JP7699231B2 - 溶接マスク及び溶接方法 - Google Patents
溶接マスク及び溶接方法 Download PDFInfo
- Publication number
- JP7699231B2 JP7699231B2 JP2023574837A JP2023574837A JP7699231B2 JP 7699231 B2 JP7699231 B2 JP 7699231B2 JP 2023574837 A JP2023574837 A JP 2023574837A JP 2023574837 A JP2023574837 A JP 2023574837A JP 7699231 B2 JP7699231 B2 JP 7699231B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- insertion guide
- welding mask
- housing
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
- B23K26/0661—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks disposed on the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/142—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor for the removal of by-products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1435—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor involving specially adapted flow-control means
- B23K26/1438—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor involving specially adapted flow-control means for directional control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
- B23K26/1476—Features inside the nozzle for feeding the fluid stream through the nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/22—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/244—Overlap seam welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0422—Cells or battery with cylindrical casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/38—Conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Laser Beam Processing (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Secondary Cells (AREA)
Description
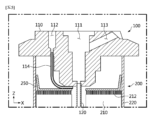
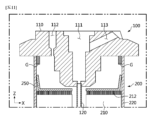
110 溶接マスクボディー
111 レーザ通過部
112 パージガス注入部
113 サクション部
114 ガスガイダ
115 ボディー延長部
120 挿入ガイド
121 ガスインレット
M メッシュ部材
G 密閉部材
L レーザ
200 バッテリーセル
210 電極組立体
211 第1無地部
212 第2無地部
220 ハウジング
230 集電板(第1集電板)
240 端子
250 集電板(第2集電板)
Claims (24)
- ハウジングの一側開放部を通じて電極集電体を収容するバッテリーセルの前記ハウジングの内部に照射されるレーザが通過できるように構成されるレーザ通過部を備える溶接マスクボディーであって、前記ハウジングの前記一側開放部が開放された状態で前記一側開放部に位置し、前記一側開放部をカバーするように構成される溶接マスクボディーと、
中空構造を有し、前記レーザ通過部と連結され、前記ハウジングの内部に収容される電極組立体の巻取中心孔に挿入されるように構成される挿入ガイドと、
を含む、溶接マスク。 - 前記レーザ通過部の入口は、前記レーザ通過部の出口よりも大きな幅を有することを特徴とする、請求項1に記載の溶接マスク。
- 前記挿入ガイドは、
前記巻取中心孔の入口を介して挿入され、前記入口の反対側に位置する前記巻取中心孔の出口まで延びることを特徴とする、請求項1に記載の溶接マスク。 - 前記溶接マスクボディーは、
前記溶接マスクボディーを介して前記ハウジングの内部にパージガスを注入できるように構成されるガス注入部を備えることを特徴とする、請求項1に記載の溶接マスク。 - 前記挿入ガイドは、
前記巻取中心孔の内壁面と離隔して配置されることを特徴とする、請求項4に記載の溶接マスク。 - 前記溶接マスクは、
前記巻取中心孔の内壁面と前記挿入ガイドとの間に形成される隙間に向かう方向に前記パージガスの流れを誘導できるように構成されるガスガイダをさらに含むことを特徴とする、請求項5に記載の溶接マスク。 - 前記挿入ガイドは、
前記巻取中心孔の内壁面と前記挿入ガイドとの間に形成された離隔空間に流入したパージガスが内部に流入できるように構成されることを特徴とする、請求項5に記載の溶接マスク。 - 前記挿入ガイドは、
少なくとも1つのガスインレットを備えることを特徴とする、請求項7に記載の溶接マスク。 - 前記ガスインレットは、
前記挿入ガイドの最下端から上方に切り欠かれた形態を有することを特徴とする、請求項8に記載の溶接マスク。 - 前記ガスインレットは、前記挿入ガイドの最下端から上方に所定の距離だけ離隔して位置することを特徴とする、請求項8に記載の溶接マスク。
- 前記溶接マスクは、
前記ガスインレットをカバーするように構成されるメッシュ部材をさらに含むことを特徴とする、請求項8に記載の溶接マスク。 - 前記挿入ガイドの最下端は、被溶接体と離隔して位置することを特徴とする、請求項7に記載の溶接マスク。
- 前記溶接マスクは、
前記溶接マスクボディーと前記ハウジングとの結合部位の気密性を向上させるように構成される密閉部材をさらに含むことを特徴とする、請求項1~12のいずれか一項に記載の溶接マスク。 - 前記溶接マスクボディーは、
前記挿入ガイドの内部空間と連通するサクション部をさらに含むことを特徴とする、請求項1に記載の溶接マスク。 - 前記サクション部は、
前記レーザ通過部の前記内部空間と直接連通することを特徴とする、請求項14に記載の溶接マスク。 - ハウジングの一側開放部を通じて電極集電体を収容するバッテリーセルの前記ハウジングの内部に位置する被溶接体を溶接する方法であって、
溶接マスクボディー、及び前記溶接マスクボディーから下方に延びる挿入ガイドを含む溶接マスクを下降させることで、前記バッテリーセルの前記ハウジングに形成された開放部が開放された状態で前記溶接マスクボディーが前記開放部に位置し且つ前記開放部をカバーし、前記挿入ガイドが前記ハウジングの内部に備えられた電極組立体の巻取中心孔に挿入されるようにする溶接マスク安着ステップ(Aステップ)と、
前記溶接マスクボディーに備えられたレーザ通過部及び前記挿入ガイドを介してレーザを照射することで、前記開放部の反対側に備えられる前記ハウジングの閉鎖部側に位置する被溶接体を溶接する溶接ステップ(Bステップ)と、
を含む、溶接方法。 - 前記溶接方法は、
前記溶接マスクボディーを介して前記ハウジングの内部にパージガスを注入するガス注入ステップ(Cステップ)をさらに含むことを特徴とする、請求項16に記載の溶接方法。 - 前記ガス注入ステップ(Cステップ)は、
前記ハウジングの内部に注入されたパージガスが前記巻取中心孔の内壁面と前記挿入ガイドとの間に形成される離隔空間に流入した後、前記挿入ガイドの内部に流入するようにするステップであることを特徴とする、請求項17に記載の溶接方法。 - 前記ガス注入ステップ(Cステップ)は、
前記巻取中心孔の内壁面と前記挿入ガイドとの間に形成される離隔空間を介して流入したパージガスが、前記挿入ガイドに形成されたガスインレットを介して前記挿入ガイドの内部に流入するようにするステップであることを特徴とする、請求項18に記載の溶接方法。 - 前記ガス注入ステップ(Cステップ)は、
前記パージガスが、前記挿入ガイドの下端部に形成されたガスインレットを介して前記挿入ガイドの内部に流入するようにするステップであることを特徴とする、請求項18に記載の溶接方法。 - 前記ガス注入ステップ(Cステップ)は、
巻取中心孔の内壁面と前記挿入ガイドとの間に形成される離隔空間を介して流入したパージガスが、前記挿入ガイドの最下端と被溶接体との間に形成される隙間を介して前記挿入ガイドの内部に流入するようにするステップであることを特徴とする、請求項18に記載の溶接方法。 - 前記溶接方法は、
前記溶接マスクボディーを介する前記被溶接体の溶接時に、前記挿入ガイドの内部で発生する溶接スパッタ及び溶接ヒュームの少なくとも一方を含む異物をサクションするサクションステップ(Dステップ)をさらに含むことを特徴とする、請求項16~21のいずれか一項に記載の溶接方法。 - 前記サクションステップ(Dステップ)は、
前記挿入ガイドと連通するように構成されたサクション部を介して前記異物をサクションするステップであることを特徴とする、請求項22に記載の溶接方法。 - 前記サクションステップ(Dステップ)は、
前記レーザ通過部と連通するように構成されたサクション部を介してサクションを行うステップであることを特徴とする、請求項22に記載の溶接方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20210136996 | 2021-10-14 | ||
| KR10-2021-0136996 | 2021-10-14 | ||
| KR1020220123919A KR102833877B1 (ko) | 2021-10-14 | 2022-09-29 | 용접 마스크 및 용접 방법 |
| KR10-2022-0123919 | 2022-09-29 | ||
| PCT/KR2022/015644 WO2023063794A1 (ko) | 2021-10-14 | 2022-10-14 | 용접 마스크 및 용접 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2024524859A JP2024524859A (ja) | 2024-07-09 |
| JP7699231B2 true JP7699231B2 (ja) | 2025-06-26 |
Family
ID=85564389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023574837A Active JP7699231B2 (ja) | 2021-10-14 | 2022-10-14 | 溶接マスク及び溶接方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20260048450A1 (ja) |
| EP (1) | EP4358204B1 (ja) |
| JP (1) | JP7699231B2 (ja) |
| CN (2) | CN115971696A (ja) |
| CA (1) | CA3233990A1 (ja) |
| WO (1) | WO2023063794A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011255420A (ja) | 2010-05-13 | 2011-12-22 | Panasonic Corp | 接合装置および接合方法ならびに電池 |
| CN211276977U (zh) | 2019-06-06 | 2020-08-18 | 漳州华锐锂能新能源科技有限公司 | 一种锂离子电池电极焊接装置 |
| CN113437410A (zh) | 2020-08-04 | 2021-09-24 | 珠海冠宇电池股份有限公司 | 扣式电池及其制备方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09174262A (ja) * | 1995-12-27 | 1997-07-08 | Hitachi Ltd | レーザマーカ |
| JP3779117B2 (ja) * | 1999-03-10 | 2006-05-24 | 独立行政法人科学技術振興機構 | レーザー溶接装置 |
| JP2001332308A (ja) * | 2000-05-23 | 2001-11-30 | Toshiba Corp | 電池製造方法およびその装置 |
| JP3627645B2 (ja) * | 2000-10-24 | 2005-03-09 | 新神戸電機株式会社 | リチウム二次電池 |
| DE102013204362A1 (de) * | 2013-03-13 | 2014-09-18 | Robert Bosch Gmbh | Überlappschweißung aus laserauftragsgeschweißten Fügepartnern zwischen Zellverbindern und Batteriezellen |
| CN103471925B (zh) * | 2013-08-05 | 2016-05-11 | 合肥国轩高科动力能源有限公司 | 一种锂离子电池外壳激光焊接强度的检测装置及其使用方法 |
| KR20150084270A (ko) * | 2014-01-13 | 2015-07-22 | 주식회사 엘지화학 | 리튬 이차전지의 제조방법 |
| DE102014103635C5 (de) * | 2014-03-17 | 2019-12-19 | RWTH Aachen - Körperschaft des öffentlichen Rechts | Unterdruckkammer mit einem Schutzgehäuse |
| KR102155077B1 (ko) * | 2015-10-30 | 2020-09-11 | 주식회사 엘지화학 | 장 초점 심도의 집속 렌즈를 포함하는 레이저 용접 장치 |
| CN106181202B (zh) * | 2016-09-06 | 2018-03-30 | 歌尔科技有限公司 | 一种细线径线圈焊接工装及焊接方法 |
| IT201900000913A1 (it) | 2019-01-22 | 2020-07-22 | La Marzocco Srl | Dispositivo di pulizia ad ultrasuoni per una macchina per caffè espresso e macchina per caffè espresso che incorpora tale dispositivo di pulizia |
| HUE069838T2 (hu) * | 2020-09-10 | 2025-04-28 | Lg Energy Solution Ltd | Hegesztési eljárás és hegesztõberendezés másodlagos akkumulátorhoz, valamint ellenõrzõ eljárás és ellenõrzõ berendezés másodlagos akkumulátor hegesztési folyamathoz |
| KR20220123919A (ko) | 2021-03-02 | 2022-09-13 | 비즈 주식회사 | 와이어 아크 직접 에너지 적층 기법을 이용한 이종금속 적층방법 및 그에 의한 적층 구조체 |
-
2022
- 2022-10-14 CA CA3233990A patent/CA3233990A1/en active Pending
- 2022-10-14 WO PCT/KR2022/015644 patent/WO2023063794A1/ko not_active Ceased
- 2022-10-14 JP JP2023574837A patent/JP7699231B2/ja active Active
- 2022-10-14 EP EP22881421.6A patent/EP4358204B1/en active Active
- 2022-10-14 US US18/700,411 patent/US20260048450A1/en active Pending
- 2022-10-14 CN CN202211258284.5A patent/CN115971696A/zh active Pending
- 2022-10-14 CN CN202222716215.6U patent/CN218657393U/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011255420A (ja) | 2010-05-13 | 2011-12-22 | Panasonic Corp | 接合装置および接合方法ならびに電池 |
| CN211276977U (zh) | 2019-06-06 | 2020-08-18 | 漳州华锐锂能新能源科技有限公司 | 一种锂离子电池电极焊接装置 |
| CN113437410A (zh) | 2020-08-04 | 2021-09-24 | 珠海冠宇电池股份有限公司 | 扣式电池及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4358204A1 (en) | 2024-04-24 |
| US20260048450A1 (en) | 2026-02-19 |
| CA3233990A1 (en) | 2023-04-20 |
| CN115971696A (zh) | 2023-04-18 |
| CN218657393U (zh) | 2023-03-21 |
| WO2023063794A1 (ko) | 2023-04-20 |
| JP2024524859A (ja) | 2024-07-09 |
| EP4358204A4 (en) | 2024-12-11 |
| EP4358204B1 (en) | 2025-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5849804B2 (ja) | 二次電池の溶接装置および二次電池の製造方法 | |
| US20100078413A1 (en) | Method for manufacturing prismatic battery, and laser welding jig and laser welding device for manufacturing the same | |
| EP4333142A1 (en) | Cylindrical secondary battery to which laser welding is applied and fabricating method thereof, battery pack and vehicle comprising same | |
| JPH0679484A (ja) | レーザ溶接方法 | |
| KR102706444B1 (ko) | 이차전지 제조방법 및 그를 포함하는 전지팩 제조방법 | |
| JP2003200283A (ja) | Yagレーザとアークの複合溶接方法および装置 | |
| JP7699231B2 (ja) | 溶接マスク及び溶接方法 | |
| EP1806201A1 (en) | Laser processing device | |
| JP6928879B2 (ja) | レーザー溶接装置 | |
| KR102890560B1 (ko) | 레이저 용접용 가스 보조 장치 및 레이저 용접 시스템 | |
| KR102833877B1 (ko) | 용접 마스크 및 용접 방법 | |
| KR102262586B1 (ko) | 용접 지그 및 이를 구비하는 용접 장치 | |
| JP3299901B2 (ja) | ティグ溶接方法及びティグ溶接器 | |
| EP4364878A1 (en) | Shield jig and gas shield arc welding device | |
| CN214350250U (zh) | 激光焊接装置 | |
| JP3564814B2 (ja) | Tig溶接装置 | |
| JP2023030577A (ja) | レーザ溶接装置及びレーザ溶接方法 | |
| JP2665830B2 (ja) | 球殻部材の溶接方法 | |
| JP2023074123A (ja) | 電池の製造装置および電池の製造方法 | |
| JPS59153581A (ja) | ガスシ−ルドア−ク溶接装置 | |
| CN219881554U (zh) | 一种方形极柱焊接铜嘴 | |
| US20240139876A1 (en) | Method for producing power storage device | |
| JP2004106007A (ja) | アルミ合金溶接方法 | |
| KR20250047185A (ko) | 전해액 제거장치 | |
| JPH0994675A (ja) | フラッシュ溶接におけるスパッタ回収装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250603 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7699231 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |