, 반면 파이프 연결부(1)의 압착된 상태에서의 상기 에지들(24, 25)의 맞물림은 상기 그루브(21) 옆에 위치하는 그루브들(22)상에서 이루어진다.
상기 커버링 슬리브(14)는 사전 압착된 파이프 연결부(1)에 있어서 프레싱 장치(10)의 개별 부재들을 조립 가능한 상태로 결속시키는 기능을 실행한다.
파이프 연결부(1)가 압착된 상태에서 상기 커버링 슬리브(14)는 두 성형 링 들(12, 13)의 비의도적 풀림을 억제하며, 그 외에도 상기 성형 링들(12, 13) 사이에 위치하는 중간 체임버(26)의 오염을 방지하는 기능을 담당한다.
다음에서는 압력 밀봉식 파이프 커플링(1)의 제조 과정이 기술된다. 커플링 슬리브(2) 상에 하나의 압착 링(11), 한 쌍의 성형 링(12, 13) 그리고 커버링 슬리브(14)로 구성된 프레싱 장치가 올려진다. 이때 내부 방향으로 향하는 압착 링(11)의 돌출부들은 커플링 슬리브(2)의 외부 측면에 그에 상응하게 위치하는 그루브들(21, 22) 내로 맞물려 고정되며 그로 인해 상기 커플링 슬리브(2) 상에서의 프레싱 장치(10)의 위치를 정의하게 된다. 이러한 구조부재는 연결될 파이프(4)의 각각의 호칭 지름에 따라 사전 제조되어, 조립 위치에 공급될 수 있다. 조립 위치에서 연결될 파이프(4)의 단부들은 사전 지정된 길이로 커플링 슬리브(2) 내에 삽입된다. 공지되어 있으므로 기술되지 않는 적합한 공구를 이용하면서 한 쌍에 속하는 성형 링들(12, 13)은 서로에 대해 축방향으로 변위된다. 이때 상기 성형 링들(12, 13)은 이 성형 링(12, 13)과 압착 링(11) 사이의 원추형 표면을 걸쳐 활주하면서, 압착 링(11)의 재료를 반경방향으로 변위시킨다. 이러한 변위는 우선 압착 링(11)의 돌출부들(15, 16)을 통해 이루어지며 그리고 그루브들(8, 9) 반대편에 위치하는 톱니부들(6, 7) 상에 전달된다. 상기 톱니부들(6, 7)은 반경방향으로 삽입된 파이프(4)의 표면 내에 압착되면서 이러한 방식으로 커플링 슬리브(2)와 파이프(4) 사이의 압력 밀봉식 연결을 보장한다.
성형 링들(12, 13)과 압착 링(11)의 원추형 확장부들의 각도와 함께 축방향으로 활주할 시에 나아가는 거리를 통해 대개 제공되어질 축방향 힘과 연결될 파이 프(4) 내에 있어서 커플링 슬리브(2)의 순환 톱니부(6, 7)의 삽입 깊이 그리고 고정력은 영향을 받을 수 있게 된다.
도 2에 있어서는 도 1 내에 기술된 파이프 연결부(1)와 동일한 사항이 도시되어 있다. 그 차이점은 파이프(4) 내로, 변위의 영역 내에서 파이프(4)의 표면 내로의 톱니부(6, 7)의 삽입을 지지하는 저항을 상기 파이프(4)에 제공하는 하나의 지지 슬리브(27)가 삽입된다는 것이다. 상기 지지 슬리브(27)는 자신의 외부 표면에 있어서 반경방향으로 순환하는 상승부를 포함하며, 상기 상승부는 파이프(4) 내에 지지 슬리브(27)를 삽입할 시에 그 허용오차를 보상한다.
도 3 내에 있어서는 나사(23)를 이용하여 성형 링들(12, 13) 상에 축방향 변위 힘을 제공하는 방법이 도시되어 있다. 상기 성형 링들(12, 13)은 분도원(32) 상에 축방향으로 배치되는 보어들을 포함하며, 동시에 성형 링(12) 내에 위치하는 보어는 관통 보어(28)로서 그리고 성형 링(13) 내에 있어서 축방향으로 반대편에 위치하는 보어는 스래드 보어(29)로서 설계되어 있다. 나사들(23)을 균일하게 조임으로써 성형 링들(12, 13)은 서로에 대해 원추형 표면상으로 변위된다.
도 4 내에 도시되어 있는 바와 같이, 성형 링(11)의 상부 측면은 대칭축(B-B)에 도달하기까지 계단식으로 설계되어 있을 수 있으며, 동시에 원추형으로 상승하면서 평면으로 형성된 단면(30) 다음에 언더컷 단면(31)(undercut section)이 이어지며, 상기 언더컷 단면은 원추형 수축부로서 설계되어 있다. 이러한 순서는 대칭축(B-B)에 도달하기까지 바람직하게는 4회 반복된다. 상기의 언더컷 단면(31)은 성형 링(12, 13)의 내부 측면을 상보적으로 설계할 시에 사전 압착된 상태 내지 압 착 완료된 상태에서 상호간의 활주를 억제한다.
도 5 내에 있어서는 부분 분할된 실시예로 압착 링(11)이 도시되어 있다. 압착 링(11)의 몸체는 반경방향으로 순환하는 돌출부들(15와 16) 상에 도달할 때까지 슬롯 형태로 이루어져 있다. 그럼으로써 프레싱 장치(10) 및 반경방향 변위의 특성이 균일하게 유지될 시에 필요한 축방향 압착력은 최소화된다. 슬롯(34)의 수와 폭은 압착 링(11)의 반경방향 수축부와 직접적인 관계성을 갖는다.
한 변형예에 있어서 압착 링(11)은 또한 몇몇의 호 모양의 세그먼트로 구성될 수 있다.
도 6 내에 도시되는 압착 링(11)과 커플링 슬리브(2) 사이의 고정 영역의 형태는 계속해서 수정될 수 있다. 그러므로 예를 들어 커플링 슬리브(2) 상에서 상기 고정 영역을 순환하는 방식으로 설계할 수도 있다. 순환식 환형 그루브들(33)은, 파이프 외경 허용오차가 상부의 한계 영역에 위치한다고 할 때 큰 허용오차 영역을 가지는 파이프들의 압착 시에 발생하는 커플링의 컴포넌트들 내에서 더욱 강해지는 압력에 대한 보상 영역의 역할을 한다.
실시예들 내에서 도시되는 압착 링(11)의 하부 측면의 형태들도 또한, 특허의 보호 범위으로부터 벗어나지 않고도 수정될 수 있다.
파이프 커플링에 대한 추가의 실시예가 기술된다. 상기 파이프 커플링(101)은 도 7에 따라서 축방향으로 반대편에 위치하는 입구 단부들(103)을 구비한 하나의 중공 원통형 커플링 슬리브(102)로 구성되며, 상기 입구 단부들 내로는 연결될 파이프(104)의 단부들이 대칭축(C-C)에 도달할 때까지 삽입된다.
커플링 슬리브(102)의 내부 측면은 반경방향으로 순환하는 톱니부들을 포함하며, 동시에 하나의 톱니부(106)는 커플링 슬리브(102)의 입구 단부(103) 근처에 그리고 제 2 톱니부(107)는 축(C-C)의 방향으로 상기 제 1 톱니부(106)에 대해 이격되어 삽입된 파이프 단부 근처에 배치된다. 파이프(104)의 단부들은, 각각의 파이프 단부에 톱니부(106) 뿐 아니라 톱니부(107)가 끼워 맞춤 고정되어 있도록, 커플링 슬리브(102) 내에 위치 결정된다.
커플링 슬리브(102) 상에는 이와 동축상에 배치되는 프레싱 장치(110)가 위치한다. 상기 프레싱 장치는 압착 링(111), 2개의 성형 링들(112, 113)로 구성된다.
상기 압착 링(111)은 커플링 슬리브(102)에 대해 대체로 길이가 동일한 회전 대칭식 중공 원통형이다. 압착 링(111)과 커플링 슬리브(102)는 자신들의 단부에서 축방향으로 작용하는 고정 특성부재를 가지며, 상기 고정 특성부재는 커플링 슬리브(102)에서는 평평한 순환 비드(121)(bead)로서 그리고 압착 링(111)에서는 상기 비드(121)와 연관되는 평평한 그루브(122)로서 제공된다. 이러한 고정 특성부재들은 커플링 슬리브(102) 상에서의 압착 링(111)의 위치를 정의하며, 사전 압착된 상태에서 한편에서는 커플링 슬리브와 다른 한편에서는 압착 링 사이의 형태 고정 방식의 연결을 보장한다. 이러한 구조 부재의 몇몇 부재들의 결속을 통해 파이프 커플링의 높은 사전 제조 공정도가 달성된다.
압착 링(111)의 상부 측면 상에는 압착 링(111)의 단부들로부터 개시되는 원추형 확장부들(117, 118)이 위치하며, 이러한 확장부들은 대칭축(C-C)에 도달할 때까지 연속해서 평면의 모양으로 상승한다.
압착 링(111)의 각각의 원추형 확장부(117, 118)에는 하나의 성형 링(112, 113)이 끼워 맞춤 고정되어 있다. 상기 성형 링들(112, 113)은 회전 대칭식 중공 원통형으로서 제공되며, 자신의 내부 측면에 있어서는 대칭축(C-C)으로 향해 있는 원추형 확장부(119, 120)를 포함한다. 이러한 성형 링들(112, 113)의 원추형 확장부들(119, 120)은 압착 링(111)의 해당 원추형 확장부들(117, 118)과 연관되며, 두 컴포넌트들은 원추형 표면상에 접촉하게 된다.
파이프 커플링(101)이 사전 압착된 상태에서는 상기 성형 링들(112, 113)은, 서로에 대해 반대편에 위치하는 성형 링들(112, 113) 사이에서 압착 과정을 실행할 시에 성형 링들(112, 113)의 상호간 축방향 이동이 허용될 수 있도록 치수화된 충분한 간격이 존재하는 점에 한해서 압착 링(111)의 각각의 확장부(117, 118) 상에 활주 이동된다.
다음에서는 압력 밀봉식 파이프 커플링(101)의 제조 과정이 기술된다. 커플링 슬리브(102) 상에는 압착 링(111)과 한 쌍의 성형 링들(112, 113)로 구성된 하나의 프레싱 장치가 올려진다. 상기 구조 부재는 연결될 파이프(104)의 각각의 호칭 지름에 따라 사전 제조되며 조립 위치로 공급될 수 있다. 조립 위치에서 사전 지정된 길이를 가지는 연결될 파이프(104)의 단부들은 대칭축(C-C)에 도달할 때까지 커플링 슬리브(102) 내로 삽입된다. 공지되어 있으므로 기술되지 않은 적합한 공구를 이용하여 한 쌍에 속하는 성형 링들(112, 113)은 서로에 대해 축방향으로 변위된다. 이때 상기 성형 링들(112, 113)은 성형 링(112, 113)과 압착 링(111) 사이의 원추형 표면을 걸쳐 활주하면서 압착 링(11)의 재료를 반경방향으로 변위 시킨다. 이러한 변위는 우선 압착 링(111)의 돌출부들(115, 116)을 통해 이루어지며 그리고 돌출부들(115, 116) 반대편에 위치하는 톱니부들(106, 107) 상에 전달된다. 상기 톱니부들(106, 107)은 반경방향으로 삽입된 파이프(104)의 표면 내로 압착되면서 이러한 방식으로 커플링 슬리브(102)와 파이프(104) 사이의 압력 밀봉식 연결을 보장한다.
이러한 특별한 실시예에 있어서도 또한 압착 링(111)의 원추형 확장부들(117, 118)은 계단식으로 설계되어 있다. 다시 말해 압착 링(111)의 단부로부터 출발하여 원추형 확장부의 보다 큰 영역 다음으로 보다 작은 치수의 원추형 수축부가 이어진다. 이러한 계단식 형태는 전체 원추형 확장부(117, 118)에 걸쳐 대칭축에 도달할 때까지 반복된다. 그에 상응하게 성형 링들(112, 113)의 원추형 화장부들은 상보적으로 설계되어 있다.
이러한 반대편에 위치하는 표면들의 계단식 설계의 기능상 작용은 2가지 관점에서 중요한 의미를 갖는다. 사전 압착된 상태에서는 한편에서는 압착 링(111)과 다른 한편에서는 성형 링들(112, 113) 사이의 형태 고정된 맞물림이 구조 부재의 몇몇 부재들의 결속을 보장하며, 그로 인해 파이프 커플링의 높은 사전 제조 공정도를 보장하게 된다. 압착된 상태에서는 상기의 동일한 설계로 압착 링으로부터 성형 링의 후퇴 활주가 회피되는 점이 보장된다. 그로 인해 하중이 상이한 경우 파이프 연결부의 안전성은 증가된다.
도 8에 따르는 실시예에 있어서는 압착 링(111)이 자신의 반경방향 대칭축(D-D) 내에서 압착 링 섹션(111', 111")으로 구분된다. 상기 두 압착 링 섹션들(111', 111")은 하나의 축방향 중간 링(140)을 통해 상호 간에 연결된다. 이때 상기 중간 링(140)은, 압착 링 섹션들(111', 111")과 중간 링(140)으로 구성된 압착 링 유닛을 동일한 길이의 커플링 슬리브(102) 상에 활주시킬 수 있도록, 압착 링 섹션(111', 111")과 동일한 내경을 갖는다.
상기 중간 링(140)은 자신의 외부 측면에 있어서 이격되어 순환하는 2개의 플랜지(141', 141")를 포함하며 상기 플랜지들은 대칭축(D-D)을 향해 있는 각각의 압착 링 섹션(111', 111")의 전단부에 대한 정지부로서의 역할을 한다. 상기 중간 링(140)은 그 외에도 각각 상기 플랜지(141', 141")에서부터 외부 방향으로 향해있으면서 외부를 향해 반경방향으로 향하는 에지(142', 142")에서 끝나는 영역을 포함한다. 상기 에지(142', 142")에 끼워 맞춤 고정되는 압착 링 섹션(111', 111")의 단부는 내경에 반하여 확대된 지름을 가지는 한 영역을 포함하며, 상기 영역 내에는 상기 에지(142', 142")와 맞물려지는 하나의 그루브(143', 143")가 통합되어 있다. 이러한 맞물림은 두 압착 링 섹션들(111', 111")의 사전 조립 상태를 보장한다.
플랜지들(141', 141") 사이에 위치하는 체임버는 도시되지 않은 프레싱 공구를 수용하는 역할을 하며, 동시에 상기 프레싱 공구는 한편에서는 플랜지에 지지되고, 그리고 해당하는 성형 링의 외부 방향으로 향해 있는 전단면에 지지된다. 이러한 실시예의 장점은 프레싱 거리를 단축하는 것이며, 그로 인해 추가로 프레싱 공구를 최소화시키는 것이다.
본 발명은 추가의 실시예에 따라서 기술된다. 이 실례에서 장치는 일직선상에서 반대편에 위치하며 동일한 호칭 지름을 가지는 2개의 파이프 단부들을 압력 밀봉식으로 연결하는 역할을 한다. 도 9에 따라 설계된 파이프 커플링(201)은 장치의 한 측면 상에 제한되는데, 왜냐하면 상기 파이프 커플링은 축(A-A)에 대해 대칭하여 구성되어 있기 때문이다.
파이프 단부(204)는 한 측면으로부터 중공 원통형 커플링 슬리브(202) 내로 대략 상기 커플링 슬리브의 중심에 도달할 때까지 삽입된다. 커플링 슬리브(202)의 내부 영역에는 상기 파이프 단부(204)를 수용하는 단면 내에 있어서 상하로 이격되며, 커플링 슬리브(202)의 내경에 반하여 재 세팅되며 반경방향으로 순환하는 톱니들(206)이 제공되어 있다. 상기 톱니들은 파이프 단부(204)의 표면을 향해 있다.
상기의 커플링 슬리브(202)의 단면에 걸쳐 압착 링(211)이 활주 이동하게 된다. 상기 압착 링의 내경은 커플링 슬리브(202)의 외경보다 극미한 정도만 크다. 자신의 외부 측면에 있어서 압착 링(211)은 각각의 단부로부터 출발하여 압착 링(211)의 중심까지 상승하는 원추형 확장부(217, 218)를 갖는다.
압착 링(211)에는 각각의 측면에 동심으로 성형 링(212, 213)이 끼워 맞춤 고정되어 있다. 각각의 성형 링(212, 213)은 자신의 내부 측면에 있어서 원추형 확장부(219, 220)를 포함하며, 상기 확장부는 원추형 확장부(217, 218)에 상응한다. 도면 부호 (245)로 식별 표시되는 장치의 압착되지 않은 위치에서 성형 링들(212, 213)은 압착 링(211)의 각각의 단부 영역 상에서 활주 이동하며 동시에 원추형 확장부들(217/219, 218/220)은 상기 영역 내에 서로 인접하여 위치한다.
이러한 위치(245)로부터 상기 성형 링들(212, 213)은 도시되지 않은 공구를 이용하여 서로에 반하여 원추형 확장부를 통해 (246)으로 도시된 장치의 압착된 위치 내로 변위된다. 이때 압착 링(211)은 커플링 슬리브(202) 내로 반경방향으로 압착되며, 이러한 점은 다시금 파이프 단부(204)의 표면 내로 톱니들(206)의 반경방향 변위를 초래한다. 이러한 방식으로 풀림 불가능한 압력 밀봉식 파이프 커플링이 제공된다.
본 발명의 실질적인 특징은, 파이프 커플링을 콤팩트한 구조 부재로서 조립 위치에 제공하기 위해, 커플링 슬리브(202), 압착 링(211) 및 성형 링들(212, 213)과 같은 파이프 커플링의 몇몇 부재들을 사전에 조립한다는 점에 있다. 이를 위해서는 몇몇 부재들의 상하로 정의된 위치 결정을 용이하게 하는 수단들을 몇몇 부재들에 장치할 필요가 있다.
이러한 이유에서 커플링 슬리브(202)에는 파이프 단부(204)를 수용하는 단면의 외부 측면에 있어서 반경방향으로 순환하는 그루브(235)가 장치된다. 압착 링(211)은 자신의 내부 측면에 있어서 반경방향으로 순환하며, 상기 그루브들(235)과 연관되며, 비드로서 설계되는 고정 특성부재(236)을 포함한다. 두 부재들 간의 허용오차는, 커플링 슬리브(202) 상에 압착 링(212)을 활주 이동시킬 시에 손의 힘을 이용하여 비드(236)를 그루브(235) 내에 맞물려 고정시키며 그리고 두 부재의 위치를 사전 압착된 상태에서 상하로 고정시킬 수 있도록 형성된다.
유사한 방식으로 압착 링(211)은 자신의 외부 측면에 있어서 그리고 성형 링들(212, 213)은 자신들의 내부 측면에 있어서 상하로 위치 결정을 위한 그에 적합한 수단들을 장치하게 된다.
압착 링(211)에는 자신의 원추형 확장부(217, 218)에 있어서 각각 자신의 단부에 근접하여 하나의 고정 특성부재(237, 238)가 제공되며, 자신의 중심에 근접하여서는 하나의 추가의 고정 특성부재(239, 240)가 제공된다. 그리고 그에 해당하는 성형 링(212, 213)에는 내부 측면에 형성된 자신의 원추형 확장부(219, 229)에 있어서 압착 링(211)의 방향으로 향해있는 자신의 단부에 하나의 고정 특성부재(241, 242)가 그리고 압착 링(211)의 반대방향으로 향해있는 자신의 단부에 하나의 추가 고정 특성부재(243, 244)가 제공된다.
고정 특성부재들은 파이프 커플링(201)의 상태에 따라 상이한 방식으로 상호간에 연관된다. 파이프 커플링(201)이 압착되지 않은 상태에서는 압착 링(211) 상에 형성된 고정 특성부재들(237, 238)은 성형 링들(212, 213)의 고정 특성부재들(241, 242)과 연관된다. 그럼으로써 파이프 커플링(201)의 모든 부재들은 조립 위치에서 콤팩트 유닛으로 제공될 수 있는 하나의 기본 유닛으로 공장에서 조립된다.
파이프 커플링(201)의 압착 시에 압착 링(211)과 성형 링들(212, 213) 사이에 작용하는 고정 특성부재들의 맞물림은, 압착 링(211)의 고정 특성부재들(239와 240)이 한편에서는 성형 링(212, 213)의 고정 특성부재들(241, 242)과 상호 작용하며 그리고 압착 링(211)의 고정 특성부재들(237과 238)은 다른 한편에서 성형 링(212, 213)의 고정 특성부재들(243, 244)과 상호 작용하는 방식으로, 변경된다. 이러한 방식으로 성형 링들(212, 213)은 압착 후에 원추형 형상을 걸쳐 후퇴 활주하며 그로 인해 파이프 커플링(201)의 안전성이 손상되는 점이 억제된다.
본 발명의 추가의 특징은 압착 링(211)의 실시예이다. 상기 압착 링(211)은 자신의 횡단면에 있어서 상하로 이격되는 몇몇 세그먼트로 구성되며, 상기 세그먼트는 커플링 슬리브(202)를 균일하게 둘러싼다. 더욱이 상기 압착 링(211)의 자신의 원주에 있어서는 자신의 전체 벽 두께에 걸쳐 축방향으로 슬롯이 제공되어 있으며, 동시에 바람직하게는 인접한 세그먼트들 사이에 보강재(stay)가 고정되어 있다. 상기 보강재는 압착 링(211)의 형태를 갖는다. 이러한 실시예의 장점은 파이프 커플링(2010의 압착 시에 압착 링(211)과 성형 링들(212, 213) 사이의 변형 작업이 최소화된다는 것인데, 왜냐하면 압착 링(211)의 지름의 의도되고 필요한 축소는 우선적으로 인접한 세그먼트들 사이의 슬롯을 폐쇄함으로써 실현되지만 압착 링(211)의 변형을 통해서는 실현되지 않기 때문이다. 서로에 대해 성형 링들(212, 213)의 변위를 통한 압착 링(211)의 지름 축소는 파이프 단부(204)를 수용한 커플링 슬리브(202)의 단면에 전달되며, 동시에 톱니들(206)은 파이프 단부(204)의 표면 내에 압착되며 그로 인해 압력 밀봉식 파이프 커플링(201)이 보장된다.
압착 링(211)의 몇몇 세그먼트들을 상하 정의되는 방식으로 이격시키기 위한 추가의 가능성은 세그먼트들 사이에 탄성의 스페이싱 재료(spacing material)를 통합시키는 것이다. 상기 스페이싱 재료는 압착 링(211)의 원주 상에 세그먼트의 균일한 분배를 보장한다. 파이프 커플링의 압착 시에 인접한 세그먼트들 사이의 상기 스페이싱 재료는 밀려나오게 된다.
본 발명은 연결될 파이프의 품질의 요건과 관련하여 최대의 보편성을 보장하는 파이프 연결을 제공한다. 본 발명은 산출 가능한 특성을 가지며 그리고 파이프 외경 허용오차가 큰 경우에도 고압 밀봉식 파이프 커플링을 보장한다.
본 발명에 따른 해결 방법은 압착 링 상에서 성형 링에 축방향으로 압력을 공급하기 위한 힘과 그로 인해 커플링 슬리브 상에 필요한 힘을 최소화 시킨다.
본 발명은 진동, 파이프에 대한 축방향 인장력 그리고 극단의 온도 변동에 대한 높은 안전성을 특징으로 한다.
파이프 커플링은 재료 자체 고유의 특성을 가지는 사용 재료를 기능에 따라 선택하는 점을 고려하여 목표로 하는 파이프 커플링의 특성과 관련한 최적의 조합을 가능하게 하며, 간단하게 제조되는 회전 대칭형 일체형 부품으로 구성된다.
본 발명에 따른 해결방법은 프레싱 장치 타입의 규격화를 가능하게 한다.
하나의 프레싱 장치 타입 및 상기의 프레싱 장치 타입은 상이한 커플링 슬리브 재료 내지 타입 형태와 결부되어 사용될 수 있다. 그러므로 또한 지정된 한계 내에서 오직 커플링 슬리브를 구조상 적응시킴으로써 상이한 파이프 외경을 압착시킬 수도 있다.
비록 본 발명이 2개의 파이프 단부의 연결을 도시하는 다소의 선호되는 실시예들에 따라 기술되었긴 하지만, 전문가라면 다음의 특허 청구의 범위의 보호 범위로부터 벗어나지 않고도 즉시 상이한 수정 및 변경이 실행될 수 있다는 점을 알 수 있다. 그러므로 오직 한 측면에 있어서만 본 발명에 따라 설계된 압착 연결부에 대해 다루고 있지만, 그럼에도 불구하고 다른 측면에는 예컨대 나사 커플링 또는 플랜지와 같은 통상적인 연결 부재들이 장치되어 있음을 알 수 있으며, 이러한 점은 오직 발명의 특수한 적용예를 나타낸다.
Claims (18)
- 하나의 부싱 모양의 회전 대칭형 베이스 바디로 구성되며, 적어도 하나의 파이프 단부를 구비한 압력 밀봉식 파이프 커플링을 제조하기 위한 장치로서, 동시에 상기 베이스 바디는, 대체로 원통형이며, 톱니 부재들이 장치되어 있는, 파이프 단부를 수용하기 위한 적어도 하나의 내부 체임버를 포함하며, 그리고 상기 톱니 부재는 베이스 바디의 외부 표면상에 작용하는 프레싱 수단을 통해 내부 체임버 내에 수용된 파이프 단부의 표면 내에 반경방향으로 변위될 수 있는 장치에 있어서,상기 베이스 바디는 대체로 균일하게 유지되는 벽 두께를 구비한 하나의 중공 원통형 커플링 슬리브(2)로 구성되며, 동시에 상기 커플링 슬리브(2)의 내부 측면에는 상하로 이격되어 있으며, 커플링 슬리브(2)의 내경에 반하여 재 세팅되며, 반경방향으로 순환하는 적어도 2개의 톱니부들(6, 7)이 배치되어 있으며, 그리고 동시에 커플링 슬리브(2)의 외부 측면에는 반경방향으로 순환하며, 각각의 톱니부(6, 7) 반대편에 위치하고 이 톱니부(6, 7)의 폭에 상응하는 폭의 고정 특성부재(8, 9)가 형성되어 있으며;커플링 슬리브(2)에 걸쳐 동심으로 활주 가능한 압착 링(11)이 제공되어 있으며, 상기 압착 링은 커플링 슬리브(2)를 거의 이 커플링 슬리브의 전체 길이에 걸쳐 덮을 수 있도록 설계되어 있으며, 동시에 상기 압착 링(11)은 자신의 내부 측면에 있어서 반경방향으로 순환하며, 고정 특성부재들(8, 9)과 연관되는 돌출부들(15, 16)을 포함하며 그리고 자신의 외부 측면에 있어서는 압착 링(11)의 각각의 단부에서부터 그 중심의 방향으로 상승하는 하나의 원추형 확장부(17, 18)를 포함하고 있으며;압착 링(11)에는 각각의 측면상에 있어서 이 압착 링(11)을 동심으로 둘러싸는 하나의 성형 링(12, 13)이 끼워 맞춤 고정되어 있으며, 동시에 각각의 성형 링(12, 13)은 자신의 내부 측면에 있어서 원추형 확장부(17, 18)에 상응하는 하나의 원추형 확장부(19, 20)를 포함하며, 그럼으로써 이격된 시작위치에서부터 거의 이격이 없는 최종 위치 내로 서로에 대해 성형 링들(12, 13)이 축방향으로 변위되는 동안 돌출부들(15, 16)과 이 돌출부들(15, 16)과 연관되는 고정 특성부재들(8, 9)에 걸쳐 커플링 슬리브(2)에 의해 수용되는 파이프(4)의 표면 내로 톱니부들(6, 7)의 반경방향 변위가 이루어지는 것을 특징으로 하는 장치.
- 제 1 항에 있어서, 압착 링(11)의 상부 측면이 대칭축(B-B)에 도달할 때까지 계단모양으로 설계되어 있으며, 동시에 원추형으로 상승하면서 평면으로 형성되는 단면(30) 다음에 언더컷 단면(31)이 이어지며, 이러한 언더컷 단면은 원추형 수축부로서 설계되어 있으며, 동시에 이러한 순서는 여러 번 반복 가능하며 그리고 성형 링들(12, 13)의 내부 측면은 압착 링(11)의 그에 해당하는 영역에까지 상보적으로 설계되어 있는 것을 특징으로 하는 장치.
- 제 1 항에 있어서, 각각의 성형 링(12, 130의 상부 측면에 성형 링들(12, 13) 사이의 중간 체임버(26)를 연결하는 하나의 원통형 커버링 슬리브(14)를 수용 하기 위해 반경방향으로 순환하면서 이격되어 있는 한 쌍의 그루브들(21, 22)이 제공되어 있으며, 동시에 상기 커버링 슬리브(14)는 자신의 가장자리에 있어서 내부 방향으로 향하는 에지들(24, 25)을 포함하며, 상기 에지들은, 파이프 커프링(1)이 사전 압착된 상태에서 각각 대칭축(B-B)에 가장 근접하여 위치하는 그루브(21)와, 파이프 연결부(1)가 압착된 상태에서는 상기 그루브(21) 다음에 위치하는 그루브들(22)과 맞물리는 방식으로 순환하는 그루브들(21, 22)과 맞물려지며, 동시에 상기 에지들(24, 25) 뿐 아니라 그루브들(21, 22)이 배출 경사를 포함하고 있는 것을 특징으로 하는 장치.
- 제 1 항에 있어서, 돌출부들(15, 16) 내에는 보상 영역을 형성하기 위해 반경방향으로 순환하는 중공 그루브(33)가 형성되어 있는 것을 특징으로 하는 장치.
- 제 1 항에 있어서, 성형 링들(12, 13)은 하나의 공통의 분도원(32) 상에 배치되어 축방향으로 연장되며, 성형 링들(12, 13) 사이에서 작용하는 변형 제거 부재를 수용하기 위한 보어들을 포함하고 있는 것을 특징으로 하는 장치.
- 제 5 항에 있어서, 상기 보어들이 하나의 성형 링(12, 13) 내에서는 관통 보어들(28)로서, 반대편에 위치하는 성형 링(13, 12) 내에서는 스래드 보어들(29)로서 나사(23)를 수용하기 위해 형성되어 있는 것을 특징으로 하는 장치.
- 제 1 항에 있어서, 압착 링(11)이 다수의 세그먼트로 구성되어 있는 것을 특징으로 하는 장치.
- 제 1 항 또는 제 7 항에 있어서, 압착 링(11)의 상부 측면 상에 있어서 축방향으로 연장되면서, 돌출부들(15, 16)의 영역을 접촉하지 않도록 기능하는 슬롯들(34)이 제공되어 있는 것을 특징으로 하는 장치.
- 제 1 항 또는 제 7 항에 있어서, 세그먼트들 사이에 있어서 압착 링(11)의 원주 상에 세그먼트의 대칭형 분배를 보장하는 탄성의 스페이싱 재료가 통합되어 있는 것을 특징으로 하는 장치.
- 제 1 항에 있어서, 파이프(4)의 단부 내에 하나의 지지 슬리브(27)가 삽입될 수 있으며, 동시에 상기 지지 슬리브(27)는 자신의 외부 측면에 있어서 반경방향으로 연장되며, 파이프(4)의 호칭 지름 내 큰 허용오차를 보상하기 위한 상승부를 포함하며, 동시에 상기 지지 슬리브(27)는 한 측면에 있어서 파이프(4) 내 지지 슬리브(27)의 삽입을 제한하는 하나의 칼라를 포함하고 있는 것을 특징으로 하는 장치.
- 하나의 부싱 모양의 회전 대칭형 베이스 바디로 구성되며, 적어도 하나의 파이프 단부를 구비한 압력 밀봉식 파이프 커플링을 제조하기 위한 장치로서, 동시 에 상기 베이스 바디는 대체로 원통형이며, 톱니 부재들이 장치되어 있는, 파이프 단부를 수용하기 위한 적어도 하나의 내부 체임버를 포함하며, 그리고 상기 톱니 부재는 베이스 바디의 외부 표면에 작용하는 프레싱 수단을 통해 상기 내부 체임버에 의해 수용되는 파이프 단부의 표면 내로 반경방향으로 변위될 수 있는 장치에 있어서,대칭축(C-C)에까지 삽입 가능한 2개의 파이프 단부들(104)을 수용하기 위한 커플링 슬리브(102)가 설계되어 있으며;상기 커플링 슬리브(102)에 걸쳐 동심으로 활주 가능한 하나의 압착 링(111)이 제공되어 있으며, 상기 압착 링은, 상기 커플링 슬리브(102)를, 거의 이 커플링 슬리브의 전체 길이에 걸쳐 덮을 수 있도록 설계되어 있으며, 동시에 상기 압착 링(111)은 자신의 내부 측면에서는 반경방향으로 순환하면서, 커플링 슬리브(102)의 외부 표면과 연관되는 돌출부들(115, 116)을 포함하며 그리고 자신의 외부 측면에 있어서는 압착 링(111)의 각각의 단부로부터 그 중심의 방향으로 상승하는 하나의 원추형 확장부(117, 118)를 포함하며;상기 압착 링(111)에는 각각의 측면에 있어서 이 압착 링(111)을 동심으로 둘러싸는 하나의 성형 링(112, 113)이 끼워 맞춤 고정되어 있으며, 동시에 각각의 성형 링(112, 113)은 자신의 내부 측면에 있어서, 상기 원추형 확장부(117, 118)에 상응하는 하나의 원추형 확장부(119, 120)를 포함하며, 그럼으로써 이격된 시작위치에서부터 거의 이격이 없는 최종 위치까지 서로에 대해 상기 성형 링들(112, 113)을 축방향으로 변위시키는 동안 돌출부들(115, 116)과 이 돌출부들(115, 116) 과 연관되는 커플링 슬리브(102)의 외부 표면에 걸쳐 상기 커플링 슬리브(102)에 의해 수용되는 파이프(104)의 표면 내로 톱니부들(106, 107)의 반경방향 변위가 이루어지는 것을 특징으로 하는 장치.
- 제 11 항에 있어서, 커플링 슬리브(102)의 내부 체임버에는 자신의 입구 단부들에 있어서 하나의 순환 비드(106)가 제공되어 있으며, 상기 비드는 압착 링(111)의 돌출부(115)의 반대편에 위치하는 방식으로 배치되어 있으며, 그리고 커플링 슬리브(102)의 내부 체임버에는 대칭축(C-C)에 근접하여 위치하는 자신의 영역 내에 있어서 한 쌍의 순환 톱니부(107)가 제공되어 있으며, 상기 한 쌍의 순환 톱니부는 압착 링(111)의 돌출부(116)의 반대편에 위치하는 방식으로 배치되어 있으며, 동시에 각각의 파이프 단부(104)에는 비드(106) 뿐 아니라 하나의 톱니부(107)가 끼워 맞춤 고정되어 있는 것을 특징으로 하는 장치.
- 제 11 항 또는 제 12 항에 있어서, 커플링 슬리브(102)의 입구 단부들의 내부 에지가 모서리가 없거나 혹은 원형으로 되어 있는 것을 특징으로 하는 장치.
- 제 11 항 또는 제 12 항에 있어서, 커플링 슬리브(102)의 입구 단부들은 자신의 외부 원주에 있어서 하나의 평평한 비드(121)를 포함하며, 상기 비드는 압착 링(111)의 단부들의 내부 측면에 있어서 커플링 슬리브(102) 및 압착 링(111)의 상하의 축방향 위치 결정을 가능하게 하는 방식으로 하나의 평평한 그루브(122)와 연관되는 것을 특징으로 하는 장치.
- 제 11 항에 있어서, 압착 링(111)은 반경방향 대칭축(D-D) 내에 있어서 2개의 압착 링 섹션(111', 111")으로 분리되어 있으며, 상기 압착 링 섹션은 하나의 축방향 중간 링(140)을 통해 상호간에 연결될 수 있으며, 동시에 상기 중간 링(140)은, 압착 링 섹션들(111', 111")과 중간 링(140)으로 형성되는 압착 링 유닛을 동일한 길이의 커플링 슬리브(102)에 걸쳐 활주시키기 위해, 압착 링 섹션들(111', 111")과 동일한 내경을 가지는 것을 특징으로 하는 장치.
- 제 15 항에 있어서, 중간 링(140)에는, 자신의 외부 측면에 있어서 이격되어 순환하면서, 대칭축(D-D)으로 향해있는 각각의 압착 링 섹션(111', 111")의 전단부에 대한 정지부로서 역할을 하는 플랜지들(141', 141")이 제공되어 있으며, 동시에 상기 중간 링(140)은 그 외에도 플랜지(141', 141")로부터 외부 방향으로 향하며, 외부를 향해 반경방향으로 향하는 한 에지(142, 142")에서 종결되는 한 영역을 포함하며 그리고 상기 에지(142', 142")에 끼워 맞춤 고정되는 압착 링 섹션(111', 111")의 단부는, 내경에 반하여 확대된 지름을 가지면서, 상기 에지(142', 142")와 맞물려 있는 하나의 그루브(143', 143")가 통합되어 있는 한 영역을 이용하는 것을 특징으로 하는 장치.
- 하나의 부싱 모양의 회전 대칭형 베이스 바디로 구성되며, 일직선상에서 반 대편에 위치하는 파이프 단부들을 위한 압력 밀봉식 파이프 커플링을 제조하기 위한 장치로서, 동시에 상기 베이스 바디는 각각 대체로 원통형이며, 톱니 부재가 장치되어 있는, 상기 파이프 단부들의 각각을 수용하기 위한 하나의 내부 영역을 포함하며, 그리고 상기 톱니 부재는 베이스 바디의 외부 표면상에 작용하는 프레싱 수단을 통해 내부 체임버에 의해 수용되는 파이프 단부의 표면 내로 반경방향으로 변위될 수 있는 장치에 있어서,상기 베이스 바디는 대체로 균일한 벽 두께를 가지는 하나의 중공 원통형 커플링 슬리브(202)로 구성되며, 동시에 커플링 슬리브(202)의 내부 영역 각각에는 상하로 이격되며, 커플링 슬리브(202)의 내경에 반하여 재 세팅되면서, 반경방향으로 순환하는 적어도 2개의 톱니(206)가 배치되어 있으며;커플링 슬리브(20)에 걸쳐 동심으로 활주 가능한 한 쌍의 압착 링(211)이 제공되어 있으며, 상기 압착 링은, 내부 영역의 각각의 단면 내에서 상기 커플링 슬리브(202)를 둘러쌀 수 있도록 설계되어 있으며, 그리고 각각의 압착 링(211)은 자신의 외부 측면에 있어서 압착 링(211)의 각각의 단부에서부터 그 중심의 방향으로 상승하는 하나의 원추형 확장부(217, 218)를 포함하며;각각의 압착 링(211)에는 각각의 측면에 있어서 압착 링(211)을 동심으로 둘러싸는 하나의 성형 링(212, 213)이 끼워 맞춤 고정되어 있으며, 동시에 각각의 성형 링(212, 213)은 자신의 내부 측면에 있어서, 상기 원추형 확장부(217, 218)에 상응하는 하나의 원추형 확장부(219, 220)를 포함하며, 그럼으로써 이격된 시작위치(245)로부터 거의 이격이 없는 최종 위치(246) 내로 서로에 대해 성형 링들(212, 213)을 축방향으로 변위 시키는 동안 커플링 슬리브(202)에 의해 수용되는 파이프(204)의 표면 내로 톱니(206)의 반경방향 변위가 이루어지는 것을 특징으로 하는 장치.
- 제 17 항에 따르는 압력 밀봉식 파이프 커플링을 제조하기 위한 장치에 있어서, 커플링 슬리브(202)의 외부 측면에는 각각 내부 영역의 단면 내에 반경방향을 순환하는 고정 특성부재(235), 바람직하게는 그루브로서 설계되어 있으며, 그리고 압착 링(211)은 자신의 내부 측면에 있어서 반경방향으로 순환하면서 고정 특성부재(235)와 연관되는 바람직하게는 비드로서 형성된 고정 특성부재(236)를 포함하며, 동시에 상기 고정 특성부재들(235, 236)은 기본 유닛으로서 사전 조립 상태로 커플링 슬리브(202) 및 압착 링(211)을 고정하는 역할을 하며, 그리고 상기 압착 링(211)은 자신의 원추형 확장부(217, 218)에 있어서 자신의 단부와 근접하여서는 하나의 고정 특성부재(237, 238)를, 그리고 자신의 중심에 근접하여서는 하나의 추가의 고정 특성부재(239, 240)를 포함하며, 그리고 그에 상응하는 성형 링(212, 213)은 내부 측면에 형성된 자신의 원추형 확장부(219, 220)에 있어서 상기 압착 링(211)의 방향으로 향해있는 자신의 한 단부에서는 고정 특성부재(241, 242)를, 그리고 압착 링(211)의 반대방향으로 향해있는 자신의 단부에서는 하나의 추가의 고정 특성부재(243, 244)를 포함하며, 상기 고정 특성부재들은, 사전 조립 상태의 기본 유닛을 획득하기 위해 고정 특성부재들(237/241, 238/242)이 상호 맞물려 고정되며 그리고 압착된 장치(246)를 획득하기 위해서는 고정 특성부재들(237/243, 239/241)이 상호 맞물려 고정되는 방식으로, 압착 링(211) 상에 형성된 고정 특성부재들과 연관되는 것을 특징으로 하는 장치.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19958102A DE19958102C1 (de) | 1999-12-02 | 1999-12-02 | Vorrichtung zur Herstellung einer Rohrkupplung |
| DE19958102.9 | 1999-12-02 | ||
| DE10016312A DE10016312A1 (de) | 1999-12-02 | 2000-03-31 | Vorrichtung zur Herstellung einer Rohrkupplung |
| DE10016312.2 | 2000-03-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20020079746A KR20020079746A (ko) | 2002-10-19 |
| KR100668094B1 true KR100668094B1 (ko) | 2007-01-11 |
Family
ID=26005146
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020027007047A KR100668094B1 (ko) | 1999-12-02 | 2000-11-16 | 파이프 커플링 제조 장치 |
Country Status (19)
| Country | Link |
|---|---|
| US (1) | US6769722B1 (ko) |
| EP (1) | EP1234136B1 (ko) |
| JP (1) | JP4700878B2 (ko) |
| KR (1) | KR100668094B1 (ko) |
| CN (1) | CN1190613C (ko) |
| AT (1) | ATE256836T1 (ko) |
| AU (1) | AU777857B2 (ko) |
| CA (1) | CA2393957A1 (ko) |
| CZ (1) | CZ298241B6 (ko) |
| DE (2) | DE10016312A1 (ko) |
| DK (1) | DK1234136T3 (ko) |
| ES (1) | ES2213067T3 (ko) |
| HU (1) | HU224517B1 (ko) |
| NO (1) | NO335311B1 (ko) |
| PL (1) | PL192174B1 (ko) |
| PT (1) | PT1234136E (ko) |
| RU (1) | RU2258169C2 (ko) |
| TR (1) | TR200400464T4 (ko) |
| WO (1) | WO2001040696A1 (ko) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7272204B2 (en) * | 2004-08-31 | 2007-09-18 | General Electric Company | Method and apparatus for clamping a riser brace assembly in nuclear reactor |
| GB2466098B (en) * | 2005-02-25 | 2010-12-15 | Parker Hannifin Plc | A coupling |
| US20090302603A1 (en) * | 2005-11-18 | 2009-12-10 | Russell Clayton | Gas supply coupling for a water heater |
| US20080213709A1 (en) * | 2005-11-18 | 2008-09-04 | Russell Clayton | Gas supply coupling for a water heater |
| KR100771451B1 (ko) * | 2006-07-12 | 2007-10-30 | 주식회사 한국번디 | 파이프 커플링 장치 |
| CA2666548A1 (en) * | 2006-10-17 | 2008-04-24 | Car-Ber Investments Inc. | Pipe fitting and pipe coupling assembly employing such fitting |
| US8335292B2 (en) * | 2006-10-19 | 2012-12-18 | General Electric Company | Jet pump diffuser weld repair device and method |
| EP2162662B9 (de) * | 2007-06-18 | 2012-08-22 | Weidmann LTD. | Verbindungsanordnung für eine rohrverschraubung |
| PL2158425T3 (pl) * | 2007-06-18 | 2011-06-30 | Weidmann Ltd | Układ łączący do śrubowego złącza rurowego |
| EP2093413B1 (en) * | 2008-02-19 | 2011-01-12 | Continental Automotive GmbH | Coupling device |
| EP2221520B1 (en) * | 2009-02-18 | 2013-10-23 | Parker-Hannifin Corporation | Hose fitting |
| DE102009015186A1 (de) * | 2009-03-31 | 2010-10-14 | Viega Gmbh & Co. Kg | Fitting zum Anschluss eines Rohres |
| CN101625054B (zh) * | 2009-08-20 | 2012-10-03 | 中舟海洋科技(上海)有限公司 | 一种径向挤压式接头 |
| US8245789B2 (en) * | 2010-06-23 | 2012-08-21 | Halliburton Energy Service, Inc. | Apparatus and method for fluidically coupling tubular sections and tubular system formed thereby |
| DE102012105655A1 (de) | 2012-06-28 | 2014-01-02 | Viega Gmbh & Co. Kg | Pressbacke und Verfahren zum Herstellen einer unlösbaren Rohrverbindung und System aus einer Pressbacke und einem Fitting |
| KR101386408B1 (ko) * | 2012-12-26 | 2014-04-21 | 재단법인 포항산업과학연구원 | 파이프 연결장치 |
| EP2943710A4 (en) * | 2013-01-11 | 2016-08-10 | Rls Llc | JOINT FOR ASSEMBLING TUBES AND METHOD FOR ASSEMBLING TUBES |
| CN103567297A (zh) * | 2013-11-11 | 2014-02-12 | 任少琳 | 金属圆管连接模具 |
| GB2527109A (en) * | 2014-06-12 | 2015-12-16 | Meta Downhole Ltd | Pipe coupling |
| USD994091S1 (en) | 2016-08-05 | 2023-08-01 | Rls Llc | Crimp fitting for joining tubing |
| USD1009227S1 (en) | 2016-08-05 | 2023-12-26 | Rls Llc | Crimp fitting for joining tubing |
| CN107588255A (zh) * | 2017-09-29 | 2018-01-16 | 中国地质大学(武汉) | 一种油田地面管线连接装置 |
| CN108331988B (zh) * | 2018-04-03 | 2024-03-08 | 亳州职业技术学院 | 一种建筑排水管道及其高效密封连接装置和方法 |
| CN108571630A (zh) * | 2018-07-09 | 2018-09-25 | 安徽恒生科技发展集团有限公司 | 一种防脱型管道连接装置 |
| RU2731006C1 (ru) * | 2019-10-28 | 2020-08-28 | Общество с ограниченной ответственностью "ВОРМХОЛС Внедрение" | Крепление элементов на трубе |
| CN111550624B (zh) * | 2020-05-18 | 2021-12-28 | 山东爱客多热能科技有限公司 | 一种区域供热系统用排管连接装置 |
| CN111609230B (zh) * | 2020-05-22 | 2021-07-20 | 福建得乾集团有限责任公司 | 一种钢塑管节点连接结构及施工方法 |
| KR102419174B1 (ko) * | 2020-12-17 | 2022-07-07 | 김성태 | 파이프 연결 장치 |
| CN113635258A (zh) * | 2021-08-15 | 2021-11-12 | 江西铜业集团(贵溪)防腐工程有限公司 | 一种电熔管道压装工艺、压装工具及压装工具制造工艺 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1281498A (en) * | 1917-04-07 | 1918-10-15 | Peter M Brevig | Pipe-union. |
| DE350608C (de) * | 1919-07-27 | 1922-03-23 | Mannesmann Ag | Rohrverbindung mit keilfoermigen Pressstuecken |
| US2507261A (en) * | 1946-03-06 | 1950-05-09 | Mercier Jean | Coupling |
| US2613959A (en) * | 1948-12-03 | 1952-10-14 | Brockway Company | Coupling for threadless pipes |
| US3474519A (en) * | 1966-11-08 | 1969-10-28 | Boeing Co | Method of making a tube fitting |
| US3477750A (en) * | 1967-10-30 | 1969-11-11 | Jonathan S Powell | Pipe coupling and means and method of assembly |
| US3498648A (en) * | 1968-08-22 | 1970-03-03 | Boeing Co | High temperature and pressure tube fitting |
| US3827727A (en) * | 1969-11-14 | 1974-08-06 | K Moebius | Constrictor ring and tube joint |
| US3765708A (en) * | 1971-11-08 | 1973-10-16 | Boeing Co | Tubing union |
| US4026006A (en) | 1972-06-26 | 1977-05-31 | Moebius Kurt Otto | Method of forming a tube joint |
| US3843167A (en) * | 1973-01-31 | 1974-10-22 | B Gronstedt | Hydraulically actuated pipe coupling |
| US3893720A (en) * | 1973-02-09 | 1975-07-08 | Moebius Kurt Otto | Constrictor ring joint |
| JPS5647437B2 (ko) * | 1974-08-26 | 1981-11-10 | ||
| US4482174A (en) | 1980-09-15 | 1984-11-13 | Lokring | Apparatus and method for making a tube connection |
| US4466640A (en) * | 1981-08-05 | 1984-08-21 | Dresser Industries, Inc. | Pullout resistant pipe coupling |
| US4621844A (en) * | 1982-01-25 | 1986-11-11 | Shell Oil Company | Memory metal connector |
| IL72279A (en) * | 1983-07-19 | 1988-11-30 | Pfister Juerg | Pipe coupling device |
| US4575129A (en) * | 1984-06-15 | 1986-03-11 | O'donnell & Associates, Inc. | Pipelock |
| JPS62220793A (ja) * | 1986-03-19 | 1987-09-28 | 大同特殊鋼株式会社 | 管体継手 |
| JPH03186683A (ja) * | 1989-12-14 | 1991-08-14 | Sekisui Chem Co Ltd | 管継手 |
| DE4002494A1 (de) * | 1990-01-29 | 1991-08-08 | Airbus Gmbh | Rohrverschraubung |
| US5088771A (en) * | 1990-02-06 | 1992-02-18 | Sierracin Corporation | Tube union |
| US5110163A (en) * | 1990-03-22 | 1992-05-05 | Lokring Corporation | Pipe fitting with improved coupling body |
| US5452921A (en) * | 1991-10-31 | 1995-09-26 | The Deutsch Company | Axially swaged fitting |
| JPH0673596U (ja) * | 1993-03-26 | 1994-10-18 | 住友金属工業株式会社 | 可動型管端防食コア |
| US5405176A (en) * | 1994-02-15 | 1995-04-11 | Mcdonnell Douglas Corporation | High pressure mechanical seal |
| US5823579A (en) * | 1997-05-21 | 1998-10-20 | Tube-Mac Industries, Ltd. | Device for coupling a flared metal pipe |
| JP3904698B2 (ja) * | 1997-10-27 | 2007-04-11 | コスモ工機株式会社 | 管の固定装置 |
| US6450553B1 (en) * | 1999-11-05 | 2002-09-17 | Mechl Llc | Axial swage fitting for large bore pipes and tubes |
-
2000
- 2000-03-31 DE DE10016312A patent/DE10016312A1/de not_active Withdrawn
- 2000-11-16 KR KR1020027007047A patent/KR100668094B1/ko not_active IP Right Cessation
- 2000-11-16 TR TR2004/00464T patent/TR200400464T4/xx unknown
- 2000-11-16 JP JP2001542127A patent/JP4700878B2/ja not_active Expired - Fee Related
- 2000-11-16 DE DE50004823T patent/DE50004823D1/de not_active Expired - Lifetime
- 2000-11-16 AT AT00988706T patent/ATE256836T1/de active
- 2000-11-16 AU AU25058/01A patent/AU777857B2/en not_active Ceased
- 2000-11-16 DK DK00988706T patent/DK1234136T3/da active
- 2000-11-16 RU RU2002117439/06A patent/RU2258169C2/ru not_active IP Right Cessation
- 2000-11-16 CN CNB008165076A patent/CN1190613C/zh not_active Expired - Fee Related
- 2000-11-16 WO PCT/EP2000/011323 patent/WO2001040696A1/de active IP Right Grant
- 2000-11-16 US US10/149,098 patent/US6769722B1/en not_active Expired - Lifetime
- 2000-11-16 PT PT00988706T patent/PT1234136E/pt unknown
- 2000-11-16 EP EP00988706A patent/EP1234136B1/de not_active Expired - Lifetime
- 2000-11-16 PL PL364793A patent/PL192174B1/pl unknown
- 2000-11-16 ES ES00988706T patent/ES2213067T3/es not_active Expired - Lifetime
- 2000-11-16 CZ CZ20021646A patent/CZ298241B6/cs not_active IP Right Cessation
- 2000-11-16 CA CA002393957A patent/CA2393957A1/en not_active Abandoned
- 2000-11-16 HU HU0203346A patent/HU224517B1/hu not_active IP Right Cessation
-
2002
- 2002-05-30 NO NO20022572A patent/NO335311B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| US6769722B1 (en) | 2004-08-03 |
| PL192174B1 (pl) | 2006-09-29 |
| ATE256836T1 (de) | 2004-01-15 |
| PL364793A1 (en) | 2004-12-13 |
| CA2393957A1 (en) | 2001-06-07 |
| EP1234136B1 (de) | 2003-12-17 |
| KR20020079746A (ko) | 2002-10-19 |
| AU2505801A (en) | 2001-06-12 |
| DE10016312A1 (de) | 2001-10-04 |
| RU2002117439A (ru) | 2004-02-10 |
| CN1402824A (zh) | 2003-03-12 |
| CN1190613C (zh) | 2005-02-23 |
| PT1234136E (pt) | 2004-05-31 |
| CZ20021646A3 (cs) | 2002-09-11 |
| DE50004823D1 (de) | 2004-01-29 |
| JP4700878B2 (ja) | 2011-06-15 |
| HU224517B1 (hu) | 2005-10-28 |
| CZ298241B6 (cs) | 2007-08-01 |
| WO2001040696A1 (de) | 2001-06-07 |
| RU2258169C2 (ru) | 2005-08-10 |
| EP1234136A1 (de) | 2002-08-28 |
| NO20022572L (no) | 2002-07-24 |
| HUP0203346A2 (en) | 2003-01-28 |
| AU777857B2 (en) | 2004-11-04 |
| TR200400464T4 (tr) | 2004-04-21 |
| NO335311B1 (no) | 2014-11-10 |
| NO20022572D0 (no) | 2002-05-30 |
| ES2213067T3 (es) | 2004-08-16 |
| DK1234136T3 (da) | 2004-04-05 |
| JP2003515706A (ja) | 2003-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100668094B1 (ko) | 파이프 커플링 제조 장치 | |
| US4419804A (en) | Method for manufacturing a piston rod unit | |
| FI91989C (fi) | Putkien muhviliitos | |
| FI73887C (fi) | Foerbindningsdel. | |
| KR100818682B1 (ko) | 플랜지와 커플링 요소의 냉간 관 결합 방법 및 장치 | |
| RU2003111466A (ru) | Фитинг с внутренним обжатием | |
| JP3581933B2 (ja) | 万能油圧工具 | |
| KR20000029601A (ko) | 파이프조인트 | |
| CA1186139A (en) | Device for securing a sleeve on the abutting ends of reinforcing bars | |
| US20040036231A1 (en) | Sealing bellows, transmission joint equipped with same and method for fixing same | |
| JP6416105B2 (ja) | 組立クランクシャフトおよび組立クランクシャフトの製造方法 | |
| US20030017024A1 (en) | Expansion dowel | |
| US5611260A (en) | Piston ring mount structure | |
| EP1248906B1 (de) | Kolbenanordnung für eine kolbenmaschine | |
| EP0876269B1 (de) | Antriebsvorrichtung für ein insassen-rückhaltesystem | |
| EP1378628B1 (de) | Hohlkolben für eine Kolbenmaschine und Verfahren zum Herstellen eines Hohlkolbens | |
| CN1212339A (zh) | 扩张销钉 | |
| CN113186905A (zh) | 一种预制混凝土连接件和预制混凝土桩 | |
| KR100357044B1 (ko) | 고압호스와 니플의 커플링 | |
| RU4793U1 (ru) | Соединение цилиндрических деталей с натягом | |
| KR200265990Y1 (ko) | 철근 이음장치 | |
| RU2132992C1 (ru) | Устройство для обжатия муфт на концах рукавов | |
| RU2036335C1 (ru) | Способ изготовления шарнирного соединения | |
| RU2108493C1 (ru) | Разъемное эксцентриковое соединение | |
| GB2186935A (en) | Joint |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20121231 Year of fee payment: 7 |
|
| FPAY | Annual fee payment |
Payment date: 20131230 Year of fee payment: 8 |
|
| FPAY | Annual fee payment |
Payment date: 20141229 Year of fee payment: 9 |
|
| FPAY | Annual fee payment |
Payment date: 20151228 Year of fee payment: 10 |
|
| LAPS | Lapse due to unpaid annual fee |