JP7682139B2 - ダイカスト品の不要部の切断方法及びダイカスト品 - Google Patents
ダイカスト品の不要部の切断方法及びダイカスト品 Download PDFInfo
- Publication number
- JP7682139B2 JP7682139B2 JP2022157772A JP2022157772A JP7682139B2 JP 7682139 B2 JP7682139 B2 JP 7682139B2 JP 2022157772 A JP2022157772 A JP 2022157772A JP 2022157772 A JP2022157772 A JP 2022157772A JP 7682139 B2 JP7682139 B2 JP 7682139B2
- Authority
- JP
- Japan
- Prior art keywords
- piece
- laser
- cut
- protruding piece
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Landscapes
- Laser Beam Processing (AREA)
Description
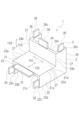
図6(a)に、切断方法の一例を示している。第一突出片31を切断する場合には、トーチ11を第一突出片31に対して上側に設置する。また、第二突出片32を切断する場合には、トーチ11を第二突出片32に対して右側に設置する。このように、トーチ11は、第一片21及び第二片22のそれぞれの山折り側に設置されてレーザ10を山折り側から照射する。
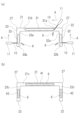
図7(a)に、切断方法の一例を示している。第一突出片31の切断方法は図6(a)に示したものと同様である。第二突出片32の切断方法が図6(a)とは異なる。即ち、図6(a)の場合とは逆に、第二突出片32をその上端部32aから下端部32bに向けて切断する。つまり、トーチ11を第一片21から離れるように、即ち、接続部27から離れるように下側に移動させる。トーチ11の移動方向は、上側から下側である。トーチ11は第二突出片32に対して直角ではなく、進行方向の後側である上側に倒すように傾斜させる。つまり、トーチ11を上側に所定角度倒して、レーザ10を進行方向の後側である上側から、進行方向の前側である下側に向けて斜めに傾斜させて第二突出片32に照射する。これにより、溶融金属6を第二片22に対して略直角に、即ち、左側に向けて略真っ直ぐに飛ばすことができる。そのため、溶融金属6が第一片21に付着しにくくなる。尚、溶融金属6が飛ぶ方向はレーザ10の条件によって異なるが、ここでは左側に向けて略真っ直ぐに飛ぶ場合を示している。また、例えば、第一突出片31を切断した後に、続けて、第二突出片32を一筆書きのように切断することができる。
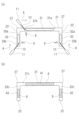
図8(a)に、切断方法の一例を示している。第二突出片32の切断方法は図7(a)に示したものと同様である。第一突出片31の切断方法が図7(a)とは異なる。即ち、図7(a)の場合とは逆に、第一突出片31をその右端部31aから左端部31bに向けて切断する。つまり、トーチ11を第二片22から離れるように、即ち、接続部27から離れるように左側に移動させる。トーチ11の移動方向は、右側から左側である。トーチ11は第一突出片31に対して直角ではなく、進行方向の後側である右側に倒すように傾斜させる。つまり、トーチ11を右側に所定角度倒して、レーザ10を進行方向の後側である右側から、進行方向の前側である左側に向けて斜めに傾斜させて第一突出片31に照射する。これにより、溶融金属6を下側に向けて略真っ直ぐに飛ばすことができる。そのため、溶融金属6が第二片22に付着しにくくなる。尚、溶融金属6が飛ぶ方向はレーザ10の条件によって異なるが、ここでは下側に向けて略真っ直ぐに飛ぶ場合を示している。
図9(a)に、切断方法の一例を示している。トーチ11の進行方向は、図6(a)の場合と同様であって、第一突出片31を切断する場合には右側であり、第二突出片32を切断する場合は上側である。即ち、第一突出片31と第二突出片32の何れを切断する場合においても、トーチ11の進行方向は接続部27に近づく方向である。図6(a)と異なるのは、トーチ11の角度である。トーチ11を進行方向の前側に倒すように傾斜させている。尚、レーザ10の出力や移動速度等の他の条件は、図6(a)と同じである。このように照射角度を設定すると、第一突出片31を切断する場合には、溶融金属6を図6(a)よりも更に左側に向けて飛ばすことができ、第二突出片32を切断する場合には、溶融金属6を図6(a)よりも更に下側に向けて飛ばすことができる。従って、溶融金属6が第一片21や第二片22に付着することをより一層抑制することができる。
図10(a)に、切断方法の一例を示している。トーチ11の進行方向は、図6(a)の場合と同様であって、第一突出片31を切断する場合には右側であり、第二突出片32を切断する場合は上側である。即ち、第一突出片31と第二突出片32の何れを切断する場合においても、トーチ11の進行方向は接続部27に近づく方向である。図6(a)と異なるのは、トーチ11の角度である。トーチ11を進行方向の後側に倒すように傾斜させている。レーザ10を進行方向の後側から前側に向けて照射する。尚、レーザ10の出力や移動速度等の他の条件は、図6(a)と同じである。このように照射角度を設定すると、第一突出片31を切断する場合には、溶融金属6を例えば下側に向けて飛ばすことができ、第二突出片32を切断する場合には例えば左側に向けて飛ばすことができる。この場合においても、溶融金属6が第一片21や第二片22に付着することを抑制できる。
図11(a)に、切断方法の一例を示している。第一突出片31の切断方法は図6(a)に示したものと同様である。第二突出片32の切断方法が図6(a)とは異なる。即ち、図6(a)の場合とは逆に、第二突出片32をその上端部32aから下端部32bに向けて切断する。つまり、トーチ11を接続部27から離れるように下側に移動させる。トーチ11の移動方向は、上側から下側である。トーチ11は第二突出片32に対して直角である。このように、トーチ11の角度を第二突出片32に対して直角に設定し、且つ、トーチ11を接続部27から離れるように移動させると、溶融金属6は左側且つ上側に向けて飛びやすくなる。つまり、溶融金属6は第一片21に向かいやすくなり、第一片21に溶融金属6が付着しやすくなる。
図12(a)に、切断方法の一例を示している。第二突出片32の切断方法は図11(a)に示したものと同様である。第一突出片31の切断方法が図11(a)とは異なる。即ち、図11(a)の場合とは逆に、第一突出片31をその右端部31aから左端部31bに向けて切断する。つまり、トーチ11を接続部27から離れるように移動させる。また、トーチ11の角度は第一突出片31に対して直角である。このように、第一突出片31を切断する場合と第二突出片32を切断する場合の何れの場合においても、トーチ11の進行方向は接続部27から離れる方向であり、また、トーチ11の角度は各突出片31、32に対して直角である。第一突出片31を切断する際には、溶融金属6は第二片22に向かいやすくなって第二片22に付着しやすくなる。第二突出片32を切断する際には、溶融金属6は第一片21に向かいやすくなって第一片21に付着しやすくなる。
2 製品部
3 不要部
4 突出片
4a 第一面
4b 第二面
4c 右端部
4d 左端部
5 溶融部分
6 溶融金属
7 切断面
8 レーザ切断痕
10 レーザ
11 トーチ
21 第一片
21a 右端部(第一方向の一端部)
21b 左端部(第一方向の他端部)
21c 前端部(第二方向の一端部)
21d 後端部(第二方向の他端部)
22 第二片
22a 上端部
22b 下端部
22c 前端部
23 第三片
23a 上端部
23b 下端部
23c 前端部
24 第四片
24a 右端部
24b 左端部
24c 上端部
25 第五片
25c 上端部
26 第六片
26c 上端部
27 接続部
31 第一突出片
31a 右端部
31b 左端部
32 第二突出片
32a 上端部
32b 下端部
33 第三突出片
33a 上端部
33b 下端部
34 第四突出片
35 第五突出片
36 第六突出片
41 第一切断面
42 第二切断面
43 第三切断面
44 第四切断面
45 第五切断面
46 第六切断面
101 第一方向
102 第二方向
103 第三方向
Claims (6)
- 鋳造されたダイカスト品の製品部から不要部を切断する方法であって、
製品部は、第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、を有し、
不要部は、第一片における第一方向と直交する第二方向の一端部と、第二片における第二方向の一端部のうち少なくとも一方に、第二方向に突出する突出片を有し、
レーザを山折り側から照射して不要部を切断する切断工程を備え、
切断工程は、レーザを第一片と第二片の接続部から離れる方向に進行させると共にレーザを進行方向の後側から前側に向けて斜めに照射して突出片を切断する工程を含む、ダイカスト品の不要部の切断方法。 - 鋳造されたダイカスト品の製品部から不要部を切断する方法であって、
製品部は、第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、第一片に対して山折りに折れ曲がって第一片の第一方向の他端部から延びる第三片と、を有し、
不要部は、第一片における第一方向と直交する第二方向の一端部から第二方向に突出する第一突出片を有し、
レーザを山折り側から照射して不要部を切断する切断工程を備え、
切断工程は、レーザを進行方向の後側から前側に向けて斜めに照射して第一突出片を切断する工程を含む、ダイカスト品の不要部の切断方法。 - 不要部は、第二片における第二方向の一端部から第二方向に突出する第二突出片を有し、
切断工程は、レーザを第一片と第二片の接続部に近づく方向に進行させて第二突出片を切断する工程を含む、請求項2記載のダイカスト品の不要部の切断方法。 - 不要部は、第二片における第二方向の一端部から第二方向に突出する第二突出片を有し、
切断工程は、レーザを第一片と第二片の接続部から離れる方向に進行させると共にレーザを進行方向の後側から前側に向けて斜めに照射して第二突出片を切断する工程を含む、請求項2記載のダイカスト品の不要部の切断方法。 - 不要部が切断されたダイカスト品であって、
第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、を備え、
第一片における第一方向と直交する第二方向の一端部と、第二片における第二方向の一端部の双方に、筋状のレーザ切断痕を有する切断面が設けられ、
第一片のレーザ切断痕は、山折り側の面から谷折り側の面に向けて第二片から離れる方向に傾斜した筋であり、
第二片のレーザ切断痕は、山折り側の面から谷折り側の面に向けて第一片から離れる方向に傾斜した筋である、ダイカスト品。 - 不要部が切断されたダイカスト品であって、
第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、を備え、
第一片における第一方向と直交する第二方向の一端部と、第二片における第二方向の一端部の双方に、筋状のレーザ切断痕を有する切断面が設けられ、
第一片のレーザ切断痕は、山折り側の面から谷折り側の面に向けて第二片から離れる方向に傾斜した筋であり、
第二片のレーザ切断痕は、山折り側の面から谷折り側の面に向けて略垂直な筋である、ダイカスト品。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022157772A JP7682139B2 (ja) | 2022-09-30 | 2022-09-30 | ダイカスト品の不要部の切断方法及びダイカスト品 |
| JP2025041231A JP2025083520A (ja) | 2022-09-30 | 2025-03-14 | ダイカスト品の不要部の切断方法及びダイカスト品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022157772A JP7682139B2 (ja) | 2022-09-30 | 2022-09-30 | ダイカスト品の不要部の切断方法及びダイカスト品 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2025041231A Division JP2025083520A (ja) | 2022-09-30 | 2025-03-14 | ダイカスト品の不要部の切断方法及びダイカスト品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2024051549A JP2024051549A (ja) | 2024-04-11 |
| JP7682139B2 true JP7682139B2 (ja) | 2025-05-23 |
Family
ID=90622528
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022157772A Active JP7682139B2 (ja) | 2022-09-30 | 2022-09-30 | ダイカスト品の不要部の切断方法及びダイカスト品 |
| JP2025041231A Pending JP2025083520A (ja) | 2022-09-30 | 2025-03-14 | ダイカスト品の不要部の切断方法及びダイカスト品 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2025041231A Pending JP2025083520A (ja) | 2022-09-30 | 2025-03-14 | ダイカスト品の不要部の切断方法及びダイカスト品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7682139B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010274327A (ja) | 2009-04-27 | 2010-12-09 | Nishikimi Chuzo Kk | 薄肉鋳鉄製品の鋳造用金型及び薄肉鋳鉄製品の製造装置、薄肉球状黒鉛鋳鉄製品の製造方法 |
| CN104384720A (zh) | 2014-09-26 | 2015-03-04 | 东莞台一盈拓科技股份有限公司 | 一种快速去除压铸品毛刺的方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8829818D0 (en) * | 1988-12-21 | 1989-02-15 | Ae Turbine Components | Processing of castings |
| JPH04162971A (ja) * | 1990-10-25 | 1992-06-08 | Toshiba Corp | バリ取り装置 |
| JPH11170077A (ja) * | 1997-12-10 | 1999-06-29 | Amada Co Ltd | 成形品付属物の切断方法およびその装置 |
| ES2830762A1 (es) * | 2019-10-22 | 2021-06-04 | Fund Tekniker | Metodo y aparato para desbarbar piezas de trabajo |
-
2022
- 2022-09-30 JP JP2022157772A patent/JP7682139B2/ja active Active
-
2025
- 2025-03-14 JP JP2025041231A patent/JP2025083520A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010274327A (ja) | 2009-04-27 | 2010-12-09 | Nishikimi Chuzo Kk | 薄肉鋳鉄製品の鋳造用金型及び薄肉鋳鉄製品の製造装置、薄肉球状黒鉛鋳鉄製品の製造方法 |
| CN104384720A (zh) | 2014-09-26 | 2015-03-04 | 东莞台一盈拓科技股份有限公司 | 一种快速去除压铸品毛刺的方法 |
Non-Patent Citations (4)
| Title |
|---|
| 3D - TruLaser Cell серия 7000,YouTube[online][video],2016年06月15日,https://www.youtube.com/watch?v=l0WqVgkToHM,特に動画時間[00:33]-[00:40]等参照。[検索日2025年1月30日] |
| ENSIS RI 紹介動画,YouTube[online][video],2022年01月12日,https://www.youtube.com/watch?v=kApEOCYXu78,特に動画時間[00:00]-[00:55]等参照。[検索日2025年1月30日] |
| アマダ ENSIS 3015 RI ファイバーレーザー角パイプ切断テスト,YouTube[online][video],2019年02月23日,https://www.youtube.com/watch?v=kl98NpseUZQ,特に動画時間[00:10]-[00:33]等参照。[検索日2025年1月30日] |
| 片岡義弘、徳永剛、宮崎俊行,CO2レーザビーム切断によるアルミニウム合金の鋳ばり取りの基礎実験,鋳物,1995年,第67巻、第8号,p.557-562 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024051549A (ja) | 2024-04-11 |
| JP2025083520A (ja) | 2025-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5360177B2 (ja) | レーザ加工方法およびレーザ加工ヘッド | |
| JP7123738B2 (ja) | 積層造形物の製造方法及び積層造形物 | |
| JP7682139B2 (ja) | ダイカスト品の不要部の切断方法及びダイカスト品 | |
| JP2009269036A (ja) | レーザ溶接方法 | |
| JP6416381B2 (ja) | ガスタービンエンジン部品を構築するための方法 | |
| CN1988981A (zh) | 通过硬钎焊或熔焊连接接合件的方法及实施该方法的填充物 | |
| JP7095828B1 (ja) | レーザーブレージング接合方法 | |
| JP2017225999A (ja) | 溶接方法 | |
| JP2011161452A (ja) | レーザー溶接方法及びレーザー溶接装置 | |
| CA2897012C (en) | Laser deposition using a protrusion technique | |
| JP2002144061A (ja) | 加工装置 | |
| JP3761735B2 (ja) | 摩擦撹拌接合方法 | |
| JP3288678B2 (ja) | 摩擦撹拌接合の仮付け方法 | |
| JP5108321B2 (ja) | レーザ溶接方法 | |
| JPH115179A (ja) | 摩擦溶接方法 | |
| JPH11138280A (ja) | レーザ溶接方法 | |
| JPH07100680A (ja) | アルミニウム等の金属材のレーザー切断方法 | |
| JP2010234374A (ja) | レーザー溶接方法及びレーザー溶接装置 | |
| JP2012143765A (ja) | レーザー溶接方法 | |
| JP4215999B2 (ja) | 摩擦攪拌接合材の製造方法 | |
| JPH10156566A (ja) | Znメッキ鋼板の重ね継ぎ手パルスYAGレーザ溶接方法 | |
| JPH07100681A (ja) | アルミニウム等の金属材のレーザー切断方法及び同レーザー切断用ノズル | |
| JP4265854B2 (ja) | レーザ溶接方法 | |
| JP2646388B2 (ja) | ガスシールドアーク溶接方法 | |
| CN113573835B (zh) | 钎焊方法和钎焊装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250502 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250513 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7682139 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |