JP7355293B2 - 切削工具 - Google Patents
切削工具 Download PDFInfo
- Publication number
- JP7355293B2 JP7355293B2 JP2023518445A JP2023518445A JP7355293B2 JP 7355293 B2 JP7355293 B2 JP 7355293B2 JP 2023518445 A JP2023518445 A JP 2023518445A JP 2023518445 A JP2023518445 A JP 2023518445A JP 7355293 B2 JP7355293 B2 JP 7355293B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- less
- sample
- thickness
- cutting tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 230
- 238000000576 coating method Methods 0.000 claims description 196
- 239000011248 coating agent Substances 0.000 claims description 171
- 239000000463 material Substances 0.000 claims description 117
- 238000002441 X-ray diffraction Methods 0.000 claims description 35
- 229910052796 boron Inorganic materials 0.000 claims description 8
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 7
- 230000000737 periodic effect Effects 0.000 claims description 7
- 229910021478 group 5 element Inorganic materials 0.000 claims description 6
- 229910021476 group 6 element Inorganic materials 0.000 claims description 6
- 229910052710 silicon Inorganic materials 0.000 claims description 5
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 4
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 4
- 229910052735 hafnium Inorganic materials 0.000 claims description 4
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 claims description 4
- 239000010703 silicon Substances 0.000 claims description 4
- 229910052727 yttrium Inorganic materials 0.000 claims description 4
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 claims description 4
- 229910052726 zirconium Inorganic materials 0.000 claims description 4
- 229910052757 nitrogen Inorganic materials 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 628
- 239000000203 mixture Substances 0.000 description 57
- 238000001883 metal evaporation Methods 0.000 description 47
- 238000000034 method Methods 0.000 description 34
- 239000007789 gas Substances 0.000 description 30
- 230000015572 biosynthetic process Effects 0.000 description 24
- 238000007733 ion plating Methods 0.000 description 23
- 238000005259 measurement Methods 0.000 description 23
- 229910010037 TiAlN Inorganic materials 0.000 description 16
- 239000002344 surface layer Substances 0.000 description 15
- 229910010038 TiAl Inorganic materials 0.000 description 13
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 13
- 229910000760 Hardened steel Inorganic materials 0.000 description 11
- 230000000694 effects Effects 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 238000002360 preparation method Methods 0.000 description 11
- 239000000758 substrate Substances 0.000 description 11
- 239000012495 reaction gas Substances 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- 238000000137 annealing Methods 0.000 description 8
- 150000001875 compounds Chemical class 0.000 description 7
- 238000010849 ion bombardment Methods 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 230000006378 damage Effects 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 238000003754 machining Methods 0.000 description 5
- 238000004544 sputter deposition Methods 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000005240 physical vapour deposition Methods 0.000 description 4
- 229910052582 BN Inorganic materials 0.000 description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 229910010041 TiAlC Inorganic materials 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 238000007373 indentation Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 229910021480 group 4 element Inorganic materials 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000997 High-speed steel Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910010060 TiBN Inorganic materials 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000007737 ion beam deposition Methods 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/42—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by the composition of the alternating layers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/44—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by a measurable physical property of the alternating layer or system, e.g. thickness, density, hardness
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Drilling Tools (AREA)
Description
該被膜は、第1層と、第2層とを含み、
該第1層の硬度H1は、25GPa以上40GPa以下であり、
該第2層の硬度H2は、0.5×H1≦H2≦0.9×H1を満たし、
該被膜の(200)面のX線回折強度I(200)と、(111)面のX線回折強度I(111)と、(220)面のX線回折強度I(220)との合計に対する、該I(200)の比率I(200)/(I(200)+I(111)+I(220))、
該合計に対する該I(111)の比率I(111)/(I(200)+I(111)+I(220))、および
該合計に対する該I(220)の比率I(220)/(I(200)+I(111)+I(220))の少なくともいずれかは、0.45以上である。
近年の切削工具は、高負荷切削の要求により、過酷な切削条件下に曝される傾向がある。現在、過酷な切削条件下において、安定的に利用可能な切削工具、換言すれば、十分な長寿命を有する切削工具を提供するに至っていないのが実情である。特に、焼入鋼などの高硬度材の切削のような高負荷切削(特に、断続加工などの高負荷切削)において、耐剥離性や耐チッピング性が十分でない場合がある。そのため、焼入鋼などの高硬度材の切削のように、高負荷切削(特に、断続加工などの高負荷切削)においても、長い工具寿命を有する切削工具が求められている。
本開示によれば、高硬度材高負荷切削においても、長い工具寿命を有する切削工具を提供することが可能である。
最初に本開示の実施態様を列記して説明する。
(1)基材と、該基材上に配置された被膜と、を備える切削工具であって、
該被膜は、第1層と、第2層とを含み、
該第1層の硬度H1は、25GPa以上40GPa以下であり、
該第2層の硬度H2は、0.5×H1≦H2≦0.9×H1を満たし、
該被膜の(200)面のX線回折強度I(200)と、(111)面のX線回折強度I(111)と、(220)面のX線回折強度I(220)との合計に対する、該I(200)の比率I(200)/(I(200)+I(111)+I(220))、
該合計に対する該I(111)の比率I(111)/(I(200)+I(111)+I(220))、および
該合計に対する該I(220)の比率I(220)/(I(200)+I(111)+I(220))の少なくともいずれかは、0.45以上である。
該第1単位層は、TixAlyM1-x-yCzN1-zからなり、
該Mは、ジルコニウム、ハフニウム、周期表第5族元素、第6族元素、珪素、硼素、イットリウムからなる群より選択される1種の元素であり、
該xは、0.20以上0.99以下であり、
該yは、0.01以上0.80以下であり、
該1-x-yは、0.01以上0.20以下であり、
該zは、0以上1以下であることが好ましい。これによって、切削工具の耐摩耗性が更に向上する。
該第2単位層は、AlmCr1-mNからなり、
該mは、0以上0.8以下であり、
該第1単位層の厚みは、5nm以上50nm以下であり、
該第2単位層の厚みは、5nm以上50nm以下であり、
該第1単位層と該第2単位層とは交互に積層されることが好ましい。これによって、切削工具の耐摩耗性が更に向上する。
該第3単位層は、Ti1-nAlnNからなり、
該nは、0以上0.8以下であり、
該第1単位層の厚みは、5nm以上50nm以下であり、
該第3単位層の厚みは、5nm以上50nm以下であり、
該第1単位層と該第3単位層とは交互に積層されることが好ましい。これによって、切削工具の耐摩耗性が更に向上する。
該第4単位層は、TiaAlbCcN1-cからなり、
該aは、0.2以上1.0以下であり、
該bは、0以上0.8以下であり、
該cは、0以上1以下であることが好ましい。これによって、切削工具の耐チッピング性と切削工具の耐剥離性とが更に向上する。
本開示の一実施形態(以下、「本実施形態」とも記す。)の切削工具の具体例を、以下に図面を参照しつつ説明する。本開示の図面において、同一の参照符号は、同一部分または相当部分を表すものである。また、長さ、幅、厚み、深さなどの寸法関係は図面の明瞭化と簡略化のために適宜変更されており、必ずしも実際の寸法関係を表すものではない。
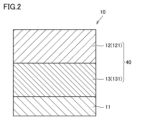
図2および図3に示される様に、本実施形態に係る切削工具10は、
基材11と、該基材11上に配置された被膜40と、を備える切削工具10であって、
該被膜40は、第1層12と、第2層13とを含み、
該第1層12の硬度H1は、25GPa以上40GPa以下であり、
該第2層13の硬度H2は、0.5×H1≦H2≦0.9×H1を満たし、
該被膜の(200)面のX線回折強度I(200)と、(111)面のX線回折強度I(111)と、(220)面のX線回折強度I(220)との合計に対する、該I(200)の比率I(200)/(I(200)+I(111)+I(220))、
該合計に対する該I(111)の比率I(111)/(I(200)+I(111)+I(220))、および
該合計に対する該I(220)の比率I(220)/(I(200)+I(111)+I(220))の少なくともいずれかは、0.45以上である。
本実施形態の基材は、この種の基材として従来公知のものであればいずれのものも使用することができる。例えば、上記基材は、超硬合金(例えば、炭化タングステン(WC)基超硬合金、WCの他にCoを含む超硬合金、WCの他にTi、Ta、Nb等の炭窒化物を添加した超硬合金等)、サーメット(TiC、TiN、TiCN等を主成分とするもの)、高速度鋼、工具鋼、セラミックス(TiC、SiC、SiN、AlN、Al2O3、サイアロン、およびこれらの混合体等)、立方晶型窒化硼素焼結体(cBN焼結体)、ダイヤモンド焼結体、および結合相中に立方晶型窒化硼素粒子が分散した硬質材料からなる群から選ばれる1種を含むことが好ましい。
被膜40は、上記基材11上に配置される(図2、図3)。図2は、本開示の切削工具の一態様を例示する模式断面図である。図3は、本開示の切削工具の他の一態様を例示する模式断面図である。「被膜」は、上記基材11の少なくとも刃先部分を被覆することで、切削工具における耐剥離性、耐欠損性、耐摩耗性等の諸特性を向上させる作用を有するものである。ここで記載の刃先部分とは、刃先稜線から基材表面に沿って500μm以内の領域を意味する。上記被膜40は、上記基材11の全面を被覆することが好ましい。しかしながら、上記基材11の一部が上記被膜40で被覆されていなかったり、被膜40の構成が部分的に異なっていたりしていたとしても本実施形態の範囲を逸脱するものではない。
(X線回折測定の条件)
走査軸 :2θ-θ
X線源 :Cu-Kα線(1.541862Å)
検出器 :0次元検出器(シンチレーションカウンタ)
管電圧 :45kV
管電流 :40mA
入射光学系:ミラーの利用
受光光学系:アナライザ結晶(PW3098/27)の利用
ステップ :0.03°
積算時間 :2秒
スキャン範囲(2θ):10°~120°
(第1層の硬度)
本実施形態に係る第1層の硬度H1は、25GPa以上40GPa以下である。これによって、切削工具が優れた耐摩耗性を有することができる。また、上記H1の下限は、27GPa以上であることが好ましく、29GPa以上であることがより好ましく、31GPa以上であることが更に好ましい。また、上記H1の上限は、38GPa以下であることが好ましく、36GPa以下であることがより好ましく、34GPa以下であることが更に好ましい。また、上記H1は、27GPa以上38GPa以下であることが好ましく、29GPa以上36GPa以下であることがより好ましく、31GPa以上34GPa以下であることが更に好ましい。
上記第1層の厚みは、0.2μm以上10μm以下であることが好ましい。これによって、切削工具の耐摩耗性を更に向上することができる。また、上記第1層の厚みの下限は、0.4μm以上であることが好ましく、0.5μm以上であることがより好ましく、0.6μm以上であることが更に好ましい。また、上記第1層の厚みの上限は、6μm以下であることが好ましく、3μm以下であることがより好ましく、2μm以下であることが更に好ましい。また、上記第1層の厚みは、0.4μm以上6μm以下であることが好ましく、0.5μm以上3μm以下であることがより好ましく、0.6μm以上2μm以下であることが更に好ましい。
上記第1層は、第1単位層を含み、上記第1単位層は、TixAlyM1-x-yCzN1-zからなり、上記Mは、ジルコニウム、ハフニウム、周期表第5族元素、第6族元素、珪素、硼素、イットリウムからなる群より選択される1種の元素であり、上記xは、0.20以上0.99以下であり、上記yは、0.01以上0.80以下であり、上記1-x-yは、0.01以上0.20以下であり、上記zは、0以上1.0以下であることが好ましい。これによって、切削工具の耐摩耗性を更に向上することができる。ここで「第1層は、第1単位層を含み」とは、第1層が第1単位層のみからなる態様、及び、第1層が第1単位層とともに、後述の第2単位層または第3単位層を含む態様を包含する概念である。また、「第1単位層は、TixAlyM1-x-yCzN1-zからなる」とは、TixAlyM1-x-yCzN1-zのみからなる態様に限られず、本開示の効果が奏される限りにおいて、TixAlyM1-x-yCzN1-zとともにTixAlyM1-x-yCzN1-z以外の成分(例えば、不可避不純物)を含む態様をも包含する概念である。
上記第1層12は、上記第1単位層とともに第2単位層13を更に含むことが好ましい。また、この場合、上記第2単位層13は、AlmCr1-mNからなり、上記mは、0以上0.8以下であり、上記第1単位層121の厚みは、5nm以上50nm以下であり、上記第2単位層122の厚みは、5nm以上50nm以下であり、上記第1単位層121と上記第2単位層122とは交互に積層されることが好ましい(図4)。これによって、第1層を構成する粒子の粒径が微細になることに起因して第1層の硬度が高くなるため、切削工具の耐摩耗性を更に向上することができる。ここで、「第1単位層と第2単位層とは交互に積層される」限りにおいて、第1単位層および第2単位層のうち何れの層が最も基材側に配置されていても良く、第1単位層および第2単位層のうち何れの層が最も表面側に配置されていても良い。また、ここで「第2単位層は、AlmCr1-mNからなる」とは、AlmCr1-mNのみからなる態様に限られず、本開示の効果が奏される限りにおいて、AlmCr1-mNとともにAlmCr1-mN以外の成分(例えば、不可避不純物)を含む態様をも包含する概念である。
上記第1層12は、上記第1単位層とともに第3単位層123を更に含むことが好ましい。また、この場合、上記第3単位層123は、Ti1-nAlnNからなり、上記nは、0以上0.8以下であり、上記第1単位層121の厚みは、5nm以上50nm以下であり、上記第3単位層123の厚みは、5nm以上50nm以下であり、上記第1単位層121と上記第3単位層123とは交互に積層されることが好ましい(図5)。これによって、切削工具の第1層を構成する粒子の粒径が微細になることに起因して第1層の硬度が高くなるため、切削工具の耐摩耗性を更に向上することができる。「第1単位層と第3単位層とは交互に積層される」限りにおいて、第1単位層および第3単位層のうち何れの層が最も基材側に配置されていても良く、第1単位層および第3単位層のうち何れの層が最も表面側に配置されていても良い。また、ここで「第3単位層は、Ti1-nAlnNからなる」とは、Ti1-nAlnNのみからなる態様に限られず、本開示の効果が奏される限りにおいて、Ti1-nAlnNとともにTi1-nAlnN以外の成分(例えば、不可避不純物)を含む態様をも包含する概念である。
(第2層の硬度)
本実施形態に係る第2層の硬度H2は、0.5×H1≦H2≦0.9×H1を満たす。これによって、切削工具が優れた耐剥離性と優れた耐チッピング性とを有することができる。上記H2は、H2≧0.53×H1を満たすことが好ましく、H2≧0.56×H1を満たすことがより好ましく、H2≧0.6×H1を満たすことが更に好ましい。また、上記H2は、H2≦0.87×H1を満たすことが好ましく、H2≦0.84×H1を満たすことがより好ましく、H2≦0.8×H1を満たすことが更に好ましい。また、上記H2は、0.53×H1≦H2≦0.87×H1を満たすことが好ましく、0.56×H1≦H2≦0.84×H1を満たすことがより好ましく、0.6×H1≦H2≦0.8×H1を満たすことが更に好ましい。
上記第2層の厚みは、0.2μm以上10μm以下であることが好ましい。これによって、切削工具の耐チッピング性と切削工具の耐剥離性とを更に向上することができる。また、上記第2層の厚みの下限は、0.3μm以上であることが好ましく、0.4μm以上であることがより好ましく、0.5μm以上であることが更に好ましい。また、上記第2層の厚みの上限は、8μm以下であることが好ましく、5μm以下であることがより好ましく、3μm以下であることが更に好ましい。また、上記第2層の厚みは、0.3μm以上8μm以下であることが好ましく、0.4μm以上5μm以下であることがより好ましく、0.5μm以上3μm以下であることが更に好ましい。
上記第2層は、上記第4単位層を含むことが好ましい。また、この場合、上記第4単位層は、TiaAlbCcN1-cからなり、上記aは、0.2以上1.0以下であり、上記bは、0以上0.8以下であり、上記cは、0以上1.0以下であることが好ましい。これによって、第1層と第2層との密着性を悪化させず、第2層の亀裂の発生を効果的に抑制することができるため、切削工具の耐チッピング性を更に向上することができる。また、これによって、第2層において、剥離の起点となるチッピングの発生、および剥離の起点となる亀裂の発生を抑制できるため、切削工具の耐剥離性を更に向上することができる。ここで、「第2層は、第4単位層を含む」とは、第2層が第4単位層のみからなる態様、及び、第2層が第4単位層とともに第4単位層以外の層を含む態様を包含する概念である。ここで「第4単位層は、TiaAlbCcN1-cからなる」とは、TiaAlbCcN1-cのみからなる態様に限られず、本開示の効果が奏される限りにおいて、TiaAlbCcN1-cとともにTiaAlbCcN1-c以外の成分を含む態様をも包含する概念である。
本実施形態の効果を損なわない限り、上記被膜は、上記他の層を更に含んでいてもよい。図6~図8に示されるように、上記他の層としては、例えば、下地層14、中間層15、および表面層16等が挙げられる。
本実施形態の被膜は、下地層を含むことができる。下地層14は、基材11と、第1層12および第2層13のうち最も基材側の層との間に配置される層である。下地層は、第1化合物からなり、該第1化合物は、周期表の4族元素、5族元素、6族元素及びアルミニウムからなる群より選ばれる1種以上の元素と、炭素、窒素、硼素及び酸素からなる群より選ばれる1種以上の元素と、からなることが好ましい。これによって、切削工具の耐摩耗性を更に向上することができる。また、これによって、被膜と基材との密着性をも向上することができる。
本実施形態の被膜は、中間層を含むことができる。中間層15は、第1層12と第2層13との間に配置される層である。中間層の組成は、例えばTiAlN層やTiN層であることが好ましい。中間層の厚みは、0.01μm以上0.2μm以下であることが好ましい。
本実施形態の被膜は、表面層を含むことができる。表面層16は、被膜40において最も表面側に配置される層である。ただし、刃先稜線部においては形成されない場合もある。表面層16は、第2化合物からなり、該第2化合物は、周期表の4族元素、5族元素、6族元素及びアルミニウムからなる群より選ばれる1種以上の元素と、炭素、窒素、硼素及び酸素からなる群より選ばれる1種以上の元素と、からなることが好ましい。これによって、切削工具の耐摩耗性が更に向上することができる。
実施形態1の切削工具の製造方法について以下に説明する。なお、以下の製造方法は一例であり、実施形態1の切削工具は、他の方法で作製されたものでもよい。
上記基材を準備する第1工程(以下、単に「第1工程」という場合がある)と、
上記基材上に上記被膜を形成する第2工程(以下、単に「第2工程」という場合がある)と、を含む。以下、各工程について説明する。
第1工程では、上記基材を準備する。上記基材としては、上述したようにこの種の基材として従来公知のものであればいずれの基材も使用することができる。例えば、形状がISO規格のDNGA150408からなる立方晶窒化硼素焼結体からなる工具を用いることができる。
第2工程では、基材上に被膜を形成する。また、上記第2工程は、上記基材の表面の少なくとも一部を第1層で被覆する「第1層被覆工程」、および上記基材の表面の少なくとも一部を第2層で被覆する「第2層被覆工程」を含む。上記第1層被覆工程および上記第2層被覆工程が実行される限りにおいて、上記第1層被覆工程および上記第2被覆工程のうちいずれの工程が先に実行されてもよい。また、上記第2工程は、更に、後述する工程(i)、工程(ii)、および工程(iii)の少なくとも何れかを含むことができる。また、上記第2工程は、更に、上記基材の表面の少なくとも一部を上記他の層で被覆する「他の層被覆工程」を含むことができる。
本実施形態に係る第2工程では、上述した第1層被覆工程、第2層被覆工程、およびアニール工程の他にも、基材と上記第1層との間に下地層を形成する「下地層被覆工程」、上記第1層と上記第2層との間に中間層を形成する「中間層被覆工程」、および上記第2層の上に表面層を形成する「表面層被覆工程」等を適宜行ってもよい。上述の下地層、中間層及び表面層等の他の層を形成する場合、従来の方法によって他の層を形成してもよい。具体的には、例えば、上述したPVD法によって上記他の層を形成することが挙げられる。
本実施形態に係る製造方法では、上述した工程の他にも、例えば、表面処理する工程等を適宜行ってもよい。表面処理をする工程としては、例えば、弾性材にダイヤモンド粉末を担持させたメディアを用いた表面処理等が挙げられる。
≪切削工具の作製≫
[試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-105]
下記の製造方法を用いて、試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具を作製した。
<基材を準備する工程>
まず、基材準備工程として、立方晶硼素焼結体工具(形状:JIS規格DNGA150408)を基材として準備した。次に、上記基材をアークイオンプレーティング装置(株式会社神戸製鋼所製、商品名:AIP)の所定の位置にセットした。
次に、第2層被覆工程として、表1に記載した条件で、アークイオンプレーティング法を用いて、上記基材の表面に第2層を形成した。具体的には以下の方法で行った。金属蒸発源としては、後述する表3および表4に記載した第2層の「組成」に応じたターゲットを用いた。例えば、第2層の組成がTiAlNの場合は、金属蒸発源としてTiAlターゲットを用いた。また、TiCN、TiCまたはTiNの場合は、金属蒸発源としてTiターゲットを用いた。反応ガスとしてはN2ガス及び/又はメタンガスを用いた。基板(基材)温度を500℃及び該装置内のガス圧を1Paに設定した。

下記の製造方法を用いて、試料No.1-16の切削工具を作製した。
<基材を準備する工程>
基材準備工程として、上記の試料No.1-1と同一の基材を準備し、該基材をアークイオンプレーティング装置の所定の位置にセットした。
次いで、第1層被覆工程として、表2に記載した条件で、アークイオンプレーティング法を用いて、上記基材の上に第1層を形成した。具体的には以下の方法で行った。金属蒸発源としては、後述する表3に記載した第1層の「組成」に応じたターゲットを用いた。すなわち、金属蒸発源としてTiAlターゲットを用いた。反応ガスとしてはN2ガスを用いた。基板(基材)温度を500℃及び該装置内のガス圧を2Paに設定した。

上述のようにして作製した試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具を用いて、以下のように、切削工具の各特性を評価した。なお、試料No.1-1~試料No.1-34の切削工具は実施例に対応し、試料No.1-101~試料No.1-106の切削工具は比較例に対応する。
試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具について、第1層の組成TixAlyM1-x-yCzN1-zにおける「x」、「y」、「z」、第2層の組成TiaAlbCcN1-cにおける「a」、「b」、および「c」を、実施形態1に記載の方法により求めた。得られた結果を、それぞれ表3および表4の「組成」の項における化学式中に、原子比として記す。


試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具について、第1層の厚みを、実施形態1に記載の方法により求めた。得られた結果を、それぞれ表3および表4の「厚みT1[μm]」の項に記す。また、試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具について、第2層の厚みを、実施形態1に記載の方法により求めた。得られた結果を、それぞれ表3および表4の「厚みT2[μm]」の項に記す。
試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具について、第1層の硬度H1を、実施形態1に記載の方法により求めた。得られた結果を、それぞれ表3および表4の「硬度H1[GPa]」の項に記す。また、試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具について、第2層の硬度H2を、実施形態1に記載の方法により求めた。得られた結果を、それぞれ表3および表4の「硬度H2[GPa]」の項に記す。
試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具について、被膜のI(200)/(I(200)+I(111)+I(220))を、実施形態1に記載の方法により求めた。得られた結果を、それぞれ表3および表4の「R(200)」の項に記す。また、試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具について、被膜のI(111)/(I(200)+I(111)+I(220))を、実施形態1に記載の方法により求めた。得られた結果を、それぞれ表3および表4の「R(111)」の項に記す。また、試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具について、被膜のI(220)/(I(200)+I(111)+I(220))を、実施形態1に記載の方法により求めた。得られた結果を、それぞれ表3および表4の「R(220)」の項に記す。
上記のようにして作製した試料No.1-1~試料No.1-34、および試料No.1-101~試料No.1-106の切削工具を用いて、以下の切削試験を行った。
(切削条件)
被削材 :高硬度鋼SUJ2(HRC62)(直径85mm×長さ200mm)
切削速度:V=100m/min.
送り :f=0.2mm/rev.
切込み :ap=0.5mm
湿式/乾式:湿式
当該切削条件は、焼入鋼(高硬度材)の高負荷切削に該当する。
試料No.1-1~試料No.1-34は、実施例に該当する。試料No.1-101~試料No.1-106は、比較例に該当する。表3および表4の結果から、実施例に該当する試料No.1-1~試料No.1-34の切削工具は、比較例に該当する試料No.1-101~試料No.1-106よりも、焼入鋼などの高硬度材の切削のように、高負荷切削においても、長い工具寿命を有することが確認された。この理由は、試料No.1-1~試料No.1-34の切削工具では、被膜の第1層の硬度が高く耐摩耗性が良好であり、かつ、被膜が第1層とともに第2層を含むため、被膜の耐チッピング性、及び耐剥離性が良好であり、切削中に被膜の破壊が発生しにくく、そこを起点とする摩耗が抑制されるためと推察される。
≪切削工具の作製≫
[試料No.2-1~試料No.2-42]
下記の製造方法を用いて、試料No.2-1~試料No.2-42の切削工具を作製した。
<基材を準備する工程>
基材準備工程として、上記の試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106と同一の基材を準備し、該基材をアークイオンプレーティング装置の所定の位置にセットした。
第2層被覆工程として、表5および表6に記載した条件で実行されることと、金属蒸発源として以下のターゲットが用いられることとを除いては、上記の試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106と同一の条件で、アークイオンプレーティング法を用いて、上記基材の上に第2層を形成した。金属蒸発源としては、後述する表7に記載した第2層の「組成」に応じたターゲットを用いた。具体的には、第2層の組成がTiAlNの場合は、金属蒸発源としてTiAlターゲットを用いた。また、TiCNまたはTiNの場合は、金属蒸発源としてTiターゲットを用いた。


上述のようにして作製した試料No.2-1~試料No.2-42の切削工具について、実施例1と同様の方法で、第1単位層の組成TixAlyM1-x-yCzN1-zにおける「x」、「y」、「z」、「第1単位層厚み」、第2単位層の組成AlmCr1-mNにおける「m」、「第2単位層厚み」、第2層の組成TiaAlbCcN1-cにおける「a」、「b」、「c」、「第1層の厚み」、「第2層の厚み」、「第1層の硬度H1」、「第2層の硬度H2」、「I(200)/(I(200)+I(111)+I(220))」(「R(200)」)、「I(111)/(I(200)+I(111)+I(220))」(「R(111)」)、および「I(220)/(I(200)+I(111)+I(220))」(「R(220)」)をそれぞれ測定により求めた。得られた結果をそれぞれ表7および表8に記す。「第1単位層厚み」、「第2単位層厚み」及び「第1層の厚み」の関係は次の通りである。例えば、試料2-1では、厚み15nmの第1単位層と厚み10nmの第2単位層とが交互に積層されて第1層が形成され、該第1層の厚みT1が2.5μmである。なお、試料No.2-1~試料No.2-42の切削工具は実施例に相当する。


上述のようにして作製した試料No.2-1~試料No.2-42の切削工具について、実施例1と同様の方法で「切削試験」を実行することにより、「最大摩耗量」を求めた。得られた結果をそれぞれ表7および表8の「最大摩耗量[μm]」の項に記す。
試料No.2-1~試料No.2-42は、実施例に該当する。表7および表8の結果から、実施例に該当する試料No.2-1~試料No.2-42の切削工具は、焼入鋼などの高硬度材の切削のように、高負荷切削においても、長い工具寿命を有することが確認された。この理由は、実施例1と同様に、試料No.2-1~試料No.2-42の切削工具では、被膜の第1層の硬度が高く耐摩耗性が良好であり、かつ、被膜が第1層とともに第2層を含むため、被膜の耐チッピング性、及び耐剥離性が良好であり、切削中に被膜の破壊が発生しにくく、そこを起点とする摩耗が抑制されるためと推察される。
≪切削工具の作製≫
[試料No.3-1~試料No.3-43、および試料No.3-101]
下記の製造方法を用いて、試料No.3-1~試料No.3-43、および試料No.3-101の切削工具を作製した。
基材準備工程として、上記の試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106と同一の基材を準備し、該基材をアークイオンプレーティング装置の所定の位置にセットした。
第2層被覆工程として、表9および表10に記載した条件で実行されることと、金属蒸発源として以下のターゲットが用いられることとを除いては、上記の試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106と同一の条件で、アークイオンプレーティング法を用いて、上記基材の表面に第2層を形成した。金属蒸発源としては、後述する表11および表12に記載した第2層の「組成」に応じたターゲットを用いた。具体的には、第2層の組成がTiAlNまたはTiAlCの場合は、金属蒸発源としてTiAlターゲットを用いた。また、第2層の組成がTiCN、TiCまたはTiNの場合は、金属蒸発源としてTiターゲットを用いた。


上述のようにして作製した試料No.3-1~試料No.3-43、および試料No.3-101の切削工具について、実施例1と同様の方法で、第1単位層の組成TixAlyM1-x-yCzN1-zにおける「x」、「y」、「z」、「第1単位層厚み」、第3単位層の組成TinAl1-nNにおける「n」、「第3単位層厚み」、第2層の組成TiaAlbCcN1-cにおける「a」、「b」、「c」、「第1層の厚み」、「第2層の厚み」、「第1層の硬度H1」、「第2層の硬度H2」、「I(200)/(I(200)+I(111)+I(220))」(「R(200)」)、「I(111)/(I(200)+I(111)+I(220))」(「R(111)」)、および「I(220)/(I(200)+I(111)+I(220))」(「R(220)」)をそれぞれ測定により求めた。得られた結果をそれぞれ表11および表12に記す。「第1単位層厚み」、「第3単位層厚み」及び「第1層の厚み」の関係は次の通りである。例えば、試料3-1では、厚み10nmの第1単位層と厚み15nmの第3単位層とが交互に積層されて第1層が形成され、該第1層の厚みT1が2.5μmである。なお、試料No.3-1~試料No.3-43の切削工具は実施例に相当し、試料No.3-101の切削工具は比較例に相当する。


上述のようにして作製した試料No.3-1~試料No.3-43、および試料No.3-101の切削工具について、実施例1と同様の方法で「切削試験」を実行することにより、「最大摩耗量」を求めた。得られた結果をそれぞれ表11および表12の「最大摩耗量[μm]」の項に記す。
試料No.3-1~試料No.3-43は、実施例に該当する。また、試料No.3-101は、比較例に該当する。表11および表12の結果から、実施例に該当する試料No.3-1~試料No.3-43の切削工具は、比較例に該当する試料No.3-101よりも、焼入鋼などの高硬度材の切削のように、高負荷切削においても、長い工具寿命を有することが確認された。この理由は、実施例1と同様に、試料No.3-1~試料No.3-43の切削工具では、被膜の第1層の硬度が高く耐摩耗性が良好であり、かつ、被膜が第1層とともに第2層を含むため、被膜の耐チッピング性、及び耐剥離性が良好であり、切削中に被膜の破壊が発生しにくく、そこを起点とする摩耗が抑制されるためと推察される。
≪切削工具の作製≫
[試料No.4-1~試料No.4-28]
下記の製造方法を用いて、試料No.4-1~試料No.4-28の切削工具を作製した。
<基材を準備する工程>
基材準備工程として、上記の試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106と同一の基材を準備し、該基材をアークイオンプレーティング装置の所定の位置にセットした。
第2層被覆工程として、表13に記載した条件で実行されることと、金属蒸発源として以下のターゲットが用いられることとを除いては、上記の試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106と同一の条件で、アークイオンプレーティング法を用いて、上記基材の表面に第2層を形成した。金属蒸発源としては、後述する表14に記載した第2層の「組成」に応じたターゲットを用いた。具体的には、第2層の組成がTiAlNまたはTiAlCの場合は、金属蒸発源としてTiターゲットおよびAlターゲットを用いた。また、第2層の組成がTiCNまたはTiNの場合は、金属蒸発源としてTiターゲットを用いた。

上述のようにして作製した試料No.4-1~試料No.4-28の切削工具について、実施例1と同様の方法で、第1単位層の組成TixAlyM1-x-yCzN1-zにおける「x」、「y」、「z」、「第1単位層厚み」、第2単位層の組成AlmCr1-mNにおける「m」、「第2単位層厚み」、第2層の組成TiaAlbCcN1-cにおける「a」、「b」、および「c」、「第1層の厚み」、「第2層の厚み」、「第1層の硬度H1」、「第2層の硬度H2」、「I(200)/(I(200)+I(111)+I(220))」(「R(200)」)、「I(111)/(I(200)+I(111)+I(220))」(「R(111)」)、および「I(220)/(I(200)+I(111)+I(220))」(「R(220)」)をそれぞれ測定により求めた。得られた結果を、それぞれ表14に記す。ここで「第1単位層厚み」は1層の第1単位層の厚みを示し、「第2単位層厚み」は1層の第2単位層の厚みを示し、「第1層の厚み」は1層の第1層の厚みを示し、「第2層の厚み」は1層の第2層の厚みを示す。例えば、試料4-1では、厚み15nmの第1単位層と厚み10nmの第2単位層とが交互に積層されて第1層が形成され、該第1層の厚みT1が0.5μmであり、被膜中に該第1層が3層、かつ、厚みT2が0.5μmの第2層が3層存在する。なお、試料No.4-1~試料No.4-28の切削工具は実施例に相当する。

上述のようにして作製した試料No.4-1~試料No.4-28の切削工具について、実施例1と同様の方法で「切削試験」を実行することにより、「最大摩耗量」を求めた。得られた結果をそれぞれ表14の「最大摩耗量[μm]」の項に記す。
試料No.4-1~試料No.4-28は、実施例に該当する。表14の結果から、実施例に該当する試料No.4-1~試料No.4-28の切削工具は、焼入鋼などの高硬度材の切削のように、高負荷切削においても、長い工具寿命を有することが確認された。この理由は、実施例1と同様に、試料No.4-1~試料No.4-28の切削工具では、被膜の第1層の硬度が高く耐摩耗性が良好であり、かつ、被膜が第1層とともに第2層を含むため、被膜の耐チッピング性、及び耐剥離性が良好であり、切削中に被膜の破壊が発生しにくく、そこを起点とする摩耗が抑制されるためと推察される。
≪切削工具の作製≫
[試料No.5-1~試料No.5-28]
下記の製造方法を用いて、試料No.5-1~試料No.5-28の切削工具を作製した。
基材準備工程として、上記の試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106と同一の基材を準備し、該基材をアークイオンプレーティング装置の所定の位置にセットした。
第2層被覆工程として、表15に記載した条件で実行されることと、金属蒸発源として以下のターゲットが用いられることとを除いては、上記の試料No.1-1~試料No.1-15、試料No.1-17~試料No.1-34、および試料No.1-101~試料No.1-106と同一の条件で、アークイオンプレーティング法を用いて、上記基材の表面に第2層を形成した。金属蒸発源としては、後述する表16に記載した第2層の「組成」に応じたターゲットを用いた。具体的には、第2層の組成がTiAlNまたはTiAlCの場合は、金属蒸発源としてTiAlターゲットを用いた。また、第2層の組成がTiNの場合は、金属蒸発源としてTiターゲットを用いた。

上述のようにして作製した試料No.5-1~試料No.5-28の切削工具について、実施例1と同様の方法で、第1単位層の組成TixAlyM1-x-yCzN1-zにおける「x」、「y」、「z」、「第1単位層厚み」、第3単位層の組成TinAl1-nNにおける「n」、「第2単位層厚み」、第2層の組成TiaAlbCcN1-cにおける「a」、「b」、および「c」、「第1層の厚み」、「第2層の厚み」、「第1層の硬度H1」、「第2層の硬度H2」、「I(200)/(I(200)+I(111)+I(220))」、「I(111)/(I(200)+I(111)+I(220))」、および「I(220)/(I(200)+I(111)+I(220))」をそれぞれ測定により求めた。得られた結果を、それぞれ表16に記す。ここで「第1単位層厚み」は1層の第1単位層の厚みを示し、「第3単位層厚み」は1層の第3単位層の厚みを示し、「第1層の厚み」は1層の第1層の厚みを示し、「第2層の厚み」は1層の第2層の厚みを示す。例えば、試料No.5-1では、厚み10nmの第1単位層と厚み15nmの第2単位層とが交互に積層されて第1層が形成され、該第1層の厚みT1が0.5μmであり、被膜中に該第1層が3層、かつ、厚みT2が0.5μmの第2層が3層存在する。なお、試料No.5-1~試料No.5-28の切削工具は実施例に相当する。

上述のようにして作製した試料No.5-1~試料No.5-28の切削工具について、実施例1と同様の方法で「切削試験」を実行することにより、「最大摩耗量」を求めた。得られた結果をそれぞれ表16の「最大摩耗量[μm]」の項に記す。
試料No.5-1~試料No.5-28は、実施例に該当する。表16の結果から、実施例に該当する試料No.5-1~試料No.5-28の切削工具は、焼入鋼などの高硬度材の切削のように、高負荷切削においても、長い工具寿命を有することが確認された。この理由は、実施例1と同様に、試料No.5-1~試料No.5-28の切削工具では、被膜の第1層の硬度が高く耐摩耗性が良好であり、かつ、被膜が第1層とともに第2層を含むため、被膜の耐チッピング性、及び耐剥離性が良好であり、切削中に被膜の破壊が発生しにくく、そこを起点とする摩耗が抑制されるためと推察される。
今回開示された実施の形態および実施例はすべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記した実施の形態および実施例ではなく請求の範囲によって示され、請求の範囲と均等の意味、および範囲内でのすべての変更が含まれることが意図される。
Claims (6)
- 基材と、前記基材上に配置された被膜と、を備える切削工具であって、
前記被膜は、第1層と、第2層とを含み、
前記第1層の硬度H1は、25GPa以上40GPa以下であり、
前記第2層の硬度H2は、0.5×H1≦H2≦0.9×H1を満たし、
前記被膜の(200)面のX線回折強度I(200)と、(111)面のX線回折強度I(111)と、(220)面のX線回折強度I(220)との合計に対する、前記I(200)の比率I(200)/(I(200)+I(111)+I(220))、
前記合計に対する前記I(111)の比率I(111)/(I(200)+I(111)+I(220))、および
前記合計に対する前記I(220)の比率I(220)/(I(200)+I(111)+I(220))の少なくともいずれかは、0.45以上であり、
前記第1層は、第1単位層を含み、
前記第1単位層は、Ti x Al y M 1-x-y C z N 1-z からなり、
前記Mは、ジルコニウム、ハフニウム、周期表5族元素、6族元素、珪素、硼素及びイットリウムからなる群より選択される1種の元素であり、
前記xは、0.20以上0.99以下であり、
前記yは、0.01以上0.80以下であり、
前記1-x-yは、0.01以上0.20以下であり、
前記zは、0以上1.0以下であり、
前記第1層は、第2単位層を更に含み、
前記第2単位層は、Al m Cr 1-m Nからなり、
前記mは、0以上0.8以下であり、
前記第1単位層の厚みは、5nm以上50nm以下であり、
前記第2単位層の厚みは、5nm以上50nm以下であり、
前記第1単位層と前記第2単位層とは交互に積層される、切削工具。 - 基材と、前記基材上に配置された被膜と、を備える切削工具であって、
前記被膜は、第1層と、第2層とを含み、
前記第1層の硬度H 1 は、25GPa以上40GPa以下であり、
前記第2層の硬度H 2 は、0.5×H 1 ≦H 2 ≦0.9×H 1 を満たし、
前記被膜の(200)面のX線回折強度I (200) と、(111)面のX線回折強度I (111) と、(220)面のX線回折強度I (220) との合計に対する、前記I (200) の比率I (200) /(I (200) +I (111) +I (220) )、
前記合計に対する前記I (111) の比率I (111) /(I (200) +I (111) +I (220) )、および
前記合計に対する前記I (220) の比率I (220) /(I (200) +I (111) +I (220) )の少なくともいずれかは、0.45以上であり、
前記第1層は、第1単位層を含み、
前記第1単位層は、Ti x Al y M 1-x-y C z N 1-z からなり、
前記Mは、ジルコニウム、ハフニウム、周期表5族元素、6族元素、珪素、硼素及びイットリウムからなる群より選択される1種の元素であり、
前記xは、0.20以上0.99以下であり、
前記yは、0.01以上0.80以下であり、
前記1-x-yは、0.01以上0.20以下であり、
前記zは、0以上1.0以下であり、
前記第1層は、第3単位層を更に含み、
前記第3単位層は、Ti 1-n Al n Nからなり、
前記nは、0以上0.8以下であり、
前記第1単位層の厚みは、5nm以上50nm以下であり、
前記第3単位層の厚みは、5nm以上50nm以下であり、
前記第1単位層と前記第3単位層とは交互に積層される、切削工具。 - 前記第1層の厚みT1は、0.2μm以上10μm以下である、請求項1または請求項2に記載の切削工具。
- 前記第2層の厚みT2は、0.2μm以上10μm以下である、請求項1または請求項2に記載の切削工具。
- 前記第2層の厚みT2に対する前記第1層の厚みT1の比率T1/T2は、0.02以上50以下である、請求項1または請求項2に記載の切削工具。
- 前記第2層は、第4単位層を含み、
前記第4単位層は、TiaAlbCcN1-cからなり、
前記aは、0.2以上1.0以下であり、
前記bは、0以上0.8以下であり、
前記cは、0以上1.0以下である、請求項1または請求項2に記載の切削工具。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/024828 WO2023276066A1 (ja) | 2021-06-30 | 2021-06-30 | 切削工具 |
| JPPCT/JP2021/024828 | 2021-06-30 | ||
| PCT/JP2022/026003 WO2023277077A1 (ja) | 2021-06-30 | 2022-06-29 | 切削工具 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2023277077A1 JPWO2023277077A1 (ja) | 2023-01-05 |
| JPWO2023277077A5 JPWO2023277077A5 (ja) | 2023-06-08 |
| JP7355293B2 true JP7355293B2 (ja) | 2023-10-03 |
Family
ID=84691684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023518445A Active JP7355293B2 (ja) | 2021-06-30 | 2022-06-29 | 切削工具 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP4365330A4 (ja) |
| JP (1) | JP7355293B2 (ja) |
| KR (1) | KR20240026951A (ja) |
| CN (1) | CN117580664A (ja) |
| WO (2) | WO2023276066A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002096205A (ja) | 2000-09-19 | 2002-04-02 | Hitachi Tool Engineering Ltd | 硬質皮膜被覆工具 |
| JP2003034858A (ja) | 2001-07-23 | 2003-02-07 | Kobe Steel Ltd | 切削工具用硬質皮膜およびその製造方法並びに硬質皮膜形成用ターゲット |
| JP2003305601A (ja) | 2002-04-11 | 2003-10-28 | Kobe Steel Ltd | 硬質皮膜被覆工具およびその製造方法 |
| JP2005138211A (ja) | 2003-11-05 | 2005-06-02 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具 |
| JP2006299399A (ja) | 2005-03-24 | 2006-11-02 | Hitachi Tool Engineering Ltd | 硬質皮膜被覆部材 |
| JP2008279562A (ja) | 2007-05-11 | 2008-11-20 | Sumitomo Electric Ind Ltd | 表面被覆切削工具 |
| JP2010284787A (ja) | 2009-06-15 | 2010-12-24 | Hitachi Tool Engineering Ltd | 硬質皮膜被覆切削工具 |
| JP2012045650A (ja) | 2010-08-25 | 2012-03-08 | Hitachi Tool Engineering Ltd | 硬質皮膜被覆切削工具 |
| WO2017111073A1 (ja) | 2015-12-22 | 2017-06-29 | 京セラ株式会社 | 被覆工具 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3934263B2 (ja) * | 1998-10-27 | 2007-06-20 | 三菱マテリアル神戸ツールズ株式会社 | 耐摩耗性に優れた硬質皮膜および硬質皮膜被覆部材 |
| JP3637883B2 (ja) * | 2000-08-31 | 2005-04-13 | 住友電気工業株式会社 | 表面被覆窒化硼素焼結体工具 |
| KR101284766B1 (ko) * | 2011-11-30 | 2013-07-17 | 한국야금 주식회사 | 절삭공구용 경질피막 |
| JP2018069433A (ja) | 2016-11-04 | 2018-05-10 | 住友電気工業株式会社 | 表面被覆切削工具 |
-
2021
- 2021-06-30 WO PCT/JP2021/024828 patent/WO2023276066A1/ja unknown
-
2022
- 2022-06-29 CN CN202280045932.0A patent/CN117580664A/zh active Pending
- 2022-06-29 WO PCT/JP2022/026003 patent/WO2023277077A1/ja active Application Filing
- 2022-06-29 KR KR1020237044935A patent/KR20240026951A/ko unknown
- 2022-06-29 JP JP2023518445A patent/JP7355293B2/ja active Active
- 2022-06-29 EP EP22833223.5A patent/EP4365330A4/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002096205A (ja) | 2000-09-19 | 2002-04-02 | Hitachi Tool Engineering Ltd | 硬質皮膜被覆工具 |
| JP2003034858A (ja) | 2001-07-23 | 2003-02-07 | Kobe Steel Ltd | 切削工具用硬質皮膜およびその製造方法並びに硬質皮膜形成用ターゲット |
| JP2003305601A (ja) | 2002-04-11 | 2003-10-28 | Kobe Steel Ltd | 硬質皮膜被覆工具およびその製造方法 |
| JP2005138211A (ja) | 2003-11-05 | 2005-06-02 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具 |
| JP2006299399A (ja) | 2005-03-24 | 2006-11-02 | Hitachi Tool Engineering Ltd | 硬質皮膜被覆部材 |
| JP2008279562A (ja) | 2007-05-11 | 2008-11-20 | Sumitomo Electric Ind Ltd | 表面被覆切削工具 |
| JP2010284787A (ja) | 2009-06-15 | 2010-12-24 | Hitachi Tool Engineering Ltd | 硬質皮膜被覆切削工具 |
| JP2012045650A (ja) | 2010-08-25 | 2012-03-08 | Hitachi Tool Engineering Ltd | 硬質皮膜被覆切削工具 |
| WO2017111073A1 (ja) | 2015-12-22 | 2017-06-29 | 京セラ株式会社 | 被覆工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4365330A1 (en) | 2024-05-08 |
| CN117580664A (zh) | 2024-02-20 |
| WO2023277077A1 (ja) | 2023-01-05 |
| JPWO2023277077A1 (ja) | 2023-01-05 |
| KR20240026951A (ko) | 2024-02-29 |
| EP4365330A4 (en) | 2024-05-08 |
| WO2023276066A1 (ja) | 2023-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6620482B2 (ja) | 耐チッピング性にすぐれた表面被覆切削工具 | |
| JP6478100B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| WO2018037625A1 (ja) | 表面被覆切削工具およびその製造方法 | |
| WO2016052479A1 (ja) | 耐チッピング性にすぐれた表面被覆切削工具 | |
| JP2020528831A (ja) | コーティング切削工具及びその製造方法 | |
| EP3456867B1 (en) | Coated drill | |
| JP2024022661A (ja) | 切削工具 | |
| JP2021126738A (ja) | 強断続切削加工においてすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具 | |
| JP7355293B2 (ja) | 切削工具 | |
| JP2019119045A (ja) | 硬質被覆層が優れた耐チッピング性を発揮する表面被覆切削工具 | |
| KR102172454B1 (ko) | 다층 피복 절삭 소재, 그 제조 방법 및 이를 포함하는 기계가공용 절삭 공구 인서트 | |
| WO2020166683A1 (ja) | 表面被覆切削工具 | |
| JP7288602B2 (ja) | 被覆切削工具 | |
| JP5286931B2 (ja) | 高速重切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具 | |
| JP2020151794A (ja) | 表面被覆切削工具 | |
| KR20200131157A (ko) | 표면 피복 절삭 공구 | |
| JP7226688B2 (ja) | 切削工具 | |
| JP7305054B2 (ja) | 切削工具 | |
| US11802333B2 (en) | Cutting tool | |
| JP7338827B1 (ja) | 切削工具 | |
| JP7302628B2 (ja) | 被覆切削工具 | |
| WO2022230363A1 (ja) | 切削工具及びその製造方法 | |
| WO2022230182A1 (ja) | 切削工具 | |
| WO2023190000A1 (ja) | 表面被覆切削工具 | |
| JP2022030401A (ja) | 表面被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230322 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230322 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20230322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230906 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7355293 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |