KR100520452B1 - 담배포장에서도사용가능한,적립된편평한물체를하나씩추출하는공정과장치 - Google Patents
담배포장에서도사용가능한,적립된편평한물체를하나씩추출하는공정과장치 Download PDFInfo
- Publication number
- KR100520452B1 KR100520452B1 KR1019970051707A KR19970051707A KR100520452B1 KR 100520452 B1 KR100520452 B1 KR 100520452B1 KR 1019970051707 A KR1019970051707 A KR 1019970051707A KR 19970051707 A KR19970051707 A KR 19970051707A KR 100520452 B1 KR100520452 B1 KR 100520452B1
- Authority
- KR
- South Korea
- Prior art keywords
- flat
- flat object
- conveying means
- pile
- objects
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/12—Suction bands, belts, or tables moving relatively to the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/12—Suction bands, belts, or tables moving relatively to the pile
- B65H3/122—Suction tables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/46—Supplementary devices or measures to assist separation or prevent double feed
- B65H3/56—Elements, e.g. scrapers, fingers, needles, brushes, acting on separated article or on edge of the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/34—Suction grippers
- B65H2406/342—Suction grippers being reciprocated in a rectilinear path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/35—Other elements with suction surface, e.g. plate or wall
- B65H2406/351—Other elements with suction surface, e.g. plate or wall facing the surface of the handled material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/36—Means for producing, distributing or controlling suction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- De-Stacking Of Articles (AREA)
- Laminated Bodies (AREA)
Abstract
본 발명은 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하기 위한 공정에 관한 것으로, 최하단의 편평한 물체(12)는 분리방향에 평행하게 진행하는 적어도 하나의 선단부(16)에 부압(負壓)을 가하여 편평한 물체의 더미(11)로부터 아래쪽으로 분리되고, 적어도 하나의 흡입부에서 전후방으로 이동가능한 이송수단(20)에 부압으로 보유지지되며, 스크레이퍼(22) 밑으로 전진된 후 더욱 이송된다. 또한, 상기 공정을 수행하는 장치는 편평한 물체의 더미(11)를 위한 호퍼와, 스크레이퍼(22), 최하단의 편평한 물체(12)를 부분적으로 분리하는 적어도 하나의 흡입장치, 이송수단(20) 및, 분리장치(40)를 구비한다.
Description
본 발명은 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 공정과 장치에 관한 것으로, 여기서 이송수단은 편평한 물체의 더미로부터 최하단의 편평한 물체를 보유지지하고 추출하는 데에 부압(負壓)을 사용한다.
유사한 장치가 미국 특허 제 3,782,716 호로부터 공지된 바, 이 추출장치는 두 측면부가 아래쪽으로 경사진 운반대를 구비하고, 양쪽 측면부에는 측면부의 전체 길이에 걸쳐 일정하게 분포된 다수의 개구부가 있다. 하나의 편평한 물체를 추출하기 위해서, 상기 아래쪽으로 경사진 측면부에 형성된 개구부를 통하여 진공이 최하단의 편평한 물체에 작용되어서, 이 최하단의 편평한 물체의 선단부가 아래로구부려지고 운반대의 측면부에 고정된다.
그 후에, 운반대는 옆쪽으로 이동하기 시작하고, 운반대상에 고정된 최하단의 편평한 물체는 스크레이퍼 밑으로 추출된다. 진공이 꺼지면서 스크레이퍼 뒤로 진행된 최하단의 편평한 물체는 롤러로 전달된다. 이어서, 운반대는 시작위치로 복귀하고 진공은 다시 켜지며 추출과정이 반복되게 된다. 이 미국 특허 제 3,782,716 호에 따른 장치의 결점은 진공에 필요한 제어 때문에 느린 추출속도(대략 분 당 250 개)로 작동된다는 것이다.
본 발명의 목적은 보다 빠른 추출속도로 이루어질 수 있는 추출공정과 장치를 제공하는 데에 있다.
상기 목적은 본 발명에 따른 공정에 의해 성취된다. 적립된 편평한 물체를 하나씩 추출하는 본 발명에 따른 장치에서, 최하단의 편평한 물체는 먼저 분리방향에 평행하게 진행하는 그 선단부들 중 적어도 하나에 부압이 작용함으로써 편평한 물체의 잔여더미로부터 아래로 분리된다.
적어도 하나의 흡입부에서, 상기 편평한 물체는 전후방으로 이동할 수 있는 이송수단에 부압으로 보유지지되고 스크레이퍼 밑으로 전진된 후 더욱 이송된다. 이송수단이 전후방으로 이동하는 동안 부압은 지속적으로 가해진다.
전방으로 이동하는 동안 보유지지되는 최하단의 편평한 물체의 뒤쪽 선단과 흡입부 사이의 거리와, 이송수단의 전후방 이동의 타이밍과 속도 및, 최하단의 편평한 물체가 추가로 이송되는 타이밍과 속도는 서로 조화되는 바, 전진된 최하단의 편평한 물체의 뒤쪽 선단이 흡입부를 이탈하기 시작할 때에 맞춰 대략 그 순간에 이송수단이 그 후방최종위치에 도달하거나 전방으로 이동하기 시작한다.
본 발명에 따른 공정 및 장치에서, 흡입개구부가 없는 이송수단의 뒷부분 길이와, 이송수단의 전후방 이동의 타이밍과 속도뿐만 아니라, 최하단의 편평한 물체가 추가로 이송되는 타이밍과 속도는 주의 깊게 조화된다.
상기 최하단의 편평한 물체는 부압이 가해지게 하는 개구부와 다음 최하단의 편평한 물체 사이에서 진공미끄럼밸브의 한 종류로서 작용한다. 이송수단이 이미 전방으로 이동 중이거나 바람직하기로 최하단의 편평한 물체가 완전히 추출되어서 이송수단이 후방위치로 복귀하면, 진공이 다음 최하단의 편평한 물체에 작용할 수 있다.
또한, 다른 실시예에서, 흡입개구부가 당해 최하단의 편평한 물체를 이탈할 때에 맞춰 그 순간에 이송수단은 여전히 후방으로 이동하지만, 이는 후방이동이 끝날 때 다음 최하단의 편평한 물체가 예컨대 리테이너에 대하여 뒤쪽으로 밀어부쳐지면서 이 편평한 물체가 구겨질 위험을 수반하게 된다.
따라서, 늦어도 진행된 최하단의 편평한 물체의 뒤쪽 선단이 흡입부를 이탈하기 시작할 때 이송수단이 그 후방위치에 도착하는 것이 바람직하다. 그러므로. 진공은 일정하게 유지될 수 있고 밸브조정부재에 의해 각 추출단계에서 켜고 끌 필요가 없게 됨으로써, 본 발명에 따른 공정에 의해 분 당 700 내지 800 개 이상의 훨씬 더 빠른 추출속도가 성취될 수 있는 장점을 갖는다.
동시에, 최하단의 편평한 물체를 그 위에 있는 편평한 물체로부터 부분적으로 분리하고 스크레이퍼 밑으로 추출함으로써 최하단의 편평한 물체의 정연한 분리가 성취되어서, 최하단의 편평한 물체가 그 위에 바로 위치하는 편평한 물체와 함께 제거될 위험이 없어진다.
바람직하기로, 가해진 부압에 의해 최하단의 편평한 물체를 분리하는 것과 이송수단에 이 부분적으로 분리된 편평한 물체를 고정시키는 것은, 상기 공정을 수행하는 가장 용이한 방법이기 때문에, 부압이 최하단의 편평한 물체에 가해지게 하는 이송수단의 상부에 있는 동일한 개구부 또는 동일한 흡입부에 의해 이루어진다.
또한, 최하단의 편평한 물체가 분리방향으로 진행하는 선을 따라 작용하는 부압에 의해 구부려지거나 휘어지는 것이 바람직한데, 그 결과 그 위에 있는 편평한 물체로부터 우수하게 부분적으로 분리되게 된다.
최하단의 편평한 물체의 양쪽 선단부를 분리함으로써, 편평한 물체가 추출될 때 보다 우수한 고정과 흡착이 성취된다.
사용된 편평한 물체는 임의의 종류의 편평한 물체로 될 수 있으나 적어도 하나의 선단부는 유연해야 한다. 사용될 수 있는 편평한 물체의 예로는 종이블랭크(예컨대 쿠폰, 삽입광고지, 포장지, 우표 등)와 카드보드블랭크는 물론 플라스틱블랭크(예컨대 폴리비닐 염화물 또는 가소제-유리(遊離) 비닐 염화물-비닐 아세테이트 공중합체로 만들어진)가 있으며, 바람직하기로 플라스틱으로 된 편평한 물체는 표준 은행카드의 크기와 동일하거나 보다 작거나 큰 크기를 갖는 종래의 은행카드 형식으로 유연한 카드(백색 또는 채색되고, 필요하면 자기대 또는 서명난과 같은 은행카드의 일반적 형상을 구비한)로 된다.
예컨대 종이로 되고서, 담뱃갑용 삽입물로 알맞은 대략 7.5 cm × 4.5 cm 의 크기를 갖는 쿠폰이 특히 바람직한데, 상기 쿠폰은 한 층이나 두 층 또는 다수의 층을 구비할 수 있으며, 예를 들면 대략 22.5 cm × 4.5 cm 의 길이를 갖는 쿠폰은 크기가 7.5 cm × 4.5 cm 인 삼층쿠폰으로 포개질 수 있고, 다른 바람직한 예로는 15 cm 의 길이와 9 cm 의 너비를 갖는 쿠폰이로서 세로로 한 번과 가로로 한 번 포개져 다시 또 길이 7.5 ㎝ × 너비 4.5 ㎝ 의 크기를 갖는 (4층)쿠폰을 형성하게 된다. 이들 쿠폰은 본 발명에 따른 공정과 장치를 사용하여 담뱃갑에 부가될 수 있다.
본 발명에 따른 장치는 편평한 물체의 더미를 위한 호퍼와; 스크레이퍼; 최하단의 편평한 물체의 분리방향에 평행하게 진행하는 적어도 하나의 선단부를 아래쪽으로 분리하는 적어도 하나의 흡입장치; 호퍼의 아래에서 미끄럼이동가능하게 지지되어 호퍼 내에 놓인 편평한 물체의 더미가 그 위에 놓이도록 된, 추출되는 편평한 물체용 이송수단 및; 전진된 최하단의 편평한 물체를 잡고서 더욱 이송시키는 분리장치;를 구비한다.
호퍼는 예컨대 연속벽 또는 바람직하기로 이송방향에서 보았을 때 전부(前部)를 갖고서 개개의 좁은 직립한 핑거(finger)를 갖춘 장전축과, 반대쪽에 이송방향에 대하여 높이와 길이가 조절될 수 있는 리테이너로 될 수 있는데, 리테이너는 이송수단이 후방으로 이동할 때 뒤쪽으로 편평한 물체가 추출되는 것을 방지하기 위해 편평한 물체의 더미의 하부선단 밑으로 뻗어 있어야 한다.
스크레이퍼는 편평한 물체의 잔여더미로부터 부분적으로 분리된 최하단의 편평한 물체의 최종 분리를 용이하게 하는 바, 이 스크레이퍼는 장치의 독립된 부재로 되거나 호퍼의 일부로 될 수 있으며, 예컨대 스크레이퍼는 호퍼의 전면을 구성할 수 있다. 최하단의 편평한 물체의 고정 후 이미 선단부가 분리되었음에도 불구하고 두 바닥층 사이의 흡착 때문에 다른 편평한 물체가 동시에 추출되는 것을 방지하도록, 스크레이퍼는 적어도 다음 최하단의 편평한 물체의 하부선단까지 뻗어있어야 한다.
하지만, 바람직하기로 이송수단의 아래쪽으로 경사진 측면부의 영역에서, 스크레이퍼는 편평한 물체의 더미의 하부선단 밑으로 멀리 뻗어 있다. 이송수단의 측면부의 표면과 스크레이퍼의 하부선단 사이의 거리가 추출될 편평한 물체의 두께 보다 약간 더 큰 것이 가장 좋다. 이미 진공고정에 의해 분리가 이루어졌고 더욱이 고정된 최하단의 편평한 물체의 상부선단과 다음 편평한 물체의 하부선단 사이의 거리가 아래쪽으로 경사진 측면부의 영역에서 비교적 크기 때문에, 스크레이퍼의 정확한 조절은 필요가 없다. 더구나, 조절범위는 주어진 경우에 선택된 측면부의 경사도에 달려 있다. 스크레이퍼는 일체로 된 구조로 될 수 있는데, 예컨대 U형상으로 되고서 선택적으로 이 U형상 스크레이퍼의 하부끝이 경사져 있을 수 있다. 하지만, 스크레이퍼는 2 개의 분리된 부분으로 구성될 수도 있으며, 그 하부끝이 경사져 있어서 이송수단의 아래쪽으로 경사진 측면부에 상응하게 된다.
흡입장치는 최하단의 편평한 물체의 한쪽 또는 양쪽 선단부가 분리되게 하며, 이 흡입장치는 종래의 진공원에 연결된 장치로 될 수 있지만, 바람직하기로 다음에 자세히 설명된 이송수단의 일부로 된다.
전후방으로 이동가능하고 바람직하기로 종래의 방식(예컨대, 크랭크구동에 의해)으로 구동될 수 있는 운반대인 이송수단은 최하단의 편평한 물체가 전진되게 하는데, 이를 위해 이송수단의 상부는 부압을 발생하기 위해 사용되는 장치에 연결될 수 있는 적어도 하나의 개구부를 구비하여, 전방으로 이동하는 동안 최하단의 편평한 물체가 이송수단에 보유지지된다. 부압을 최하단의 편평한 물체에 가하게 되는 개구부는 이송수단의 앞부분(바람직하기로 앞쪽 절반부, 특히 앞쪽 1/3 되는 부분, 특히 바람직하기로는 앞쪽 1/10 되는 부분)에 위치하는 반면, 뒷부분은 개구부를 구비하지 않는다. 이송수단에 구비된 개구부는 진공장치 또는 흡입장치에 연결되고, 일반적으로, 예컨대 1 mm 부터 1 cm 까지의 직경범위를 갖는 원형으로 될 수 있다. 예컨대, 물제트펌프와 같은 종류의 진공발생시스템이 이를 위해 사용될 수 있다.
바람직하기로 진공이 가해지게 하는 이송수단의 개구부는 최하단의 편평한 물체를 고정시키고 스크레이퍼 밑으로 전진시킬 뿐만 아니라, 동시에 최하단의 편평한 물체의 적어도 하나의 선단부를 분리하게 되는데, 이 경우에 개구부는 이송수단의 한쪽 또는 양쪽 측면부에 위치되되, 이들 측면부의 뒷부분에는 개구부가 없다.
물론, 흡입개구부의 수와 크기는 각각의 경우에 추출될 편평한 물체의 고유안정성과 크기에 달려 있으며, 편평한 물체가 더 높은 고유안정성과 더 큰 크기를 가질수록 개구부는 더 많고 더 커야 한다. 대략 4.5 cm × 7.5 cm 의 크기를 갖는 전술한 바람직한 종이쿠폰에 대해서, 이송수단의 측면부의 앞쪽 1/4 되는 곳에 1 내지 4 개의 개구부, 바람직하기로 앞쪽 1/10 되는 곳에 하나의 개구부가 분리를 성취하고 안정된 고정을 하는 데에 충분하다.
그러므로, 바람직하기로 이송수단은 그 앞부분에 진공이 가해지는 하나 이상의 개구부가 있으면서 이송방향에 평행하게 진행하는 아래쪽으로 경사진 하나 또는 두 개의 측면부를 구비하여서, 최하단의 편평한 물체는 우선 분리된 후 이송수단에 보유지지된다. 측면부가 한쪽으로 경사진 이송수단 또는 양쪽으로 경사진 이송수단을 선택할 수 있는 바, 각각의 경우는 추출될 편평한 물체에 따라 선택되게 된다.
예컨대, 쿠폰이 세로선단을 따라 즉 이송방향에 평행하게 포개져 추출된다면, 이송수단의 한쪽 다시 말해서 포개지는 쪽이 경사지는 것이 바람직하데, 이는 양쪽 측면이 경사지면 전체 쿠폰은 포개지는 쪽에 부압이 걸려 분리되지만, 반대쪽에서는 포개진 쿠폰의 최하단 시트만 분리되고 진공이 가해지지 않는 상부 시트는 분리되지 않는다.
따라서, 다음 추출공정 동안 특히 스크레이퍼가 최하단의 편평한 물체의 하부선단으로 멀리 뻗어 있으면 쿠폰이 스크레이퍼에 막힐 위험이 있게 된다. 세로방향 또는 이송방향으로 포개지지 않는 한 층 또는 다수의 층으로 된 쿠폰인 경우에, 거의 문제없이 고정과 분리가 이루어질 수 있기 때문에 이송수단은 바람직하기로 양쪽 측면이 경사지게 된다.
이송수단이 한쪽으로 경사지면 아래쪽으로 경사진 측면부는 물론, 운반대 전체 너비의 약 30 내지 80 퍼센트, 바람직하기로 40 내지 70 퍼센트를 구성하는 편평한 측면부를 구비하며, 이송수단이 양쪽으로 경사지면 이송수단의 상부는 통상 너비가 같고 대칭되게 아래쪽으로 경사진 두 측면부는 물론, 전체적으로 운반대 전체 너비의 30 내지 70 퍼센트를 구성하는 편평한 중간부를 구비하는데, 이 중간부는 연속되거나 또는 둘 이상의 영역으로 구성될 수 있다.
아래쪽으로 경사진 측면부의 각도는 편평한 측면부 또는 편평한 중간부의 평면에 대하여 (추출될 편평한 물체의 물질의 강도에 따라) 5°내지 20°, 바람직하기로 약 10°이며, 아래쪽으로 경사진 측면부는 또한 둥글게 될 수 있어서 이송수단에 편평한 물체가 잘 고정되게 한다.
이송수단의 너비는 대략 당해의 편평한 물체의 너비에 상응하게 되고, 이송수단의 길이는 편평한 물체의 길이에 추출하는 동안 통과된 부분을 더한 길이와 대략 같다. 이와 같이 하여, 호퍼에 남아 있는 편평한 물체가 이탈하거나 떨어지는 것이 방지된다.
또한, 이송수단의 길이는 다소 짧을 수 있다. 특히 이송수단의 앞쪽 선단이 - 예컨대 후방위치에 있고 최하단의 편평한 물체가 고정 및 추출되기 전일 때 - 호퍼의 앞벽의 뒤쪽 선단까지 멀리 뻗어 있지 않아서, 고정된 편평한 물체가 이송수단의 앞쪽 선단을 넘어 조금, 예컨대 0.5 mm 내지 3.0 mm 정도 뻗게 하는 것이 바람직하다.
이는 추출 후 고정된 편평한 물체를 분리장치로 전달하는 것을 용이하게 한다. 이송수단에 위치한 편평한 물체를 용이하게 전달하기 위한 다른 수단으로는, 예컨대 수평면에 대해 20°내지 50°의 각도로 앞쪽으로 경사진 것은 물론, 이송수단의 앞쪽 선단의 바닥을 경사지게 하는 것을 포함한다. (물론 이송수단은 수평하거나 뒤쪽으로 경사질 수도 있다) 추출된 편평한 물체를 더욱 이송하는 분리장치에 이송수단의 앞부분을 맞춤으로써 전달이 이루어질 수도 있다.
상기 분리장치는 통상 스크레이퍼 바로 앞에 위치하고 일반적으로 종래와 같이 구동되는 두 개의 운반롤러로 구성된다. 추출될 편평한 물체를 스크레이퍼 밑으로 나아가게 하는 이송수단은 그 앞에 크기가 운반롤러에 맞춰진 홈을 구비한다. 진행단계 동안 이송수단은, 편평한 물체를 실어 올려 이송하는 두 운반롤러 사이에 추출될 편평한 물체를 위치시킨다. 이렇게 하여, 편평한 물체가 통과하는 경로는 이 편평한 물체의 길이보다 훨씬 더 짧게 되는데, 전술한 바람직한 종이쿠폰에 대해서 그 이동거리는 약 40 mm 인 반면에, 예컨대 담뱃갑에 사용되는 조금 더 작은 납세증지에 대해서는 단지 25 mm 이다.
최하단의 편평한 물체가 추출될 때, 우선 진공이 측면부에 바람직하게 위치한 흡입개구부를 통하여 가해지는데, 이 진공의 가해짐으로써 최하단의 편평한 물체가 이송수단 상으로 흡출되어서, 그 지지표면 위에 고정된다. 이러한 고정 동안 편평한 물체는 그 고유안정성에 의해 생긴 편평하고 단단한 형상을 상실하고 이송수단의 형상을 취하게 된다. 고정됨과 더불어, 최하단의 편평한 물체는 다음 최하단의 편평한 물체로부터 분리된다.
이제 이송수단은 스크레이퍼 밑으로 이동하고, 최하단의 편평한 물체를 운반롤러로 전달하는데, 이송수단은 이미 뒤쪽으로 다시 이동한다. 이송수단의 뒷부분에 개구부가 없기 때문에 진공은 이 순간에 다음 최하단의 편평한 물체에 가해지지 않는다. 전후방 이동의 타이밍 및 속도와, 분리장치(바람직하기로 모두 연속되나 불연속일 수도 있는)의 타이밍과 속도 및, 흡입개구부가 없는 이송수단의 뒷부분의 길이는 서로 조화되어, 최하단의 편평한 물체가 흡입개구부를 이탈하기 시작할 때 이송수단은 바람직하기로 적어도 그 후방위치에 있게 된다.
또한, 흡입개구부가 이탈될 때 이송수단은 여전히 후방으로 이동하지만, 지속적으로 작용하는 진공으로 인해 최하단의 편평한 물체가 이송수단의 후방이동 동안 이미 흡출되어 리테이너에 대해 구겨질 수 있다. 그러므로, 흡입개구부는 이송수단의 후방이동이 끝나기 바로 전이나 이송수단의 후방최종위치에서 정확히 또는 그 전방이동 동안, 바람직하기로는 이동수단이 후방최종위치에 도달할 때 이탈되어야만 한다.
이를 위해 흡입개구부는 단지 이송수단의 앞쪽 절반부나, 특히 앞쪽 1/3 또는 앞쪽 1/10 되는 부분에 위치하는 것이 바람직하다. 한편, 최하단의 편평한 물체가 추출되자마자 다음 최하단의 편평한 물체가 고정되면서, 진공을 켜거나 끌 필요없이 추출공정이 반복될 수 있다.
추출된 편평한 물체는 분리장치에 의해서 더욱 이송되는 바, 예컨대 쿠폰은 투명한 셀로판 포장지로 아직 둘러싸이지 않은 담뱃갑을 완성하기 위해 부가될 수 있고, 특히 쿠폰은 인너라이너로 포장된 담배에 부가될 수 있다. 일반적인 담뱃갑 제조공정에서, 예컨대 인너라이너와 외부포장지 사이에 쿠폰을 구비한 담배하드박스가 형성되어, 담뱃갑이 개봉될 때 소비자는 쿠폰을 보고 이를 꺼낼 수 있다.
본 발명은 다음에 도시된 실시예를 참조하여 설명된다.
도 1은 운반대(21)의 형식으로 된 이송수단(20)의 상부 평면도를 도시하는 바, 운반대(21)는 차례로 각각 두 부분으로 분리된 두 개의 측면부(30)는 물론, 편평한 중간부(31)를 구비한다. 모든 측면부(30)는, 흡입개구부(26)가 없는 뒷부분(28)는 물론 부압이 가해질 수 있는 4개의 흡입개구부(26)를 구비하는 앞부분(29)를 구비한다. 끝으로, 여기에 도시되지 않은 편평한 물체의 전달을 용이하게 하기 위해서, 운반대(21)는 그 앞에 홈(32)을 구비한다.
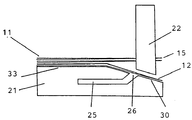
도 2는 단지 3개의 편평한 물체로 구성된 편평한 물체의 더미(11)와 함께 추출장치를 도시하는 바, 편평한 물체는 그들의 세로선단(15)을 따라 포개진 얇은 복층 쿠폰이고, 이들 편평한 물체의 더미(11;여기에 도시되지 않은 호퍼 안에 있는)는 편평부(33)와 옆쪽 아래로 경사진 측면부(30)를 구비하는 운반대(21)에 놓이게 된다. 운반대(21)는 공지된 방식의 레일이나 다른 안내부재로 지지되어서, 직선으로 미끄럼이동가능하고, 여기에 도시되지 않은 구동기구에 의해 구동된다. 운반대(21)의 이동경로는 약 30°의 각도로 아래쪽으로 경사져 있다.
호퍼(도시되지 않음)는 운반대(21)의 경로와 마찬가지로 앞으로 경사져 있어서, 편평한 물체의 더미(11)의 고유한 중량으로 인해, 그 하부끝이 경사져 있는 로드로 구성된 스크레이퍼(22)에 대해 놓이게 된다. 이 스크레이퍼(22)는 운반대(21) 의 이동방향에 직각으로 설치된다.
아래쪽으로 경사진 측면부(30)에서, 운반대(21)의 상부는 덕트시스템(25)에 의해 부압의 공급원(도시되지 않음)에 연결된 진공개구부 또는 흡입개구부(26)를 구비하는데, 도 2에 도시된 바와 같이 부압은 흡입개구부(26)에 가해져 최하단의 편평한 물체(12)가 흡출되고 아래쪽으로 경사진 측면부(30)상에 고정된다. 운반대( 21)가 전진할 때 고정된 최하단의 편평한 물체(12)는 스크레이퍼(22) 밑으로 용이하게 추출되고 더욱 이송될 수 있다.
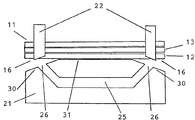
도 3은 다시 한 번, 조금 더 두껍고 단층으로 된 세 개의 편평한 물체로 구성된 편평한 물체의 더미(11)와 함께, 아래쪽으로 경사진 두 측면부(30)와 편평한 중간부(31)를 구비한 운반대(21)의 정면도를 도시하는 바, 아래쪽으로 경사진 측면부(30)는 진공이 덕트시스템(25)을 통하여 가해질 수 있는 흡입개구부(26)를 구비하고 있다. 도 3은 진공이 가해지기 전어서 최하단의 편평한 물체(12)의 선단부(16)가 다음 최하단의 편평한 물체(13)의 선단부로부터 아직 분리되지 않은 상태를 도시하고 있다.
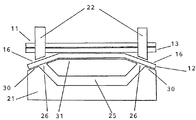
도 4는 다시 편평한 중간부(31)와, 아래쪽으로 경사진 양쪽 측면부(30), 흡입개구부(26) 및, 덕트시스템(25)를 구비한 도 3의 운반대(21)를 도시하는 바, 이제 진공이 켜져서 최하단의 편평한 물체(12)가 운반대(21)의 표면상으로 흡출되고, 진공의 작용을 통하여 최하단의 편평한 물체(12)의 양쪽 선단부(16)는 이송방향으로 진행하는 선을 따라 구부려지면서, 최하단의 편평한 물체(12)는 원래의 단단하고 곧은 형상이 운반대(21)의 구부려진 단면에 맞춰지게 된다.
그 결과, 선단부(16)는 다음 편평한 물체(13)로부터 분리된다. 운반대(21)가 전진할 때, 진공시스템에 의해 발생된 부압으로 인해 최하단의 편평한 물체(12)가 운반대(21)에 보유지지되기 때문에 이 최하단의 편평한 물체(12)는 따라 가게 된다. 그 위에 있는 편평한 물체(13)의 앞쪽 선단은 스크레이퍼(22)에 대하여 놓이게 되며, 차례로 그 하부선단은 아래쪽으로 경사진 측면부(30)에 평행하게 진행하여 운반대(21)를 따라 이동할 수 없으므로, 운반대(21)의 전진과 스크레이퍼(22) 밑으로의 최하단의 편평한 물체(12)의 추출 때문에 이 최하단의 편평한 물체(12)는 확실하고 문제없이 추출된다.
또한, 도 3과 도 4는 진공시스템으로 인해 단지 최하단의 편평한 물체가 추출될 수 있기 때문에 스크레이퍼(22)를 아주 정확히 조정할 필요가 없다는 것을 나타내고 있다. 다음 편평한 물체가 같이 운반되는 것이 확실히 방지된다.
도 5 내지 도 8은 추출공정의 여러 단계를 도시하고 있다. 도 5는 추출공정의 제 1단계로, 이는 아래쪽으로 경사진 두 측면부(30)와 편평한 중간부(31)를 구비한 운반대(21)를 도시하고 있다. 도 5에서는, 짧은 수직선에서 끝나는 이동화살표로 표시된 바와 같이, 크랭크구동부(50)에 의해 구동되는 운반대(21)가 후방위치에 있다. 또한, 흡입개구부(26)를 한쪽 측면부(30)에서 볼 수 있으며, 다른쪽 측면부(30)에도 흡입개구부(26)를 갖추고 있으나, 도 5에서는 볼 수 없다. 끝으로, 운반대(21)는 홈(32)을 구비하고 있다. 이 운반대(21) 상에는, 단지 부분적으로 도시된 스크레이퍼(22)에 대하여 그 앞부분이 놓인 종이쿠폰으로 구성된 편평한 물체의 더미(11)가 있다.
편평한 물체의 더미(11)의 뒤에는 리테이너(34)가 있다. 도 5에서 볼 수 있는 바와 같이, 최하단의 편평한 물체(12)는 운반대(21)의 표면에 작용된 진공에 의해 고정되며, 최하단의 편평한 물체(12)의 선단부는 다음의 편평한 물체(13)로부터 분리된다.
운반대(21)의 앞에는, 서로 역회전하는 두 개의 운반롤러(42)와 컨베이어벨트(44) 및 다른 롤러(46)로 구성된 분리장치(40)가 있다. 도 5에서, 이미 추출된 편평한 물체(10)는 인너라이너를 구비한 미완성 담뱃갑 위에 바로 놓이고 있으며, 여기에 도시되지 않은 컨베이어벨트로 운반되고 있다.
도 5는 물론 도 6과 도 8에서, 화살표는 모두 이동방향(예컨대 운반롤러( 42)나 컨베이어벨트(44) 또는 크랭크구동부(50))을 나타낸다.
도 6은 추출의 제 2단계를 도시하는 바, 운반대(21)는 이제 크랭크구동부(50)에 의해 조금 전진하여서, 스크레이퍼(22) 밑으로 상기 고정된 최하단의 편평한 물체(12)가 이미 짧은 거리만큼 추출되었고, 다음 최하단의 편평한 물체(13)로부터 분리되되, 아직 분리장치(40)에는 도달하지 않았다. 분리장치(40)의 끝에서는, 담뱃갑(60)에 이미 추출된 편평한 물체(10)를 놓는 것이 거의 끝나가고 있다.
도 7에서, 운반대는 최종적으로 짧은 수직선에서 끝나는 운반대(21)의 이동 화살표로 표시된 최대전방위치에 도달하고 있다. 여기서, 흡입개구부(26)를 통해 흡입공기가 여전히 최하단의 편평한 물체(12)에 독점적으로 작용하는 것을 분명히 볼 수 있다. 이제 상기 최하단의 편평한 물체(12)가 2개의 운반롤러(42) 사이에 있게 되는데, 2개의 운반롤러(42) 중 하부 운반롤러(42)가 운반대(21)의 홈(32)에 위치되게 된다.
이렇게 하여, 추출된 편평한 물체(12)가 잘 전달될 수 있게 되는 것이다. 도 7의 우측에 도시된 담뱃갑(60)에 이미 추출된 편평한 물체(10)를 놓는 것이 완료되면서, 바로 추출된 편평한 물체(12)를 위한 제 2담뱃갑(62)이 전달이 이루어질 수 있는 곳으로 운반되게 된다.
도 8은 운반대(21)가 이미 후방으로 이동하고서 뒤쪽 시작위치 바로 앞에 있는 추출의 다음 단계를 도시하는 바, 도 8에 도시된 바와 같이 최하단의 편평한 물체(12)는 이제 대부분 분리장치(40)에 위치되고 제 2담뱃갑(62)에 놓이기 바로 직전 상태에 있다. 하지만, 편평한 물체(12)의 뒤쪽 선단은 여전히 흡입개구부(26)를 덮고 있어, 즉 편평한 물체(12)의 뒤쪽 선단(18)이 흡입개구부(26)를 아직 이탈하지 않아서 진공이 다음 최하단의 편평한 물체(13)에 작용하지 않고 있다. 이 상태에서, 즉 운반대가 뒤쪽 시작위치에 도달하기 바로 전, 최하단의 편평한 물체(12)는 여전히 진공미끄럼밸브로 작용한다.
다음 단계는 도 5에 도시된 상황에 다시 상응하게 되는데, 추출된 편평한 물체(10)를 대신하여 편평한 물체(12)가 이제 추출되고, 다음의 편평한 물체(13)가 편평한 물체의 더미(11)로부터 분리된다.
이상과 같이 본 발명에 의하면, 진공은 일정하게 유지될 수 있고 밸브조정요소에 의해 각 추출단계를 위해 켜고 끌 필요가 없으며, 최하단의 편평한 물체의 정연한 분리와 안정된 흡착이 성취되는 동시에, 분 당 700 내지 800 개 이상의 훨씬 더 빠른 추출속도가 성취될 수 있는 장점을 가진 추출공정과 그 장치를 제공하는 효과가 있다.
도 1은 이송수단의 상부 평면도,
도 2는 이송방향에 직각인 방향에서 본, 한쪽에 경사진 측면부를 갖춘 추출 장치의 정면도,
도 3은 최하단의 편평한 물체의 추출전 두 경사진 측면부를 갖춘 추출장치의 정면도,
도 4는 추출공정 동안의 도 3에 따른 장치의 정면도,
도 5 내지 도 8은 추출의 여러 단계 동안의 장치의 측면도이다.
Claims (12)
- 이송방향에 평행하게 진행하는 적어도 하나의 선단부(16)에 작용하는 부압(負壓)에 의해 최하단의 편평한 물체(12)가 편평한 물체의 더미로부터 아래쪽으로 분리되고, 전후방으로 이동가능한 이송수단(20)이 적어도 하나의 흡입부에 부압을 사용하여 스크레이퍼(22) 밑으로 상기 최하단의 편평한 물체(12)를 보유 지지하고서 전진시킨 후 이를 더욱 이송하도록 된, 편평한 물체의 더미(11)로부터 적립된 편평한 물체를 하나씩 추출하는 공정에 있어서,상기 부압은 이송수단(20)이 전후방으로 이동하는 동안 지속적으로 작용되고,전방으로 이동하는 동안 보유지지된 최하단의 편평한 물체(12)의 뒤쪽 선단(18)과 흡입부 사이의 거리와, 이송수단(20)의 전후방 이동의 타이밍과 속도 및, 최하단의 편평한 물체가 추가로 이송되는 타이밍과 속도는 서로 조화되어, 전진된 최하단의 편평한 물체(12)의 뒤쪽 선단(18)이 흡입부를 이탈하기 시작할 때에 맞춰 그 순간에 이송수단(20)이 후방위치에 도달하거나 전방이동을 시작하게 되는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 공정.
- 제 1항에 있어서, 상기 최하단의 편평한 물체(12)가, 전후방으로 이동가능한 이송수단(20)의 흡입부에 의해 분리되고 보유지지되는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 공정.
- 제 1항에 있어서, 상기 선단부(16)가 편평한 물체의 더미(11)로부터 분리될 때 최하단의 편평한 물체(12)가 이송방향으로 진행하는 선을 따라 구부려지거나 휘어지는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 공정.
- 제 1항에 있어서, 상기 양쪽 선단부(16)가 편평한 물체의 더미(11)로부터 아래쪽으로 분리되는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 공정.
- 제 1항에 있어서, 상기 전진된 최하단의 편평한 물체(12)의 뒤쪽 선단(18)이 흡입부를 이탈하기 시작할 때 이송수단이 그 후방위치에 도달하는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 공정.
- 편평한 물체의 더미(11)를 위한 호퍼와; 스크레이퍼(22); 최하단의 편평한 물체의 이송방향에 평행하게 진행하는 적어도 하나의 선단부(16)를 아래쪽으로 분리하여, 상기 최하단의 편평한 물체가 스크레이퍼(22) 밑으로 전진될 수 있게 하는 적어도 하나의 흡입장치; 전후방으로 이동가능하고서 최하단의 편평한 물체(12)를 전진시키며, 그 상부가 부압을 발생하기 위해 사용된 장치에 연결될 수 있는 적어도 하나의 흡입개구부(26)를 구비하여서 최하단의 편평한 물체(12)를 그 위에 보유지지하도록 된 이송수단(20) 및; 전진되는 최하단의 편평한 물체(12)를 잡고서 더욱 이송하는 분리장치(40);를 구비하는, 편평한 물체의 더미(11)로부터 적립된 편평한 물체를 하나씩 추출하는 장치에 있어서,상기 이송수단(20)은 흡입개구부(26)가 없는 뒷부분(28)을 구비하고,이 뒷부분(28)의 길이와, 이송수단(20)의 전후방 이동의 타이밍과 속도 및, 분리장치(40)에 의한 분리공정의 타이밍과 속도가 서로 조화되어, 전진된 최하단의 편평한 물체(12)의 뒤쪽 선단(18)이 뒷부분(28)을 이탈하기 시작할 때에 맞춰 그 순간에 이송수단(20)이 후방최종위치에 도달하거나 전방이동을 시작하게 되는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 장치.
- 제 6항에 있어서, 상기 이송수단(20)의 상부가 이송방향에 평행하게 진행하는 적어도 하나의 아래쪽으로 경사진 측면부를 구비하고, 여기에 적어도 하나의 흡입개구부(26)를 갖추어서, 최하단의 편평한 물체(12)가 편평한 물체의 더미(11)로부터 분리되고 이송수단(20)에 보유지지되는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 장치.
- 제 6항에 있어서, 상기 이송수단(20)의 상부가 아래쪽으로 경사진 두 개의 측면부(30)를 구비하고, 각각에 적어도 하나의 흡입개구부(26)를 갖추어서, 최하단의 편평한 물체(12)가 편평한 물체의 더미(11)로부터 분리되고 이송수단(20)에 보유지지되는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 장치.
- 제 6항 내지 제 8항 중 어느 한 항에 있어서, 상기 이송수단(20)이 운반대인 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 장치.
- 제 6항 내지 제 8항 중 어느 한 항에 있어서, 상기 스크레이퍼(22)의 하부끝이 경사지지 않은 영역에서보다 아래쪽으로 경사진 측면부(30)의 부분에서 더 낮게 뻗어 있는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 장치.
- 제 6항 내지 제 8항 중 어느 한 항에 있어서, 상기 아래쪽으로 경사진 측면부(30)가 구부려져 있거나 둥글게 되어 있는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 장치.
- 제 6항 내지 제 8항 중 한 항에 있어서, 이송방향에서 보았을 때 앞쪽으로 경사져 있는 것을 특징으로 하는, 편평한 물체의 더미로부터 적립된 편평한 물체를 하나씩 추출하는 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19641605A DE19641605C2 (de) | 1996-10-09 | 1996-10-09 | Verfahren und Vorrichtung zur Vereinzelung gestapelter Flächengebilde, insbesondere von Papierzuschnitten bei der Verpackung von Zigaretten |
| DE19641605.1 | 1996-10-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR19980032673A KR19980032673A (ko) | 1998-07-25 |
| KR100520452B1 true KR100520452B1 (ko) | 2006-08-01 |
Family
ID=7808269
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019970051707A KR100520452B1 (ko) | 1996-10-09 | 1997-10-09 | 담배포장에서도사용가능한,적립된편평한물체를하나씩추출하는공정과장치 |
Country Status (13)
| Country | Link |
|---|---|
| EP (1) | EP0835833B1 (ko) |
| JP (1) | JP3895441B2 (ko) |
| KR (1) | KR100520452B1 (ko) |
| CN (1) | CN1081590C (ko) |
| AT (1) | ATE193871T1 (ko) |
| BR (1) | BR9705006A (ko) |
| DE (2) | DE19641605C2 (ko) |
| DK (1) | DK0835833T3 (ko) |
| ES (1) | ES2146946T3 (ko) |
| GR (1) | GR3034224T3 (ko) |
| HK (1) | HK1010182A1 (ko) |
| PT (1) | PT835833E (ko) |
| SI (1) | SI0835833T1 (ko) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19641605C2 (de) * | 1996-10-09 | 1998-11-26 | Tabac Fab Reunies Sa | Verfahren und Vorrichtung zur Vereinzelung gestapelter Flächengebilde, insbesondere von Papierzuschnitten bei der Verpackung von Zigaretten |
| CN1123521C (zh) * | 2000-08-18 | 2003-10-08 | 杨胜荣 | 前吸顶送式物件输送机构 |
| DE10056403A1 (de) * | 2000-11-14 | 2002-05-23 | Topack Verpacktech Gmbh | Verfahren und Vorrichtung zum Überführen eines Flächengebildes |
| CN102649513A (zh) * | 2012-04-19 | 2012-08-29 | 浙江工业大学 | 组合式高速单封分离机构 |
| CN103449213B (zh) * | 2013-08-30 | 2016-09-28 | 湖北中烟工业有限责任公司 | 一种卷烟包装机预切式封签纸输送装置 |
| CN103496483B (zh) * | 2013-10-23 | 2015-11-04 | 上海乾享机电科技有限公司 | 一种装说明书装置 |
| CN105936348A (zh) * | 2016-06-15 | 2016-09-14 | 成都精机自动化技术有限公司 | 一种新型自动上料设备 |
| CN107031932A (zh) * | 2017-06-01 | 2017-08-11 | 长葛市汇达感光材料有限公司 | 和保护纸同步铺设的感光材料板输出装置 |
| CN109230667B (zh) * | 2018-09-28 | 2024-06-04 | 中科天工(武汉)智能技术有限公司 | 一种纸盒成型的围条分递装置及方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1605A (en) * | 1840-05-12 | Improvement in the mode of making and affixing the ears and bails of pails, buckets | ||
| US3279788A (en) * | 1965-02-08 | 1966-10-18 | Albert F Shields | Sheet feeding means |
| US3782716A (en) * | 1972-06-29 | 1974-01-01 | Digi Data Corp | Device for selecting data cards |
| US3973768A (en) * | 1974-11-22 | 1976-08-10 | Shannon Richard E | Detachable feed mechanism for printing devices and the like |
| JPS5271062A (en) * | 1975-12-10 | 1977-06-14 | Mouri Seisakushiyo Kk | Method and device for sending out thick paper in automatic paper feeder |
| JPS647139U (ko) * | 1987-07-01 | 1989-01-17 | ||
| EP0835833A2 (de) * | 1996-10-09 | 1998-04-15 | Fabriques De Tabac Reunies S.A. | Verfahren und Vorrichtung zur Vereinzelung gestapelter Flächengebilde sowie deren Verwendung bei der Verpackung von Zigaretten |
| US6145829A (en) * | 1996-04-10 | 2000-11-14 | Phillip Morris Incorporated | Process and device for selecting a single stacked flat object from a stack and use in packaging of cigarettes |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1665937A (en) * | 1923-07-24 | 1928-04-10 | Hoague Sprague Corp | Card-feed mechanism and method |
| GB546167A (en) * | 1941-02-20 | 1942-06-30 | Edwin Leslie Bishop | Improvements relating to mechanism for feeding cardboard and like blanks to creasing, folding or other treating machinery |
-
1996
- 1996-10-09 DE DE19641605A patent/DE19641605C2/de not_active Expired - Fee Related
-
1997
- 1997-10-08 JP JP29333397A patent/JP3895441B2/ja not_active Expired - Fee Related
- 1997-10-08 CN CN97119354A patent/CN1081590C/zh not_active Expired - Fee Related
- 1997-10-09 ES ES97117459T patent/ES2146946T3/es not_active Expired - Lifetime
- 1997-10-09 SI SI9730013T patent/SI0835833T1/xx unknown
- 1997-10-09 DE DE59701876T patent/DE59701876D1/de not_active Expired - Lifetime
- 1997-10-09 KR KR1019970051707A patent/KR100520452B1/ko not_active IP Right Cessation
- 1997-10-09 BR BR9705006A patent/BR9705006A/pt not_active IP Right Cessation
- 1997-10-09 DK DK97117459T patent/DK0835833T3/da active
- 1997-10-09 AT AT97117459T patent/ATE193871T1/de active
- 1997-10-09 EP EP97117459A patent/EP0835833B1/de not_active Expired - Lifetime
- 1997-10-09 PT PT97117459T patent/PT835833E/pt unknown
-
1998
- 1998-10-13 HK HK98111209A patent/HK1010182A1/xx not_active IP Right Cessation
-
2000
- 2000-08-17 GR GR20000401909T patent/GR3034224T3/el unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1605A (en) * | 1840-05-12 | Improvement in the mode of making and affixing the ears and bails of pails, buckets | ||
| US3279788A (en) * | 1965-02-08 | 1966-10-18 | Albert F Shields | Sheet feeding means |
| US3782716A (en) * | 1972-06-29 | 1974-01-01 | Digi Data Corp | Device for selecting data cards |
| US3973768A (en) * | 1974-11-22 | 1976-08-10 | Shannon Richard E | Detachable feed mechanism for printing devices and the like |
| JPS5271062A (en) * | 1975-12-10 | 1977-06-14 | Mouri Seisakushiyo Kk | Method and device for sending out thick paper in automatic paper feeder |
| JPS647139U (ko) * | 1987-07-01 | 1989-01-17 | ||
| US6145829A (en) * | 1996-04-10 | 2000-11-14 | Phillip Morris Incorporated | Process and device for selecting a single stacked flat object from a stack and use in packaging of cigarettes |
| EP0835833A2 (de) * | 1996-10-09 | 1998-04-15 | Fabriques De Tabac Reunies S.A. | Verfahren und Vorrichtung zur Vereinzelung gestapelter Flächengebilde sowie deren Verwendung bei der Verpackung von Zigaretten |
| JPH10120215A (ja) * | 1996-10-09 | 1998-05-12 | Fab De Tabac Reunies Sa | 単一の堆積された扁平物を選別するための方法と装置並びにたばこの包装でのそれらの使用 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19641605A1 (de) | 1998-04-23 |
| BR9705006A (pt) | 1998-11-03 |
| EP0835833A2 (de) | 1998-04-15 |
| HK1010182A1 (en) | 1999-06-17 |
| DK0835833T3 (da) | 2000-07-31 |
| DE59701876D1 (de) | 2000-07-20 |
| CN1178763A (zh) | 1998-04-15 |
| EP0835833A3 (de) | 1998-11-25 |
| JP3895441B2 (ja) | 2007-03-22 |
| KR19980032673A (ko) | 1998-07-25 |
| GR3034224T3 (en) | 2000-12-29 |
| CN1081590C (zh) | 2002-03-27 |
| JPH10120215A (ja) | 1998-05-12 |
| EP0835833B1 (de) | 2000-06-14 |
| ATE193871T1 (de) | 2000-06-15 |
| SI0835833T1 (en) | 2000-08-31 |
| DE19641605C2 (de) | 1998-11-26 |
| ES2146946T3 (es) | 2000-08-16 |
| PT835833E (pt) | 2000-12-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5425533A (en) | Apparatus for assembly of a plurality of items of insert material into stacks on a conveyor | |
| US5203953A (en) | Process and apparatus for conveying labels to be transferred to a (cigarette) pack | |
| US5026249A (en) | Apparatus for stacking corrugated sheet material | |
| US3966186A (en) | Method and apparatus for feeding inserts selectively | |
| US7475522B2 (en) | Envelope filling machine | |
| KR100520452B1 (ko) | 담배포장에서도사용가능한,적립된편평한물체를하나씩추출하는공정과장치 | |
| RU2524243C2 (ru) | Устройство подачи плоских предметов и почтовая сортировочная машина | |
| US4842573A (en) | Apparatus for forming stacks of panels in zig-zag formation | |
| US5758362A (en) | Process and device for handling stacks of blanks having wrappings | |
| US4373710A (en) | Apparatus for inserting supplementary material into newspaper jackets | |
| GB2059380A (en) | Introducing stacks of sheets into prefabricated cartons or the like | |
| US5415385A (en) | Apparatus for collating and feeding documents | |
| JP2002192855A5 (ko) | ||
| US6145829A (en) | Process and device for selecting a single stacked flat object from a stack and use in packaging of cigarettes | |
| JP3746102B2 (ja) | 堆積体から扁平物を分離する方法および装置並びにたばこ包装におけるその使用 | |
| FI66811C (fi) | Anordning foer separering av ett underst ark i en pappersarkstapel | |
| US20060097440A1 (en) | Method and apparatus for placing or inserting printed supplements into printed core products | |
| JPH11349161A (ja) | 断裁物を分離するための装置 | |
| US3926423A (en) | High speed in-line paper inserting apparatus and method | |
| US20050073083A1 (en) | Method and apparatus for producing bound books, magazines or brochures | |
| US5116040A (en) | Sheet-feeder | |
| JP4921063B2 (ja) | 印刷枚葉紙を丁合いする方法および装置 | |
| JPH0780575B2 (ja) | 印刷機の為の封筒フィーダー | |
| US6119753A (en) | Device for laying end papers on inner books | |
| US2173118A (en) | Signature gathering |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20110928 Year of fee payment: 7 |
|
| FPAY | Annual fee payment |
Payment date: 20120924 Year of fee payment: 8 |
|
| LAPS | Lapse due to unpaid annual fee |