JP7300669B2 - 粉体供給装置 - Google Patents
粉体供給装置 Download PDFInfo
- Publication number
- JP7300669B2 JP7300669B2 JP2019089847A JP2019089847A JP7300669B2 JP 7300669 B2 JP7300669 B2 JP 7300669B2 JP 2019089847 A JP2019089847 A JP 2019089847A JP 2019089847 A JP2019089847 A JP 2019089847A JP 7300669 B2 JP7300669 B2 JP 7300669B2
- Authority
- JP
- Japan
- Prior art keywords
- screw
- powder
- powder material
- motor
- housing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Landscapes
- Screw Conveyors (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Description
成形体を連続的に生成する加圧成形機構に粉体材料を供給する粉体供給装置であって、
前記粉体材料が供給される導入口と、前記粉体材料が排出される排出口とを有する筐体と、
前記筐体の内部に配置され、回転駆動されることにより、回転軸方向に前記粉体材料を搬送する第1スクリューと、
前記筐体の内部に前記第1スクリューと並列に配置され、前記第1スクリューと反対方向に回転駆動されることにより、回転軸方向に前記粉体材料を搬送する第2スクリューと、
前記筐体の外部に配置され、前記第1スクリューを回転駆動する第1モータ、および前記第2スクリューを回転駆動する第2モータと、
を備え、
前記筐体の内部において、前記粉体材料の搬送方向から見たときに中央より一方側に前記第1スクリューが配置され、前記搬送方向から見たときに中央より他方側に前記第2スクリューが配置される。
セラミックスや金属の粉体材料を加圧成形した粉末成形体を、その粉末の融点以下の温度で焼結することにより、粉体間に結合が生じて焼結体を得ることができる。これは、窯業製品、セラミックス、粉末冶金、またはサーメット等を製造する主要な方法である。
成形体を連続的に生成する加圧成形機構に粉体材料を供給する粉体供給装置であって、
前記粉体材料が供給される導入口と、前記粉体材料が排出される排出口とを有する筐体と、
前記筐体の内部に配置され、回転駆動されることにより、前記排出口に前記粉体材料を搬送する第1スクリューと、
前記筐体の内部に前記第1スクリューと並列に配置され、前記第1スクリューと反対方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第2スクリューと、
前記筐体の外部に配置され、前記第1スクリューを回転駆動する第1モータ、および前記第2スクリューを回転駆動する第2モータと、
を備え、
前記筐体の内部において、前記粉体材料の搬送方向から見たときに中央より一方側に前記第1スクリューが配置され、前記搬送方向から見たときに中央より他方側に前記第2スクリューが配置される。
前記第2スクリューは、前記搬送方向から見たときに反時計回りに回転駆動されていてもよい。
前記第2スクリューは、第2スクリューシャフトと前記第2スクリューシャフトの外周に左ねじの螺旋状に形成された第2フライトとを有していてもよい。
前記筐体の内部の前記一方側において、前記第1スクリューの内側に配置され、前記第1スクリューと同じ方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第3スクリューと、
前記筐体の内部の前記他方側において、前記第2スクリューの内側に配置され、前記第2スクリューと同じ方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第4スクリューと、
を備えていてもよい。
前記第3スクリューを回転駆動する第3モータと、
前記第4スクリューを回転駆動する第4モータと、
を備え、
前記第3モータおよび前記第4モータの回転数は、前記第1モータおよび前記第2モータの回転数よりも小さくてもよい。
[全体構成]
図1は、本開示の粉体供給装置を上から見た模式図である。図2は、図1の粉体供給装置のA-A’断面図である。なお、以下の説明において、各図におけるX方向を幅方向、Y方向を鉛直方向、Z方向を粉体材料供給方向と称することもある。
導入口3は、図2に示すように、鉛直方向において筐体1の上側に設けられ、粉体材料2を筐体1の内部へ導入する。また、導入口3には、ホッパー3aが設けられており、ホッパー3aの開口部より粉体材料2が投入される。
排出口4は、筐体1の加圧成形機構11側の端部に設けられる。排出口4から、加圧成形機構11のロール12、13の間に粉体材料2が水平方向に排出される。排出口4は、図2に示すように、ロール12、13の間に粉体材料2を供給する。また、筐体1は排出口4に向かって薄くなるように形成されている。
図1に示すように、第1スクリュー5は、筐体1の内部に配置され、回転駆動されることにより、回転軸方向(Z方向)に粉体材料2を搬送する。また、第2スクリュー6は、筐体1の内部に第1スクリュー5と並列に配置され、第1スクリューと反対方向に回転駆動されることにより、回転軸方向(Z方向)に粉体材料2を搬送する。第1スクリュー5および第2スクリュー6はそれぞれ、回転軸が材料供給方向と平行になるよう配置されている。筐体1の内部において、粉体材料2の搬送方向から見たときに中央より一方側、すなわち、筐体1の内部の幅方向における中心線20より下側の部分に第1スクリュー5が配置されている。また、粉体材料2の搬送方向から見たときに中央より他方側、すなわち、筐体1の内部の中心線20より上側の部分に第2スクリュー6が配置されている。
第1モータ7は、第1スクリュー5を回転駆動させる。また、第2モータ8は、第2スクリュー6を回転駆動させる。第1モータ7および第2モータ8の回転数は、制御部10によりそれぞれ独立に制御することができる。
実施例1~3、および比較例1~2における、粉体供給装置100の幅方向における粉体材料の供給量分布、および粉体供給装置100の幅方向の成形体の密度分布を比較して検討する。
図5は、実施例1のスクリューの構成および配置を示す図である。図6は、図5の粉体供給装置の筐体の内部を排出口側から見たときの図である。図6に示すように、筐体1の内部の鉛直方向の高さh1が50mmであり、筐体1の内部の幅方向の大きさw1が100mmである。また、図5に示すように、筐体1の内部には、第1スクリュー5および第2スクリュー6が幅方向に並んで配置されている。第1スクリュー5および第2スクリュー6のスクリューシャフト5a、6aの直径φ1が20mmであり、粉体材料を搬送するためのフライト5b、6bのスクリューシャフト5a、6aからの高さh2が10mmである。第1スクリュー5および第2スクリュー6は、図5に示すように、スクリューシャフト5a、6aの軸線23、24の間の距離d1が50mmになるよう配置されている。また、図6に示すように、筐体1の内壁15からフライト5b、6bまでの距離d2が5mm、フライト5b、6b間の距離h3が10mmになるよう配置されている。第1スクリュー5および第2スクリュー6の先端5c、6cから加圧成形機構11に設けられた2つのロール12、13の最小ギャップライン18までの距離d3が200mmである。2つのロール12、13の半径r1はそれぞれ150mmである。図示されていない2つのロール12、13の最小ギャップの間隔は4mmである。
粉体材料は、シリコン酸化物を主材料とするものを用いる。また、粉体材料は篩を使用して、0.1mm以上2.0mm未満に分級し、かさ密度は0.8g/ccである。
図6に示すように、実施例1では、矢印50のように排出口4から材料供給方向に見たときに、時計回りの方向に回転駆動する第1スクリュー5と、矢印60のように排出口4から材料供給方向に見たときに反時計回りの方向に回転する第2スクリュー6との2本のスクリューが幅方向に並列に配置されている。第1スクリュー5の種類は左ねじであり、第2スクリュー6の種類は右ねじである。また、第1モータ7は、排出口4から供給される粉体材料の量が、1800g/分となるように第1スクリュー5の回転数を調整する。同様に、第2モータ8は、排出口4から供給される粉体材料の量が、1800g/分となるように第2スクリュー6の回転数を調整する。すなわち、第1モータ7および第2モータ8の回転数は、それぞれ480rpmに設定されている。なお、粉体供給装置100の幅方向における粉体材料の供給量割合の分布は、全供給量に対する幅方向25mm毎の供給量割合を測定した。また、粉体供給装置100の幅方向における成形体14の密度の分布は、幅方向10mm毎に成形体の密度を測定した。
比較例1では、材料供給方向に向かって反時計回りに回転する2本のスクリューが並列に配置され、実施例1と同様の評価を行った。比較例1のスクリューの種類はどちらも左ねじである。粉体供給装置におけるその他の寸法、配置およびモータの回転数は、実施例1と同様である。
比較例2では、材料供給方向に向かって時計回りに回転する2本のスクリューが並列に配置され、実施例1と同様の評価を行った。比較例2のスクリューの種類はどちらも右ねじである。粉体供給装置におけるその他の寸法、配置およびモータの回転数は、実施例1と同様である。
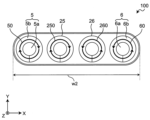
図7は、実施例2のスクリューの構成および配置を示す図である。図8は、図7の粉体供給装置の筐体の内部を排出口側から見たときの図である。図7および図8に示すように、実施例2では、筐体1の内部の幅w2が200mmに拡大され、さらに、第3スクリュー25および第4スクリュー26を有する。第3スクリュー25は、筐体1の内部において、粉体材料2の搬送方向から見たときに中央より一方側において、第1スクリュー5の内側に配置され、第1スクリュー5と同じ方向に回転駆動されることにより、導入口3から排出口4に向かう方向に粉体材料を搬送する。また、第4スクリュー26は、筐体1の内部において、粉体材料2の搬送方向から見たときに中央より他方側において、第2スクリュー6の内側に配置され、第2スクリュー6と同じ方向に回転駆動されることにより、導入口3から排出口4に向かう方向に粉体材料を搬送する。第3スクリュー25は第1スクリュー5と同様の形状であり、第4スクリュー26は第2スクリュー6と同様の形状である。第1スクリュー5および第3スクリュー25の種類は左ねじであり、第2スクリュー6および第4スクリュー26の種類は右ねじである。
実施例3では、第3モータおよび第4モータの回転数を、第1モータ7および第2モータ8の回転数よりも5%小さい値に設定し、実施例2と同様の評価を行った。すなわち、第3モータおよび第4モータの回転数が428rpmに設定されている。粉体供給装置100におけるその他の寸法、配置およびモータの回転数は、実施例2と同様である。
図9および図10を参照して、実施例1および比較例1~2における粉体材料の供給量割合の分布、および成形体の密度の分布について検討する。図9は、実施例1および比較例1~2の、粉体供給装置の幅方向における粉体材料の供給量割合の分布を示すグラフである。なお、粉体材料の供給量割合の測定方法は、次のとおりである。粉体供給装置100を加圧成形機構11から離した状態で、排出口4から排出される粉体材料を受けられる位置に、開口部の幅が25mmである4つの容器を幅方向に隙間なく並べる。この状態で、一定時間粉体材料を排出する。排出された粉体材料はすべて4つの容器に回収されているので、粉体材料の全排出量および各容器内に回収された粉体材料の重量を測定することにより、粉体材料の供給量割合の分布を計算している。なお、図9において、横軸は中心線20を0としたときの幅方向における位置を表し、各容器の幅方向における中心位置に値をプロットしている。また、縦軸は粉体材料の供給量割合を単位wt%で表している。
上述した実施の形態によると、スクリューの回転方向を調整することにより、筐体1内における幅方向の粉体材料2の密度が均一になるため、幅方向における粉体材料2の供給量の均一性を向上することができる。
2 粉体材料
3 導入口
4 排出口
5 第1スクリュー
5a 第1スクリューシャフト
5b 第1フライト
6 第2スクリュー
6a 第2スクリューシャフト
6b 第2フライト
7 第1モータ
8 第2モータ
10 制御部
11 加圧成形機構
25 第3スクリュー
26 第4スクリュー
Claims (5)
- 成形体を連続的に生成する加圧成形機構に粉体材料を供給する粉体供給装置であって、
前記粉体材料が供給される導入口と、前記粉体材料が排出される排出口とを有する筐体と、
前記筐体の内部に配置され、回転駆動されることにより、前記排出口に前記粉体材料を搬送する第1スクリューと、
前記筐体の内部に前記第1スクリューと並列に配置され、前記第1スクリューと反対方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第2スクリューと、
前記第1スクリューと同じ方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第3スクリューと、
前記第2スクリューと同じ方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第4スクリューと、
前記筐体の外部に配置され、前記第1スクリューを回転駆動する第1モータ、および前記第2スクリューを回転駆動する第2モータと、
を備え、
前記筐体の内部の、前記粉体材料の搬送方向から見たときに中央より一方側に前記第1スクリューが配置され、前記搬送方向から見たときに中央より他方側に前記第2スクリューが配置され、前記一方側において、前記第1スクリューの内側に前記第3スクリューが配置され、前記他方側において、前記第2スクリューの内側に前記第4スクリューが配置される
粉体供給装置。 - 前記第1スクリューは、前記搬送方向から見たときに時計回りに回転駆動され、
前記第2スクリューは、前記搬送方向から見たときに反時計回りに回転駆動される
請求項1に記載の粉体供給装置。 - 前記第1スクリューは、第1スクリューシャフトと、前記第1スクリューシャフトの外周に右ねじの螺旋状に形成された第1フライトと、を有し、
前記第2スクリューは、第2スクリューシャフトと、前記第2スクリューシャフトの外周に左ねじの螺旋状に形成された第2フライトと、を有する
請求項2に記載の粉体供給装置。 - 前記第3スクリューは、第1スクリューシャフトと、前記第1スクリューシャフトの外周に右ねじの螺旋状に形成された第1フライトと、を有し、
前記第4スクリューは、第2スクリューシャフトと、前記第2スクリューシャフトの外周に左ねじの螺旋状に形成された第2フライトと、を有する
請求項2または3に記載の粉体供給装置。 - さらに、
前記第3スクリューを回転駆動する第3モータと、
前記第4スクリューを回転駆動する第4モータと、
を備え、
前記第3モータおよび前記第4モータの回転数は、前記第1モータおよび前記第2モータの回転数よりも小さい
請求項1から4のいずれか1項に記載の粉体供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019089847A JP7300669B2 (ja) | 2019-05-10 | 2019-05-10 | 粉体供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019089847A JP7300669B2 (ja) | 2019-05-10 | 2019-05-10 | 粉体供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020186074A JP2020186074A (ja) | 2020-11-19 |
| JP7300669B2 true JP7300669B2 (ja) | 2023-06-30 |
Family
ID=73221332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019089847A Active JP7300669B2 (ja) | 2019-05-10 | 2019-05-10 | 粉体供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7300669B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112797132A (zh) * | 2021-02-04 | 2021-05-14 | 宁夏新大众机械有限公司 | 一种传动装置、双轴传动的方法、应用 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6050456A (en) | 1997-11-04 | 2000-04-18 | Progressive Technology Of Wisconsin, Inc. | Screw feeder for proportioning machine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6033735B2 (ja) * | 1979-02-17 | 1985-08-05 | 工業技術院長 | コンベアスクリユ−貯留排出装置の運転制御方法 |
| SE427624B (sv) * | 1981-06-12 | 1983-04-25 | Harry Wilhelm Wexell | Sett och anordning for sonderdelning av grovt gods |
| JPS6051960B2 (ja) * | 1982-04-17 | 1985-11-16 | タ−ボ工業株式会社 | ロ−ラ−コンパクタ |
| JPS6134058Y2 (ja) * | 1984-10-20 | 1986-10-04 | ||
| JPH0240027Y2 (ja) * | 1986-09-03 | 1990-10-25 | ||
| JP2919756B2 (ja) * | 1994-10-26 | 1999-07-19 | 新明和工業株式会社 | ごみ破袋機能を備えたごみ供給装置 |
| JPH1045233A (ja) * | 1996-08-01 | 1998-02-17 | Asahi Sangyo Kk | スクリューコンベア機構及びその機構を有するスクリューコンベア装置 |
-
2019
- 2019-05-10 JP JP2019089847A patent/JP7300669B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6050456A (en) | 1997-11-04 | 2000-04-18 | Progressive Technology Of Wisconsin, Inc. | Screw feeder for proportioning machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020186074A (ja) | 2020-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3536667B1 (en) | Method for producing lithium hydroxide anhydride | |
| JP4887428B2 (ja) | 原料の定量供給装置及び方法 | |
| JP7300669B2 (ja) | 粉体供給装置 | |
| JP7220393B2 (ja) | 粉体供給装置 | |
| JP7220395B2 (ja) | 粉体供給装置 | |
| KR101432409B1 (ko) | 압입 스크류 장치 및 롤 성형기 | |
| CN205294015U (zh) | 一种用于制备稀土氧化物的螺旋给料机 | |
| JP6954746B2 (ja) | セラミック成形体の製造方法及びセラミック成形体の製造装置 | |
| CN221586623U (zh) | 一种冶金粉末智能配料输送装置 | |
| CN210175812U (zh) | 铝液传输变螺距螺旋轴 | |
| JP6520523B2 (ja) | 酸化物焼結体、その製造方法及びスパッタリングターゲット | |
| JP7378083B2 (ja) | 粉体成形装置 | |
| JP2022047927A (ja) | 粉体供給装置および粉体供給装置の制御方法 | |
| JP5010871B2 (ja) | ロールコンパクター用押し込みスクリュー | |
| CN216471095U (zh) | 方仓活化给料机 | |
| JP5219713B2 (ja) | 押出成形機 | |
| CN222504968U (zh) | 一种具有变频给料螺旋结构的配料室 | |
| JP6557696B2 (ja) | 円筒型スパッタリングターゲット及びその製造方法 | |
| JP2005205447A (ja) | 金属射出成形用原料チップの製造方法及び装置 | |
| CN220906545U (zh) | 输送设备 | |
| CN110787680A (zh) | 一种粉末混料机 | |
| CN202388600U (zh) | 电容电阻基片真空挤出机 | |
| CN214826866U (zh) | 一种粉体物料连续稳定加料系统 | |
| CN105108138A (zh) | 多层振动粉末均匀混合供料装置 | |
| CN120815608A (zh) | 一种特种陶瓷制造加工用球磨设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230606 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230612 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7300669 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |