JP3895441B2 - 単一の堆積された扁平物を選別するための方法と装置並びにたばこの包装でのそれらの使用 - Google Patents
単一の堆積された扁平物を選別するための方法と装置並びにたばこの包装でのそれらの使用 Download PDFInfo
- Publication number
- JP3895441B2 JP3895441B2 JP29333397A JP29333397A JP3895441B2 JP 3895441 B2 JP3895441 B2 JP 3895441B2 JP 29333397 A JP29333397 A JP 29333397A JP 29333397 A JP29333397 A JP 29333397A JP 3895441 B2 JP3895441 B2 JP 3895441B2
- Authority
- JP
- Japan
- Prior art keywords
- flat
- lowermost
- flat object
- lowermost flat
- conveying means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/12—Suction bands, belts, or tables moving relatively to the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/12—Suction bands, belts, or tables moving relatively to the pile
- B65H3/122—Suction tables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/46—Supplementary devices or measures to assist separation or prevent double feed
- B65H3/56—Elements, e.g. scrapers, fingers, needles, brushes, acting on separated article or on edge of the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/34—Suction grippers
- B65H2406/342—Suction grippers being reciprocated in a rectilinear path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/35—Other elements with suction surface, e.g. plate or wall
- B65H2406/351—Other elements with suction surface, e.g. plate or wall facing the surface of the handled material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/36—Means for producing, distributing or controlling suction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- De-Stacking Of Articles (AREA)
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
この発明は扁平物の堆積体から単一の堆積された扁平物を選別する(selecting )ための方法および装置であって、運搬手段が扁平物の堆積体から最下方の扁平物を保持し引出すために負圧を用いるものに関する。
【0002】
【従来の技術】
このような装置は米国特許3782716号で知られている。そこに記載された選別装置はその二つの側方部が下向きに傾斜している輸送台を持つ。両方の側方部には側方部の全長にわたって均一に分布されている幾つかの開口がある。単一の扁平物を選別するために、下向きに傾斜した側方部に作られた開口を通して最下方の扁平物に真空が適用され、それにより最下方の扁平物の縁部域が下向きに曲げられ輸送台の側方部上に固定される。それから台は横方向に動き始め台上に固定された最下方の扁平物は剥離具の下に選別される。剥離具の後ろで、そのとき前進している最下方の扁平物はローラーに移送され、その目的のため真空はスイッチオフされなければならない。台はそれからその出発位置に戻り、真空は再びスイッチオンされ、選別工程が繰り返される。米国特許3782716号による装置の欠点は、真空の制御のために、低選別速度でのみ達成可能であることである(ほぼ1分当り250単位)。
【0003】
【発明が解決しようとする課題】
従って、本発明の目的はより速い速度を可能とする方法と装置を作り出すことである。
【0004】
【課題を解決するための手段】
この目的は最下方の扁平物が引取り方向に平行に走るその縁部域の少なくとも一つの上の負圧により扁平物の堆積体の残りからまず下向きに脱離され、それにより少なくとも一つの吸引部域内で、前後に動くことのできる運搬手段上に負圧によりそれは保持され、そしてそれによりそれは剥離具の下に進められ、それから更に運搬されること、および負圧が運搬手段の前後運動の間連続的に適用され、そして吸引部域と前進運動の間保持されている最下方の扁平物の後縁との間の距離、運搬手段の前後運動のタイミングと速度および最下方の扁平物の更なる運搬のタイミングと速度が、最下方の扁平物、それはそのとき前進している、の後縁が吸引部域をクリヤーし始める時点でほぼ運搬手段がその後方最終位置に到達するかまたはその前進運動を開始しているような方式で互いに調整されていることを特徴とする単一の堆積された扁平物を選別するためのこの発明による方法により達成される。
この発明の好ましい実施態様によれば、最下方の扁平物(12)は前後に動くことのできる運搬手段(20)の吸引部域によって脱離され、保持される。
この発明の他の好ましい実施態様によれば、最下方の扁平物(12)はその縁部域(16)が扁平物の堆積体(11)の残りから脱離されるとき引取り方向に走る線に沿って撓められまたは湾曲させられる。
この発明の他の好ましい実施態様によれば、両方の縁部域(16)は扁平物の堆積体(11)の残りから下向きに脱離される。
この発明の他の好ましい実施態様によれば、最下方の扁平物(12)、それはそのとき前進している、の後縁(18)が吸引部域をクリヤーし始めるときに運搬手段はその後方位置に到達する。
この発明の他の好ましい実施態様によれば、運搬手段(20)の頂部は運搬方向に平行に走る少なくとも一つの下向きに傾斜した側方部(30)を持ち、そこに少なくとも一つの開口(26)があり、それにより最下方の扁平物(12)が、扁平物の堆積体(11)の残りから脱離され、運搬手段(20)上に保持される。
この発明の他の好ましい実施態様によれば、運搬手段(20)の頂部は二つの下向きに傾斜した側方部(30)を持ち、その各々に少なくとも一つの開口(26)があり、それにより最下方の扁平物(12)が扁平物の堆積体(11)の残りから脱離され、運搬手段(20)上に保持される。
この発明の他の好ましい実施態様によれば、運搬手段(20)は輸送台である。
この発明の他の好ましい実施態様によれば、剥離具(22)の下端は下向きに傾斜した側方部(一つまた複数の)(30)の部域内で傾斜していない部分より下方まで延びている。
この発明の他の好ましい実施態様によれば、下向きに傾斜した側方部(一つまたは複数の)(30)は湾曲しているか丸味を帯びている。
この発明の他の好ましい実施態様によれば、装置は運搬方向に見たとき前方に向けて傾斜している。
【0005】
【発明の実施の形態】
この発明による方法において(およびこの発明による装置において)−運搬手段の後方部、それは吸引開口がない、の長さ、運搬手段の前後運動のタイミングと速度並びに最下方の扁平物の更なる運搬のタイミングと速度を調整する結果として−前記最下方の扁平物はそれを通して負圧が適用される開口と最後から二番目の扁平物間の真空スライド弁の一種として機能する。一旦運搬手段が既にその前進運動をしているか好ましくはその後方位置に戻ったならば、最下方の扁平物は完全に引き出され、従ってこの時点でのみ真空は最後の次の扁平物上にそのとき作用することができる。また吸引開口が問題の最下方の扁平物によりクリヤーされる時点で、運搬手段はまだその後進運動をしていることも可能である。しかし、これは後進運動が終了するとき、最後の次の扁平物がそのとき後方へ、例えば保持具に対して、押されるであろうという、そして前記扁平物がもみくしゃになるであろという危険を伴う。従って、最も遅くても最下方の扁平物、それはそのとき前進している、の後縁が吸引部域をクリヤーし始めるときに運搬手段がその後方位置に到達していることが好ましい。従って真空は一定に維持することができ弁制御素子によって各選別段階毎にスイッチをオンオフする必要がない。これはこの発明による方法で1分当り700から800単位またはそれ以上のより速い選別速度が達成できるという利点を持つ。
【0006】
同時に、最下方の扁平物のその上の扁平物からの部分的脱離および剥離具の下への放出の結果として、最下方の扁平物の整然とした分離が達成され、従って最下方の扁平物がその上に直接位置する扁平物と一緒に取り除かれるであろうという危険はない。
【0007】
好ましくは、適用された負圧による最下方の扁平物の脱離およびこの部分的に脱離した扁平物の運搬手段上への固定は、これがこの方法を実行する最も簡単な方法であるので、それを通して負圧が最下方の扁平物に適用される運搬手段の頂部の同じ吸引部域によってまたは同じ開口によって遂行される。
【0008】
また最下方の扁平物が負圧によって引取り方向に走る線に沿って撓められまたは湾曲させられるのが好ましく、その結果としてその上の扁平物からの良好な脱離が達成される。
【0009】
最下方の扁平物の両縁部域の脱離のおかげで、扁平物が引き出されるときより良い安定性とかくして付着が達成される。
【0010】
採用される扁平物は如何なる種類の扁平物であっても良いが、縁部域の少なくとも一つが可撓性である必要がある。採用しうる扁平物の例は紙素材(blanks)(例えばクーポン、差込みビラ(inserts )、帯封(wrappers)、切手)、厚紙素材並びにプラスチック素材(例えばポリ塩化ビニルから作られたまたは可塑剤のない塩化ビニル酢酸ビニル共重合体から作られた)である。好ましくは、プラスチックから作られた扁平物は普通の銀行カードの寸法と同じか小さいかまたは大きい寸法を持つ従来の銀行カードの形の可撓性カード(白色または着色されたもので、もし望むなら磁気ストリップまたは署名欄のような銀行カードの通常の特徴を備えたもの)であるであろう。
【0011】
特別の好適例は例えば紙で作られた、たばこパックのための差込みビラとして適しているほぼ7.5cm×4.5cmの寸法を持つクーポンに与えられる。これらのクーポンは一層、二層または多層を持つことができる。例えば、ほぼ22.5cm×4.5cmの長さを持つクーポンはその寸法が7.5cm×4.5cmである三層クーポンに一緒に折りたたむことができる。他の代替例は15cmの長さと9cmの幅を持つクーポンで、それはこれもまた7.5cmの長さ×4.5cmの幅の寸法を持つ(四層)クーポンを形成するために縦に一回そして横に一回折りたたまれる。これらのクーポンはそれからこの発明による方法とこの発明による装置を用いてたばこパックに付加することができる。
【0012】
この発明による装置は、扁平物の堆積のためのホッパー、剥離具、最下方の扁平物の−引取り方向に平行に走る−少なくとも一つの縁部域の下向き脱離のための少なくとも一つの吸引装置、ホッパー中に置かれた扁平物の堆積体が運搬手段上に位置するように、ホッパーの下でスライドできるような方式で支持されている選別された扁平物のための運搬手段、およびそのとき前進している最下方の扁平物を把持し更に運搬するための引取り装置を含む。
【0013】
ホッパーは例えば連続的な壁を持つまたは好ましくは−運搬方向に見たとき−前部と反対側にその高さと運搬方向に関してその長さを調節できる保持具を持つ個々の狭い直立した指状体を持つ積載シャフトであることができる。保持具は運搬手段が後方に動くとき扁平物の後方への放出を避けるために扁平物の堆積体の下縁の下方に延びるべきである。
【0014】
剥離具は最下方の部分的に脱離した扁平物を扁平物の堆積体の残りからの最終的分離を容易とする。この剥離具はこの装置の独立した要素であっても良いし、ホッパーの一部であっても良い。例えば、剥離具はホッパーの前部を構成することができる。剥離具は少なくとも最後から二番目の扁平物の下縁のところまで延びているべきで、かくして最下方の扁平物の固定後に、既に遂行された縁部域または複数の縁部域の分離にもかかわらず、二つの底部層間の付着による今一つの扁平物の同時放出を防ぐ。
【0015】
しかし、好ましくは運搬手段の下向きに傾斜した側方部の部域においては、剥離具は扁平物の堆積体の下縁の下方までずっと延びている。運搬手段の側方部(一つまたは複数)の表面と剥離具の下縁との間の距離は選別される扁平物の厚さより僅かに大きくするのが最適である。分離が既に真空固定により達成されており、その上最下方の固定扁平物の上縁と次の扁平物の下縁間の距離は下向きに傾斜した側方部(一つまたは複数)の部域においては比較的大きいので剥離具の正確な調整は必要でない。その上、調整範囲はその場合に選ばれた側方部(一つまたは複数)の傾斜角度に依存する。剥離具は単一片設計、例えば、それはU−形状であることができる、を持つことができ、その場合任意的にU−形状剥離具の下端は斜めに切られる。しかし、剥離具はまた二つの別個の部分から形成することもでき、その場合下端は、また、運搬手段の下向きに傾斜した側方部に対応するように斜めに切ることができる。
【0016】
吸引装置は最下方の扁平物の一つまたは両方の縁部域を脱離させる役目をする。この吸引装置は通常の真空源に連結された装置であることができる。しかし、好ましくは、吸引装置はより詳細に以下に説明される運搬手段の一部である。
【0017】
前後に動くことができ、好ましくは通常の方式で(例えば、クランク駆動により)駆動される台である、運搬手段は最下方の扁平物を前進させる役目をする。この目的のため、運搬手段の頂部は負圧を発生するために採用された装置に連結することのできる少なくとも一つの開口を持ち、それにより最下方の扁平物は前進運動の間運搬手段上に保持される。それを通して負圧が最下方の扁平物に適用される開口または複数の開口は運搬手段の前方部に(好ましくは前方半分に、特に前方3分の1に、特に好ましくは前方10分の1に)位置しており、従って後方部は如何なる開口も持たない。運搬手段に設けられた開口または複数の開口は真空または吸引装置に連結され、一般に円形であり、例えば1mmから1cmの範囲の直径を持つ。例えば、水流ポンプのような真空発生装置の如何なる種類もこの目的のために使用することができる。
【0018】
好ましくは、それを通して真空が適用される運搬手段開口は最下方の扁平物を固定し剥離具の下にそれを前進させるのみならず、むしろ同時に、開口または複数の開口はまた最下方の扁平物の少なくとも一つの縁部域を脱離させる役目をする。この場合、開口または複数の開口は運搬手段の一つまたは両方の側方部にそのとき位置しており、それによりこれらの側方部の後方部は、また、開口がない。吸引開口の数および寸法はもちろん各場合に選別される扁平物の固有の安定性および寸法に依存する。固有の堅さが高い程そして扁平物の寸法が大きい程、より多くのそしてより大きい開口である必要がある。ほぼ4.5cm×7.5cmの寸法を持つ前述の好ましい紙クーポンのためには運搬手段の側方部(一つまたは複数)の前方4分の1に1から4個の開口、より好ましくは前方10分の1に一つの開口で脱離を遂行し固定を確保するために十分である。
【0019】
従って、運搬手段は好ましくは運搬方向に平行に走る一つまたは二つの下向きに傾斜した側方部を持ち、その前方部に真空が適用される一つまたはそれ以上の開口があり、かくして最下方の扁平物がまず脱離され、それから運搬手段上に保持される。側方部の一方側または両方側に傾斜した運搬手段に対していずれの選択がなされるかは対象の場合の選別される扁平物に依存する。もし、例えば選別されるクーポンがその縦方向縁に沿って、すなわち運搬方向に平行に、折りたたまれているならば、そのときは運搬手段の一方側の傾斜、すなわち折りたたみの側の、が好ましい。この理由は、もし両方側が傾斜していると、そのときは全体のクーポンは折りたたみ側の負圧によって脱離されるであろうが、反対側では折りたたまれたクーポンの最下方のシートのみが脱離され、真空が適用されない頂部シートは脱離されないであろう。従って、引続いての選別工程中に、特にもし剥離具が最下方の扁平物の下縁までずっと延びていると、クーポンが剥離具上にくっつくという危険がある。しかし、縦方向または運搬方向に折りたたまれていない一層または多層クーポンの場合には、この方式で固定および分離が最も問題が少なくて実行できるので、運搬手段は好ましくは両方側に傾斜させられる。
【0020】
もし運搬手段が一方側に傾斜しておれば、それは台の全幅の約30から80パーセント、好ましくは40から70パーセントを構成する平坦側方部並びに第二の下向きに傾斜した側方部を持つ。もし運搬手段が両方側に傾斜しておれば、運搬手段の頂部は台の全幅の30から70パーセントを一般的に構成する平坦中間部並びに通常幅が等しく通常対称的に下向きに傾斜している二つの側方部を持つ。中間部は連続的であることができまたは二つまたはそれ以上の部域から構成されることができる。
【0021】
下向きに傾斜した側方部(一つまたは複数の)の角度は平坦側方部のまたは平坦中間部の面に対して5°から20°、好ましくは約10°(選別される扁平物の材料の剛直性による)である。下向きに傾斜した側方部(一つまたは複数の)はまた丸味を持たせることもでき、それは扁平物の運搬手段上への良好な固定を可能とする。
【0022】
運搬手段の幅は対象とする扁平物の幅とほぼ対応する。運搬手段の長さは扁平物の長さに放出時に通過する区分を加算したものとほぼ同じか更に長くされる。この方式により、ホッパー中に残る扁平物は落下しまたは脱落するのを防止される。運搬手段の長さはまた幾分短くすることもできる。特に、−それが、例えば後方位置にあり、最下方の扁平物の固定および放出前であるとき−運搬手段の前縁はホッパーの前壁の後縁までずっと延びていないのが好ましく、かくして固定扁平物は例えば0.5mmから3.0mmの少しだけ運搬手段の前縁を越えて延びる。これは放出後の固定扁平物の引取り装置への移送を容易にする。運搬手段上に位置する扁平物の移送を容易にするための更なる方策は運搬手段の前縁の底に傾斜をつけること並びにそれを前方に、例えば水平面に対して20°から50°の角度で傾斜させることを含む(運搬手段はもちろんまた水平であることもまた後方に傾斜させることもできる)。移送はまた運搬手段の前部を選別された扁平物を更に運搬する引取り装置に適合させることによって遂行することができる。
【0023】
この引取り装置は通常剥離具の直前に位置しており、一般に二つの普通に駆動される移送ローラーからなる。そのときは選別される扁平物を剥離具の下に前進させる運搬手段は、移送ローラーに適合している寸法の凹所をその前部に持つ。前進段階中に、運搬手段は選別される扁平物をその後扁平物を取り上げ更にそれを運搬する二つの移送ローラー間に位置させる。この方式により、扁平物が通過する経路はこの扁平物の長さよりずっと短くなる。前述の好ましい紙クーポンに対しては、移動の長さは約40mmであり、一方例えばたばこパックに使用される幾分小さい税納印紙に対してはほんの25mmである。
【0024】
最下方の扁平物が選別されるとき、まず第一に、好ましくは側方部に位置する吸引開口を通してそれに真空が適用される。この真空の適用の結果として、最下方の扁平物は運搬手段上に吸引され、従ってその支持表面上に固定される。この固定時に、扁平物はその固有の剛直性によって作り出される平坦で硬い形状を失い、運搬手段の輪郭をとる。ここで、固定されるのに加えて、最下方の扁平物はまた最後の次の扁平物から分離される。運搬手段は今や剥離具の下に移動し、最下方の扁平物を移送ローラーに移送し、それにより運搬手段は既に後方に再び動きつつある。運搬手段の後方部には開口がないので、この時点で最後の次の扁平物には真空が適用されない。前後運動のタイミングと速度、引取り装置のタイミングと速度(この両方とも好ましくは連続的であるがまた断続的であることもできる)および吸引開口のない運搬手段の後方部の長さは最下方の扁平物が吸引開口をクリヤーし始めるときに運搬手段が好ましくは少なくともその後方位置にあるような方式で互いに調整される。運搬手段はまた吸引開口がクリヤーされるときその後進運動をまだ行っていることもできる。そのときは、しかし、連続的に作動する真空の結果として、最下方の扁平物は既に運搬手段の後進運動中に吸引され、それは保持具に対してもみくちゃにされることもありうる。従って、吸引開口は、後進運動の終了直前かそうでなければちょうど運搬手段の後方最終位置でまたはその前進運動中のいずれかで、好ましくは運搬手段がその後方最終位置に到達したときに、クリヤーされるべきである。この目的のために、吸引開口は運搬手段の前方半分、特に前方3分の1または前方10分の1にのみ位置するのが好ましい。そのときは、最下方の扁平物が引き出されるや否や、最後の次の扁平物が固定され選別工程が真空のスイッチをオンオフする必要なく繰り返されうる。
【0025】
選別された扁平物はそれから更に引取り装置によって運搬される。例えば、クーポンはまだ透明なセロファン包装紙中に包まれていない完成たばこパックに付加することができる。特に、クーポンは内部ライナー中に包まれただけのたばこに付加される。そのときは、たばこパックの通常の製造工程において、得られるのは、例えばクーポンがパックが開封されるとき消費者に見え、そしてそれをその後取り出すことができるように、内部ライナーと外部包装紙間にクーポンを持つたばこハードボックスである。
【0026】
【実施例】
この発明が以下図面に示される一実施例に関して説明される。
【0027】
図1は輸送台21の形の運搬手段20の上面図を示す。輸送台21は平坦な中間部31並びに二つの側方部30を持ち、後者はまた各々が二つの部分に分かれている。側方部30の両方とも前方部29、その各々がそれを通して負圧が適用されうる四つまでの開口26を持つ、並びに開口26の無い後方部28を持つ。最後に、輸送台21は、そのとき前進している、ここでは図示されていない、扁平物の移送を容易にするためにその前方に凹所32を持つ。
【0028】
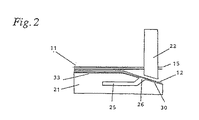
図2はほんの三つの扁平物からなる扁平物の堆積体11を持つ選別装置を示す。扁平物はそれらの縦方向縁15に沿って折りたたまれている薄い、二層のクーポンである。扁平物の堆積体11(ここでは図示されていないホッパー中の)は平坦部33と横方向に下向きに傾斜した側方部30を持つ輸送台21上に置かれている。輸送台21はそれが直線的にスライドすることができるようにレールまたは他の何らかの案内素子上に周知の態様で支持され、それはここに図示されていない駆動機構により駆動される。輸送台21の動きの経路は約30°の角度で下向きに傾斜している。ホッパー(図示せず)は輸送台21の経路と同じ態様で前方に傾斜しており、かくして扁平物の堆積体11の固有の重量がその下端が斜めに切られているロッドからなる剥離具22にそれを対置させることになる。この剥離具22は輸送台21の動きの方向に垂直に配置されている。
【0029】
その下向きに傾斜した側方部30において、輸送台21の頂部は負圧源(図示せず)にダクトシステム25により連結されている真空または吸引開口26を持つ。図2で分かるように、最下方の扁平物12が吸引され、下向きに傾斜した側方部30上に固定されるように負圧が吸引開口26に適用される。輸送台21が前進されるとき、固定された最下方の扁平物12は容易に剥離具22の下に放出され、更に運搬されることができる。
【0030】
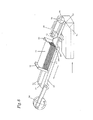
図3は二つの下向きに傾斜した側方部30を持ち、三枚の幾分厚い、一層の扁平物からなる扁平物の堆積体11を持つ、平坦な中間部31を持つ輸送台21の正面図を今一度示す。下向きに傾斜した側方部30は吸引開口26を持ち、そこに真空システム25を通して真空が適用されうる。図3は真空が適用される前の装置を示し、従って最下方の扁平物12の縁部域16はまだ最後から二番目の扁平物13の縁部域から脱離されていない。
【0031】
図4は平坦な中間部31と両側に下向きに傾斜した側方部30、吸引開口26およびダクト25を持つ図3の輸送台21を再び示す。真空が今やスイッチオンされており、従って最下方の扁平物12は輸送台21の表面上に吸引されている。真空の適用により、最下方の扁平物12の両縁部域16は引取り方向に走る線に沿って撓められ、最下方の扁平物12はその当初の硬直した真直ぐな形状を輸送台21の曲がった断面に適合するように強制される。その結果、縁部域16は次の扁平物13から分離される。輸送台21が前進されるとき、最下方の扁平物12は真空システムによって発生された負圧の結果として輸送台21によって保持されているので一緒に取り出される。その上の扁平物13の前縁は剥離具22に対接しており、一方その下縁は下向きに傾斜した側方部30に平行に走っており、従ってそれは輸送台21と一緒に動くことができず、かくして輸送台21の前進およびその結果の最下方の扁平物12の剥離具22の下への放出のため、最下方の扁平物12は確実にかつ問題なく選別される。
【0032】
図3と図4はまた真空システムのため、最下方の扁平物のみが選別されることができるので剥離具22を非常に正確に調節する必要がないことを示す。次の扁平物が一緒に運び去られることが確実に防止される。
【0033】
図5から図8は選別工程の種々の段階を示す。図5は選別工程の第一段階を示す。それは二つの下向きに傾斜した側方部30と平坦な中間部31を持つ輸送台21を示す。図5においては、クランク駆動機50によって駆動される輸送台21は、短い垂直線で終る動作矢印で示される如く、その後方位置にある。吸引空気開口26はまた一つの側方部30の前方に見ることができる。第二側方部30はまたこのような吸引空気開口26を持つが、これは図5では見ることができない。最後に、輸送台21はまた凹所32を持つ。輸送台21上に、部分的にのみ示されている剥離具22にその前方が対接している紙クーポンからなる扁平物の堆積体11がある。
【0034】
扁平物の堆積体11の後方に、保持具34がある。図5に見られるように、最下方の扁平物12は輸送台21の表面上に適用された真空により固定されており、最下方の扁平物12の縁部域は次の扁平物13から脱離されている。
【0035】
輸送台21の前方に二つの逆回転する移送ローラー42、運搬ベルト44および今一つのローラー46からなる引取り装置40がある。図5においては、選別された扁平物10が、内部ライナーを持ち、ここには示されていない運搬ベルト上で輸送されている未完成のたばこパック60上にちょうど置かれつつある。
【0036】
図5並びに図6および図8において、矢印は動きの全ての方向を示す(例えば、移送ローラー42、運搬ベルト44またはクランク駆動機50の)(上記もまた参照)。
【0037】
図6は選別の第二段階を示す。台21は今やクランク駆動機50によって少し前進されており、従って剥離具22の下の固定された最下方の扁平物12は既に短距離放出されており、最後の二番目の扁平物13から分離されているが、まだ引取り装置40には到達していない。引取り装置40の末端において、既に選別された扁平物10のたばこパック60上への載置がほぼ完了している。
【0038】
図7において、台はその最大前進位置に最終的に到達しており、それは短い垂直線で終る輸送台21の動作矢印により示されている。吸引開口26を通しての吸引空気の適用がまだ最下方の扁平物12上に専ら作用していることを明らかに見ることができる。この最下方の扁平物12は今や移送ローラー42の間にあり、一方、そこでは下方移送ローラー42は輸送台21の凹所32内に位置している。この態様により選別された扁平物12の良好な移送が可能である。既に選別された扁平物10のたばこパック60上への載置(図7の右手側における)は完了しており、一方ちょうど選別された扁平物12に対して予定された第二のたばこパック62が移送が行われるところへ輸送されつつあるところである。
【0039】
図8は選別の次の段階を示し、そこでは台21が既に後進運動をなしており、後方出発位置の直前にある。図8で見ることができるように、最下方の扁平物12は今や引取り装置40内に大部分位置しており、たばこパック62上へ載置される直前にある。しかし、扁平物12の後方端はまだ吸引開口26を覆っており、すなわち扁平物12の後縁18はまだ吸引開口26をクリヤーしておらず、従って真空は最後の次の扁平物13上に作用していない。この状態、すなわち輸送台がその後方出発位置に到達する直前、においては、最下方の扁平物12はまだ真空スライド弁として作用する。
【0040】
それから次の段階は再び図5に示された状態に相当し、そこではそこで選別された扁平物10の代りに、扁平物12が今や選別されており、次の扁平物13が扁平物の堆積体11の残りから分離されつつある。
【図面の簡単な説明】
【図1】運搬手段の平面図である。
【図2】一方側に傾斜した側方部を持つ選別装置(運搬方向に垂直な)の正面図である。
【図3】最下方の扁平物の選別前の二つの傾斜した側方部を持つ装置の正面図である。
【図4】選別工程中の図3による装置である。
【図5】選別の種々の段階中の装置の側面図である。
【図6】選別の種々の段階中の装置の側面図である。
【図7】選別の種々の段階中の装置の側面図である。
【図8】選別の種々の段階中の装置の側面図である。
【符号の説明】
10 扁平物
11 扁平物の堆積体
12 最下方の扁平物
13 最後から二番目の扁平物
16 縁部域
20 運搬手段
21 輸送台
22 剥離具
25 真空ダクト
26 吸引開口
30 下向きに傾斜した側方部
31 平坦な中間部
32 凹所
34 保持具
40 引取り装置
42 ローラー
44 運搬ベルト
46 ローラー
50 駆動機
60 たばこパック
62 たばこパック
Claims (3)
- 扁平物の堆積体(11)から単一の堆積された扁平物(10)を選別するための方法であって、更に最下方の扁平物(12)が扁平物の堆積体の残りから引取り方向に平行に走るその縁部域の少なくとも一つの上の負圧により下向きに脱離されるものであって、更に前後に動くことのできる運搬手段(20)が少なくとも一つの吸引部域の負圧を前記最下方の扁平物(12)を保持し剥離具(22)の下に前進させ、それからそれを更に運搬するために使用するものにおいて、
・負圧が運搬手段(20)の前後運動の間連続的に適用されること、および
・吸引部域と前進運動の間保持されている最下方の扁平物(12)の後縁(18)との間の距離、運搬手段(20)の前後運動のタイミングと速度および最下方の扁平物(12)の更なる運搬のタイミングと速度が、最下方の扁平物(12)、それはそのとき前進している、の後縁(18)が吸引部域をクリヤーし始める時点でほぼ運搬手段(20)がその後方位置に到達するかまたはその前進運動を開始しているような方式で互いに調整されていること、
を特徴とする方法。 - ・扁平物の堆積体(11)のためのホッパーを持ち、
・剥離具(22)を持ち、
・最下方の扁平物(12)の−引取り方向に平行に走る−少なくとも一つの縁部域(16)の下向き脱離のための少なくとも一つの吸引装置を持ち、かくして前記最下方の扁平物が剥離具(22)の下に前進されることができる、
・前後に動くことができ、最下方の扁平物(12)を前進させる役目をする運搬手段(20)を持ち、そこでは運搬手段(20)の頂部が負圧を発生するために採用された装置に連結されうる少なくとも一つの開口(26)を持ち、かくして最下方の扁平物(12)が運搬手段(20)上に保持される、および
・最下方の扁平物(12)、それはそのとき前進している、を把持し更に運搬するための引取り装置(40)を持つ、
請求項1による方法を実行するための装置において、
・運搬手段(20)が開口(26)の無い後方部(28)を持つこと、および
・後方部(28)の長さおよび運搬手段(20)の前後運動のタイミングと速度および引取り装置(40)による引取り工程のタイミングと速度が、最下方の扁平物(12)、それはそのとき前進している、の後縁(18)が後方部(28)を離れ始める時点でほぼ運搬手段(20)がその後方最終位置に到達するかその前進運動を開始するような方式で互いに調整されていること、
を特徴とする装置。 - たばこの包装のために単一紙素材を選別するための請求項2に記載の装置の使用方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19641605A DE19641605C2 (de) | 1996-10-09 | 1996-10-09 | Verfahren und Vorrichtung zur Vereinzelung gestapelter Flächengebilde, insbesondere von Papierzuschnitten bei der Verpackung von Zigaretten |
| DE19641605.1 | 1996-10-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10120215A JPH10120215A (ja) | 1998-05-12 |
| JP3895441B2 true JP3895441B2 (ja) | 2007-03-22 |
Family
ID=7808269
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP29333397A Expired - Fee Related JP3895441B2 (ja) | 1996-10-09 | 1997-10-08 | 単一の堆積された扁平物を選別するための方法と装置並びにたばこの包装でのそれらの使用 |
Country Status (13)
| Country | Link |
|---|---|
| EP (1) | EP0835833B1 (ja) |
| JP (1) | JP3895441B2 (ja) |
| KR (1) | KR100520452B1 (ja) |
| CN (1) | CN1081590C (ja) |
| AT (1) | ATE193871T1 (ja) |
| BR (1) | BR9705006A (ja) |
| DE (2) | DE19641605C2 (ja) |
| DK (1) | DK0835833T3 (ja) |
| ES (1) | ES2146946T3 (ja) |
| GR (1) | GR3034224T3 (ja) |
| HK (1) | HK1010182A1 (ja) |
| PT (1) | PT835833E (ja) |
| SI (1) | SI0835833T1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19641605C2 (de) * | 1996-10-09 | 1998-11-26 | Tabac Fab Reunies Sa | Verfahren und Vorrichtung zur Vereinzelung gestapelter Flächengebilde, insbesondere von Papierzuschnitten bei der Verpackung von Zigaretten |
| CN1123521C (zh) * | 2000-08-18 | 2003-10-08 | 杨胜荣 | 前吸顶送式物件输送机构 |
| DE10056403A1 (de) * | 2000-11-14 | 2002-05-23 | Topack Verpacktech Gmbh | Verfahren und Vorrichtung zum Überführen eines Flächengebildes |
| CN102649513A (zh) * | 2012-04-19 | 2012-08-29 | 浙江工业大学 | 组合式高速单封分离机构 |
| CN103449213B (zh) * | 2013-08-30 | 2016-09-28 | 湖北中烟工业有限责任公司 | 一种卷烟包装机预切式封签纸输送装置 |
| CN103496483B (zh) * | 2013-10-23 | 2015-11-04 | 上海乾享机电科技有限公司 | 一种装说明书装置 |
| CN105936348A (zh) * | 2016-06-15 | 2016-09-14 | 成都精机自动化技术有限公司 | 一种新型自动上料设备 |
| CN107031932A (zh) * | 2017-06-01 | 2017-08-11 | 长葛市汇达感光材料有限公司 | 和保护纸同步铺设的感光材料板输出装置 |
| CN109230667A (zh) * | 2018-09-28 | 2019-01-18 | 中科天工(武汉)智能技术有限公司 | 一种纸盒成型的围条分递装置及方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1605A (en) * | 1840-05-12 | Improvement in the mode of making and affixing the ears and bails of pails, buckets | ||
| US1665937A (en) * | 1923-07-24 | 1928-04-10 | Hoague Sprague Corp | Card-feed mechanism and method |
| GB546167A (en) * | 1941-02-20 | 1942-06-30 | Edwin Leslie Bishop | Improvements relating to mechanism for feeding cardboard and like blanks to creasing, folding or other treating machinery |
| US3279788A (en) * | 1965-02-08 | 1966-10-18 | Albert F Shields | Sheet feeding means |
| US3782716A (en) * | 1972-06-29 | 1974-01-01 | Digi Data Corp | Device for selecting data cards |
| US3973768A (en) * | 1974-11-22 | 1976-08-10 | Shannon Richard E | Detachable feed mechanism for printing devices and the like |
| JPS5271062A (en) * | 1975-12-10 | 1977-06-14 | Mouri Seisakushiyo Kk | Method and device for sending out thick paper in automatic paper feeder |
| JPS647139U (ja) * | 1987-07-01 | 1989-01-17 | ||
| DE19641605C2 (de) * | 1996-10-09 | 1998-11-26 | Tabac Fab Reunies Sa | Verfahren und Vorrichtung zur Vereinzelung gestapelter Flächengebilde, insbesondere von Papierzuschnitten bei der Verpackung von Zigaretten |
| US6145829A (en) * | 1996-04-10 | 2000-11-14 | Phillip Morris Incorporated | Process and device for selecting a single stacked flat object from a stack and use in packaging of cigarettes |
-
1996
- 1996-10-09 DE DE19641605A patent/DE19641605C2/de not_active Expired - Fee Related
-
1997
- 1997-10-08 CN CN97119354A patent/CN1081590C/zh not_active Expired - Fee Related
- 1997-10-08 JP JP29333397A patent/JP3895441B2/ja not_active Expired - Fee Related
- 1997-10-09 EP EP97117459A patent/EP0835833B1/de not_active Expired - Lifetime
- 1997-10-09 KR KR1019970051707A patent/KR100520452B1/ko not_active IP Right Cessation
- 1997-10-09 PT PT97117459T patent/PT835833E/pt unknown
- 1997-10-09 SI SI9730013T patent/SI0835833T1/xx unknown
- 1997-10-09 BR BR9705006A patent/BR9705006A/pt not_active IP Right Cessation
- 1997-10-09 DE DE59701876T patent/DE59701876D1/de not_active Expired - Lifetime
- 1997-10-09 ES ES97117459T patent/ES2146946T3/es not_active Expired - Lifetime
- 1997-10-09 AT AT97117459T patent/ATE193871T1/de active
- 1997-10-09 DK DK97117459T patent/DK0835833T3/da active
-
1998
- 1998-10-13 HK HK98111209A patent/HK1010182A1/xx not_active IP Right Cessation
-
2000
- 2000-08-17 GR GR20000401909T patent/GR3034224T3/el unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10120215A (ja) | 1998-05-12 |
| KR19980032673A (ko) | 1998-07-25 |
| CN1178763A (zh) | 1998-04-15 |
| GR3034224T3 (en) | 2000-12-29 |
| EP0835833A3 (de) | 1998-11-25 |
| DE19641605A1 (de) | 1998-04-23 |
| PT835833E (pt) | 2000-12-29 |
| BR9705006A (pt) | 1998-11-03 |
| CN1081590C (zh) | 2002-03-27 |
| KR100520452B1 (ko) | 2006-08-01 |
| DK0835833T3 (da) | 2000-07-31 |
| SI0835833T1 (en) | 2000-08-31 |
| EP0835833B1 (de) | 2000-06-14 |
| HK1010182A1 (en) | 1999-06-17 |
| EP0835833A2 (de) | 1998-04-15 |
| ATE193871T1 (de) | 2000-06-15 |
| DE19641605C2 (de) | 1998-11-26 |
| ES2146946T3 (es) | 2000-08-16 |
| DE59701876D1 (de) | 2000-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4433599A (en) | Apparatus for forming and stacking sections severed from a web of tubular film | |
| US4921235A (en) | Apparatus and method for folding and stacking napkins from a continuous web of paper or other material | |
| US5203953A (en) | Process and apparatus for conveying labels to be transferred to a (cigarette) pack | |
| US5026249A (en) | Apparatus for stacking corrugated sheet material | |
| JP3895441B2 (ja) | 単一の堆積された扁平物を選別するための方法と装置並びにたばこの包装でのそれらの使用 | |
| US5758362A (en) | Process and device for handling stacks of blanks having wrappings | |
| JPH03501013A (ja) | 製品を分離、積載するための装置 | |
| JPH07108697B2 (ja) | たばこの包装装置 | |
| JPS6013602A (ja) | 包装方法および包装装置 | |
| JPH0764447B2 (ja) | 包装機械に用紙を送る搬送装置 | |
| JPH1179143A (ja) | ヒンジ蓋付きパックの製造装置 | |
| US4743319A (en) | Method of and apparatus for making self sticking note pads | |
| US4456242A (en) | Apparatus for shingling stack of flat articles | |
| US2652161A (en) | Method of and apparatus for removing stacked articles | |
| US4814072A (en) | Method of and apparatus for replacing defective packets in a stream of randomly distributed satisfactory and defective packets | |
| JP2003522082A (ja) | 物体を1つ1つ供給するためのデバイス | |
| US6145829A (en) | Process and device for selecting a single stacked flat object from a stack and use in packaging of cigarettes | |
| US3446103A (en) | Sheet transfer and stacking device | |
| JP3746102B2 (ja) | 堆積体から扁平物を分離する方法および装置並びにたばこ包装におけるその使用 | |
| US4132398A (en) | Apparatus for removing sheets from stacks | |
| JPS61227769A (ja) | 紙巻きタバコ製造機 | |
| US3454149A (en) | Blank conveying apparatus and method | |
| US20040088949A1 (en) | Method of and apparatus for making and manipulating coupons in cigarette packing machines | |
| JP3615896B2 (ja) | 2段積み包装装置,カートンピックアップ装置及びカートン箱型化装置 | |
| JP2854004B2 (ja) | たばこ加工産業において棒状の物品を四列から二列に移行配列替えする方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041004 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041004 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060324 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20060605 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20060608 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061214 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101222 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101222 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111222 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111222 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121222 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121222 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131222 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |