JP7300669B2 - Powder feeder - Google Patents
Powder feeder Download PDFInfo
- Publication number
- JP7300669B2 JP7300669B2 JP2019089847A JP2019089847A JP7300669B2 JP 7300669 B2 JP7300669 B2 JP 7300669B2 JP 2019089847 A JP2019089847 A JP 2019089847A JP 2019089847 A JP2019089847 A JP 2019089847A JP 7300669 B2 JP7300669 B2 JP 7300669B2
- Authority
- JP
- Japan
- Prior art keywords
- screw
- powder
- powder material
- motor
- housing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Landscapes
- Screw Conveyors (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Description
本開示は、粉体供給装置に関する。 The present disclosure relates to powder feeders.
セラミックスまたは金属等の粉体材料を加圧成形した粉末成形体を、その粉末の融点以下の温度で焼結することにより、粉体間に結合を生じさせて焼結体を得ることができる。粉末成形体の製法にはさまざまな方法がある。たとえば、特許文献1に示すように、スクリューフィーダ出口に、フィーダスクリューとともに回転する分散羽根を配置し、出口に滞留した材料を分散羽根で削り出すように排出する方法が知られている。 By sintering a powder compact obtained by pressure-molding a powder material such as ceramics or metal at a temperature below the melting point of the powder, the powder can be bonded to obtain a sintered body. There are various methods for producing powder compacts. For example, as shown in Patent Document 1, a method is known in which a dispersing blade that rotates together with the feeder screw is arranged at the outlet of a screw feeder, and the material retained at the outlet is scraped out by the dispersing blade and discharged.
特許文献1において、粉体供給装置の幅方向における粉体材料の供給量の均一性については、未だ改善の余地がある。 In Patent Document 1, there is still room for improvement regarding the uniformity of the supply amount of the powder material in the width direction of the powder supply device.
本開示の粉体供給装置は、
成形体を連続的に生成する加圧成形機構に粉体材料を供給する粉体供給装置であって、
前記粉体材料が供給される導入口と、前記粉体材料が排出される排出口とを有する筐体と、
前記筐体の内部に配置され、回転駆動されることにより、回転軸方向に前記粉体材料を搬送する第1スクリューと、
前記筐体の内部に前記第1スクリューと並列に配置され、前記第1スクリューと反対方向に回転駆動されることにより、回転軸方向に前記粉体材料を搬送する第2スクリューと、
前記筐体の外部に配置され、前記第1スクリューを回転駆動する第1モータ、および前記第2スクリューを回転駆動する第2モータと、
を備え、
前記筐体の内部において、前記粉体材料の搬送方向から見たときに中央より一方側に前記第1スクリューが配置され、前記搬送方向から見たときに中央より他方側に前記第2スクリューが配置される。
The powder feeder of the present disclosure is
A powder supply device for supplying powder material to a pressure molding mechanism that continuously produces molded bodies,
a housing having an inlet through which the powdery material is supplied and an outlet through which the powdery material is discharged;
a first screw that is arranged inside the casing and is rotationally driven to convey the powder material in the direction of the rotation axis;
a second screw arranged in parallel with the first screw inside the casing and driven to rotate in a direction opposite to the first screw, thereby conveying the powder material in the direction of the rotation axis;
a first motor arranged outside the housing for rotationally driving the first screw and a second motor for rotationally driving the second screw;
with
Inside the casing, the first screw is arranged on one side from the center when viewed from the conveying direction of the powder material, and the second screw is arranged on the other side from the center when viewed from the conveying direction. placed.
本開示によれば、粉体供給装置の幅方向における粉体材料の供給量の均一性を向上させた粉体供給装置を提供することができる。 According to the present disclosure, it is possible to provide a powder supply device that improves the uniformity of the amount of powder material supplied in the width direction of the powder supply device.
(本開示に至った経緯)
セラミックスや金属の粉体材料を加圧成形した粉末成形体を、その粉末の融点以下の温度で焼結することにより、粉体間に結合が生じて焼結体を得ることができる。これは、窯業製品、セラミックス、粉末冶金、またはサーメット等を製造する主要な方法である。
(Circumstances leading to this disclosure)
By sintering a powder compact obtained by pressure-molding a powder material of ceramics or metal at a temperature below the melting point of the powder, bonding occurs between the powders and a sintered compact can be obtained. This is the main method of manufacturing ceramics, ceramics, powder metallurgy, or cermets.
焼結方法として、常圧焼結法、ガス圧焼結法、ホットプレス法、熱間静水圧(HIP)法、通電加圧法、ミリ波法等があり、成形体を加圧状態で加熱することが有効である。ただし、これらの焼結方法は、バッチ処理のため生産性が低いという点で課題がある。そこで、生産性を高める焼結方法として、連続的に処理できるロールタイプによる焼結方法が広く知られている。ロールタイプにおいては、一対のロールの隙間に加圧対象物を挿通することで、加圧処理と、加圧処理後に取り出す工程とを連続して行うことが可能であり、高い生産性を得ることができる。 As a sintering method, there are atmospheric pressure sintering method, gas pressure sintering method, hot press method, hot isostatic pressure (HIP) method, electric pressure method, millimeter wave method, etc., and the compact is heated in a pressurized state. is effective. However, these sintering methods have the problem of low productivity due to batch processing. Therefore, as a sintering method for improving productivity, a roll-type sintering method capable of continuous processing is widely known. In the roll type, by inserting the pressurized object into the gap between the pair of rolls, it is possible to continuously perform the pressurizing treatment and the step of removing after the pressurizing treatment, and obtain high productivity. can be done.
また、焼結処理を施す成形体の製法にもいくつかの方法がある。焼結方法と同様に、生産性を高めるためにバッチ処理ではなく連続処理が求められる。連続処理による成形体の製法には、たとえば、粉体材料を、ホッパーからベルトコンベア上に一様にのせた後、曲面を持つ押し型により、粉体材料を加圧しながらベルトコンベアを動作させることによって、連続的に圧縮成形する方法がある。 In addition, there are several methods for manufacturing compacts to be sintered. As with the sintering method, continuous processing rather than batch processing is required to increase productivity. In the method of manufacturing a molded product by continuous processing, for example, after the powder material is uniformly placed on the belt conveyor from the hopper, the belt conveyor is operated while pressurizing the powder material with a stamping die having a curved surface. There is a method of continuous compression molding.
成形体中に含まれる気体により焼結後に空隙が発生するのを抑制するため、または焼結時の熱や荷重の伝達にかかわる粉体材料同士の接触面積を増加させるため、成形体の密度は高いことが望ましい。しかし、この方法の場合、粉体材料の逃げのために与えられる荷重が小さく、成形体の密度が低くなってしまうという課題がある。 In order to suppress the formation of voids after sintering due to the gas contained in the compact, or to increase the contact area between the powder materials involved in the transfer of heat and load during sintering, the density of the compact is High is desirable. However, in the case of this method, there is a problem that the load applied for escape of the powder material is small, and the density of the molded body is lowered.
また、slip casting法のように、粉体材料に適当な分散剤(たとえば、アルギン酸アンモン)を加えて泥漿を作り、石膏の型に流し込み、泥漿中の水分を石膏型に吸収させて残った成形体を取り出す方法もある。この方法は、金型やプレスを用いないため設備費を抑制することができるが、成形体の密度の低下や、分散剤の残留による成形体の純度の低下が課題となる。 In addition, as in the slip casting method, an appropriate dispersant (eg, ammonium alginate) is added to the powder material to make a slurry, which is poured into a gypsum mold, and the water in the slurry is absorbed into the gypsum mold. There is also a way to remove the body. Since this method does not use a mold or a press, it is possible to reduce equipment costs, but problems arise in that the density of the molded body decreases and the purity of the molded body decreases due to residual dispersant.
密度の高い成形体を連続的に得る方法としては、一対のロールの隙間に粉体材料を押し入れて、連続して圧縮成形する方法が挙げられる。このような方法として、ロールを水平に配置し、このロールの上部にホッパーを配置し、重力を用いてロール間に粉体材料を供給する方法がある。しかし、より成形体の密度を高くするには、重力のみで材料を供給するのでは荷重不足となる場合がある。また、このような配置では、成形体が垂直に排出されるため、成形体の回収に工夫が必要となる。したがって、ロールを上下に配置して、上下のロールの間にスクリューフィーダにより連続して材料を高圧力で供給し、ロールから出てくる成形体をコンベア等で回収する方法が望ましいと考えられる。 As a method of continuously obtaining a compact having a high density, there is a method of continuously compressing a powder material into a gap between a pair of rolls. One such method is to place the rolls horizontally, place a hopper on top of the rolls, and use gravity to feed the powder material between the rolls. However, in order to increase the density of the compact, the load may be insufficient if the material is supplied only by gravity. Moreover, in such an arrangement, the compacts are ejected vertically, so it is necessary to devise ways to recover the compacts. Therefore, it is considered desirable to arrange the rolls one above the other, feed the material continuously at high pressure between the upper and lower rolls by means of a screw feeder, and recover the compacts coming out of the rolls by means of a conveyer or the like.
上述したような用途で用いられるスクリューフィーダには、ロールに対して均一に材料を供給することが求められている。このため、特許文献1に示す方法が考案されている。 A screw feeder used for the above applications is required to uniformly feed a material to a roll. For this reason, a method disclosed in Patent Document 1 has been devised.
しかしながら、特許文献1に示す方法では、粉体材料を供給する際、スクリューフィーダの筐体壁との摩擦のため、筐体壁近傍を流れる粉体材料は、筐体壁から離れた中央部を流れる粉体材料に比べて流速が低下する。また、スクリューフィーダ出口に分散羽根を配置すると、ロール間に材料を供給する際の圧力損失が生じることがあり、成形体の密度を低下させる要因となる。このように、特許文献1に示す方法において、単位時間あたりの材料供給量の均一性を向上することは可能であるが、ロールの幅方向の材料供給量の均一性が考慮されていないため、幅方向の材料供給量のばらつきが課題となっている。 However, in the method disclosed in Patent Document 1, when supplying the powder material, the powder material flowing near the housing wall moves away from the housing wall due to friction with the housing wall of the screw feeder. Reduced flow rate compared to flowing powder material. In addition, if dispersing blades are arranged at the outlet of the screw feeder, pressure loss may occur when the material is fed between the rolls, which is a factor in lowering the density of the compact. Thus, in the method shown in Patent Document 1, it is possible to improve the uniformity of the material supply amount per unit time, but since the uniformity of the material supply amount in the width direction of the roll is not considered, Variation in the amount of material supplied in the width direction is a problem.
そこで、本発明者らは、粉体材料供給時の大きな圧力損失を生じさせることなく、ロールの幅方向の材料供給量の均一性を向上させための粉体供給装置を検討し、以下の構成を考案した。 Therefore, the present inventors have investigated a powder supply device for improving the uniformity of the material supply amount in the width direction of the roll without causing a large pressure loss when supplying the powder material, and have the following configuration. devised.
本開示の一態様にかかる粉体供給装置は、
成形体を連続的に生成する加圧成形機構に粉体材料を供給する粉体供給装置であって、
前記粉体材料が供給される導入口と、前記粉体材料が排出される排出口とを有する筐体と、
前記筐体の内部に配置され、回転駆動されることにより、前記排出口に前記粉体材料を搬送する第1スクリューと、
前記筐体の内部に前記第1スクリューと並列に配置され、前記第1スクリューと反対方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第2スクリューと、
前記筐体の外部に配置され、前記第1スクリューを回転駆動する第1モータ、および前記第2スクリューを回転駆動する第2モータと、
を備え、
前記筐体の内部において、前記粉体材料の搬送方向から見たときに中央より一方側に前記第1スクリューが配置され、前記搬送方向から見たときに中央より他方側に前記第2スクリューが配置される。
A powder supply device according to an aspect of the present disclosure includes:
A powder supply device for supplying powder material to a pressure molding mechanism that continuously produces molded bodies,
a housing having an inlet through which the powdery material is supplied and an outlet through which the powdery material is discharged;
a first screw arranged inside the casing and driven to rotate to convey the powder material to the discharge port;
a second screw arranged in parallel with the first screw inside the housing and driven to rotate in a direction opposite to the first screw to convey the powder material to the discharge port;
a first motor arranged outside the housing for rotationally driving the first screw and a second motor for rotationally driving the second screw;
with
Inside the casing, the first screw is arranged on one side from the center when viewed from the conveying direction of the powder material, and the second screw is arranged on the other side from the center when viewed from the conveying direction. placed.
このような構成により、粉体供給装置の幅方向において粉体材料の供給量の均一性を向上することができる。また、粉体材料の供給量の均一性が向上することで、成形体の密度の均一性を向上することができる。 With such a configuration, it is possible to improve the uniformity of the supply amount of the powder material in the width direction of the powder supply device. In addition, by improving the uniformity of the supply amount of the powder material, the uniformity of the density of the compact can be improved.
前記第1スクリューは、前記搬送方向から見たときに時計回りに回転駆動され、
前記第2スクリューは、前記搬送方向から見たときに反時計回りに回転駆動されていてもよい。
The first screw is rotationally driven clockwise when viewed from the conveying direction,
The second screw may be rotationally driven counterclockwise when viewed from the conveying direction.
このような構成により、筐体内の粉体材料の密度を均一にすることができ、粉体供給装置の幅方向における粉体材料の供給量の均一性を向上することができる。 With such a configuration, the density of the powder material in the housing can be made uniform, and the uniformity of the supply amount of the powder material in the width direction of the powder supply device can be improved.
前記第1スクリューは、第1スクリューシャフトと前記第1スクリューシャフトの外周に右ねじの螺旋状に形成された第1フライトとを有し、
前記第2スクリューは、第2スクリューシャフトと前記第2スクリューシャフトの外周に左ねじの螺旋状に形成された第2フライトとを有していてもよい。
The first screw has a first screw shaft and a first flight formed in a right-hand helical shape on the outer periphery of the first screw shaft,
The second screw may have a second screw shaft and a second flight formed in a left-hand spiral on the outer circumference of the second screw shaft.
このような構成により、粉体供給装置の幅方向において、粉体材料の供給量および成形体の密度の均一性をさらに向上することができる。 With such a configuration, it is possible to further improve the uniformity of the supply amount of the powder material and the density of the compact in the width direction of the powder supply device.
さらに、
前記筐体の内部の前記一方側において、前記第1スクリューの内側に配置され、前記第1スクリューと同じ方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第3スクリューと、
前記筐体の内部の前記他方側において、前記第2スクリューの内側に配置され、前記第2スクリューと同じ方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第4スクリューと、
を備えていてもよい。
moreover,
A third screw disposed inside the first screw on the one side inside the housing and driven to rotate in the same direction as the first screw, thereby conveying the powder material to the discharge port. and,
A fourth screw arranged inside the second screw on the other side inside the housing and driven to rotate in the same direction as the second screw, thereby conveying the powder material to the discharge port and,
may be provided.
このような構成により、粉体供給装置の幅方向において、粉体材料の供給量および成形体の密度の均一性をさらに向上することができる。 With such a configuration, it is possible to further improve the uniformity of the supply amount of the powder material and the density of the compact in the width direction of the powder supply device.
さらに、
前記第3スクリューを回転駆動する第3モータと、
前記第4スクリューを回転駆動する第4モータと、
を備え、
前記第3モータおよび前記第4モータの回転数は、前記第1モータおよび前記第2モータの回転数よりも小さくてもよい。
moreover,
a third motor that rotationally drives the third screw;
a fourth motor that rotationally drives the fourth screw;
with
The rotation speeds of the third motor and the fourth motor may be smaller than the rotation speeds of the first motor and the second motor.
このような構成により、粉体供給装置の幅方向において、粉体材料の供給量および成形体の密度の均一性をさらに向上することができる。 With such a configuration, it is possible to further improve the uniformity of the supply amount of the powder material and the density of the compact in the width direction of the powder supply device.
(実施の形態1)
[全体構成]
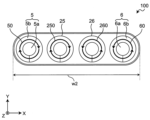
図1は、本開示の粉体供給装置を上から見た模式図である。図2は、図1の粉体供給装置のA-A’断面図である。なお、以下の説明において、各図におけるX方向を幅方向、Y方向を鉛直方向、Z方向を粉体材料供給方向と称することもある。
(Embodiment 1)
[overall structure]
FIG. 1 is a schematic top view of the powder feeder of the present disclosure. FIG. 2 is a cross-sectional view of the powder feeder of FIG. 1 taken along the line AA'. In the following description, the X direction in each drawing may be referred to as the width direction, the Y direction as the vertical direction, and the Z direction as the powder material supply direction.
粉体供給装置100は、図1および図2に示すように、成形体を連続的に生成する加圧成形機構11に、矢印2で示す粉体材料2を供給する。粉体供給装置100は、粉体材料2の導入口3と排出口4とを有する筐体1と、第1スクリュー5と、第2スクリュー6と、第1モータ7と、第2モータ8とを備える。第1スクリュー5および第2スクリュー6は、筐体1の内部に幅方向に並列に配置され、回転駆動されることにより回転軸方向(Z方向)に粉体材料2を搬送する。すなわち、粉体材料2は、第1スクリュー5および第2スクリュー6によりZ方向に搬送される。第1モータ7は筐体1の外部に配置され、第1スクリュー5を回転駆動する。同様に、第2モータ8は筐体1の外部に配置され、第2スクリュー6を回転駆動する。また、粉体供給装置100は、加圧成形機構11に隣接して配置される。加圧成形機構11は、鉛直方向に並べて配置された2本のロール12、13を有する。図2に示すように、2本のロール12、13の間に粉体供給装置100の排出口4から粉体材料2が供給され、成形体14が形成される。このように、粉体供給装置100から供給された粉体材料2は、加圧成形機構11によって成形体14に形作られる。
As shown in FIGS. 1 and 2, the
<導入口>
導入口3は、図2に示すように、鉛直方向において筐体1の上側に設けられ、粉体材料2を筐体1の内部へ導入する。また、導入口3には、ホッパー3aが設けられており、ホッパー3aの開口部より粉体材料2が投入される。
<Inlet>
As shown in FIG. 2 , the
<排出口>
排出口4は、筐体1の加圧成形機構11側の端部に設けられる。排出口4から、加圧成形機構11のロール12、13の間に粉体材料2が水平方向に排出される。排出口4は、図2に示すように、ロール12、13の間に粉体材料2を供給する。また、筐体1は排出口4に向かって薄くなるように形成されている。
<Outlet>
The
<スクリュー>
図1に示すように、第1スクリュー5は、筐体1の内部に配置され、回転駆動されることにより、回転軸方向(Z方向)に粉体材料2を搬送する。また、第2スクリュー6は、筐体1の内部に第1スクリュー5と並列に配置され、第1スクリューと反対方向に回転駆動されることにより、回転軸方向(Z方向)に粉体材料2を搬送する。第1スクリュー5および第2スクリュー6はそれぞれ、回転軸が材料供給方向と平行になるよう配置されている。筐体1の内部において、粉体材料2の搬送方向から見たときに中央より一方側、すなわち、筐体1の内部の幅方向における中心線20より下側の部分に第1スクリュー5が配置されている。また、粉体材料2の搬送方向から見たときに中央より他方側、すなわち、筐体1の内部の中心線20より上側の部分に第2スクリュー6が配置されている。
<Screw>
As shown in FIG. 1, the
第1スクリュー5と第2スクリュー6は、それぞれ反対の方向に回転することにより、粉体材料2を材料供給方向に搬送する。たとえば、第1スクリュー5は、第1スクリューシャフト5aおよび第1フライト5bを有し、排出口4から材料供給方向に向かって見たときに、時計回りに回転駆動することにより、粉体材料2を材料供給方向に搬送する。第2スクリュー6は、第2スクリューシャフト6aおよび第2フライト6bを有し、排出口4から材料供給方向に向かって見たときに、反時計回り、すなわち第1スクリュー5と反対方向に回転駆動することにより、粉体材料2を材料供給方向に搬送する。
The
第1スクリュー5は、第1スクリューシャフト5aに右ねじの螺旋状に形成された第1フライト5bを有し、第2スクリュー6は、第2スクリューシャフト6aに左ねじの螺旋状に形成された第2フライト6bを有する。より具体的には、第1フライト5bは、第1スクリューシャフト5aの周囲を先端5cに向かって時計回りに巻回するように設けられている。第2フライト6bは、第2スクリューシャフト6aの周囲を先端6cに向かって反時計回りに巻回するように設けられている。また、フライト5b、6bはそれぞれ、材料供給方向に略等間隔になるようにスクリューシャフト5a、6aに巻回されているとよい。
The
このような構成により、第1スクリュー5は、左ねじの回転方向に回転させると粉体材料2を左ねじの進む方向に搬送し、第2スクリュー6は、右ねじの回転方向に回転させると粉体材料2を右ねじの進む方向に搬送する。本実施の形態において、第1スクリュー5の形状のスクリューの種類を左ねじ、第2スクリュー6の形状のスクリューの種類を右ねじと称する。
With such a configuration, when the
なお、本実施の形態において、粉体供給装置100は、第1スクリュー5および第2スクリュー6の2つのスクリューを有するが、スクリューの数はこれに限らず、3つ以上であってもよい。
In addition, in the present embodiment, the
<モータ>
第1モータ7は、第1スクリュー5を回転駆動させる。また、第2モータ8は、第2スクリュー6を回転駆動させる。第1モータ7および第2モータ8の回転数は、制御部10によりそれぞれ独立に制御することができる。
<Motor>
The
ここで、図3および図4を参照して、並列に配置された2本のスクリューの回転方向による、幅方向における粉体材料供給量の分布の変化について説明する。図3は、2本のスクリューが同じ方向に回転する場合の、筐体内部を排出口側から見たときの図である。図4は、2本のスクリューが異なる方向に回転する場合の、筐体内部を排出口側から見たときの図である。 Here, with reference to FIGS. 3 and 4, the change in the distribution of the powder material supply amount in the width direction due to the rotational direction of the two screws arranged in parallel will be described. FIG. 3 is a view of the inside of the housing when viewed from the outlet side when two screws rotate in the same direction. FIG. 4 is a view of the inside of the housing when viewed from the outlet side when two screws rotate in different directions.
筐体1の内壁15近傍を流れる粉体材料2は、内壁15との摩擦を受けるため、内壁15から離れた位置に比べて流速が低下する。また、重力Gの影響を受けるため、粉体材料2は、筐体1の内部において下層に比べ上層は密度が低い傾向にある。すなわち、図3および図4において、下層の粉体材料2cの密度に比べて、中層の粉体材料2bの密度は小さくなり、上層の粉体材料2aの密度はさらに小さくなる。
The
図3では、排出口4側から見たときに、スクリュー51、52はそれぞれ、矢印51a、52aで示す時計回りに回転するよう配置されている。この場合、破線で囲まれた領域Bは、内壁15の近傍であるため、摩擦によって粉体材料2の流速は小さくなっており、スクリュー51によって下層の粉体材料2cが上方に押し上げられるため、粉体材料2の密度が高くなっている。一方、破線で囲まれた領域Cは、内壁15の近傍であるため、摩擦によって粉体材料2の流速は小さくなっており、スクリュー52によって上層の粉体材料2aが下方に押し下げられるため、粉体材料2の密度が小さくなっている。このように、筐体1の内部において粉体材料2の密度が均一とならないため、幅方向における粉体材料の供給量の均一性も低下する。
In FIG. 3, the
一方、図4では、排出口4側から見たときに、スクリュー53は矢印53aで示す時計回りに回転し、スクリュー54は矢印54aで示す反時計回りに回転するよう配置されている。この場合、破線で囲まれた領域Dは、内壁15の近傍であるため、摩擦によって粉体材料2の流速は小さくなっており、スクリュー53によって下層の粉体材料2cが上方に押し上げられるため粉体材料2の密度が高くなっている。また、破線で囲まれた領域Eは、内壁15の近傍であるため、摩擦によって粉体材料2の流速は小さくなっており、スクリュー54によって下層の粉体材料2cが上方に押し上げられるため粉体材料2の密度が高くなっている。このように、スクリュー53、54の回転方向を調整することにより、筐体1の内部における粉体材料2の密度が均一になる。このため、幅方向における粉体材料の供給量の均一性を向上することができる。
On the other hand, in FIG. 4, when viewed from the
[スクリューの配置および形状による粉体材料の供給量分布の比較]
実施例1~3、および比較例1~2における、粉体供給装置100の幅方向における粉体材料の供給量分布、および粉体供給装置100の幅方向の成形体の密度分布を比較して検討する。
[Comparison of supply amount distribution of powder material depending on screw arrangement and shape]
Comparison of the supply amount distribution of the powder material in the width direction of the
実施例1~3および比較例1~2では、シリコン酸化物を主材料とする粉体材料を用いるものとする。なお、粉体供給装置100の構成、および粉体材料の構成は、一部を除き実施例1~3および比較例1~2において共通である。
In Examples 1-3 and Comparative Examples 1-2, a powder material containing silicon oxide as a main material is used. The configuration of the
<粉体供給装置100の構成>
図5は、実施例1のスクリューの構成および配置を示す図である。図6は、図5の粉体供給装置の筐体の内部を排出口側から見たときの図である。図6に示すように、筐体1の内部の鉛直方向の高さh1が50mmであり、筐体1の内部の幅方向の大きさw1が100mmである。また、図5に示すように、筐体1の内部には、第1スクリュー5および第2スクリュー6が幅方向に並んで配置されている。第1スクリュー5および第2スクリュー6のスクリューシャフト5a、6aの直径φ1が20mmであり、粉体材料を搬送するためのフライト5b、6bのスクリューシャフト5a、6aからの高さh2が10mmである。第1スクリュー5および第2スクリュー6は、図5に示すように、スクリューシャフト5a、6aの軸線23、24の間の距離d1が50mmになるよう配置されている。また、図6に示すように、筐体1の内壁15からフライト5b、6bまでの距離d2が5mm、フライト5b、6b間の距離h3が10mmになるよう配置されている。第1スクリュー5および第2スクリュー6の先端5c、6cから加圧成形機構11に設けられた2つのロール12、13の最小ギャップライン18までの距離d3が200mmである。2つのロール12、13の半径r1はそれぞれ150mmである。図示されていない2つのロール12、13の最小ギャップの間隔は4mmである。
<Configuration of
FIG. 5 is a diagram showing the configuration and arrangement of screws in Example 1. FIG. FIG. 6 is a diagram of the inside of the housing of the powder feeder of FIG. 5 as viewed from the outlet side. As shown in FIG. 6, the vertical height h1 inside the housing 1 is 50 mm, and the width w1 inside the housing 1 is 100 mm. Further, as shown in FIG. 5, inside the housing 1, a
<粉体材料>
粉体材料は、シリコン酸化物を主材料とするものを用いる。また、粉体材料は篩を使用して、0.1mm以上2.0mm未満に分級し、かさ密度は0.8g/ccである。
<Powder material>
A powder material containing silicon oxide as a main material is used. The powder material is sieved to a size of 0.1 mm or more and less than 2.0 mm, and has a bulk density of 0.8 g/cc.
上述の構成の粉体供給装置100および粉体材料により、粉体供給装置100から加圧成形機構11に供給される直前の、すなわち排出口4から排出される、粉体供給装置100の幅方向における粉体材料の供給量の分布と、粉体供給装置100の幅方向における加圧成形機構11を通過した後の成形体14の密度の分布を測定した。
The width direction of the
<実施例1>
図6に示すように、実施例1では、矢印50のように排出口4から材料供給方向に見たときに、時計回りの方向に回転駆動する第1スクリュー5と、矢印60のように排出口4から材料供給方向に見たときに反時計回りの方向に回転する第2スクリュー6との2本のスクリューが幅方向に並列に配置されている。第1スクリュー5の種類は左ねじであり、第2スクリュー6の種類は右ねじである。また、第1モータ7は、排出口4から供給される粉体材料の量が、1800g/分となるように第1スクリュー5の回転数を調整する。同様に、第2モータ8は、排出口4から供給される粉体材料の量が、1800g/分となるように第2スクリュー6の回転数を調整する。すなわち、第1モータ7および第2モータ8の回転数は、それぞれ480rpmに設定されている。なお、粉体供給装置100の幅方向における粉体材料の供給量割合の分布は、全供給量に対する幅方向25mm毎の供給量割合を測定した。また、粉体供給装置100の幅方向における成形体14の密度の分布は、幅方向10mm毎に成形体の密度を測定した。
<Example 1>
As shown in FIG. 6, in Example 1, when viewed from the
<比較例1>
比較例1では、材料供給方向に向かって反時計回りに回転する2本のスクリューが並列に配置され、実施例1と同様の評価を行った。比較例1のスクリューの種類はどちらも左ねじである。粉体供給装置におけるその他の寸法、配置およびモータの回転数は、実施例1と同様である。
<Comparative Example 1>
In Comparative Example 1, two screws rotating counterclockwise toward the material supply direction were arranged in parallel, and the same evaluation as in Example 1 was performed. Both screws in Comparative Example 1 are left-handed. Other dimensions, arrangement and number of rotations of the motor in the powder feeder are the same as in the first embodiment.
<比較例2>
比較例2では、材料供給方向に向かって時計回りに回転する2本のスクリューが並列に配置され、実施例1と同様の評価を行った。比較例2のスクリューの種類はどちらも右ねじである。粉体供給装置におけるその他の寸法、配置およびモータの回転数は、実施例1と同様である。
<Comparative Example 2>
In Comparative Example 2, two screws rotating clockwise toward the direction of material supply were arranged in parallel, and the same evaluation as in Example 1 was performed. The types of screws in Comparative Example 2 are both right-hand threads. Other dimensions, arrangement and number of rotations of the motor in the powder feeder are the same as in the first embodiment.
<実施例2>
図7は、実施例2のスクリューの構成および配置を示す図である。図8は、図7の粉体供給装置の筐体の内部を排出口側から見たときの図である。図7および図8に示すように、実施例2では、筐体1の内部の幅w2が200mmに拡大され、さらに、第3スクリュー25および第4スクリュー26を有する。第3スクリュー25は、筐体1の内部において、粉体材料2の搬送方向から見たときに中央より一方側において、第1スクリュー5の内側に配置され、第1スクリュー5と同じ方向に回転駆動されることにより、導入口3から排出口4に向かう方向に粉体材料を搬送する。また、第4スクリュー26は、筐体1の内部において、粉体材料2の搬送方向から見たときに中央より他方側において、第2スクリュー6の内側に配置され、第2スクリュー6と同じ方向に回転駆動されることにより、導入口3から排出口4に向かう方向に粉体材料を搬送する。第3スクリュー25は第1スクリュー5と同様の形状であり、第4スクリュー26は第2スクリュー6と同様の形状である。第1スクリュー5および第3スクリュー25の種類は左ねじであり、第2スクリュー6および第4スクリュー26の種類は右ねじである。
<Example 2>
FIG. 7 is a diagram showing the configuration and arrangement of screws in Example 2. FIG. FIG. 8 is a diagram of the inside of the housing of the powder feeder of FIG. 7 as viewed from the outlet side. As shown in FIGS. 7 and 8, in Example 2, the internal width w2 of the housing 1 is increased to 200 mm, and the
したがって、第1スクリュー5および第3スクリュー25は、矢印50および矢印250で示す材料供給方向に向かって時計回りの方向に回転駆動される。第2スクリュー6および第4スクリュー26は、矢印60および矢印260で示す材料供給方向に向かって反時計回りの方向に回転駆動される。また、図示されていないが、粉体供給装置100は、第3スクリュー25を回転駆動する第3モータと、第4スクリュー26を回転駆動する第4モータとを備える。実施例2において、第1モータ7、第2モータ8、第3モータ、および第4モータは、それぞれ同じ回転数に設定されており、加圧成形機構11に供給される直前の粉体材料2の供給量が3600g/分となるように調整されている。すなわち、第1モータ7、第2モータ8、第3モータ、および第4モータの回転数は450rpmに設定されている。なお、粉体供給装置100の幅方向における粉体材料の供給量割合の分布は、全供給量に対する幅方向25mm毎の供給量割合を測定した。また、粉体供給装置100の幅方向における成形体14の密度の分布は、幅方向20mm毎に成形体の密度を測定した。
Therefore, the
<実施例3>
実施例3では、第3モータおよび第4モータの回転数を、第1モータ7および第2モータ8の回転数よりも5%小さい値に設定し、実施例2と同様の評価を行った。すなわち、第3モータおよび第4モータの回転数が428rpmに設定されている。粉体供給装置100におけるその他の寸法、配置およびモータの回転数は、実施例2と同様である。
<Example 3>
In Example 3, the same evaluation as in Example 2 was performed by setting the rotation speeds of the third motor and the fourth motor to
[実施例1~3および比較例1~2の比較]
図9および図10を参照して、実施例1および比較例1~2における粉体材料の供給量割合の分布、および成形体の密度の分布について検討する。図9は、実施例1および比較例1~2の、粉体供給装置の幅方向における粉体材料の供給量割合の分布を示すグラフである。なお、粉体材料の供給量割合の測定方法は、次のとおりである。粉体供給装置100を加圧成形機構11から離した状態で、排出口4から排出される粉体材料を受けられる位置に、開口部の幅が25mmである4つの容器を幅方向に隙間なく並べる。この状態で、一定時間粉体材料を排出する。排出された粉体材料はすべて4つの容器に回収されているので、粉体材料の全排出量および各容器内に回収された粉体材料の重量を測定することにより、粉体材料の供給量割合の分布を計算している。なお、図9において、横軸は中心線20を0としたときの幅方向における位置を表し、各容器の幅方向における中心位置に値をプロットしている。また、縦軸は粉体材料の供給量割合を単位wt%で表している。
[Comparison of Examples 1-3 and Comparative Examples 1-2]
With reference to FIGS. 9 and 10, the distribution of the powder material supply rate and the density distribution of the compact in Example 1 and Comparative Examples 1 and 2 will be examined. FIG. 9 is a graph showing the distribution of the supply amount ratio of the powder material in the width direction of the powder supply device of Example 1 and Comparative Examples 1 and 2. FIG. The method for measuring the supply ratio of the powder material is as follows. With the
図10は、実施例1および比較例1~2の、幅方向における成形体密度の分布を示すグラフである。成形体密度の測定方法は、次のとおりである。成形体を材料供給方向に10mmの長さの短冊状に切り出し、さらにこの短冊状の成形体を幅方向における中心から両端に向かって10mm毎に切断する。これにより得られた10mm角の成形体の小片の密度を測定する。なお、両端部は幅が10mmに至らない場合があるが測定に影響はない。密度の測定にはアルキメデスの原理を用いる。具体的には、metra-toredo製の電子天秤および比重測定用キットを使用した。なお、他社製の同様の測定ツールを使用することもできる。また、置換液として流動パラフィンを用いて測定した。なお、図10において、横軸は中心線20を0としたときの幅方向の位置を表し、各小片の幅方向における中心位置に値をプロットしている。また、縦軸は成形体の密度を単位g/ccで表している。
FIG. 10 is a graph showing the density distribution of molded bodies in the width direction of Example 1 and Comparative Examples 1 and 2. FIG. The method for measuring the density of the compact is as follows. A strip having a length of 10 mm is cut from the molded body in the direction of material supply, and the strip-shaped molded body is cut every 10 mm from the center in the width direction toward both ends. The density of a small piece of the 10 mm square compact thus obtained is measured. The width of both ends may not reach 10 mm, but this does not affect the measurement. The Archimedes principle is used to measure the density. Specifically, an electronic balance and a specific gravity measurement kit manufactured by metra-toredo were used. Note that similar measurement tools from other companies can also be used. In addition, liquid paraffin was used as a substitution liquid for the measurement. In FIG. 10, the horizontal axis represents the position in the width direction when the
また、図11および図12を参照して、実施例2および実施例3における粉体材料の供給量割合の分布、および成形体の密度の分布について検討する。図11は、実施例2および実施例3の、粉体供給装置100の幅方向における粉体材料の供給量割合の分布を示すグラフである。粉体材料の供給量割合の測定用法は、実施例1および比較例1~2の場合と同様である。図11において、横軸は中心線20を0としたときの幅方向における位置を表し、各容器の幅方向における中心位置に値をプロットしている。また、縦軸は粉体材料の供給量割合を単位wt%で表している。
Also, with reference to FIGS. 11 and 12, the distribution of the supply amount ratio of the powder material and the distribution of the density of the compact in Examples 2 and 3 will be examined. FIG. 11 is a graph showing the distribution of the supply amount ratio of the powder material in the width direction of the
図12は、実施例2および実施例3の、幅方向における成形体密度の分布を示すグラフである。成形体密度の測定方法は、実施例1および比較例1~2の場合と同様であるが、成形体の小片は、幅方向における中心から両端に向かって20mm毎に切断した。図12において、横軸は中心線20を0としたときの幅方向の位置を表し、各小片の幅方向における中心位置に値をプロットしている。また、縦軸は成形体の密度を単位g/ccで表している。
FIG. 12 is a graph showing the density distribution of molded bodies in the width direction of Examples 2 and 3. FIG. The method of measuring the density of the compact was the same as in Example 1 and Comparative Examples 1 and 2, but small pieces of the compact were cut from the center in the width direction toward both ends at intervals of 20 mm. In FIG. 12, the horizontal axis represents the position in the width direction when the
また、図13は、実施例1~3、および比較例1~2の粉体材料の測定結果を集計した表である。なお、図13における粉体材料の供給量割合のレンジとは、実施例1~3および比較例1~2における測定値の最大値と最小値との差である。同様に、成形体密度のレンジは、実施例1~3および比較例1~2における測定値の最大値と最小値との差である。 FIG. 13 is a table summarizing the measurement results of the powder materials of Examples 1-3 and Comparative Examples 1-2. In addition, the range of the supply amount ratio of the powder material in FIG. 13 is the difference between the maximum value and the minimum value of the measured values in Examples 1-3 and Comparative Examples 1-2. Similarly, the compact density range is the difference between the maximum and minimum values measured in Examples 1-3 and Comparative Examples 1-2.
図10および図11を参照すると、比較例1~2に比べて、実施例1では、幅方向における中心線20から離れた位置での粉体材料の供給量割合の低下、および成形体密度の低下が抑制されている。また、図14の表に示すように、粉体材料の供給量割合のレンジ、および成形体の密度のレンジはともに、比較例1~2と比べて実施例1では小さくなっている。このため、2本のスクリューが同方向に回転する比較例1~2に比べて、実施例1のように、2本のスクリューを逆方向に回転させると、幅方向における粉体材料の供給量割合の均一性が向上すると考えられる。
Referring to FIGS. 10 and 11, in Example 1, compared to Comparative Examples 1 and 2, the ratio of the powder material supplied at the position away from the
また、図13に示すように、実施例1に比べて、実施例2では、粉体材料の供給量割合のレンジおよび成形体の密度のレンジがさらに小さくなっている。このことから、2本のスクリューが配置されている場合に比べ、4本のスクリューが配置されている方が、幅方向における粉体材料の供給量の均一性が向上すると考えられる。また、実施例1では、評価幅が80mmであるのに対し、実施例2では評価幅が180mmであることから、4本のスクリューが配置されている場合、高品質の成形体をより幅広に形成することができると考えられる。 In addition, as shown in FIG. 13, in Example 2, the range of the supply amount ratio of the powder material and the range of the density of the compact are even smaller than in Example 1. FIG. From this, it is considered that the uniformity of the supply amount of the powder material in the width direction is improved when four screws are arranged compared to when two screws are arranged. In addition, in Example 1, the evaluation width is 80 mm, while in Example 2, the evaluation width is 180 mm. can be formed.
また、図11および図12を参照すると、実施例2に比べて、実施例3では、幅方向における中心線20付近ではピークにならず、また、幅方向における中心線20から離れた位置での粉体材料の供給量割合および成形体の密度の低下が抑制されている。したがって、4本のスクリューが配置されている場合、内側のスクリューの回転数を外側のスクリューの回転数よりも小さくすると、幅方向における粉体材料の供給量割合および成形体の密度の均一性が向上すると考えられる。すなわち、第1モータ7および第2モータ8の回転数が450rpmに設定され、第3モータおよび第4モータの回転数が450rpmよりも小さい428rpmに設定されているとよい。図13に示すように、粉体材料の供給量割合のレンジは実施例2よりも実施例3の方が小さいため、それぞれのスクリューの回転速度に差をつける制御方法によって、幅方向における粉体材料の供給量割合および成形体の密度の均一性がさらに向上すると考えられる。
11 and 12, in comparison with Example 2, in Example 3, the peak does not occur near the
[効果]
上述した実施の形態によると、スクリューの回転方向を調整することにより、筐体1内における幅方向の粉体材料2の密度が均一になるため、幅方向における粉体材料2の供給量の均一性を向上することができる。
[effect]
According to the above-described embodiment, by adjusting the rotation direction of the screw, the density of the
また、第3モータおよび第4モータの回転数を第1モータ7および第2モータ8の回転数よりも小さい値に設定することにより、さらに、幅方向における粉体材料の供給量の均一性を向上することができる。
Further, by setting the number of revolutions of the third motor and the fourth motor to a value smaller than the number of revolutions of the
なお、本実施の形態に示す装置の構成や寸法は一例であり、本実施の形態により限定されるものではない。たとえば、本実施の形態では、2本または4本のスクリューを用いた粉体供給装置を例に説明をしたが、5本以上の複数のスクリューが配置されていても、同様の効果を得ることができる。 Note that the configuration and dimensions of the device shown in this embodiment are an example, and are not limited by this embodiment. For example, in the present embodiment, the powder feeder using two or four screws has been described as an example, but the same effect can be obtained even if a plurality of screws of five or more are arranged. can be done.
また、実施の形態1において、排出口4から材料供給方向に向かって見たときに、第1スクリューは反時計回りに回転駆動され、第2スクリューは時計回りに回転駆動されているが、スクリューの回転方向はこれに限らない。たとえば、第1スクリューが時計回りに回転駆動され、第2スクリューが反時計回りに回転駆動されていてもよい。すなわち、第1スクリューと第2スクリューとが反対方向に回転していればよい。
In Embodiment 1, the first screw is driven to rotate counterclockwise and the second screw is driven to rotate clockwise when viewed from the
このように、本開示の粉体供給装置および粉体供給方法を用いることにより、幅方向に均一な密度分布を持つ成形体を得ることが可能になる。 Thus, by using the powder supply device and the powder supply method of the present disclosure, it is possible to obtain a compact having a uniform density distribution in the width direction.
本開示の粉体供給装置は、粉体材料を加圧成形した後に、その粉末の融点以下の温度で熱処理をした焼結体を必要とする各種工業製品の高性能化に寄与する。特に、絶縁部品や電池材料の高性能化に有効である。 The powder feeder of the present disclosure contributes to improving the performance of various industrial products that require a sintered body that is heat-treated at a temperature below the melting point of the powder after pressure-molding the powder material. In particular, it is effective for improving the performance of insulating parts and battery materials.
1 筐体
2 粉体材料
3 導入口
4 排出口
5 第1スクリュー
5a 第1スクリューシャフト
5b 第1フライト
6 第2スクリュー
6a 第2スクリューシャフト
6b 第2フライト
7 第1モータ
8 第2モータ
10 制御部
11 加圧成形機構
25 第3スクリュー
26 第4スクリュー
1
Claims (5)
前記粉体材料が供給される導入口と、前記粉体材料が排出される排出口とを有する筐体と、
前記筐体の内部に配置され、回転駆動されることにより、前記排出口に前記粉体材料を搬送する第1スクリューと、
前記筐体の内部に前記第1スクリューと並列に配置され、前記第1スクリューと反対方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第2スクリューと、
前記第1スクリューと同じ方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第3スクリューと、
前記第2スクリューと同じ方向に回転駆動されることにより、前記排出口に前記粉体材料を搬送する第4スクリューと、
前記筐体の外部に配置され、前記第1スクリューを回転駆動する第1モータ、および前記第2スクリューを回転駆動する第2モータと、
を備え、
前記筐体の内部の、前記粉体材料の搬送方向から見たときに中央より一方側に前記第1スクリューが配置され、前記搬送方向から見たときに中央より他方側に前記第2スクリューが配置され、前記一方側において、前記第1スクリューの内側に前記第3スクリューが配置され、前記他方側において、前記第2スクリューの内側に前記第4スクリューが配置される
粉体供給装置。 A powder supply device for supplying powder material to a pressure molding mechanism that continuously produces molded bodies,
a housing having an inlet through which the powdery material is supplied and an outlet through which the powdery material is discharged;
a first screw arranged inside the casing and driven to rotate to convey the powder material to the discharge port;
a second screw arranged in parallel with the first screw inside the housing and driven to rotate in a direction opposite to the first screw to convey the powder material to the discharge port;
a third screw that is rotationally driven in the same direction as the first screw to convey the powder material to the discharge port;
a fourth screw that is rotationally driven in the same direction as the second screw to convey the powder material to the discharge port;
a first motor arranged outside the housing for rotationally driving the first screw and a second motor for rotationally driving the second screw;
with
Inside the housing, the first screw is arranged on one side from the center when viewed in the conveying direction of the powder material, and the second screw is arranged on the other side from the center when viewed from the conveying direction. The third screw is arranged inside the first screw on the one side, and the fourth screw is arranged inside the second screw on the other side.
前記第2スクリューは、前記搬送方向から見たときに反時計回りに回転駆動される
請求項1に記載の粉体供給装置。 The first screw is rotationally driven clockwise when viewed from the conveying direction,
The powder feeder according to claim 1, wherein the second screw is rotationally driven counterclockwise when viewed from the conveying direction.
前記第2スクリューは、第2スクリューシャフトと、前記第2スクリューシャフトの外周に左ねじの螺旋状に形成された第2フライトと、を有する
請求項2に記載の粉体供給装置。 The first screw has a first screw shaft and a first flight formed in a right-hand helical shape on the outer periphery of the first screw shaft,
The powder feeder according to claim 2, wherein the second screw has a second screw shaft and a second flight formed in a left-hand spiral on the outer circumference of the second screw shaft.
前記第4スクリューは、第2スクリューシャフトと、前記第2スクリューシャフトの外周に左ねじの螺旋状に形成された第2フライトと、を有する The fourth screw has a second screw shaft and a second flight formed in a left-hand spiral on the outer circumference of the second screw shaft.
請求項2または3に記載の粉体供給装置。 The powder feeder according to claim 2 or 3.
前記第3スクリューを回転駆動する第3モータと、
前記第4スクリューを回転駆動する第4モータと、
を備え、
前記第3モータおよび前記第4モータの回転数は、前記第1モータおよび前記第2モータの回転数よりも小さい
請求項1から4のいずれか1項に記載の粉体供給装置。 moreover,
a third motor that rotationally drives the third screw;
a fourth motor that rotationally drives the fourth screw;
with
The powder feeder according to any one of claims 1 to 4, wherein the rotation speeds of the third motor and the fourth motor are smaller than the rotation speeds of the first motor and the second motor.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019089847A JP7300669B2 (en) | 2019-05-10 | 2019-05-10 | Powder feeder |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019089847A JP7300669B2 (en) | 2019-05-10 | 2019-05-10 | Powder feeder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020186074A JP2020186074A (en) | 2020-11-19 |
| JP7300669B2 true JP7300669B2 (en) | 2023-06-30 |
Family
ID=73221332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019089847A Active JP7300669B2 (en) | 2019-05-10 | 2019-05-10 | Powder feeder |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7300669B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112797132A (en) * | 2021-02-04 | 2021-05-14 | 宁夏新大众机械有限公司 | Transmission device, double-shaft transmission method and application |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6050456A (en) | 1997-11-04 | 2000-04-18 | Progressive Technology Of Wisconsin, Inc. | Screw feeder for proportioning machine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6033735B2 (en) * | 1979-02-17 | 1985-08-05 | 工業技術院長 | Operation control method for conveyor screw storage and discharge device |
| SE427624B (en) * | 1981-06-12 | 1983-04-25 | Harry Wilhelm Wexell | SET AND DEVICE FOR SUBDIVISION OF RUGE GOODS |
| JPS6051960B2 (en) * | 1982-04-17 | 1985-11-16 | タ−ボ工業株式会社 | roller compactor |
| JPS6134058Y2 (en) * | 1984-10-20 | 1986-10-04 | ||
| JPH0240027Y2 (en) * | 1986-09-03 | 1990-10-25 | ||
| JP2919756B2 (en) * | 1994-10-26 | 1999-07-19 | 新明和工業株式会社 | Garbage supply device with garbage bag breaking function |
| JPH1045233A (en) * | 1996-08-01 | 1998-02-17 | Asahi Sangyo Kk | Screw conveyor mechanism and screw conveyor device provided with the mechanism |
-
2019
- 2019-05-10 JP JP2019089847A patent/JP7300669B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6050456A (en) | 1997-11-04 | 2000-04-18 | Progressive Technology Of Wisconsin, Inc. | Screw feeder for proportioning machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020186074A (en) | 2020-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3536667B1 (en) | Method for producing lithium hydroxide anhydride | |
| US20170051191A1 (en) | Drying, sizing and shaping process to manufacture ceramic abrasive grain | |
| JP7300669B2 (en) | Powder feeder | |
| JP4887428B2 (en) | Raw material quantitative supply apparatus and method | |
| CN209241964U (en) | A kind of chemical industry feeding device | |
| JP7220393B2 (en) | Powder feeder | |
| JP7220395B2 (en) | Powder feeder | |
| CN207649733U (en) | It is a kind of can weigh automatically, the self-service husking rice mill sold | |
| KR101432409B1 (en) | Push screw device and roll forming machine | |
| JP5010871B2 (en) | Pusher for roll compactor | |
| CN210175812U (en) | Variable-pitch screw shaft for aluminum liquid transmission | |
| CN107720184A (en) | Novel spiral conveying equipment and application method | |
| JP2022047927A (en) | Powder supply device and control method of powder supply device | |
| KR20170037880A (en) | Oxide sintered compact, method for producing same, and sputtering target | |
| JP2021100764A (en) | Powder molding device | |
| KR20170071569A (en) | Extruder die plate for reduced strand surging | |
| CN207329550U (en) | Novel spiral conveying equipment | |
| JP5219713B2 (en) | Extrusion machine | |
| JP2005205447A (en) | Method and device for manufacturing raw chip for metal injection molding | |
| CN213833369U (en) | Screw conveying device and bowl loading equipment | |
| CN202388600U (en) | Vacuum-extruder of capacitance-resistance substrate | |
| CN216471095U (en) | Square bin activation feeder | |
| CN214826866U (en) | Continuous stable feeding system of powder material | |
| CN105108138A (en) | Multilayer vibrating feeding device capable of mixing powders evenly | |
| JP6557696B2 (en) | Cylindrical sputtering target and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230606 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230612 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7300669 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |