JP7635166B2 - プレス成形機の制御システムおよび制御装置、ならびにスライド停止制御方法 - Google Patents
プレス成形機の制御システムおよび制御装置、ならびにスライド停止制御方法 Download PDFInfo
- Publication number
- JP7635166B2 JP7635166B2 JP2022001706A JP2022001706A JP7635166B2 JP 7635166 B2 JP7635166 B2 JP 7635166B2 JP 2022001706 A JP2022001706 A JP 2022001706A JP 2022001706 A JP2022001706 A JP 2022001706A JP 7635166 B2 JP7635166 B2 JP 7635166B2
- Authority
- JP
- Japan
- Prior art keywords
- timing
- slide
- workpiece
- flywheel
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 73
- 238000000034 method Methods 0.000 title claims description 44
- 238000012545 processing Methods 0.000 claims description 37
- 230000009467 reduction Effects 0.000 claims description 16
- 230000007246 mechanism Effects 0.000 claims description 14
- 238000006243 chemical reaction Methods 0.000 claims description 13
- 238000001514 detection method Methods 0.000 claims description 8
- 230000004913 activation Effects 0.000 claims description 2
- 230000008569 process Effects 0.000 description 33
- 239000000047 product Substances 0.000 description 16
- 238000005242 forging Methods 0.000 description 11
- 230000008859 change Effects 0.000 description 6
- 238000004364 calculation method Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 230000001174 ascending effect Effects 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 238000010801 machine learning Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images






Landscapes
- Control Of Presses (AREA)
Description
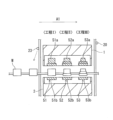
はじめに、図1を参照して、鍛造プレス装置10の概略構成について説明する。鍛造プレス装置10は、ワークをプレス加工するプレス成形機11と、プレス成形機11を制御する制御装置40とを備えている。制御装置40は、典型的にはPLC(プログラマブル・ロジック・コントローラ)により実現される。
図3(A)は、本発明の実施の形態における制御装置40の機能構成を示す機能ブロック図である。
図4は、本実施の形態におけるブレーキ入りタイミングの決定方法を示すフローチャートである。図4に示す処理は、プロセッサ41の決定処理部61によって実行される。
図5は、本実施の形態におけるプレス制御方法を示すフローチャートである。図5に示す処理は、プロセッサ41のプレス制御部47によって実行される。
本実施の形態の制御システム100によると、プレスサイクル期間中(プレス実行フェイズ)にはフライホイール8の速度減少を考慮したタイミングの補正を行う必要がないので、応答性能等に関わらず、確実にスライド1を上死点で停止させることができる。
本実施の形態では、ブレーキ入りタイミングの決定フェイズにおいて、決定処理部61が、デフォルトのブレーキ入りタイミングで複数回計測したスライド停止高さのずれ量を用いて、プレス実行フェイズで用いるブレーキ入りタイミングを算出することとしたが、このような例に限定されない。
Claims (6)
- フライホイールと、前記フライホイールの回転運動を上下運動に変換する変換機構と、前記変換機構に連結されたスライドと、前記変換機構に作用して前記スライドの上下運動を停止させるブレーキ装置とを備えたプレス成形機において、前記スライドを上死点で停止させるための制御システムであって、
品番ごとに、加圧成形後の前記フライホイールの速度減少を事前に測定することにより、前記スライドを上死点で停止させるためのブレーキ入りタイミングを決定する決定処理手段と、
前記決定処理手段により品番ごとに決定された前記ブレーキ入りタイミングに関するタイミング情報を記憶する記憶手段と、
プレスサイクル期間中に、前記記憶手段に記憶された前記タイミング情報に基づいて、プレス対象の品番に対応する前記ブレーキ入りタイミングで前記ブレーキ装置を作動することにより、前記スライドを停止させる停止制御手段とを備え、
前記プレス成形機は、1つまたは複数の金型でワークを成形する成形機であり、
前記金型へのワークの配置パターンを検出する検出手段をさらに備え、
前記決定処理手段は、品番とワークの配置パターンとの組み合わせごとに、ブレーキ入りタイミングを決定し、
前記停止制御手段は、前記検出手段により検出されたワークの配置パターンに応じたブレーキ入りタイミングで、前記ブレーキ装置を作動する、プレス成形機の制御システム。 - 前記決定処理手段は、任意のタイミングで前記ブレーキ装置の作動を行った場合の前記スライドの停止高さのずれ量をさらに測定して、品番ごとのブレーキ入りタイミングを決定する、請求項1に記載のプレス成形機の制御システム。
- 前記決定処理手段は、前記ブレーキ入りタイミングとともにクラッチ切りタイミングを決定する、請求項1または2に記載のプレス成形機の制御システム。
- 前記記憶手段の前記タイミング情報は、品番およびワークの配置パターンを識別する識別情報と前記フライホイールの速度とを対応付けた速度対応情報と、前記フライホイールの速度と前記ブレーキ入りタイミングとの相関関係を示す相関情報とを含む、請求項1~3のいずれかに記載のプレス成形機の制御システム。
- フライホイールと、前記フライホイールの回転運動を上下運動に変換する変換機構と、前記変換機構に連結されたスライドと、前記変換機構に作用して前記スライドの上下運動を停止させるブレーキ装置とを備え、1つまたは複数の金型でワークを成形するプレス成形機において、前記スライドを上死点で停止させるための制御装置であって、
品番とワークの配置パターンとの組み合わせごとに、加圧成形後の前記フライホイールの速度減少を事前に測定することにより算出された、前記スライドを上死点で停止させるためのブレーキ入りタイミングに関するタイミング情報を記憶する記憶手段と、
プレスサイクル期間中に、前記金型へのワークの配置パターンを検出する検出手段と、
プレスサイクル期間中に、前記記憶手段に記憶された前記タイミング情報に基づいて、プレス対象の品番および前記検出手段により検出されたワークの配置パターンに対応する前記ブレーキ入りタイミングで前記ブレーキ装置を作動することにより、前記スライドを停止させる停止制御手段とを備える、プレス成形機の制御装置。 - フライホイールと、前記フライホイールの回転運動を上下運動に変換する変換機構と、前記変換機構に連結されたスライドと、前記変換機構に作用して前記スライドの上下運動を停止させるブレーキ装置とを備え、1つまたは複数の金型でワークを成形するプレス成形機において、前記スライドを上死点で停止させるためのスライド停止制御方法であって、
品番とワークの配置パターンとの組み合わせごとに、加圧成形後の前記フライホイールの速度減少を事前に測定することにより、前記スライドを上死点で停止させるためのブレーキ入りタイミングを決定するステップと、
品番とワークの配置パターンとの組み合わせごとに決定された前記ブレーキ入りタイミングに関するタイミング情報を記憶手段に記憶するステップと、
プレスサイクル期間中に、前記金型へのワークの配置パターンを検出するステップと、
プレスサイクル期間中に、前記記憶手段に記憶された前記タイミング情報に基づいて、プレス対象の品番および検出されたワークの配置パターンに対応する前記ブレーキ入りタイミングで前記ブレーキ装置を作動することにより、前記スライドを停止させるステップとを備える、スライド停止制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022001706A JP7635166B2 (ja) | 2022-01-07 | 2022-01-07 | プレス成形機の制御システムおよび制御装置、ならびにスライド停止制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022001706A JP7635166B2 (ja) | 2022-01-07 | 2022-01-07 | プレス成形機の制御システムおよび制御装置、ならびにスライド停止制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023101219A JP2023101219A (ja) | 2023-07-20 |
| JP7635166B2 true JP7635166B2 (ja) | 2025-02-25 |
Family
ID=87201749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022001706A Active JP7635166B2 (ja) | 2022-01-07 | 2022-01-07 | プレス成形機の制御システムおよび制御装置、ならびにスライド停止制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7635166B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026028335A1 (ja) * | 2024-07-31 | 2026-02-05 | 三菱電機株式会社 | モータ制御装置およびモータ制御方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000263184A (ja) | 1999-03-19 | 2000-09-26 | Sumitomo Heavy Ind Ltd | 鍛造プレスラインにおける自動化装置の制御装置 |
| US20020170444A1 (en) | 2000-02-29 | 2002-11-21 | David Schmitz | Method and apparatus for automatically positioning a press machine slide |
| JP2005144494A (ja) | 2003-11-14 | 2005-06-09 | Fanuc Ltd | 数値制御装置及びパンチプレス機 |
| JP2006272462A (ja) | 2003-05-01 | 2006-10-12 | Komatsu Ltd | タンデムプレスライン、タンデムプレスラインの運転制御方法及びタンデムプレスラインのワーク搬送装置 |
| JP2008155228A (ja) | 2006-12-21 | 2008-07-10 | Sumitomo Heavy Industries Techno-Fort Co Ltd | プレスのブレーキ制御方法および機械式プレス |
| JP2009006385A (ja) | 2007-06-29 | 2009-01-15 | Aida Eng Ltd | 複数プレス機械の制御方法及び装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59120400A (ja) * | 1982-12-28 | 1984-07-11 | Omron Tateisi Electronics Co | 順送りプレス装置 |
| JPS62113838U (ja) * | 1986-01-13 | 1987-07-20 | ||
| JPH0444320Y2 (ja) * | 1987-03-25 | 1992-10-19 |
-
2022
- 2022-01-07 JP JP2022001706A patent/JP7635166B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000263184A (ja) | 1999-03-19 | 2000-09-26 | Sumitomo Heavy Ind Ltd | 鍛造プレスラインにおける自動化装置の制御装置 |
| US20020170444A1 (en) | 2000-02-29 | 2002-11-21 | David Schmitz | Method and apparatus for automatically positioning a press machine slide |
| JP2006272462A (ja) | 2003-05-01 | 2006-10-12 | Komatsu Ltd | タンデムプレスライン、タンデムプレスラインの運転制御方法及びタンデムプレスラインのワーク搬送装置 |
| JP2005144494A (ja) | 2003-11-14 | 2005-06-09 | Fanuc Ltd | 数値制御装置及びパンチプレス機 |
| JP2008155228A (ja) | 2006-12-21 | 2008-07-10 | Sumitomo Heavy Industries Techno-Fort Co Ltd | プレスのブレーキ制御方法および機械式プレス |
| JP2009006385A (ja) | 2007-06-29 | 2009-01-15 | Aida Eng Ltd | 複数プレス機械の制御方法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023101219A (ja) | 2023-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0773075B1 (en) | Method and device for controlling, checking or optimizing pressure of cushion pin cylinders of press by discharging fluid or initial pressure | |
| US7757526B2 (en) | Method for changing force control gain and die cushion control apparatus | |
| JP7635166B2 (ja) | プレス成形機の制御システムおよび制御装置、ならびにスライド停止制御方法 | |
| CN104741431B (zh) | 模具缓冲力控制方法和模具缓冲装置 | |
| SE426372B (sv) | Sett och anordning for overvakning av en press | |
| JP2004520939A5 (ja) | ||
| US5457980A (en) | Method and device for controlling, checking or optimizing pressure of cushion pin cylinders of press by discharging fluid or initial pressure | |
| JP2023062709A5 (ja) | 加工システム及び被加工物の製造方法 | |
| JP3537059B2 (ja) | プレスのダイハイト補正装置 | |
| JP7704548B2 (ja) | 異常予測装置およびプログラム | |
| US7619384B2 (en) | Controller for die cushion mechanism | |
| WO2004091899A1 (ja) | プレス成形機 | |
| JPS60191700A (ja) | 液圧プレス | |
| JP5649133B2 (ja) | プレス機械 | |
| CN109482701A (zh) | 褶皱产生检测装置、模具缓冲装置、模具保护装置及其方法 | |
| WO2018173458A1 (ja) | モーション生成装置、プレス装置、モーション生成方法、およびモーション生成プログラム | |
| JP4799074B2 (ja) | 粉末圧縮成形機、及びその制御方法 | |
| JP3791995B2 (ja) | 直動型プレスの絞り成形加工制御装置及びその方法 | |
| JP2000198000A (ja) | プレスの成形装置およびその成形方法 | |
| JP6871132B2 (ja) | プレス装置 | |
| KR20160134901A (ko) | 제어 정밀도 향상기능을 갖는 서보 다이쿠션 장치 | |
| JP2021053691A (ja) | 学習装置およびプログラム、異常要因推定システム、ならびに鍛造プレス装置 | |
| JP2001162400A (ja) | スクリュープレス | |
| JP2722936B2 (ja) | プレス機械のしわ押え荷重自動変更装置 | |
| JP6719781B2 (ja) | ミスフィード検出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7635166 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |