JP7366498B2 - 物品供給装置及びそれを備えた計量システム - Google Patents
物品供給装置及びそれを備えた計量システム Download PDFInfo
- Publication number
- JP7366498B2 JP7366498B2 JP2019207815A JP2019207815A JP7366498B2 JP 7366498 B2 JP7366498 B2 JP 7366498B2 JP 2019207815 A JP2019207815 A JP 2019207815A JP 2019207815 A JP2019207815 A JP 2019207815A JP 7366498 B2 JP7366498 B2 JP 7366498B2
- Authority
- JP
- Japan
- Prior art keywords
- article
- conveyor
- speed
- supply
- input
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005303 weighing Methods 0.000 title claims description 46
- 230000007246 mechanism Effects 0.000 claims description 104
- 238000001514 detection method Methods 0.000 claims description 59
- 230000032258 transport Effects 0.000 claims description 30
- 230000007723 transport mechanism Effects 0.000 claims description 11
- 230000008859 change Effects 0.000 claims description 2
- 230000004044 response Effects 0.000 claims description 2
- 238000007599 discharging Methods 0.000 description 11
- 241000287828 Gallus gallus Species 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 235000013372 meat Nutrition 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 230000003287 optical effect Effects 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 235000019726 broiler meat Nutrition 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 230000009191 jumping Effects 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 210000000481 breast Anatomy 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 235000014102 seafood Nutrition 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 210000000689 upper leg Anatomy 0.000 description 1
Images











Landscapes
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
- Control Of Conveyors (AREA)
Description
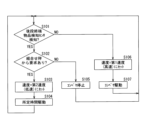
前記制御部は、前記供給先から与えられる物品の供給要求に応じて、前記搬送コンベヤの駆動を制御するものであり、前記制御部は、前記搬送コンベヤの前記終端部へ前記物品を搬送した場合に、前記供給先から物品の供給要求があるときには、前記搬送コンベヤを停止させることなく、前記第1速度から前記第2速度に切換えて駆動して、前記物品を前記供給先へ供給し、前記供給先から物品の供給要求がないときには、前記搬送コンベヤを停止させて前記物品を前記供給先へ供給しない待機状態とする。
更に、物品を、高速の第1速度で搬送コンベヤの終端部へ搬送した時点までに、供給先から物品の供給要求があるときには、搬送コンベヤを停止させることなく、第1速度から低速の第2速度に切換えて物品を供給先へ供給するので、物品の供給要求があった時点から物品を供給先へ供給するまでに要する時間を一層短縮することができる。
また、供給先から物品の供給要求がないときにも、物品を、高速の第1速度で搬送コンベヤの終端部へ搬送するので、物品を終端部まで搬送するのに要する時間を短縮することができる。
解体されたブロイラーの肉片が、物品wとして供給される。
本発明は、以下のような形態で実施することもできる。
2 組合せ秤
3 前段搬送機構
4 物品排出機構
5 分配搬送機構
6 投入コンベヤ(搬送コンベヤ)
8 ガイド部材
14 旋回コンベヤ
27 PLC(制御装置)
w 物品
Sf 後段終端物品検知センサ
Claims (6)
- 物品を搬送して供給先へ供給する搬送コンベヤと、該搬送コンベヤの駆動を制御する制御部とを備え、
前記制御部は、前記搬送コンベヤを第1速度で駆動して、前記搬送コンベヤの物品の搬送方向の終端部へ前記物品を搬送し、前記搬送コンベヤを第2速度で駆動して、前記終端部の物品を前記供給先へ供給するものであって、前記第1速度が、前記第2速度より高速であり、
前記制御部は、前記供給先から与えられる物品の供給要求に応じて、前記搬送コンベヤの駆動を制御するものであり、
前記制御部は、前記搬送コンベヤの前記終端部へ前記物品を搬送した場合に、前記供給先から物品の供給要求があるときには、前記搬送コンベヤを停止させることなく、前記第1速度から前記第2速度に切換えて駆動して、前記物品を前記供給先へ供給し、前記供給先から物品の供給要求がないときには、前記搬送コンベヤを停止させて前記物品を前記供給先へ供給しない待機状態とする、
ことを特徴とする物品供給装置。 - 前記制御部は、前記搬送コンベヤの前記終端部に物品が無いときに、前記搬送コンベヤを前記第1速度で駆動して、前記物品を前記終端部へ搬送する、
請求項1に記載の物品供給装置。 - 前記搬送コンベヤの前記終端部の物品を検知する物品検知センサを備え、
前記制御部は、前記物品検知センサの検知出力に基づいて、前記搬送コンベヤの駆動を制御する、
請求項1または2に記載の物品供給装置。 - 前記制御部は、前記待機状態において、前記供給先から物品の供給要求があると、前記搬送コンベヤを前記第2速度で駆動して、前記終端部の物品を前記供給先へ供給する、
請求項1ないし3のいずれか一項に記載の物品供給装置。 - 前記搬送コンベヤを複数備え、前記複数の搬送コンベヤの前段には、前段搬送機構、物品排出機構及び分配搬送機構が設けられ、
前記前段搬送機構は、供給される物品を搬送するものであり、
前記物品排出機構は、前記前段搬送機構による前記物品の搬送経路の複数個所において、搬送されてきた物品の通過を許容する許容状態と、搬送されてきた物品を前記搬送径路外に排出する排出状態とに切換え可能であり、
前記分配搬送機構は、前記物品排出機構で前記搬送経路外へ排出された物品を、前記複数の前記搬送コンベヤに振分け搬送する、
請求項1ないし4のいずれか一項に記載の物品供給装置。 - 前記請求項5に記載の物品供給装置と、複数の計量部を有し、各計量部に供給された前記物品の重量を組合せた組合せ重量が、所定重量範囲となる前記計量部の組合せを選択する組合せ演算を行って、選択した計量部から前記物品を排出する組合せ秤とを備え、
前記組合せ秤には、前記物品供給装置の前記複数の前記搬送コンベヤによって前記物品が供給される、
ことを特徴とする計量システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019207815A JP7366498B2 (ja) | 2019-11-18 | 2019-11-18 | 物品供給装置及びそれを備えた計量システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019207815A JP7366498B2 (ja) | 2019-11-18 | 2019-11-18 | 物品供給装置及びそれを備えた計量システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021080049A JP2021080049A (ja) | 2021-05-27 |
| JP7366498B2 true JP7366498B2 (ja) | 2023-10-23 |
Family
ID=75964073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019207815A Active JP7366498B2 (ja) | 2019-11-18 | 2019-11-18 | 物品供給装置及びそれを備えた計量システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7366498B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023175545A (ja) * | 2022-05-30 | 2023-12-12 | 大和製衡株式会社 | コンベヤ搬送装置及び物品供給装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018118835A (ja) | 2017-01-27 | 2018-08-02 | 大和製衡株式会社 | 物品供給装置及びそれを備えた計量システム |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06179519A (ja) * | 1992-12-14 | 1994-06-28 | Itoki Crebio Corp | 移動体の加減速制御検出装置 |
-
2019
- 2019-11-18 JP JP2019207815A patent/JP7366498B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018118835A (ja) | 2017-01-27 | 2018-08-02 | 大和製衡株式会社 | 物品供給装置及びそれを備えた計量システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021080049A (ja) | 2021-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110191851B (zh) | 物品供给装置及具备该物品供给装置的计量系统 | |
| US20110108329A1 (en) | Inline conveyor scale | |
| RU2735964C1 (ru) | Устройство управления предметами и оснащенный им аппарат для подачи предметов | |
| JP6858628B2 (ja) | 物品振分け装置及びそれを備えた物品供給装置 | |
| JP2003214936A (ja) | 組合せ計量装置 | |
| JP7366498B2 (ja) | 物品供給装置及びそれを備えた計量システム | |
| JP6866218B2 (ja) | 物品供給装置及びそれを備えた計量システム | |
| CN112955718B (zh) | 组合计量装置 | |
| JPH0360049B2 (ja) | ||
| JP7220949B2 (ja) | 物品供給装置 | |
| JP7023591B2 (ja) | 物品供給装置 | |
| JP7479751B2 (ja) | 物品供給装置及びそれを備えた計量システム | |
| KR102427602B1 (ko) | 중량선별 배제장치 | |
| JP2003156383A (ja) | 組合せ計量装置 | |
| JPH0692318A (ja) | 農産物のパック詰装置及びパック詰方法 | |
| JP2760042B2 (ja) | 選果施設における秤量箱詰部への果実供給装置 | |
| JP2006194722A (ja) | 組合せ計量装置 | |
| JP6494342B2 (ja) | 計量装置 | |
| US20090087533A1 (en) | Automatic doughballer and method | |
| JPH06198252A (ja) | 多段階重量選別機 | |
| JPH06316317A (ja) | 棒状物の落下姿勢制御装置 | |
| JPH0716543A (ja) | 重量選別機 | |
| JPH06323893A (ja) | 自動計量装置 | |
| JPH06321331A (ja) | バケットコンベア装置 | |
| JPH11263317A (ja) | 物品の供給システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220906 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230718 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230908 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231010 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231010 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7366498 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |