JPWO2017141663A1 - 無線通信デバイス、及びその製造方法 - Google Patents
無線通信デバイス、及びその製造方法 Download PDFInfo
- Publication number
- JPWO2017141663A1 JPWO2017141663A1 JP2017526613A JP2017526613A JPWO2017141663A1 JP WO2017141663 A1 JPWO2017141663 A1 JP WO2017141663A1 JP 2017526613 A JP2017526613 A JP 2017526613A JP 2017526613 A JP2017526613 A JP 2017526613A JP WO2017141663 A1 JPWO2017141663 A1 JP WO2017141663A1
- Authority
- JP
- Japan
- Prior art keywords
- wireless communication
- communication device
- circuit board
- element block
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004891 communication Methods 0.000 title claims abstract description 240
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 82
- 239000004020 conductor Substances 0.000 claims abstract description 119
- 239000011229 interlayer Substances 0.000 claims abstract description 59
- 238000007747 plating Methods 0.000 claims description 138
- 239000002184 metal Substances 0.000 claims description 47
- 229910052751 metal Inorganic materials 0.000 claims description 47
- 238000000034 method Methods 0.000 claims description 41
- 239000000758 substrate Substances 0.000 claims description 32
- 238000012545 processing Methods 0.000 claims description 31
- 239000010410 layer Substances 0.000 claims description 30
- 239000000463 material Substances 0.000 claims description 26
- 239000011162 core material Substances 0.000 claims description 17
- 230000007261 regionalization Effects 0.000 claims description 14
- 238000004804 winding Methods 0.000 claims description 14
- 230000002093 peripheral effect Effects 0.000 claims description 9
- 238000009713 electroplating Methods 0.000 claims description 6
- 230000003213 activating effect Effects 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 2
- 229920005989 resin Polymers 0.000 description 69
- 239000011347 resin Substances 0.000 description 69
- 239000010408 film Substances 0.000 description 35
- 238000005498 polishing Methods 0.000 description 29
- 239000003990 capacitor Substances 0.000 description 19
- 230000000694 effects Effects 0.000 description 18
- 238000010586 diagram Methods 0.000 description 14
- 239000011241 protective layer Substances 0.000 description 14
- 238000007789 sealing Methods 0.000 description 12
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 11
- 239000012790 adhesive layer Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 8
- 238000001746 injection moulding Methods 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 229910000679 solder Inorganic materials 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 229920001187 thermosetting polymer Polymers 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 238000007772 electroless plating Methods 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000006247 magnetic powder Substances 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 239000010409 thin film Substances 0.000 description 4
- 229910000859 α-Fe Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 239000012762 magnetic filler Substances 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 238000002679 ablation Methods 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000037237 body shape Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
Images




Classifications
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K19/00—Record carriers for use with machines and with at least a part designed to carry digital markings
- G06K19/02—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the selection of materials, e.g. to avoid wear during transport through the machine
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06K—GRAPHICAL DATA READING; PRESENTATION OF DATA; RECORD CARRIERS; HANDLING RECORD CARRIERS
- G06K19/00—Record carriers for use with machines and with at least a part designed to carry digital markings
- G06K19/06—Record carriers for use with machines and with at least a part designed to carry digital markings characterised by the kind of the digital marking, e.g. shape, nature, code
- G06K19/067—Record carriers with conductive marks, printed circuits or semiconductor circuit elements, e.g. credit or identity cards also with resonating or responding marks without active components
- G06K19/07—Record carriers with conductive marks, printed circuits or semiconductor circuit elements, e.g. credit or identity cards also with resonating or responding marks without active components with integrated circuit chips
- G06K19/077—Constructional details, e.g. mounting of circuits in the carrier
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/56—Encapsulations, e.g. encapsulation layers, coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L25/00—Assemblies consisting of a plurality of individual semiconductor or other solid state devices ; Multistep manufacturing processes thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01P—WAVEGUIDES; RESONATORS, LINES, OR OTHER DEVICES OF THE WAVEGUIDE TYPE
- H01P11/00—Apparatus or processes specially adapted for manufacturing waveguides or resonators, lines, or other devices of the waveguide type
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q7/00—Loop antennas with a substantially uniform current distribution around the loop and having a directional radiation pattern in a plane perpendicular to the plane of the loop
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/11—Printed elements for providing electric connections to or between printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/18—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using precipitation techniques to apply the conductive material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2223/00—Details relating to semiconductor or other solid state devices covered by the group H01L23/00
- H01L2223/58—Structural electrical arrangements for semiconductor devices not otherwise provided for
- H01L2223/64—Impedance arrangements
- H01L2223/66—High-frequency adaptations
- H01L2223/6661—High-frequency adaptations for passive devices
- H01L2223/6677—High-frequency adaptations for passive devices for antenna, e.g. antenna included within housing of semiconductor device
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/15—Structure, shape, material or disposition of the bump connectors after the connecting process
- H01L2224/16—Structure, shape, material or disposition of the bump connectors after the connecting process of an individual bump connector
- H01L2224/161—Disposition
- H01L2224/16151—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/16221—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/16225—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
- H01L2224/16227—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation the bump connector connecting to a bond pad of the item
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/151—Die mounting substrate
- H01L2924/1517—Multilayer substrate
- H01L2924/15192—Resurf arrangement of the internal vias
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/151—Die mounting substrate
- H01L2924/153—Connection portion
- H01L2924/1531—Connection portion the connection portion being formed only on the surface of the substrate opposite to the die mounting surface
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/19—Details of hybrid assemblies other than the semiconductor or other solid state devices to be connected
- H01L2924/1901—Structure
- H01L2924/1904—Component type
- H01L2924/19041—Component type being a capacitor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/19—Details of hybrid assemblies other than the semiconductor or other solid state devices to be connected
- H01L2924/191—Disposition
- H01L2924/19101—Disposition of discrete passive components
- H01L2924/19105—Disposition of discrete passive components in a side-by-side arrangement on a common die mounting substrate
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Power Engineering (AREA)
- Theoretical Computer Science (AREA)
- Details Of Aerials (AREA)
Abstract
コイルアンテナの接続信頼性を向上させる。本発明の無線通信デバイスの製造方法は、第1面に搭載されたRFIC素子、および前記第1面から前記第1面に対向する第2面に延び、前記RFIC素子に接続された層間導体、を備える回路基板を用意する工程と、前記回路基板の少なくとも前記第1面を素体ブロックで覆う工程と、前記層間導体の端部に接続されると共に、前記回路基板及び前記素体ブロックを周回するコイル状導体を付与して、前記層間導体を介して前記RFIC素子に接続されるコイルアンテナを形成する工程と、を含む。
Description
本発明は、RFID(Radio Frequency Identification)タグをはじめとする近距離無線通信装置等に用いられる無線通信デバイスに関する。
近年、複数の導体を接続することによってコイルアンテナを形成する無線通信デバイスが知られている(例えば、特許文献1参照。)。
特許文献1の無線通信デバイスでは、下面導体と、側面導体と、上面導体と、絶縁層内に形成された層間導体といった複数の導体を接続してコイルアンテナを形成している。
特許文献1の無線通信デバイスでは、複数の異なる工程で複数の導体を接続することによってコイルアンテナを形成しているため、コイルアンテナの接続信頼性の向上といった点で未だ改善の余地がある。
本発明は、上記の課題を解決するものであり、コイルアンテナの接続信頼性を向上させることができる無線通信デバイス、及びその製造方法を提供することを目的とする。
本発明の一態様の無線通信デバイスを製造する方法は、
第1面に搭載されたRFIC素子、及び前記第1面から前記第1面に対向する第2面に延び、前記RFIC素子に接続される層間導体、を備える回路基板を用意する工程と、
前記回路基板の少なくとも前記第1面を素体ブロックで覆う工程と、
前記回路基板及び前記素体ブロックを周回するコイル状導体を付与して、前記層間導体を介して前記RFIC素子に接続されるコイルアンテナを形成する工程と、
を含む。
第1面に搭載されたRFIC素子、及び前記第1面から前記第1面に対向する第2面に延び、前記RFIC素子に接続される層間導体、を備える回路基板を用意する工程と、
前記回路基板の少なくとも前記第1面を素体ブロックで覆う工程と、
前記回路基板及び前記素体ブロックを周回するコイル状導体を付与して、前記層間導体を介して前記RFIC素子に接続されるコイルアンテナを形成する工程と、
を含む。
本発明の一態様の無線通信デバイスは、
第1面に搭載されたRFIC素子、及び前記第1面から前記第1面に対向する第2面に延びて前記RFIC素子に接続される層間導体、を備える回路基板と、
前記回路基板の少なくとも前記第1面を覆う素体ブロックと、
前記層間導体を介して前記RFIC素子に接続されると共に、前記回路基板及び前記素体ブロックを周回するコイル状導体で形成されたコイルアンテナと、
を備える。
第1面に搭載されたRFIC素子、及び前記第1面から前記第1面に対向する第2面に延びて前記RFIC素子に接続される層間導体、を備える回路基板と、
前記回路基板の少なくとも前記第1面を覆う素体ブロックと、
前記層間導体を介して前記RFIC素子に接続されると共に、前記回路基板及び前記素体ブロックを周回するコイル状導体で形成されたコイルアンテナと、
を備える。
本発明によれば、コイルアンテナの接続信頼性を向上させることができる無線通信デバイス、及びその製造方法を提供することができる。
(本発明に至った経緯)
特許文献1の無線通信デバイスでは、それぞれ異なる複数の工程により、複数の導体を接続することによってコイルアンテナを形成している。複数の導体は、それぞれ異なる工程で形成されて接続されるため、導体同士が接続される箇所で界面が形成される。本発明者らは、この界面において、コイルアンテナの接続信頼性が低下するということを見出した。そこで、本発明者らは、コイルアンテナの接続信頼性を向上させるため、以下の発明に至った。
特許文献1の無線通信デバイスでは、それぞれ異なる複数の工程により、複数の導体を接続することによってコイルアンテナを形成している。複数の導体は、それぞれ異なる工程で形成されて接続されるため、導体同士が接続される箇所で界面が形成される。本発明者らは、この界面において、コイルアンテナの接続信頼性が低下するということを見出した。そこで、本発明者らは、コイルアンテナの接続信頼性を向上させるため、以下の発明に至った。
本発明の一態様の無線通信デバイスを製造する方法は、
第1面に搭載されたRFIC素子、及び前記第1面から前記第1面に対向する第2面に延び、前記RFIC素子に接続される層間導体、を備える回路基板を用意する工程と、
前記回路基板の少なくとも前記第1面を素体ブロックで覆う工程と、
前記回路基板及び前記素体ブロックを周回するコイル状導体を付与して、前記層間導体を介して前記RFIC素子に接続されるコイルアンテナを形成する工程と、
を含む。
第1面に搭載されたRFIC素子、及び前記第1面から前記第1面に対向する第2面に延び、前記RFIC素子に接続される層間導体、を備える回路基板を用意する工程と、
前記回路基板の少なくとも前記第1面を素体ブロックで覆う工程と、
前記回路基板及び前記素体ブロックを周回するコイル状導体を付与して、前記層間導体を介して前記RFIC素子に接続されるコイルアンテナを形成する工程と、
を含む。
このような構成により、回路基板及び素体ブロックを周回するコイル状導体によってコイルアンテナを形成するため、接続信頼性を向上させたコイルアンテナを有する無線通信デバイスを製造することができる。
前記回路基板を素体ブロックで覆う工程は、前記回路基板を素体ブロックに埋設してもよい。
このように構成により、回路基板を素体ブロックの外部に露出させないため、耐熱性を向上させた無線通信デバイスを製造することができる。
前記回路基板を用意する工程は、複数の回路基板が連続して設けられたマザー基板を用意し、
前記回路基板を前記素体ブロックで覆う工程は、前記マザー基板を前記素体ブロックで覆い、
前記コイルアンテナを形成する工程は、前記複数の回路基板が連続する方向を巻回軸方向として、前記素体ブロックと前記マザー基板とを周回する複数のコイル状導体によって、前記複数の回路基板のそれぞれに接続される複数のコイルアンテナを形成することで、複数の無線通信デバイスが繋がった状態の集合基板を作製し、
更に、前記巻回軸方向に対して交差する方向に、前記集合基板を切断し、個片の無線通信デバイスを取得する工程、を含んでもよい。
前記回路基板を前記素体ブロックで覆う工程は、前記マザー基板を前記素体ブロックで覆い、
前記コイルアンテナを形成する工程は、前記複数の回路基板が連続する方向を巻回軸方向として、前記素体ブロックと前記マザー基板とを周回する複数のコイル状導体によって、前記複数の回路基板のそれぞれに接続される複数のコイルアンテナを形成することで、複数の無線通信デバイスが繋がった状態の集合基板を作製し、
更に、前記巻回軸方向に対して交差する方向に、前記集合基板を切断し、個片の無線通信デバイスを取得する工程、を含んでもよい。
このような構成により、複数の無線通信デバイスを容易に製造することができる。
前記無線通信デバイスを製造する方法において、前記コイル状導体をめっきパターンとしてもよい。
このような構成により、めっきパターンにより接続信頼性を向上させたコイルアンテナを有する無線通信デバイスを容易に製造することができる。
前記コイルアンテナを形成する工程は、前記回路基板及び前記素体ブロックのパターン形成領域を、レーザ加工によるアブレーションによって活性化し、前記パターン形成領域にめっき膜を形成することによって前記めっきパターンを形成する工程を含んでもよい。
このような構成により、レーザ加工によりめっきパターンを形成することができるため、接続信頼性を向上させたコイルアンテナを有する無線通信デバイスを容易に製造することができる。
前記めっきパターンを形成する工程は、電解めっきを施す工程を含んでもよい。
このような構成により、めっきパターンを更に厚く成長させることができる。
前記素体ブロックは、めっき核材を含んでもよい。
このような構成により、レーザ加工によりめっきパターンを更に容易に形成することができる。
更に、
前記素体ブロックの外周面を、めっき核入りの厚膜層で覆う工程、
を含み、
前記めっきパターンを形成する工程は、前記厚膜層の上からレーザ加工を行ってもよい。
前記素体ブロックの外周面を、めっき核入りの厚膜層で覆う工程、
を含み、
前記めっきパターンを形成する工程は、前記厚膜層の上からレーザ加工を行ってもよい。
このような構成により、厚膜層の上からレーザ加工を行うことによりめっきパターンを、更に容易に、且つ低コストで形成することができる。
無線通信デバイスを製造する方法において、前記コイル状導体を金属線としてもよい。
このような構成により、コイルアンテナ自体の抵抗を小さくすることができる。
無線通信デバイスを製造する方法において、前記コイル状導体をスプリング材としてもよい。
このような構成により、コイルアンテナ自体の抵抗を小さくすることができると共に、コイルアンテナの形状を容易に維持することができる。
本発明の一態様の無線通信デバイスは、
第1面に搭載されたRFIC素子、及び前記第1面から前記第1面に対向する第2面に延びて前記RFIC素子に接続される層間導体、を備える回路基板と、
前記回路基板の少なくとも前記第1面を覆う素体ブロックと、
前記層間導体を介して前記RFIC素子に接続されると共に、前記回路基板及び前記素体ブロックを周回するコイル状導体で形成されたコイルアンテナと、
を備える。
第1面に搭載されたRFIC素子、及び前記第1面から前記第1面に対向する第2面に延びて前記RFIC素子に接続される層間導体、を備える回路基板と、
前記回路基板の少なくとも前記第1面を覆う素体ブロックと、
前記層間導体を介して前記RFIC素子に接続されると共に、前記回路基板及び前記素体ブロックを周回するコイル状導体で形成されたコイルアンテナと、
を備える。
このような構成により、回路基板及び素体ブロックを周回するコイル状導体によってコイルアンテナを形成しているため、コイルアンテナの接続信頼性を向上させることができる。
前記回路基板は、前記素体ブロックに埋設されてもよい。
このような構成により、回路基板を素体ブロックの外部に露出させないため、耐熱性を向上させることができる。
前記層間導体は、金属ピンであってもよい。
このような構成により、焼結金属体又は導体膜よりも、直流抵抗成分を小さくすることができるため、層間導体による損失を低減することができる。
前記無線通信デバイスにおいて、前記コイル状導体をめっきパターンとしてもよい。
このような構成により、コイルアンテナの接続信頼性を向上させることができる。
前記無線通信デバイスにおいて、前記コイル状導体を金属線としてもよい。
このような構成により、コイルアンテナ自体の抵抗を小さくすることができる。
前記無線通信デバイスにおいて、前記コイル状導体をスプリング材としてもよい。
このような構成により、コイルアンテナ自体の抵抗を小さくすることができると共に、コイルアンテナの形状を容易に維持することができる。
以下、本発明の実施形態について、添付の図面を参照しながら説明する。また、各図においては、説明を容易なものとするため、各要素を誇張して示している。
(実施の形態1)
[全体構成]
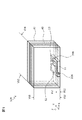
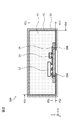
図1は、本発明に係る実施の形態1の無線通信デバイス10Aの斜視図である。図1中の直交X,Y,Z座標系において、X軸方向は無線通信デバイス10Aの幅方向を示し、Y軸方向は無線通信デバイス10Aの厚さ方向を示し、Z軸方向は無線通信デバイス10Aの高さ方向を示す。図2は、無線通信デバイス10Aの概略構成図である。
[全体構成]
図1は、本発明に係る実施の形態1の無線通信デバイス10Aの斜視図である。図1中の直交X,Y,Z座標系において、X軸方向は無線通信デバイス10Aの幅方向を示し、Y軸方向は無線通信デバイス10Aの厚さ方向を示し、Z軸方向は無線通信デバイス10Aの高さ方向を示す。図2は、無線通信デバイス10Aの概略構成図である。
図1に示すように、無線通信デバイス10Aは、回路基板11と、回路基板11を覆う素体ブロック30と、回路基板11と素体ブロック30とを周回するめっきパターン40により形成されたコイルアンテナと、を備える。また、実施の形態1においては、説明を容易にするため図1では図示していないが、コイルアンテナの上から、めっきパターン40の酸化防止、無線通信デバイス自身の耐衝撃性や耐熱性、さらには樹脂埋め込み時の成形性の向上等のための保護層50が形成されている。なお、回路基板11の側面が素体ブロック30のY軸方向の端面から露出しているが、この側面も素体ブロック30で覆われていてもよい。
<回路基板>
図1に示すように、回路基板11は、第1面PS1と、第1面PS1に対向する第2面PS2と、第1面PS1と第2面PS2とに連接する4つの側面とを有する平面視矩形状の平板状のプリント配線板である。図2に示すように、回路基板11の第1面PS1には、配線導体パターン14が形成されている。回路基板11の第1面PS1では、配線導体パターン14の上にRFIC素子12及びチップキャパシタ13等が実装されている。また、回路基板11は、内部に第1面PS1から第2面PS2へ、即ちZ軸方向へ延びる層間導体20A、20Bを備える。層間導体20A、20Bは、配線導体パターン14を介してRFIC素子12及びチップキャパシタ13に電気的に接続されると共に、めっきパターン40で形成されるコイルアンテナに電気的に接続されている。
図1に示すように、回路基板11は、第1面PS1と、第1面PS1に対向する第2面PS2と、第1面PS1と第2面PS2とに連接する4つの側面とを有する平面視矩形状の平板状のプリント配線板である。図2に示すように、回路基板11の第1面PS1には、配線導体パターン14が形成されている。回路基板11の第1面PS1では、配線導体パターン14の上にRFIC素子12及びチップキャパシタ13等が実装されている。また、回路基板11は、内部に第1面PS1から第2面PS2へ、即ちZ軸方向へ延びる層間導体20A、20Bを備える。層間導体20A、20Bは、配線導体パターン14を介してRFIC素子12及びチップキャパシタ13に電気的に接続されると共に、めっきパターン40で形成されるコイルアンテナに電気的に接続されている。
回路基板11は、例えば、ガラスエポキシ基板又は樹脂基板等であってもよいし、セラミック基板に厚膜パターンを形成したものであってもよい。このデバイスを樹脂成型体に埋め込む際の熱に対する耐熱性を有した基板、具体的にはFR4(Flame Retardant Type 4)に代表される熱伝導性の小さな基板であることが好ましい。配線導体パターン14は、例えば、銅箔のエッチング等によりパターニングされたものである。RFIC素子12は、例えば、入出力用の端子を有するRFICチップ(ベアチップ)をパッケージングしたものである。RFICチップはRFIDシステム用のRF回路やメモリ回路、制御回路等を実装したICチップである。チップキャパシタ13は、例えば、積層型セラミックチップ部品である。層間導体20A、20Bは、例えば、めっき等によるスルーホール導体、導電性ペーストの焼成による焼結金属体、又は導電性薄膜のエッチングによる薄膜金属体等の金属柱状体である。
<素体ブロック>
素体ブロック30は、回路基板11の第1面PS1を覆い、回路基板11の第1面PS1に実装されたRFIC素子12等の実装部品を保護する樹脂部材で作られている。この樹脂部材も、このデバイスを樹脂成型体に埋め込む際の熱に対する耐熱性を有した樹脂部材であることが好ましい。実施の形態1において、素体ブロック30は樹脂ブロックであり、例えば、エポキシ系の樹脂などで作られた樹脂部材で作られている。図1に示すように、素体ブロック30は、直方体の形状を有している。具体的には、素体ブロック30は、第1主面VS1と、第1主面VS1に対向する第2主面VS2と、第1主面VS1と第2主面VS2とに連接する第1側面VS3と、第1主面VS1と第2主面VS2とに連接する第2側面VS4と、を有する。実施の形態1において、素体ブロック30の第2主面VS2は、図2に示すように、回路基板11の第2面PS2と同一面となっている。即ち、素体ブロック30の第2主面VS2の一部は、回路基板11の第2面PS2により形成されている。
素体ブロック30は、回路基板11の第1面PS1を覆い、回路基板11の第1面PS1に実装されたRFIC素子12等の実装部品を保護する樹脂部材で作られている。この樹脂部材も、このデバイスを樹脂成型体に埋め込む際の熱に対する耐熱性を有した樹脂部材であることが好ましい。実施の形態1において、素体ブロック30は樹脂ブロックであり、例えば、エポキシ系の樹脂などで作られた樹脂部材で作られている。図1に示すように、素体ブロック30は、直方体の形状を有している。具体的には、素体ブロック30は、第1主面VS1と、第1主面VS1に対向する第2主面VS2と、第1主面VS1と第2主面VS2とに連接する第1側面VS3と、第1主面VS1と第2主面VS2とに連接する第2側面VS4と、を有する。実施の形態1において、素体ブロック30の第2主面VS2は、図2に示すように、回路基板11の第2面PS2と同一面となっている。即ち、素体ブロック30の第2主面VS2の一部は、回路基板11の第2面PS2により形成されている。
<コイルアンテナ>
図1に示すように、コイルアンテナは、回路基板11と素体ブロック30とを巻回軸方向、即ちY軸方向を中心に周回するめっきパターン40によって形成されている。めっきパターン40は、限定されるものではないが、例えば、6ターンの矩形ヘリカル状に形成される。めっきパターン40の一端は、回路基板11の層間導体20Aに接続されている。一方、めっきパターン40の他端は、回路基板11の層間導体20Bに接続されている。
図1に示すように、コイルアンテナは、回路基板11と素体ブロック30とを巻回軸方向、即ちY軸方向を中心に周回するめっきパターン40によって形成されている。めっきパターン40は、限定されるものではないが、例えば、6ターンの矩形ヘリカル状に形成される。めっきパターン40の一端は、回路基板11の層間導体20Aに接続されている。一方、めっきパターン40の他端は、回路基板11の層間導体20Bに接続されている。
めっきパターン40は、回路基板11の第2面PS2の層間導体20Aの端部から延びて、回路基板11及び素体ブロック30の外周面を周回し、回路基板11の第2面PS2の層間導体20Bの端部に接続される。より詳しく説明すると、めっきパターン40は、層間導体20Aの端部から延びて、素体ブロック30の第2主面VS2、第1側面VS3、第1主面VS1、第2側面VS4の順に周回し、層間導体20Bの端部に接続される。また、めっきパターン40は、第1主面VS1及び第2主面VS2上をX軸方向に延び、第1側面VS3及び第2側面VS4上をZ軸方向に延びている。ここで、「X軸方向に延びる」とは、回路基板11及び素体ブロック30を周回するめっきパターン40の延びる方向がX軸方向に平行であることを限定するものではなく、周回するめっきパターン40の延びる方向が実質的にX軸方向に延びる方向を含む。同様に、「Z軸方向に延びる」とは、回路基板11及び素体ブロック30を周回するめっきパターン40の延びる方向がZ軸方向に平行であることを限定するものではなく、周回するめっきパターン40の延びる方向が実質的にZ軸方向に延びる方向を含む。めっきパターン40は、ニッケルや銅を主成分とする比抵抗の小さな材料で構成されていることが好ましい。また、たとえばニッケル等の第1めっき膜の表層に錫又は金等の第2めっき膜を有した多層構造を有していてもよい。
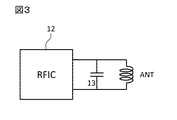
図3は、無線通信デバイス10Aの回路図である。図3に示すように、RFIC素子12には、コイルアンテナANTが接続されている。コイルアンテナANTには、チップキャパシタ13が並列接続されている。コイルアンテナANTと、チップキャパシタ13と、RFIC素子12自身が持つ容量成分とによって、HF帯に共振周波数を持ったアンテナ共振回路が構成されている。もって、この無線通信デバイス10AはHF帯RFIDタグとして構成されている。
[製造方法]
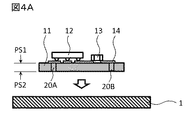
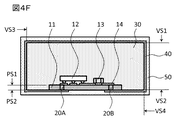
実施の形態1に係る無線通信デバイス10Aの製造方法について、図4A〜4Fを用いて説明する。図4A〜4Fは、無線通信デバイス10Aの製造工程を順に示す図である。
実施の形態1に係る無線通信デバイス10Aの製造方法について、図4A〜4Fを用いて説明する。図4A〜4Fは、無線通信デバイス10Aの製造工程を順に示す図である。
図4Aに示すように、第1面PS1側に設けられた配線導体パターン14の上にRFIC素子12及びチップキャパシタ13を実装すると共に、内部に層間導体20A、20Bを設けた回路基板11を用意する。この回路基板11を、第2面PS2側を下面にして台座1上に配置する。台座1上には、接着層(図示なし)が設けられており、回路基板11の第2面PS2側が接着層に接触する。即ち、回路基板11は、台座1の接着層に固定される。接着層は、例えば、粘着性を有する樹脂である。
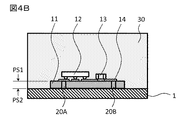
次に、図4Bに示すように、台座1上の回路基板11を素体ブロック30で覆う。素体ブロック30は、例えば、回路基板11を配置した台座1上に、液状の熱硬化性樹脂を塗布し、熱処理して硬化することによって形成される。なお、素体ブロック30は、半硬化状態の樹脂シートを、回路基板11に被せて硬化させることによって形成されてもよい。
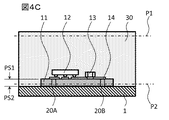
次に、図4Cに示すように、台座1を取り除き、素体ブロック30の上面と下面を表面研磨する。素体ブロック30は、例えば、バフ又はスクライビングによって、所定の研磨位置P1、P2まで研磨される。ここで、素体ブロック30の上面とは、第1主面VS1側の面であり、素体ブロック30の下面とは、第2主面VS2側の面である。
より具体的に説明すると、素体ブロック30の上面は、平坦となるように所定の研磨位置P1まで研磨される。なお、素体ブロック30の上面は、研磨する前から平坦な状態であれば、研磨を行わなくてもよい。素体ブロック30の下面は、回路基板11と共に所定の研磨位置P2まで研磨される。また、回路基板11の第2面PS2を研磨することによって、層間導体20A、20Bの端部を露出させる。なお、素体ブロック30の下面を研磨する際、台座1を取り除かずに、台座1ごと研磨してもよい。所定の研磨位置P1,P2は、製造する無線通信デバイス10Aの寸法に基づいて決定されてもよい。
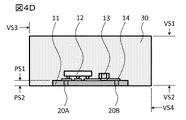
このように、素体ブロック30及び回路基板11を研磨することによって、図4Dに示すように、素体ブロック30の上面及び下面を平坦化することができる。また、所定の研磨位置P1,P2を調整することによって、無線通信デバイス10Aの寸法を調整することもできる。なお、素体ブロック30の角部は、面取りしてあることが好ましい。素体ブロック30の角部を面取りすることによって、後述するレーザ加工や配線パターンの形成をスムーズに行うことができる。
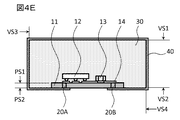
次に、図4Eに示すように、回路基板11の層間導体20A、20Bに接続すると共に、回路基板11と素体ブロック30とを周回するめっきパターン40によってコイルアンテナを形成する。めっきパターン40は、例えば、MID(Molded Interconnect Device)等の加工技術を用いて形成される。
実施の形態1では、回路基板11と素体ブロック30とのパターン形成領域を、レーザ加工によるアブレーションによって活性化し、このパターン形成領域にめっき膜を形成することによって、めっきパターン40を形成している。
より詳しく説明すると、回路基板11及び素体ブロック30において、めっきパターン40を形成したい部分、即ちパターン形成領域にレーザを照射する。レーザの照射は、回路基板11の第2面PS2に露出した層間導体20Aの端部から、素体ブロック30の第2主面VS2、第1側面VS3、第1主面VS1、第2側面VS4をヘリカル状に周回して、回路基板11の第2面PS2に露出した層間導体20Bの端部まで行われる。例えば、図1において、コイルアンテナの巻回軸、即ちY軸方向(図1参照)を中心に時計回りに素体ブロック30の周りを回動しながら、レーザを照射する。レーザの照射された部分は、活性化されるため、(即ち、表面が粗くなるため)、めっきが付きやすくなる。次に、無電解めっき等を行うことによって、レーザの照射された部分にめっき膜を形成することによってめっきパターン40を形成する。
このように、回路基板11及び素体ブロック30の外周面にレーザを照射する。そして、無電解めっきを行い、レーザ照射した部分に連続しためっきパターン40を形成することによって、コイルアンテナを形成することができる。さらに電解めっきを行い、パターンの膜厚を増やしてもよい。
次に、図4Fに示すように、回路基板11及び素体ブロック30の表面に、めっきパターン40の上から保護層50を形成する。保護層50は、コイルアンテナを保護するために設けられる。保護層50は、めっきパターン40の酸化防止、無線通信デバイス自身の耐衝撃性及び耐熱性、さらには樹脂埋め込み時の成形性の向上等のための保護用樹脂膜であり、例えば、絶縁材料のソルダーレジスト膜等である。
このように、図4A〜図4Fに示す工程を行うことにより、無線通信デバイス10Aが製造される。これらの工程は、個々の無線通信デバイスの処理工程であってもよいが、本実施の形態では、複数の無線通信デバイスを集合してなる集合基板状態で処理される。
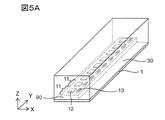
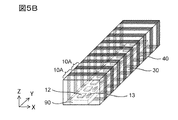
図5A及び図5Bは、棒状の集合基板を用いた無線通信デバイス10Aの製造工程である。
図5Aに示すように、複数の回路基板11が一列に連続して設けられたマザー基板90を台座1の上に固定する。図5Aでは、マザー基板90において、複数の回路基板11は、Y軸方向に連続して一列に設けられている。なお、複数の回路基板11は独立していてもよい。次に、台座1の上に固定されたマザー基板90を、素体ブロック30で覆う。次に、台座1を取り除き、素体ブロック30の上面及び下面を、表面研磨することによって平坦化する。
次に、図5Bに示すように、素体ブロック30で覆われたマザー基板90において、各回路基板11に接続される複数のコイルアンテナを形成するため、複数のめっきパターン40を形成したい部分、即ちパターン形成領域にレーザを照射する。レーザ照射は、複数の回路基板11が連続する方向、即ちY軸方向を軸方向として、マザー基板90を周回しながら行われる。レーザを照射した後、無電解めっきを行うことにより、レーザを照射した部分に複数のめっきパターン40を形成する。これにより、巻回軸を中心に、マザー基板90及び素体ブロック30を周回する複数のめっきパターン40によって、複数の回路基板11のそれぞれに接続される複数のコイルアンテナが形成される。
このように、図5A及び図5Bに示す工程を行うことにより、巻回軸方向、即ちY軸方向に複数の無線通信デバイス10Aが繋がった集合基板状態で作られる。
次に、保護層50を形成した後、集合基板を、巻回軸方向に対して交差する方向、即ち図5BにおいてX軸方向又はZ軸方向に切断することによって、複数の無線通信デバイス10Aを個片化する。これにより、集合基板から、個片の無線通信デバイス10Aを取得する。
[効果]
実施の形態1に係る無線通信デバイス10Aによれば、以下の効果を奏することができる。
実施の形態1に係る無線通信デバイス10Aによれば、以下の効果を奏することができる。
実施の形態1に係る無線通信デバイス10Aによれば、コイルアンテナが回路基板11と素体ブロック30とを周回するめっきパターン40によって形成されている。このように、無線通信デバイス10Aのコイルアンテナは、複数の導体を接続することにより形成されるものではないため、コイルアンテナにおいて異なる導体が接続することによって生じる界面の発生を抑制することができる。したがって、無線通信デバイス10Aにおいては、コイルアンテナの接続信頼性を向上させることができる。
特に、コイルアンテナはY軸方向から見たとき矩形状の断面形状をなしており、この場合、その四隅部分に熱や衝撃等による応力が加わりやすいが、少なくとも四隅を含むパターンが同一材料で連続的に形成されているため、この部分での断線リスクを大きく低減できる。
例えば、無線通信デバイス10Aを樹脂成型物品に埋設する際、射出成型時に流動する高温(例えば、瞬間的に300℃以上)の樹脂に接触しても、無線通信デバイス10Aの信頼性は損なわれない。即ち、無線通信デバイス10Aは、優れた耐熱性を有する。
また、無線通信デバイス10Aは、回路基板11の第1面PS1側が素体ブロック30によって覆われている。つまり、半導体集積回路素子であるRFIC素子やチップキャパシタ等の表面実装部品は、回路基板と素体ブロックとによって囲まれている。このため、RFIC素子12及びチップキャパシタ13等の表面実装チップ部品は、回路基板11と素体ブロック30で保護されるため、更に耐熱性を向上させることができる。
無線通信デバイス10Aによれば、回路基板11と素体ブロック30との外周面上にコイルアンテナを形成しているため、コイルアンテナの開口を最大限利用することができる。このため、無線通信デバイス10A自体を小型化しつつ、通信相手との通信距離を大きくすることができる。
また、RFIC素子12は、無線通信デバイス10Aの外方へ露出することがなく、RFIC素子12を外部に搭載することによる無線通信デバイス10Aの大型化が避けられる。
また、RFIC素子12を回路基板11に搭載し、コイルアンテナの素体は樹脂ブロックであるので、つまり、RFIC素子12の支持部材とコイルアンテナの支持部材は別部材であるので、回路基板11および素体ブロック30にそれぞれ最適な部材を選ぶことができる。たとえば、高価なプリント配線板(回路基板11)の使用量を抑制し、安価な樹脂ブロックを用いて低コスト化が可能である。また、プリント配線板と樹脂ブロックとの透磁率を異ならせることによって、具体的にはプリント配線板の透磁率よりも高い透磁率を有する樹脂ブロックを選択することによってコイルアンテナの小型化を図ることができる。
つまり、無線通信デバイス10Aのベース基材が樹脂ブロックで占められるため、耐熱性、強度、透磁率等の物理的な特性については、樹脂ブロックが支配的になる。そのため、無線通信デバイス10Aの用途に応じて樹脂ブロックの素材を選択することができ、様々な用途に適した物理的特性を有する無線通信デバイス10Aを作成することができる。なお、このためには、樹脂ブロックの体積比率がプリント配線板の体積の5倍以上であることが好ましい。
実施の形態1では、回路基板11において、その第1面PS1と、樹脂ブロック(素体ブロック30)の第1側面VS3及び第2側面VS4に対向する2つの側面とが樹脂ブロックに埋設されているが、第2面PS2と、他の2つの側面とは、樹脂ブロックから露出している。このような構成により、落下等の物理的な衝撃あるいは射出成形等の熱的な衝撃が加わった場合、樹脂ブロックから露出している面から応力を逃がすことができ、無線通信デバイス10Aの信頼性を確保しやすくなる。なお、耐衝撃性の観点からは、少なくともRFIC素子12等が実装される第1面PS1が樹脂ブロックで覆われていればよく、他の面が樹脂ブロックから露出していてもよい。
実施の形態1では、耐衝撃性と耐熱性の向上の観点から、回路基板11の第1面PS1と、第1面PS1以外の一部の面が樹脂ブロックに埋設し、他の面が樹脂ブロックから露出していることが好ましい。より好ましくは、回路基板11の第2面PS2と、回路基板11の側面のうちの一部(一面)とが樹脂ブロックから露出しているが、その他の面が樹脂ブロックに埋設していることが好ましい。
実施の形態1に係る無線通信デバイス10Aの製造方法によれば、以下の効果を奏することができる。
無線通信デバイス10Aの製造方法によれば、回路基板11及び素体ブロック30を周回するめっきパターン40によってコイルアンテナを形成することができる。特に、めっきパターン40は、同じ材料及び同じ工程で形成されるため、コイルアンテナにおいて異なる導体が接続することによって生じる界面の発生を抑制することができる。これにより、接続信頼性を向上させたコイルアンテナを有する無線通信デバイス10Aを製造することができる。
また、回路基板11と素体ブロック30との外周面上にめっきパターン40によってコイルアンテナを形成するため、コイルアンテナを容易に形成することができる。例えば、MID等のレーザ加工によるアブレーションによって、回路基板11及び素体ブロック30のパターン形成領域を活性化し、このパターン形成領域に無電解めっきを施すことによってコイルアンテナを形成することができる。このような方法では、コイルアンテナを形成するために複数の導体を接続する等の複雑な工程を行わなくても、コイルアンテナを容易に形成することができる。
複数の回路基板11を備えるマザー基板90を用いる場合、つまり、集合基板の個片化によって無線通信デバイスを作製する場合、複数の無線通信デバイス10Aをより容易に効率良く製造することができる。
なお、実施の形態1において、コイルアンテナを形成するめっきパターン40は、レーザ加工を用いてめっき膜を形成することによって行う例を説明したが、これに限定されない。例えば、回路基板11及び素体ブロック30の全周にめっきを施した後、露光・現像技術を用いてパターニングすることによって、めっきパターン40を形成してもよい。
実施の形態1において、素体ブロック30は、フェライト粉等の磁性体粉を含む構成であってもよい。この構成によれば、素体ブロック30は磁性を有するため、所定のインダクタンスのコイルアンテナを得るに要する全体のサイズを小さくすることができる。また、素体ブロック30は、金属磁性体粉末を、樹脂等を介して圧粉成形してなる圧粉成形体であってもよい。このような構成により、インダクタンスを大きくとることができるため、デバイスを更に小型化することができる。
実施の形態1において、無線通信デバイス10Aについて、保護層50を備える構成を説明したが、これに限定されない。保護層50は、必要に応じて設ければよい。
実施の形態1において、層間導体20A、20Bは、回路基板11の内部に設けられた構成について説明したが、これに限定されない。層間導体20A、20Bは、例えば、回路基板10の側面に設けられていてもよい。
コイルアンテナを形成するめっきパターン40は、矩形ヘリカル状に形成(つまり本体形状が直方体状に形成)される構成について説明したが、これに限定されない。めっきパターン40は、Y軸方向に複数のターンを有する形状であればよく、例えば、無線通信デバイスの本体の断面形状に応じて丸形又は半円形などであってもよい。また、ターン数についても限定されない。
実施の形態1において、めっきパターン40を形成する工程において、レーザの照射は、素体ブロック30を回転させながら行ってもよい。
実施の形態1において、コイルアンテナをめっきパターン40で形成する例について説明したが、これに限定されない。実施の形態1において、めっきパターン40は、コイルアンテナの一例である。コイルアンテナは、コイル状導体で形成されていればよく、例えば、金属線、スプリング材などの導体で形成されていてもよい。コイルアンテナの接続信頼性を向上させる観点から、コイル状導体は、界面を有さない導体であることが好ましい。コイル状導体は、例えば、1つの連続した導体であることが好ましい。
(実施の形態2)
[全体構成]
本発明に係る実施の形態2の無線通信デバイスについて、図6及び図7を用いて説明する。
図6は、本発明に係る実施の形態2の無線通信デバイスの斜視図を示す。図7は、実施の形態2に係る無線通信デバイスの概略構成を示す。なお、実施の形態2では、主に実施の形態1と異なる点について説明する。実施の形態2においては、実施の形態1と同一又は同等の構成については同じ符号を付して説明する。また、実施の形態2では、実施の形態1と重複する記載は省略する。
[全体構成]
本発明に係る実施の形態2の無線通信デバイスについて、図6及び図7を用いて説明する。
図6は、本発明に係る実施の形態2の無線通信デバイスの斜視図を示す。図7は、実施の形態2に係る無線通信デバイスの概略構成を示す。なお、実施の形態2では、主に実施の形態1と異なる点について説明する。実施の形態2においては、実施の形態1と同一又は同等の構成については同じ符号を付して説明する。また、実施の形態2では、実施の形態1と重複する記載は省略する。
図6に示すように、実施の形態2の無線通信デバイス10Bは、実施の形態1と比べて、層間導体20C、20Dを金属ピンで形成し、回路基板11を素体ブロック30の第2主面VS2から離れて配置している点、つまり回路基板11の全周が素体ブロック30に埋設されている点が異なる。また、実施の形態2の無線通信デバイス10Bの素体ブロック30aは、めっき核材を含む点においても、実施の形態1と異なる。
図7に示すように、層間導体20C、20Dは、例えば、柱状の金属ピンである。層間導体20C、20Dの長手方向の長さ、即ちZ方向の長さは、回路基板11の厚さよりも長い。このため、層間導体20C、20Dは、回路基板11の第2面PS2から素体ブロック30の第2主面VS2に向かって突出している。これにより、回路基板11を素体ブロック30aの第2主面VS2から離して配置することができるため、回路基板11を、素体ブロック30aの中に埋設することができる。層間導体20C、20Dは、導電性を有する材料から作られていればよく、例えば、Cu等の金属材料から作られていればよい。
素体ブロック30aは、めっき核材を含む。めっき核材とは、LDS(Laser Direct Structuring)加工技術などによりレーザ照射された部分にめっき核を露出させることができる部材である。めっき核材としては、例えば、銅等の有機金属がある。実施の形態2においては、めっき核材を含む素体ブロック30aをレーザ加工することによって、めっきパターン40を形成する。
[製造方法]
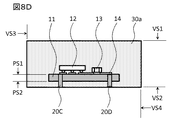
実施の形態2に係る無線通信デバイス10Bの製造方法について、図8A〜8Fを用いて説明する。図8A〜8Fは、無線通信デバイス10Bの製造工程を順に示す図である。
実施の形態2に係る無線通信デバイス10Bの製造方法について、図8A〜8Fを用いて説明する。図8A〜8Fは、無線通信デバイス10Bの製造工程を順に示す図である。
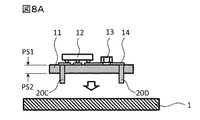
図8Aに示すように、第1面PS1側にRFIC素子12及びチップキャパシタ13を実装すると共に、第2面PS2から外方へ突出する層間導体20C、20Dを設けた回路基板11を用意する。この回路基板11を、第2面PS2側を下面にして台座1上に配置する。台座1上には、接着層(図示なし)が設けられており、回路基板11の第2面PS2側から突出した層間導体20C、20Dの端部が接着層に接触する。即ち、回路基板11の層間導体20C、20Dは、台座1の接着層に固定される。
次に、図8Bに示すように、台座1上の回路基板11を素体ブロック30aで覆う。素体ブロック30aは、例えば、回路基板11を配置した台座1上に、液状の熱硬化性樹脂を塗布し、熱処理して硬化することによって形成される。また、素体ブロック30aは、半硬化状態の樹脂シートを、回路基板11に被せて硬化させることによって形成されてもよい。
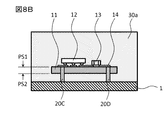
次に、図8Cに示すように、台座1を取り除き、素体ブロック30aの上面と下面とを表面研磨する。素体ブロック30aは、例えば、バフ又はスクライビングによって、所定の研磨位置P1、P2まで研磨される。ここで、素体ブロック30aの上面とは、第1主面VS1側の面であり、素体ブロック30aの下面とは、第2主面VS2側の面である。
より具体的に説明すると、素体ブロック30aの上面は、平坦となるように所定の研磨位置P1まで研磨される。なお、素体ブロック30aの上面は、研磨する前から平坦な状態であれば、研磨を行わなくてもよい。素体ブロック30aの下面は、所定の研磨位置P2まで研磨される。素体ブロック30aの下面を研磨することによって、層間導体20C、20Dの端部を露出させる。なお、素体ブロック30aの下面を研磨する際、台座1を取り除かずに、台座1ごと研磨してもよい。所定の研磨位置P1,P2は、製造する無線通信デバイス10Aの寸法に基づいて決定されてもよい。
このように、素体ブロック30aの上面及び下面を表面研磨することによって、図8Dに示すように、素体ブロック30aの上面及び下面を平坦化することができる。また、所定の研磨位置P1,P2を調整することによって、無線通信デバイス10Bの寸法を調整することもできる。なお、素体ブロック30aの角部は、面取りしていてもよい。素体ブロック30aの角部を面取りすることによって、後述するレーザ加工をスムーズに行うことができる。
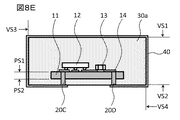
次に、図8Eに示すように、回路基板11の層間導体20C、20Dに接続すると共に、回路基板11及び素体ブロック30とを周回するめっきパターン40によってコイルアンテナを形成する。めっきパターン40は、例えば、LDS等の加工技術を用いて形成される。
実施の形態2では、回路基板11が素体ブロック30aの外部に露出しておらず、又、素体ブロック30aがめっき核材を含んでいるため、LDS加工技術を用いて、めっきパターン40を形成することができる。以下、LDS加工技術を用いためっきパターン40の形成について説明する。
素体ブロック30aにおいて、めっきパターン40を形成したい部分、即ちパターン形成領域にレーザを照射する。具体的には、レーザの照射は、素体ブロック30aの第2主面VS2に露出した層間導体20Cの端部から、第2主面VS2、第1側面VS3、第1主面VS1、第2側面VS4をヘリカル状に周回して、第2主面VS2に露出した層間導体20Dの端部まで行われる。素体ブロック30aにおいてレーザの照射された部分では、素体ブロック30aの中に含まれるめっき核材が活性化され、めっき核材が素体ブロック30aの表面に露出される。露出しためっき核材を核として、めっき膜を成長させる。次に、電解めっき等を行うことによって、素体ブロック30aの表面に形成された膜を更に厚くなるように成長させる。このようにして、素体ブロック30aの外周に選択的にめっきパターン40を形成することができる。
次に、図8Fに示すように、素体ブロック30aの表面に、コイルアンテナの上から保護層50を形成する。保護層50は、コイルアンテナを保護するために設けられる。保護層50は、酸化防止用の保護用樹脂膜であり、例えば、絶縁材料のソルダーレジスト膜等である。
このように、図8A〜図8Fに示す工程を行うことにより、無線通信デバイス10Bが製造される。また、無線通信デバイス10Bは、実施の形態1と同様に、集合基板を用いて製造されてもよい。
[効果]
実施の形態2に係る無線通信デバイス10Bによれば、以下の効果を奏することができる。
実施の形態2に係る無線通信デバイス10Bによれば、以下の効果を奏することができる。
実施の形態2に係る無線通信デバイス10Bは、層間導体20C、20Dに金属ピンを用いている。このような構成により、導電性ペーストの焼成による焼結金属体、又は導電性薄膜のエッチングによる薄膜金属体等の導体膜よりも、直流抵抗成分を小さくすることができるため、層間導体20C、20Dによる損失を低減することができる。
無線通信デバイス10Bによれば、素体ブロック30aは、めっき核材を含んでいる。このため、LDS加工技術を用いて、素体ブロック30aの外周面上に、めっきパターン40を容易に形成することができる。即ち、コイルアンテナを更に容易に形成することができる。なお、実施の形態1では、回路基板11の第2面PS2が素体ブロック30の外部に露出しているため、回路基板11の第2面PS2に、LDS加工技術によってめっきパターン40を形成することは難しい。実施の形態2では、回路基板11が素体ブロック30aの中に埋設されているため、回路基板11の第2面PS2上にめっきパターン40を形成しなくてもよい。このため、実施の形態2では、LDS加工技術を用いてめっきパターン40を形成することができるので、コイルアンテナを容易に形成することができる。
また、回路基板11が素体ブロック30aの外部に露出していない、即ち埋設されているため、耐熱性を更に向上させることができる。特に、無線通信デバイス10Bは、RFIC素子12を搭載した回路基板11が、素体ブロック30aの表面から離れている。このため、無線通信デバイス10Bを内蔵するプラスチック等の樹脂成形品を射出成型により製造する場合に、射出成型時の樹脂の熱が回路基板11に伝わりにくくなっている。したがって、無線通信デバイス10Bによれば、はんだスプラッシュ等の危険性を下げることができる。
また、コイルアンテナにより形成される磁界は、コイルアンテナに近いほど強くなる。無線通信デバイス10Bでは、回路基板11を、コイルアンテナから離して配置することによって、回路基板11がコイルアンテナから受ける磁界の影響を低減することができる。
(実施の形態3)
[全体構成]
本発明に係る実施の形態3の無線通信デバイスについて、図9〜図11を用いて説明する。
図9は、本発明に係る実施の形態3の無線通信デバイスの斜視図を示す。図10は、本発明に係る実施の形態3の無線通信デバイスの部分拡大図を示す。図11は、実施の形態3に係る無線通信デバイスの概略構成を示す。なお、実施の形態3では、主に実施の形態1と異なる点について説明する。実施の形態3においては、実施の形態1と同一又は同等の構成については同じ符号を付して説明する。また、実施の形態3では、実施の形態1と重複する記載は省略する。
[全体構成]
本発明に係る実施の形態3の無線通信デバイスについて、図9〜図11を用いて説明する。
図9は、本発明に係る実施の形態3の無線通信デバイスの斜視図を示す。図10は、本発明に係る実施の形態3の無線通信デバイスの部分拡大図を示す。図11は、実施の形態3に係る無線通信デバイスの概略構成を示す。なお、実施の形態3では、主に実施の形態1と異なる点について説明する。実施の形態3においては、実施の形態1と同一又は同等の構成については同じ符号を付して説明する。また、実施の形態3では、実施の形態1と重複する記載は省略する。
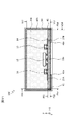
図9に示すように、実施の形態3の無線通信デバイス10Cは、実施の形態1と比べて、回路基板11aにコイルアンテナを形成するための配線パターン40a及びスルーホールめっき41を予め設けている点で異なる。また、実施の形態3では、素体ブロック30aがめっき核材を含んでいる点、及びチップキャパシタ15,16を用いてLC共振回路を構成している点についても、実施の形態1と異なる。
図9に示すように、回路基板11aは、X軸方向とY軸方向の寸法が素体ブロック30aの寸法と等しく、無線通信デバイス10Cの底部を構成している。回路基板11aは、第2面PS2に層間導体20A、20Bと接続される配線パターン40aが設けられている。配線パターン40aは、コイルアンテナの一部を形成するものであり、めっきパターンで形成されている。
図10に示すように、回路基板11aは、第1面PS1及び第2面PS2に連接する第3面PS3及び第4面PS4にスルーホールめっき41が設けられている。スルーホールめっき41は、回路基板11aの第2面PS2の配線パターン40aと、素体ブロック30aのめっきパターン40bとを接続している。即ち、図11に示すように、無線通信デバイス10Cは、配線パターン40a、スルーホールめっき41、及びめっきパターン40bによってコイルアンテナを形成している。
チップキャパシタ15、16は、無線IC素子12とLC共振回路を構成すると共に、周波数を調整するための整合回路を構成している。チップキャパシタ15、16は、周波数を粗調整又は微調整するために用いられる。
[製造方法]
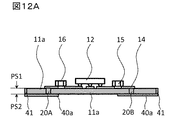
実施の形態3に係る無線通信デバイス10Cの製造方法について、図12A〜図12Cを用いて説明する。図12A〜図12Cは、無線通信デバイス10Cの製造工程を順に示す図である。なお、実施の形態3に係る無線通信デバイス10Cの製造方法において、実施の形態1及び2の説明と重複する部分は、説明を省略する。
実施の形態3に係る無線通信デバイス10Cの製造方法について、図12A〜図12Cを用いて説明する。図12A〜図12Cは、無線通信デバイス10Cの製造工程を順に示す図である。なお、実施の形態3に係る無線通信デバイス10Cの製造方法において、実施の形態1及び2の説明と重複する部分は、説明を省略する。
図12Aに示すように、回路基板11aを用意する。回路基板11aの第1面PS1側には、配線導体パターン14が形成されており、配線導体パターン14上にRFIC素子12及びチップキャパシタ15、16が実装されている。回路基板11aの第2面PS2側には、層間導体20A、20Bに接続される配線パターン40aが形成されている。回路基板11aの第3面PS3及び第4面PS4側には、配線パターン40aに接続されるスルーホールめっき41が形成されている。
配線パターン40aは、例えば、めっき層(めっきパターン)で形成されている。
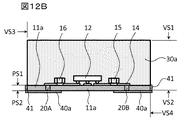
次に、図12Bに示すように、回路基板11aの第1面PS1側を素体ブロック30aで覆う。素体ブロック30aは、例えば、回路基板11aの第1面PS1に、液状の熱硬化性樹脂を塗布し、熱処理して硬化することによって形成される。なお、素体ブロック30aは、半硬化状態の樹脂シートを、回路基板11の第1面PS1に被せて硬化させることによって形成されてもよい。素体ブロック30aの上面は、表面研磨されることによって平坦化される。なお、素体ブロック30aの角部は、面取りしていてもよい。素体ブロック30のa角部を面取りすることによって、後述するレーザ加工をスムーズに行うことができる。
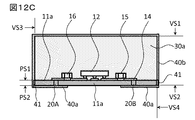
次に、図12Cに示すように、素体ブロック30aにめっきパターン40bを形成する。めっきパターン40bは、回路基板11aのスルーホールめっき41と接続される。これにより、回路基板11aの配線パターン40a、スルーホールめっき41、及び素体ブロック30aのめっきパターン40bによって、コイルアンテナを形成することができる。めっきパターン40bは、例えば、LDS又はMID等の加工技術を用いて形成される。実施の形態3では、実施の形態2と同様に、LDS加工技術を用いてめっきパターン40bを形成している。
なお、さらに電解めっきを施すことにより、回路基板11aの配線パターン40a及びスルーホール導体41とめっきパターン40bとの表面に連続しためっき膜を形成することが好ましい。これによりスルーホール導体41とめっきパターン40bとの接続信頼性を向上できるとともに、コイルアンテナの直流抵抗値を小さくできる。また、回路基板11a及び素体ブロック30aの表面に、保護層50を形成してもよい。
このように、図12A〜図12Cに示す工程を行うことにより、無線通信デバイス10Cが製造される。また、無線通信デバイス10Cは、実施の形態1及び2と同様に、集合基板を用いて製造されてもよい。
[効果]
実施の形態3に係る無線通信デバイス10Cによれば、以下の効果を奏することができる。
実施の形態3に係る無線通信デバイス10Cによれば、以下の効果を奏することができる。
実施の形態3に係る無線通信デバイス10Cによれば、回路基板11aがデバイスの底部を構成している場合でも、LDS加工技術を用いて、コイルアンテナを容易に形成することができる。
また、回路基板11aの第2面PS2側に配線パターン40aを予め形成しておくことで、コイルアンテナを形成する時間を短くすることができる。
なお、実施の形態3では、回路基板11aのX軸方向及びY軸方向の寸法を素体ブロック30aの寸法と等しい例について説明したが、これに限定されない。
(実施の形態4)
[全体構成]
本発明に係る実施の形態4の無線通信デバイスについて、図13及び図14を用いて説明する。
図13は、本発明に係る実施の形態4の無線通信デバイスの斜視図を示す。図14は、実施の形態4に係る無線通信デバイスの概略構成を示す。なお、実施の形態4では、主に実施の形態1と異なる点について説明する。実施の形態4においては、実施の形態1と同一又は同等の構成については同じ符号を付して説明する。また、実施の形態4では、実施の形態1と重複する記載は省略する。
[全体構成]
本発明に係る実施の形態4の無線通信デバイスについて、図13及び図14を用いて説明する。
図13は、本発明に係る実施の形態4の無線通信デバイスの斜視図を示す。図14は、実施の形態4に係る無線通信デバイスの概略構成を示す。なお、実施の形態4では、主に実施の形態1と異なる点について説明する。実施の形態4においては、実施の形態1と同一又は同等の構成については同じ符号を付して説明する。また、実施の形態4では、実施の形態1と重複する記載は省略する。
図13に示すように、実施の形態4の無線通信デバイス10Dは、実施の形態1と比べて、回路基板11b及び素体ブロック30の外周面にめっき核入りの厚膜層60をコーティングしている点が異なる。また、実施の形態4では、チップキャパシタ15,16を用いてアンテナ共振回路を構成している点についても、実施の形態1と異なる。
図13に示すように、回路基板11bは、X軸方向とY軸方向の寸法が素体ブロック30の寸法と等しく、無線通信デバイス10Dの底部を構成している。また、回路基板11bと素体ブロック30との外表面は、めっき核入りの厚膜層60でコーティングされている。より詳しく説明すると、図14に示すように、めっき核入りの厚膜層60は、回路基板11bの第2面PS2、素体ブロック30の第1主面VS1、第2主面VS2、第1側面VS3及び第2側面VS4をコーティングしている。
無線通信デバイス10Dは、回路基板11b及び素体ブロック30の外周にコーティングされためっき核入りの厚膜層60に、レーザ照射することによってパターン形成領域にめっきパターン40を形成する。
[製造方法]
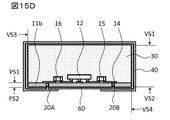
実施の形態4に係る無線通信デバイス10Dの製造方法について、図15A〜図15Dを用いて説明する。図15A〜図15Dは、無線通信デバイス10Dの製造工程を順に示す図である。なお、実施の形態4に係る無線通信デバイス10Dの製造方法において、実施の形態1の説明と重複する部分は、説明を省略する。
実施の形態4に係る無線通信デバイス10Dの製造方法について、図15A〜図15Dを用いて説明する。図15A〜図15Dは、無線通信デバイス10Dの製造工程を順に示す図である。なお、実施の形態4に係る無線通信デバイス10Dの製造方法において、実施の形態1の説明と重複する部分は、説明を省略する。
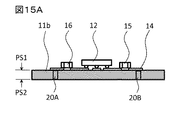
図15Aに示すように、回路基板11bを用意する。回路基板11bの第1面PS1側には、配線導体パターン14が形成されており、配線導体パターン14上にRFIC素子12及びチップキャパシタ15、16が実装されている。回路基板11bの内部には、第1面PS1から第2面PS2に延びる層間導体20A、20Bが設けられている。
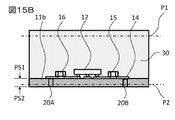
次に、図15Bに示すように、回路基板11bの第1面PS1側を素体ブロック30で覆う。素体ブロック30の上面は、所定の研磨位置P1まで表面研磨されることによって平坦化される。また、回路基板11bの第2面PS2は、所定の研磨位置P2まで表面研磨されることによって、層間導体20A、20Bの端部を露出させる。なお、素体ブロック30の角部は、面取りしてもよい。素体ブロック30の角部を面取りすることによって、後述するレーザ加工をスムーズに行うことができる。
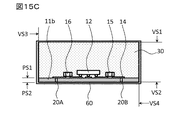
次に、図15Cに示すように、回路基板11bと素体ブロック30の外周をめっき核入りの厚膜層60でコーティングする。具体的には、めっき核入りの厚膜層60は、回路基板11bの第2面PS2、素体ブロック30の第1主面VS1、第2主面VS2、第1側面VS3及び第2側面VS4にコーティングされる。
次に、図15Dに示すように、めっき核入りの厚膜層60にレーザ加工してめっきパターン40を形成することによって、コイルアンテナを形成する。実施の形態4では、実施の形態2及び3と同様に、LDS加工技術を用いてめっきパターンを形成している。
より詳しく説明すると、めっき核入りの厚膜層60のパターン形成領域にレーザを照射することによって、めっき核を外表面に露出させ、露出しためっき核からめっき膜を成長させる。ここで、パターン形成領域とは、コイルアンテナ、即ちめっきパターン40を形成したい部分である。その後、電解めっきを施すことによって、めっき膜を厚くすることによって、めっきパターン40を形成する。
また、回路基板11a及び素体ブロック30aの表面に、保護層50を形成してもよい。
このように、図15A〜図15Dに示す工程を行うことにより、無線通信デバイス10Dが製造される。また、無線通信デバイス10Dは、実施の形態1及び2と同様に、集合基板を用いて製造されてもよい。
[効果]
実施の形態4に係る無線通信デバイス10Dによれば、以下の効果を奏することができる。
実施の形態4に係る無線通信デバイス10Dによれば、以下の効果を奏することができる。
実施の形態4に係る無線通信デバイス10Dによれば、めっき核入りの厚膜層60を回路基板11bと素体ブロック30の外周面にコーティングすることによって、例えば、LDS加工技術を用いて、コイルアンテナを容易に形成することができる。
また、めっき核材を含む素体ブロックに比べて、低コストでコイルアンテナを形成することができる。
なお、実施の形態4では、めっき核入りの厚膜層60は、めっきパターン40を形成する部分にコーティングされていればよい。例えば、めっき核入りの厚膜層60は、素体ブロック30の各面において、部分的にコーティングされていてもよい。
(実施の形態5)
[全体構成]
本発明に係る実施の形態5の無線通信デバイスについて、図16を用いて説明する。
図16は、実施の形態5に係る無線通信デバイスの概略構成を示す。なお、実施の形態5では、主に実施の形態2と異なる点について説明する。実施の形態5においては、実施の形態2と同一又は同等の構成については同じ符号を付して説明する。また、実施の形態5では、実施の形態2と重複する記載は省略する。
[全体構成]
本発明に係る実施の形態5の無線通信デバイスについて、図16を用いて説明する。
図16は、実施の形態5に係る無線通信デバイスの概略構成を示す。なお、実施の形態5では、主に実施の形態2と異なる点について説明する。実施の形態5においては、実施の形態2と同一又は同等の構成については同じ符号を付して説明する。また、実施の形態5では、実施の形態2と重複する記載は省略する。
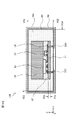
図16に示すように、実施の形態5の無線通信デバイス10Eは、実施の形態2と比べて、封止樹脂層17と、磁性体ブロック18とを含む点が異なる。
図16に示すように、無線通信デバイス10Eは、回路基板11の第1面PS1側に封止樹脂層17を形成すると共に、封止樹脂層17の上に磁性体ブロック18を配置している。また、回路基板11、封止樹脂層17、及び磁性体ブロック18は、素体ブロック30の中に埋設されると共に、コイルアンテナの内側に配置されている。
封止樹脂層17は、回路基板11の第1面PS1上に実装されたRFIC12及びチップキャパシタ13等の表面実装部品を封止している。封止樹脂層17は、例えば、エポキシ系樹脂等の熱硬化性樹脂などで作られている。
磁性体ブロック18は、封止樹脂層17の上に配置されている。磁性体ブロック18は、直方体形状を有しており、例えば、フェライト等で作られている。磁性体ブロック18は、コイルアンテナの内側に配置されており、コイルアンテナに対する磁心(磁性体コア)として作用する。
[効果]
実施の形態5に係る無線通信デバイス10Eによれば、以下の効果を奏することができる。
実施の形態5に係る無線通信デバイス10Eによれば、以下の効果を奏することができる。
実施の形態5の無線通信デバイス10Eによれば、回路基板11の第1面PS1側の表面実装部品を封止樹脂層17によって封止し、封止樹脂層17の上に磁性体ブロック18を配置している。また、磁性体ブロック18は、コイルアンテナの内側に配置されている。このような構成により、磁性体ブロック18がコイルアンテナに対する磁性体コア(磁心)として作用し、集磁効果を向上させることができる。その結果、通信相手のアンテナとの磁界結合を高めることができる。また、実施の形態5の無線通信デバイス10Eによれば、実施の形態2に比べて、通信相手との磁界結合を低下させずに、デバイスサイズを小型化することができる。
実施の形態5の無線通信デバイス10Eによれば、回路基板11の第1面PS1側に実装された表面実装部品を封止樹脂層17によって封止することによって、表面実装部品を保護することができる。
(実施の形態6)
[全体構成]
本発明に係る実施の形態6の無線通信デバイス付き物品について、図17を用いて説明する。
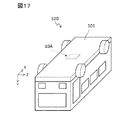
図17は、実施の形態6に係る無線通信デバイス付き物品100の斜視図である。無線通信デバイス付き物品100は、無線通信デバイスを内蔵した樹脂成型体101であり、例えば、樹脂成型で作られたミニチュアカー等の玩具である。無線通信デバイス付き物品100は、無線通信デバイスとして、実施の形態1の無線通信デバイス10Aが内蔵されている。この無線通信デバイス付き物品100は、例えば、上記樹脂成型品用の金型内に無線通信デバイス10Aが固定された状態でエポキシ樹脂等の成型用樹脂を射出成型することによって形成できる。
[全体構成]
本発明に係る実施の形態6の無線通信デバイス付き物品について、図17を用いて説明する。
図17は、実施の形態6に係る無線通信デバイス付き物品100の斜視図である。無線通信デバイス付き物品100は、無線通信デバイスを内蔵した樹脂成型体101であり、例えば、樹脂成型で作られたミニチュアカー等の玩具である。無線通信デバイス付き物品100は、無線通信デバイスとして、実施の形態1の無線通信デバイス10Aが内蔵されている。この無線通信デバイス付き物品100は、例えば、上記樹脂成型品用の金型内に無線通信デバイス10Aが固定された状態でエポキシ樹脂等の成型用樹脂を射出成型することによって形成できる。
図17に示すように、無線通信デバイス10Aは、樹脂成型体101内に埋設され、物品100の外部には露出しない。無線通信デバイス10Aは、例えば、玩具の底部に埋設される。玩具の底部とは、図17の視点で、RFIDタグ付き物品301の上面付近に対応する。
無線通信デバイス10Aのコイルアンテナの巻回軸は、ミニチュアカー等の玩具の底面に対する法線方向を向く。そのため、この玩具の底面をリーダ/ライタ装置の読み取り部に対向させることで、リーダ/ライタ装置は、無線通信デバイス10Aと通信する。これにより、リーダ/ライタ装置またはリーダ/ライタ装置に接続されるホスト装置は所定の処理を行う。
[効果]
実施の形態6に係る無線通信デバイス付き物品100によれば、以下の効果を奏することができる。
実施の形態6に係る無線通信デバイス付き物品100によれば、以下の効果を奏することができる。
実施の形態6に係る無線通信デバイス付き物品100によれば、回路基板11において表面実装部品が実装される面が素体ブロック30で覆われている無線通信デバイス10Aを用いている。このため、RFIC素子等の実装部品は回路基板11と素体ブロック30との間に挟まれることになり、樹脂成型体101の射出成型時に高熱にて流動する射出成型用樹脂に対して、無線通信デバイス10Aにおける表面実装チップ部品のはんだ接続部が素体ブロック30によって保護される。よって、無線通信デバイス付き物品100によれば、リーダ/ライタ装置等で通信可能な優れた電気的特性及び耐熱性が高く、高い信頼性を有する。
なお、実施の形態6においては、実施の形態1の無線通信デバイス10Aを備えた物品について説明したが、これに限定されない。例えば、実施の形態2〜5の無線通信デバイスを備えた物品であってもよい。また、無線通信デバイス付き物品100は、例えば、樹脂成型により無線通信デバイス10Aを埋設した容器あるいは食器等であってもよい。特に消毒等のために高温下にさらされる物品に好適である。
(実施の形態7)
本発明に係る実施の形態7の無線通信デバイスについて、図18A〜図18Iを用いて説明する。
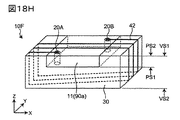
図18A〜図18Iは、無線通信デバイス10Fの製造工程を順に示す図である。なお、実施の形態7に係る無線通信デバイス10Fの製造方法において、実施の形態1〜6の説明と重複する部分は、説明を省略する。また、図18A〜図18Iでは、説明を容易にするため、回路基板11上に実装されるRFIC素子12などの図示を省略している。
本発明に係る実施の形態7の無線通信デバイスについて、図18A〜図18Iを用いて説明する。
図18A〜図18Iは、無線通信デバイス10Fの製造工程を順に示す図である。なお、実施の形態7に係る無線通信デバイス10Fの製造方法において、実施の形態1〜6の説明と重複する部分は、説明を省略する。また、図18A〜図18Iでは、説明を容易にするため、回路基板11上に実装されるRFIC素子12などの図示を省略している。
図18A〜図18Iに示すように、実施の形態7の無線通信デバイス10Fの製造方法では、実施の形態1〜5と比べて、素体ブロック30に金属線42を巻き付けることによって、コイルアンテナを形成する点が異なる。即ち、実施の形態7の無線通信デバイス10Fは、実施の形態1〜5と比べて、コイルアンテナを金属線42で形成している点が異なる。
[製造方法]
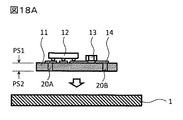
図18Aに示すように、第1面PS1側に設けられた配線導体パターン14の上にRFIC素子12及びチップキャパシタ13を実装すると共に、内部に層間導体20A、20Bを設けた回路基板11を用意する。この回路基板11を、第2面PS2側を下面にして台座1上に配置する。台座1上には、接着層(図示なし)が設けられており、回路基板11の第2面PS2側が接着層に接触する。即ち、回路基板11は、台座1の接着層に固定される。
図18Aに示すように、第1面PS1側に設けられた配線導体パターン14の上にRFIC素子12及びチップキャパシタ13を実装すると共に、内部に層間導体20A、20Bを設けた回路基板11を用意する。この回路基板11を、第2面PS2側を下面にして台座1上に配置する。台座1上には、接着層(図示なし)が設けられており、回路基板11の第2面PS2側が接着層に接触する。即ち、回路基板11は、台座1の接着層に固定される。
次に、図18Bに示すように、台座1上の回路基板11を素体ブロック30で覆う。素体ブロック30は、例えば、回路基板11を配置した台座1上に、液状の熱硬化性樹脂を塗布し、熱処理して硬化することによって形成される。なお、素体ブロック30は、半硬化状態の樹脂シートを、回路基板11に被せて硬化させることによって形成されてもよい。
次に、図18Cに示すように、台座1を取り除き、素体ブロック30の上面と下面を表面研磨する。素体ブロック30は、例えば、バフ又はスクライビングによって、所定の研磨位置P1、P2まで研磨される。
このように、素体ブロック30及び回路基板11を研磨することによって、図18Dに示すように、素体ブロック30の上面及び下面を平坦化することができる。また、所定の研磨位置P1,P2を調整することによって、無線通信デバイス10Fの寸法を調整することもできる。
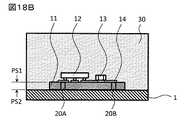
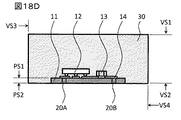
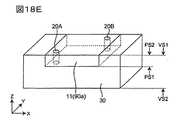
図18Eは、図18Dの製造工程で作成された結果物の外観を示す。図18Eに示すように、素体ブロック30の下面を平坦化することで、素体ブロック30の下面である第1主面VS1と回路基板11の第2面PS2とが同一面に形成される。また、回路基板11の第2面PS2には、層間導体20A、20Bの端面が露出している。
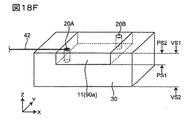
図18Fに示すように、回路基板11の第2面PS2に露出している層間導体20Aの端面に金属線42の一端を溶着等によって取り付ける。金属線42は、例えば、銅線等を用いることができる。
図18Gに示すように、金属線42を素体ブロック30に巻き付ける。具体的には、Y軸方向を中心に素体ブロック30の周りを金属線42が周回させて、矩形ヘリカル状のコイルアンテナを形成する。なお、素体ブロック30には、金属線42が巻き付けられる部分に、金属線42の少なくとも一部が入り込むような溝が形成されていてもよい。素体ブロック30に金属線42用の溝を形成することにより、金属線42の線間ギャップが動くのを抑制することができると共に、容易に金属線42を巻き付けることができる。
図18Hに示すように、金属線42を素体ブロック30の周りに巻き付けて、コイルアンテナを形成した後、金属線42の他端を層間導体20Bの端面に溶着等によって取り付ける。なお、図18Hでは、金属線42は、3ターンの矩形ヘリカル状で素体ブロック30に巻き付けられているが、これに限定されない。ターン数、コイル形状などは、例えば、無線通信デバイス10Fの形状、即ち、ベース基材となる素体ブロック30の形状に応じて変更してもよい。
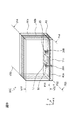
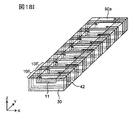
なお、図18A〜18Hでは、説明を容易にするために1つの回路基板11を用いて説明しているが、実施の形態7では、図18Iに示すように、複数の回路基板11が一列に連続して設けられたマザー基板90aを用いて、無線通信デバイス10Fの製造を行うものである。具体的には、台座1の上に固定されたマザー基板90aを、素体ブロック30で覆う(図18A〜図18B参照)。次に、素体ブロック30の上面及び下面を平坦化する(図18C〜図18E参照)。マザー基板90aのそれぞれの回路基板11に対して金属線42を巻き付けることによって(図18F〜図18H参照)、素体ブロック30の周りにそれぞれの回路基板11に対応するコイルアンテナを形成する(図18I参照)。
このように、マザー基板90aを用いると、図18Iに示すように、巻回軸方向、即ちY軸方向に複数の無線通信デバイス10Fが繋がった集合基板が作られる。この集合基板の外周に保護層を形成した後、集合基板を巻回軸方向に対して交差する方向、即ち図18IにおいてX軸方向又はZ軸方向に切断することによって、複数の無線通信デバイス10Fを個片化する。これにより、集合基板から、個片の無線通信デバイス10Fを取得する。
実施の形態7では、素体ブロック30として、例えば、エポキシ系の樹脂などで作られた樹脂ブロックを使用している。樹脂ブロックは、フェライト粉や金属磁性粉等の磁性フィラーが入っていることが好ましい。実施の形態1〜6のように、コイルアンテナをめっきパターンで形成する場合、樹脂ブロックに磁性フィラーが含まれていると、めっきの異常析出が生じる可能性がある。実施の形態7では、コイルアンテナを金属線42で形成するため、めっきの異常析出の問題が生じない。
[効果]
実施の形態7に係る無線通信デバイス10Fによれば、以下の効果を奏することができる。
実施の形態7に係る無線通信デバイス10Fによれば、以下の効果を奏することができる。
実施の形態7に係る無線通信デバイス10Fによれば、金属線42でコイルアンテナを形成することにより、めっきパターンでコイルアンテナを形成する場合と比べて、コイルアンテナ自体の抵抗を小さくすることができる。
無線通信デバイス10Fによれば、金属線42が回路基板11と素体ブロック30を跨いで、素体ブロック30の周りに巻き付けられるため、金属線42により回路基板11を素体ブロック30に固定することができる。これにより、回路基板11が素体ブロック30から脱落することを金属線42によって防止することができる。
なお、実施の形態7では、金属線42が銅線である例について説明したが、これに限定されない。金属線42は、例えば、絶縁膜で被覆された金属線(被覆線)であってもよい。
実施の形態7では、マザー基板90aを用いて複数の無線通信デバイス10Fを製造する例について説明したが、これに限定されない。例えば、実施の形態7の製造方法は、1つの無線通信デバイス10Fを製造するために使用されてもよい。
(実施の形態8)
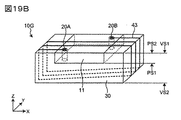
本発明に係る実施の形態7の無線通信デバイスについて、図19A及び図19Bを用いて説明する。
図19A及び図19Bは、無線通信デバイス10Gの製造工程を順に示す図である。なお、実施の形態8に係る無線通信デバイス10Gの製造方法において、実施の形態1〜7の説明と重複する部分は、説明を省略する。また、図19及び図19Bでは、説明を容易にするため、回路基板11上に実装されるRFIC素子12などの図示を省略している。
本発明に係る実施の形態7の無線通信デバイスについて、図19A及び図19Bを用いて説明する。
図19A及び図19Bは、無線通信デバイス10Gの製造工程を順に示す図である。なお、実施の形態8に係る無線通信デバイス10Gの製造方法において、実施の形態1〜7の説明と重複する部分は、説明を省略する。また、図19及び図19Bでは、説明を容易にするため、回路基板11上に実装されるRFIC素子12などの図示を省略している。
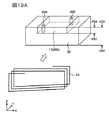
図19A及び図19Bに示すように、実施の形態8の無線通信デバイス10Gの製造方法では、実施の形態7と比べて、素体ブロック30にスプリング材43を取り付けることによって、コイルアンテナを形成する点が異なる。即ち、実施の形態8の無線通信デバイス10Gは、実施の形態7と比べて、コイルアンテナをスプリング材43で形成している点が異なる。
[製造方法]
実施の形態8の無線通信デバイス10Gの製造方法では、図18A〜図18Eに示す実施の形態7の無線通信デバイス10Fの製造方法と同じ工程であるため、説明を省略する。
実施の形態8の無線通信デバイス10Gの製造方法では、図18A〜図18Eに示す実施の形態7の無線通信デバイス10Fの製造方法と同じ工程であるため、説明を省略する。
図19Aに示すように、回路基板11が埋設された素体ブロック30(図18E参照)に、矩形ヘリカル状に形成されたスプリング材43を取り付ける。具体的には、スプリング材43の内側領域に素体ブロック30が入るように、スプリング材43を素体ブロック30に嵌め込む。
図19Bに示すように、スプリング材43を素体ブロック30に嵌め込んだ後、スプリング材43の一端を層間導体20Aの端面に溶着するか、又ははんだ等の導電材を用いて接続する。また、スプリング材43の他端を層間導体20Bの端面に溶着するか、又ははんだ等の導電材を用いて接続する。
このように、実施の形態8では、ばね性を有するスプリング材43によってコイルアンテナを形成している。
実施の形態8では、実施の形態7と同様に、マザー基板90bを用いて複数の無線通信デバイス10Gを製造してもよい。
実施の形態8では、素体ブロック30の周囲にスプリング材43が入り込む溝が設けられていてもよい。これにより、スプリング材43の位置決めを容易に行うことができる。
また、実施の形態8では、実施の形態7と同様に、素体ブロック30として、フェライト粉や金属磁性粉等の磁性フィラーを含有する樹脂ブロックを使用してもよい。
[効果]
実施の形態8に係る無線通信デバイス10Gによれば、以下の効果を奏することができる。
実施の形態8に係る無線通信デバイス10Gによれば、以下の効果を奏することができる。
実施の形態8に係る無線通信デバイス10Gによれば、スプリング材43でコイルアンテナを形成することにより、めっきパターンでコイルアンテナを形成する場合と比べて、コイルアンテナ自体の抵抗を小さくすることができる。
また、スプリング材43は、ばね性を有する金属であるため、コイルアンテナの形状を維持することができる。例えば、スプリング材43を素体ブロック30に取り付ける際に、スプリング材43を変形させることで、容易に取り付けることができる。一方、スプリング材43を素体ブロック30に取り付けた後、スプリング材43が元の形状に戻るため、コイルアンテナの形状を維持することができる。
本発明は、添付図面を参照しながら好ましい実施形態に関連して充分に記載されているが、この技術の熟練した人々にとっては種々の変形や修正は明白である。そのような変形や修正は、添付した特許請求の範囲による本発明の範囲から外れない限りにおいて、その中に含まれると理解されるべきである。
本発明は、無線通信デバイスに有用であり、コイルアンテナの接続信頼性の向上させることができる。
ANT コイルアンテナ
PS1 回路基板の第1面
PS2 回路基板の第2面
PS3 回路基板の第3面
PS4 回路基板の第4面
VS1 素体ブロックの第1主面
VS2 素体ブロックの第2主面
VS3 素体ブロックの第1側面
VS4 素体ブロックの第2側面
1 台座
10A,10B,10C,10D,10E 無線通信デバイス
11,11a,11b 回路基板
12 RFIC素子
13 チップキャパシタ
14 配線導体パターン
15,16 チップキャパシタ
17 封止樹脂層
18 磁性体ブロック
20A,20B,20C,20D 層間導体
30、30a 素体ブロック
40,40b めっきパターン
40a 配線パターン
41 スルーホールめっき
42 金属線
43 スプリング材
50 保護層
60 めっき核入りの厚膜層
90、90a、90b マザー基板
100 無線通信デバイス付き物品
101 樹脂成型体
PS1 回路基板の第1面
PS2 回路基板の第2面
PS3 回路基板の第3面
PS4 回路基板の第4面
VS1 素体ブロックの第1主面
VS2 素体ブロックの第2主面
VS3 素体ブロックの第1側面
VS4 素体ブロックの第2側面
1 台座
10A,10B,10C,10D,10E 無線通信デバイス
11,11a,11b 回路基板
12 RFIC素子
13 チップキャパシタ
14 配線導体パターン
15,16 チップキャパシタ
17 封止樹脂層
18 磁性体ブロック
20A,20B,20C,20D 層間導体
30、30a 素体ブロック
40,40b めっきパターン
40a 配線パターン
41 スルーホールめっき
42 金属線
43 スプリング材
50 保護層
60 めっき核入りの厚膜層
90、90a、90b マザー基板
100 無線通信デバイス付き物品
101 樹脂成型体
Claims (16)
- 第1面に搭載されたRFIC素子、および前記第1面から前記第1面に対向する第2面に延び、前記RFIC素子に接続される層間導体、を備える回路基板を用意する工程と、
前記回路基板の少なくとも前記第1面を素体ブロックで覆う工程と、
前記回路基板及び前記素体ブロックを周回するコイル状導体を付与して、前記層間導体を介して前記RFIC素子に接続されるコイルアンテナを形成する工程と、
を含む、無線通信デバイスの製造方法。 - 前記回路基板を素体ブロックで覆う工程は、前記回路基板を素体ブロックに埋設する、請求項1に記載の無線通信デバイスの製造方法。
- 前記回路基板を用意する工程は、複数の回路基板が連続して設けられたマザー基板を用意し、
前記回路基板を前記素体ブロックで覆う工程は、前記マザー基板を前記素体ブロックで覆い、
前記コイルアンテナを形成する工程は、前記複数の回路基板が連続する方向を巻回軸方向として、前記素体ブロックと前記マザー基板とを周回する複数の前記コイル状導体によって、前記複数の回路基板のそれぞれに接続される複数のコイルアンテナを形成することで、複数の無線通信デバイスが繋がった状態の集合基板を作製し、
更に、前記巻回軸方向に対して交差する方向に、前記集合基板を切断し、個片の無線通信デバイスを取得する工程、を含む、請求項1または2に記載の無線通信デバイスの製造方法。 - 前記コイル状導体をめっきパターンとする、請求項1〜3のいずれか一項に記載の無線通信デバイスの製造方法。
- 前記コイルアンテナを形成する工程は、前記回路基板及び前記素体ブロックのパターン形成領域を、レーザ加工によるアブレーションによって活性化し、前記パターン形成領域にめっき膜を形成することによって前記めっきパターンを形成する工程を含む、請求項4に記載の無線通信デバイスの製造方法。
- 前記めっきパターンを形成する工程は、電解めっきを施す工程を含む、請求項5に記載の無線通信デバイスの製造方法。
- 前記素体ブロックは、めっき核材を含む、請求項5または6に記載の無線通信デバイスの製造方法。
- 更に、
前記素体ブロックの外周面を、めっき核入りの厚膜層で覆う工程、
を含み、
前記めっきパターンを形成する工程は、前記厚膜層の上からレーザ加工を行う、請求項5または6に記載の無線通信デバイスの製造方法。 - 前記コイル状導体を金属線とする、請求項1〜3のいずれか一項に記載の無線通信デバイスの製造方法。
- 前記コイル状導体をスプリング材とする、請求項1〜3のいずれか一項に記載の無線通信デバイスの製造方法。
- 第1面に搭載されたRFIC素子、および前記第1面から前記第1面に対向する第2面に延び、前記RFIC素子に接続された層間導体、を備える回路基板と、
前記回路基板の少なくとも前記第1面を覆う素体ブロックと、
前記層間導体を介して前記RFIC素子に接続されると共に、前記回路基板と前記素体ブロックとを周回するコイル状導体で形成されたコイルアンテナと、
を備える、無線通信デバイス。 - 前記回路基板は、前記素体ブロックに埋設される、請求項11に記載の無線通信デバイス。
- 前記層間導体は、金属ピンである、請求項11または12に記載の無線通信デバイス。
- 前記コイル状導体をめっきパターンとする、請求項11〜13のいずれか一項に記載の無線通信デバイス。
- 前記コイル状導体を金属線とする、請求項11〜13のいずれか一項に記載の無線通信デバイス。
- 前記コイル状導体をスプリング材とする、請求項11〜13のいずれか一項に記載の無線通信デバイス。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016028171 | 2016-02-17 | ||
| JP2016028171 | 2016-02-17 | ||
| PCT/JP2017/002888 WO2017141663A1 (ja) | 2016-02-17 | 2017-01-27 | 無線通信デバイス、及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6187728B1 JP6187728B1 (ja) | 2017-08-30 |
| JPWO2017141663A1 true JPWO2017141663A1 (ja) | 2018-02-22 |
Family
ID=59625028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017526613A Active JP6187728B1 (ja) | 2016-02-17 | 2017-01-27 | 無線通信デバイス、及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6187728B1 (ja) |
| WO (1) | WO2017141663A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021117004A (ja) * | 2020-01-22 | 2021-08-10 | 株式会社東芝 | チップパッケージ |
| JP7562989B2 (ja) | 2020-03-12 | 2024-10-08 | 住友ベークライト株式会社 | 電子装置 |
| CN116250050A (zh) * | 2020-10-05 | 2023-06-09 | 罗姆股份有限公司 | 电路零件以及半导体装置 |
| WO2024106370A1 (ja) * | 2022-11-14 | 2024-05-23 | 株式会社村田製作所 | Rfidモジュール |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4500214B2 (ja) * | 2005-05-30 | 2010-07-14 | 株式会社日立製作所 | 無線icタグ、及び無線icタグの製造方法 |
| JP5034371B2 (ja) * | 2006-02-10 | 2012-09-26 | 富士通株式会社 | Rfidタグの製造方法およびrfidタグ |
| JP4770853B2 (ja) * | 2008-02-27 | 2011-09-14 | 三菱電機株式会社 | Rfidタグ及びその製造方法 |
| WO2010119854A1 (ja) * | 2009-04-14 | 2010-10-21 | 株式会社村田製作所 | 無線icデバイス用部品及び無線icデバイス |
| JP5477459B2 (ja) * | 2010-03-12 | 2014-04-23 | 株式会社村田製作所 | 無線通信デバイス及び金属製物品 |
-
2017
- 2017-01-27 WO PCT/JP2017/002888 patent/WO2017141663A1/ja active Application Filing
- 2017-01-27 JP JP2017526613A patent/JP6187728B1/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP6187728B1 (ja) | 2017-08-30 |
| WO2017141663A1 (ja) | 2017-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10784929B2 (en) | Wireless IC device | |
| JP6222319B2 (ja) | 無線icデバイス、それを備えた樹脂成型体、それを備えた通信端末装置 | |
| JP6187728B1 (ja) | 無線通信デバイス、及びその製造方法 | |
| US9490062B2 (en) | Chip electronic component | |
| US10122068B2 (en) | Wireless IC device, molded resin article, and method for manufacturing coil antenna | |
| CN106373709B (zh) | 模块基板 | |
| JP6648830B2 (ja) | コイルモジュール | |
| JP6222398B2 (ja) | 無線icデバイス、それを備えた樹脂成型体、それを備えた通信端末装置、及びその製造方法 | |
| JP5930137B1 (ja) | 無線icデバイス、樹脂成型体およびその製造方法 | |
| JP2010028351A (ja) | ブースターアンテナ及び非接触情報媒体 | |
| JP2007334468A (ja) | カード型情報装置とその製造方法 | |
| WO2017141597A1 (ja) | 無線通信デバイス及びその製造方法、並びに、樹脂成型体 | |
| JP6160796B1 (ja) | 無線通信デバイス及びその製造方法、並びに、樹脂成型体 | |
| JP6135837B1 (ja) | 無線通信デバイス及びその製造方法、並びに、樹脂成型体 | |
| WO2017141771A1 (ja) | 無線通信デバイス及びその製造方法、並びに、樹脂成型体 | |
| JPWO2017145505A1 (ja) | 無線icデバイスおよび無線icデバイスの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170605 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170717 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6187728 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |