JP7494411B1 - 導電性接着剤層 - Google Patents
導電性接着剤層 Download PDFInfo
- Publication number
- JP7494411B1 JP7494411B1 JP2024502034A JP2024502034A JP7494411B1 JP 7494411 B1 JP7494411 B1 JP 7494411B1 JP 2024502034 A JP2024502034 A JP 2024502034A JP 2024502034 A JP2024502034 A JP 2024502034A JP 7494411 B1 JP7494411 B1 JP 7494411B1
- Authority
- JP
- Japan
- Prior art keywords
- metal particles
- adhesive layer
- conductive adhesive
- particles
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012790 adhesive layer Substances 0.000 title claims abstract description 132
- 239000002923 metal particle Substances 0.000 claims abstract description 168
- 239000002245 particle Substances 0.000 claims abstract description 74
- 229910000679 solder Inorganic materials 0.000 claims abstract description 44
- 239000011230 binding agent Substances 0.000 claims abstract description 39
- 238000002844 melting Methods 0.000 claims abstract description 20
- 230000008018 melting Effects 0.000 claims abstract description 18
- 239000000853 adhesive Substances 0.000 abstract description 29
- 230000001070 adhesive effect Effects 0.000 abstract description 29
- 230000003014 reinforcing effect Effects 0.000 description 27
- 239000003822 epoxy resin Substances 0.000 description 23
- 229910052751 metal Inorganic materials 0.000 description 23
- 239000002184 metal Substances 0.000 description 23
- 229920000647 polyepoxide Polymers 0.000 description 23
- 229920005989 resin Polymers 0.000 description 21
- 239000011347 resin Substances 0.000 description 21
- 239000010408 film Substances 0.000 description 14
- 229920001187 thermosetting polymer Polymers 0.000 description 14
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 12
- 238000012545 processing Methods 0.000 description 12
- 239000010949 copper Substances 0.000 description 11
- 239000010931 gold Substances 0.000 description 11
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 10
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 10
- 229910052802 copper Inorganic materials 0.000 description 10
- 239000010410 layer Substances 0.000 description 10
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 9
- 150000001875 compounds Chemical class 0.000 description 9
- 230000006835 compression Effects 0.000 description 9
- 238000007906 compression Methods 0.000 description 9
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 9
- 229910052709 silver Inorganic materials 0.000 description 9
- 239000004332 silver Substances 0.000 description 9
- 239000000758 substrate Substances 0.000 description 9
- 150000002739 metals Chemical class 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 229920003986 novolac Polymers 0.000 description 6
- 238000007747 plating Methods 0.000 description 6
- 239000011241 protective layer Substances 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- 229910052797 bismuth Inorganic materials 0.000 description 5
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 229910052759 nickel Inorganic materials 0.000 description 5
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- KJCVRFUGPWSIIH-UHFFFAOYSA-N 1-naphthol Chemical compound C1=CC=C2C(O)=CC=CC2=C1 KJCVRFUGPWSIIH-UHFFFAOYSA-N 0.000 description 2
- 229930185605 Bisphenol Natural products 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- 238000004220 aggregation Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 239000011889 copper foil Substances 0.000 description 2
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 2
- 229910052763 palladium Inorganic materials 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- STHCTMWQPJVCGN-UHFFFAOYSA-N 2-[[2-[1,1,2-tris[2-(oxiran-2-ylmethoxy)phenyl]ethyl]phenoxy]methyl]oxirane Chemical compound C1OC1COC1=CC=CC=C1CC(C=1C(=CC=CC=1)OCC1OC1)(C=1C(=CC=CC=1)OCC1OC1)C1=CC=CC=C1OCC1CO1 STHCTMWQPJVCGN-UHFFFAOYSA-N 0.000 description 1
- UJWXADOOYOEBCW-UHFFFAOYSA-N 2-[[2-[bis[2-(oxiran-2-ylmethoxy)phenyl]methyl]phenoxy]methyl]oxirane Chemical compound C1OC1COC1=CC=CC=C1C(C=1C(=CC=CC=1)OCC1OC1)C1=CC=CC=C1OCC1CO1 UJWXADOOYOEBCW-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- VEORPZCZECFIRK-UHFFFAOYSA-N 3,3',5,5'-tetrabromobisphenol A Chemical compound C=1C(Br)=C(O)C(Br)=CC=1C(C)(C)C1=CC(Br)=C(O)C(Br)=C1 VEORPZCZECFIRK-UHFFFAOYSA-N 0.000 description 1
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910020830 Sn-Bi Inorganic materials 0.000 description 1
- 229910018728 Sn—Bi Inorganic materials 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 229910002065 alloy metal Inorganic materials 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 239000011133 lead Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- IGALFTFNPPBUDN-UHFFFAOYSA-N phenyl-[2,3,4,5-tetrakis(oxiran-2-ylmethyl)phenyl]methanediamine Chemical compound C=1C(CC2OC2)=C(CC2OC2)C(CC2OC2)=C(CC2OC2)C=1C(N)(N)C1=CC=CC=C1 IGALFTFNPPBUDN-UHFFFAOYSA-N 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- GCLGEJMYGQKIIW-UHFFFAOYSA-H sodium hexametaphosphate Chemical compound [Na]OP1(=O)OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])O1 GCLGEJMYGQKIIW-UHFFFAOYSA-H 0.000 description 1
- 235000019982 sodium hexametaphosphate Nutrition 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 239000001577 tetrasodium phosphonato phosphate Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
- C09J9/02—Electrically-conducting adhesives
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Dispersion Chemistry (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Conductive Materials (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
Abstract
Description
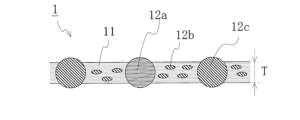
本発明の導電性接着剤層は、バインダー成分と融点が170℃以下の金属粒子Aとを少なくとも含み、上記金属粒子Aが導電性接着剤層の表面に突出している。なお、本明細書において、融点が170℃以下である金属粒子を「金属粒子A」と称する。また、本発明において導電性接着剤層の表面に「突出」しているとは、バインダー成分が流動する状態の前における、バインダー成分から構成される接着剤部分の導電性粒子が突出していない領域の表面の水平面(具体的には、表面の高さを平均化した面)よりも外側の位置に突き出した状態をいい、例えば、導電性接着剤層の厚さよりも上記金属粒子Aのメディアン径(D50)または後述の粒子厚さが大きい様態が挙げられる。なお、上記導電性接着剤層の厚さは、バインダー成分が流動する状態の前における、バインダー成分から構成される接着剤部分の導電性粒子が突出していない領域における平均厚さ(例えば図1に示す厚さT)をいう。また、上記金属粒子Aを導電性接着剤層が覆っていてもよく、覆っていなくてもよい。
上記金属粒子Aは融点が170℃以下であり、好ましくは160℃以下であり、より好ましくは150℃以下である。また、融点の下限は特に限定されないが例えば130℃以上であることが好ましい。金属粒子Aの融点が170℃以下であることにより、様々な被着体に対し、低温、短時間の圧着加工条件であっても十分な密着強度を発揮することが容易となる。上記金属粒子Aとしては一種のみを使用してもよいし、二種以上を使用してもよい。
本発明の導電性接着剤層は上記金属粒子A以外のその他の金属粒子を含んでいてもよい。中でも上記その他の金属粒子として金属粒子Aと合金化可能な金属粒子を含有することが好ましい。なお、本明細書において、金属粒子Aと合金化可能な金属粒子を「金属粒子Aと合金化可能な金属粒子B」、または「金属粒子B」と称する。上記金属粒子Bとしては一種のみを使用してもよいし、二種以上を使用してもよい。
本発明の導電性接着剤層は上記その他の金属粒子としてはんだ粒子を含有することが好ましい。特に、上記金属粒子Aおよび金属粒子Bに加えて、さらにはんだ粒子を含有することが好ましい。なお、本明細書において、上記はんだ粒子を「はんだ粒子C」と称する。上記はんだ粒子Cとしては一種のみを使用してもよいし、二種以上を使用してもよい。
上記バインダー成分としては、熱可塑性樹脂、熱硬化型樹脂、活性エネルギー線硬化型化合物などが挙げられる。上記バインダー成分は、一種のみを使用してもよいし、二種以上を使用してもよい。
図2に、上記導電性接着剤層を補強部材付きプリント配線板に適用した例を示す。図2に示すように、補強部材付きプリント配線板の一実施形態である補強部材付きプリント配線板(X)は、プリント配線板(3)と、プリント配線板(3)上に設けられた導電性接着剤層(1’)と、導電性接着剤層(1’)上に設けられた、導電性を有する補強部材(2)と、を備える。
固形分量が20質量%となるように、有機溶媒(トルエン)にビスフェノールA型エポキシ系樹脂(商品名「jER1256」、三菱ケミカル株式会社製)を100質量部、金属粒子A(Sn-Bi合金金属粒子、Sn:Bi=42:58、融点138℃、平均粒子径35μm、真球状)を111質量部配合し、撹拌混合して接着剤組成物を調製した。得られた接着剤組成物を、表面を離型処理したPETフィルムの離型処理面に塗布し、加熱により脱溶媒することで、厚さ20μmであり、表面に金属粒子Aが突出している導電性接着剤層を形成した。
導電性接着剤層における金属粒子の種類、形状、配合量などを表1に示すように変更したこと以外は実施例1と同様にして導電性接着剤層を作製した。また、表中の各成分の詳細は以下のとおりである。
はんだ粒子C:Sn96.5-Ag3.0-Cu0.5金属粒子(Sn:Ag:Cu=96.5:3.0:0.5、融点217℃、メディアン径(D50)35μm
上記実施例および比較例で使用した各金属粒子ならびに作製した導電性接着剤層を用いて以下の評価を実施した。
金属粒子のメディアン径(D50)について、フロー式粒子像分析装置(商品名「FPIA-3000」、シスメックス株式会社製)を用いて測定した。具体的には、対物レンズ10倍を用い、明視野の光学システムで、LPF測定モードにて4000~20000個/μlの濃度に調整した金属粒子分散液で計測した。上記金属粒子分散液は、0.2質量%に調整したヘキサメタリン酸ナトリウム水溶液に界面活性剤を0.1~0.5ml加え、測定試料である金属粒子を0.1±0.01g加えて調製した。金属粒子が分散した懸濁液は超音波分散器にて1~3分の分散処理を行い測定に供した。測定により得られた金属粒子のメディアン径(D50)を表1に示した。
実施例および比較例で作製した導電性接着剤層とSUS製金属補強板(厚さ:200μm)とを、プレス機を用いて温度:120℃、時間:5秒、圧力:0.5MPaの条件で加熱加圧し、さらに150℃で1時間加熱した後、PETフィルムを剥離して導電性接着剤層付き金属補強板を作製した。
次に、ポリイミドからなるベース基板と、ベース基板の表面上に形成された銅箔と、銅箔の表面に形成されたNi-Auメッキ層とを備えた積層フィルムのNi-Auメッキ層と、導電性接着剤層付き金属補強板とを、プレス機で温度:170℃、時間:60秒、圧力:2MPaで接着した後、さらにプレス機で温度:170℃、時間:180秒、圧力:2MPaの条件で圧着して、金属補強板付き積層フィルムを作製した。次いで、金属補強板付き積層フィルムを両面粘着シートで測定台に固定し、積層フィルムを、常温で引張試験機(商品名「AGS-X50S」、島津製作所社製)で引張速度50mm/分、剥離角度90°にて、導電性接着剤層から剥離し、破断時のピール強度の最大値を測定した。
上述のようにプレス加工を実施した導電性接着剤層の厚さをデジマチックマイクロメーター(商品名「PMU-150-50MX」、株式会社ミツトヨ製)を用いて測定した。

[付記1]
バインダー成分と融点170℃以下の金属粒子Aを含み、
前記金属粒子Aが表面に突出している導電性接着剤層。
[付記2]
前記金属粒子Aと合金化可能な金属粒子Bをさらに含む付記1に記載の導電性接着剤層。
[付記3]
はんだ粒子Cをさらに含む付記1または2に記載の導電性接着剤層。
[付記4]
前記金属粒子Aが真球状である付記1~3のいずれか1つに記載の導電性接着剤層。
[付記5]
前記金属粒子Bが樹枝状またはフレーク状である付記2~4のいずれか1つに記載の導電性接着剤層。
[付記6]
前記はんだ粒子Cが真球状である付記3~5のいずれか1つに記載の導電性接着剤層。
[付記7]
前記金属粒子Aのメディアン径(D50)が前記導電性接着剤層の膜厚よりも大きい付記1~6のいずれか1つに記載の導電性接着剤層。
[付記8]
厚さが1~50μmである付記1~7のいずれか1つに記載の導電性接着剤層。
1,1’ 導電性接着剤層
11,11’ バインダー成分
12a 金属粒子A
12b 金属粒子B
12c はんだ粒子C
2 補強部材
3 プリント配線板
31 ベース部材
32 回路パターン
32a 信号回路
32b グランド回路
33 絶縁保護層
34 接着剤
4 電子部品
Claims (7)
- バインダー成分と、融点170℃以下の金属粒子Aと、前記金属粒子Aと合金化可能な金属粒子Bとを含む導電性接着剤層であり、
前記金属粒子Aが真球状であり、
前記金属粒子Bが樹枝状であり、
前記金属粒子Aが表面に突出しており、
前記金属粒子Aのメディアン径(D50)が前記導電性接着剤層の膜厚よりも大きい、導電性接着剤層。 - はんだ粒子Cをさらに含む請求項1に記載の導電性接着剤層。
- 前記金属粒子Bのメディアン径(D50)は前記金属粒子Aよりも小さく、前記はんだ粒子Cのメディアン径(D50)は前記金属粒子Bよりも大きい、請求項2に記載の導電性接着剤層。
- 前記金属粒子Aの含有量は前記バインダー成分100質量部に対して60~500質量部であり、
前記金属粒子Aの粒子厚さは前記導電性接着剤層の厚さに対して100~400%である、請求項1または2に記載の導電性接着剤層。 - 前記はんだ粒子Cが真球状である請求項2に記載の導電性接着剤層。
- 厚さが1~50μmである請求項1または2に記載の導電性接着剤層。
- 前記金属粒子Bの含有量は前記金属粒子Aよりも少ない、請求項1または2に記載の導電性接着剤層。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024069037A JP7496949B1 (ja) | 2022-09-30 | 2024-04-22 | 導電性接着剤層 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022158736 | 2022-09-30 | ||
| JP2022158736 | 2022-09-30 | ||
| PCT/JP2023/035699 WO2024071400A1 (ja) | 2022-09-30 | 2023-09-29 | 導電性接着剤層 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024069037A Division JP7496949B1 (ja) | 2022-09-30 | 2024-04-22 | 導電性接着剤層 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2024071400A1 JPWO2024071400A1 (ja) | 2024-04-04 |
| JP7494411B1 true JP7494411B1 (ja) | 2024-06-03 |
| JPWO2024071400A5 JPWO2024071400A5 (ja) | 2024-09-05 |
Family
ID=90478170
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024502034A Active JP7494411B1 (ja) | 2022-09-30 | 2023-09-29 | 導電性接着剤層 |
| JP2024069037A Active JP7496949B1 (ja) | 2022-09-30 | 2024-04-22 | 導電性接着剤層 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024069037A Active JP7496949B1 (ja) | 2022-09-30 | 2024-04-22 | 導電性接着剤層 |
Country Status (3)
| Country | Link |
|---|---|
| JP (2) | JP7494411B1 (ja) |
| TW (1) | TW202415715A (ja) |
| WO (1) | WO2024071400A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006298954A (ja) | 2005-04-15 | 2006-11-02 | Tatsuta System Electronics Kk | 導電性接着シート及び回路基板 |
| WO2022024757A1 (ja) | 2020-07-31 | 2022-02-03 | タツタ電線株式会社 | 導電性接着剤 |
| WO2022202560A1 (ja) | 2021-03-26 | 2022-09-29 | タツタ電線株式会社 | 導電性接着剤層 |
-
2023
- 2023-06-29 TW TW112124216A patent/TW202415715A/zh unknown
- 2023-09-29 JP JP2024502034A patent/JP7494411B1/ja active Active
- 2023-09-29 WO PCT/JP2023/035699 patent/WO2024071400A1/ja unknown
-
2024
- 2024-04-22 JP JP2024069037A patent/JP7496949B1/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006298954A (ja) | 2005-04-15 | 2006-11-02 | Tatsuta System Electronics Kk | 導電性接着シート及び回路基板 |
| WO2022024757A1 (ja) | 2020-07-31 | 2022-02-03 | タツタ電線株式会社 | 導電性接着剤 |
| WO2022202560A1 (ja) | 2021-03-26 | 2022-09-29 | タツタ電線株式会社 | 導電性接着剤層 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7496949B1 (ja) | 2024-06-07 |
| JP2024094389A (ja) | 2024-07-09 |
| TW202415715A (zh) | 2024-04-16 |
| JPWO2024071400A1 (ja) | 2024-04-04 |
| WO2024071400A1 (ja) | 2024-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102345942B1 (ko) | 접착제 조성물 | |
| TWI699787B (zh) | 導電性黏著劑組成物 | |
| WO2012105701A1 (ja) | 導電性粒子及びこれを用いた異方性導電材料 | |
| CN114830843B (zh) | 导电性胶粘剂 | |
| JP6794591B1 (ja) | 導電性接着シート | |
| JP7289993B2 (ja) | 導電性接着剤層 | |
| JP7494411B1 (ja) | 導電性接着剤層 | |
| WO2015178482A1 (ja) | 接着剤及び接続構造体 | |
| JP6430148B2 (ja) | 接着剤及び接続構造体 | |
| JPH10273635A (ja) | 回路用接続部材及び回路板の製造法 | |
| JP7506150B2 (ja) | 電磁波シールドフィルム | |
| JP2017147448A (ja) | プレス接着用金属箔及び電子部品パッケージ | |
| WO2023182329A1 (ja) | 熱伝導性導電層 | |
| JP6307308B2 (ja) | 接続構造体の製造方法、及び回路接続材料 | |
| TW202104497A (zh) | 各向同性導電性黏著片 | |
| TW202133695A (zh) | 電磁波屏蔽膜 | |
| JP2010135576A (ja) | プリント配線板およびプリント配線板の製造方法 | |
| WO2017104434A1 (ja) | 異方性導電フィルム、接続方法、及び接合体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240125 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20240125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7494411 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |