JP7254964B2 - 成形装置、成形方法及び繊維シート積層体 - Google Patents
成形装置、成形方法及び繊維シート積層体 Download PDFInfo
- Publication number
- JP7254964B2 JP7254964B2 JP2021560798A JP2021560798A JP7254964B2 JP 7254964 B2 JP7254964 B2 JP 7254964B2 JP 2021560798 A JP2021560798 A JP 2021560798A JP 2021560798 A JP2021560798 A JP 2021560798A JP 7254964 B2 JP7254964 B2 JP 7254964B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber sheet
- bending
- bending region
- interlayer adhesion
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/02—Bending or folding
- B29C53/04—Bending or folding of plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
Description
すなわち、本開示に係る成形装置は、繊維シートを供給し積層する供給部と、積層された前記繊維シートに付与する層間接着力を調整する調整部と、前記繊維シートにおいて曲げ加工が施される曲げ領域とは異なる非曲げ領域の前記層間接着力が、前記曲げ領域の前記層間接着力よりも強くなるように前記調整部を制御する制御部とを備える。
本実施形態に係る成形方法に用いられる積層装置1は、図1に示すように、供給部2と、押圧部3と、加熱部4,5と、調整部10と、制御部8などを備える。積層装置1は、成形面20に向けてプリプレグ等の繊維シート30を1層ずつ供給し、成形面20に載置した後、載置された繊維シート30を、押圧部3を用いて押圧する。次に、積層された繊維シート30の上面に別の繊維シート30を供給して載置し、押圧部3を用いて押圧する。この動作が1層ずつ繰り返されて、成形面20上に複数枚の繊維シート30が積層されて、目標形状を有する繊維シート積層体、例えば平坦な繊維シート積層体が形成される。積層装置1は、本開示に係る成形装置の一例である。
押圧調整部6は、押圧部3によって繊維シート30に負荷する押圧力を調整する。押圧調整部6は、制御部8から受信した信号に基づいて、押圧部3を駆動し、押圧力を増加させたり減少させたりする。
まず、供給部2が繊維シート30を吐出し、繊維シート30を成形面20に供給する(ステップS1)。供給部2は、所定の方向で成形面20の一端側から他端側へ移動しつつ、繊維シート30を供給する。供給部2から供給された繊維シート30は、成形面20上に載置される。また、押圧部3は、供給部2と共に、成形面20の一端側から他端側へ移動しつつ、繊維シート30を押圧する(ステップS2)。
例えば、図9及び図10に示すように、曲げ領域30Aにおいて、繊維シート30の間に、繊維シート30よりも滑りやすい特性を有する滑り材31を挟んでもよい。滑り材31は、例えば、フッ素系樹脂からなる材料である。図10は、図9のA-A線で切断した横断面図である。この場合、曲げ領域30A又は非曲げ領域30Bに応じて、既に配置された繊維シート30上に積層される繊維シート30又は滑り材31が選択されて、繊維シート30に付与する層間接着力が調整される。例えば、非曲げ領域30Bでは、繊維シート30のみが積層され、曲げ領域30Aでは、繊維シート30と滑り材31が交互に積層される。
本開示に係る成形装置(1)は、繊維シート(30)を供給し積層する供給部(2)と、積層された前記繊維シートに付与する層間接着力を調整する調整部(10)と、前記繊維シートにおいて曲げ加工が施される曲げ領域(30A)とは異なる非曲げ領域(30B)の前記層間接着力が、前記曲げ領域の前記層間接着力よりも強くなるように前記調整部を制御する制御部(8)とを備える。
2 :供給部
3 :押圧部
4,5 :加熱部
6 :押圧調整部
7 :加熱調整部
8 :制御部
10 :調整部
20 :成形面
30 :繊維シート
30A :曲げ領域
30B :非曲げ領域
31 :滑り材
32 :繊維シート積層体
L :折り曲げ線
Claims (6)
- 繊維シートを供給し積層する供給部と、
積層された前記繊維シートに付与する層間接着力を調整する調整部と、
前記繊維シートにおいて曲げ加工が施される曲げ領域とは異なる非曲げ領域の前記層間接着力が、前記曲げ領域の前記層間接着力よりも強くなるように前記調整部を制御する制御部と、
を備え、
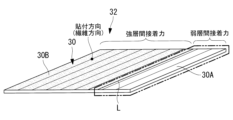
前記繊維シートの貼付方向が、前記曲げ加工時の折り曲げ線の方向に対して平行な方向な場合、前記繊維シートの積層時、前記非曲げ領域の前記層間接着力が、前記曲げ領域の前記層間接着力よりも強い第1層間接着力となるように前記層間接着力が調整され、
前記繊維シートの貼付方向が、前記曲げ加工時の折り曲げ線の方向に対して直交する方向又は斜め方向な場合、前記繊維シートの積層時、前記曲げ領域と前記非曲げ領域に関わらず、前記第1層間接着力よりも弱い第2層間接着力となるように前記層間接着力が調整される成形装置。 - 前記調整部は、前記繊維シートに負荷する押圧力を調整する押圧調整部を有し、
前記制御部は、前記非曲げ領域において前記曲げ領域よりも前記繊維シートに負荷する前記押圧力が上昇するように、前記押圧調整部によって調整される前記押圧力を制御する請求項1に記載の成形装置。 - 前記調整部は、前記繊維シートに付与する加熱温度を調整する加熱調整部を有し、
前記制御部は、前記非曲げ領域において前記曲げ領域よりも前記繊維シートに付与する前記加熱温度が上昇するように、前記加熱調整部によって調整される前記加熱温度を制御する請求項1又は2に記載の成形装置。 - 繊維シートを供給し積層する積層ステップと、
積層された前記繊維シートに付与する層間接着力を調整する調整ステップと、
を備え、
前記調整ステップは、前記繊維シートにおいて曲げ加工が施される曲げ領域とは異なる非曲げ領域の前記層間接着力が、前記曲げ領域の前記層間接着力よりも強くなるように、前記層間接着力を調整し、
前記繊維シートの貼付方向が、前記曲げ加工時の折り曲げ線の方向に対して平行な方向な場合、前記繊維シートの積層時、前記非曲げ領域の前記層間接着力が、前記曲げ領域の前記層間接着力よりも強い第1層間接着力となるように前記層間接着力を調整し、
前記繊維シートの貼付方向が、前記曲げ加工時の折り曲げ線の方向に対して直交する方向又は斜め方向な場合、前記繊維シートの積層時、前記曲げ領域と前記非曲げ領域に関わらず、前記第1層間接着力よりも弱い第2層間接着力となるように前記層間接着力を調整する成形方法。 - 前記繊維シートよりも滑りやすい特性を有する滑り材を所定の位置に供給し積層する第2積層ステップを更に備え、
前記調整ステップは、既に配置された前記繊維シート上に積層される前記繊維シート又は前記滑り材を選択する請求項4に記載の成形方法。 - 前記調整ステップは、既に配置された前記繊維シート上に積層される前記繊維シートの材料を変更する請求項4又は5に記載の成形方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/046155 WO2021106070A1 (ja) | 2019-11-26 | 2019-11-26 | 成形装置、成形方法及び繊維シート積層体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2021106070A1 JPWO2021106070A1 (ja) | 2021-06-03 |
| JPWO2021106070A5 JPWO2021106070A5 (ja) | 2022-04-20 |
| JP7254964B2 true JP7254964B2 (ja) | 2023-04-10 |
Family
ID=76129377
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021560798A Active JP7254964B2 (ja) | 2019-11-26 | 2019-11-26 | 成形装置、成形方法及び繊維シート積層体 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4000912A4 (ja) |
| JP (1) | JP7254964B2 (ja) |
| WO (1) | WO2021106070A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114368134B (zh) * | 2022-01-18 | 2023-12-29 | 宁波江丰复合材料科技有限公司 | 一种碳纤维管件的矫直方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019151083A (ja) | 2018-03-06 | 2019-09-12 | 株式会社Subaru | プリフォーム賦形方法及び複合材成形方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0747596A (ja) * | 1993-08-03 | 1995-02-21 | Mitsubishi Heavy Ind Ltd | 繊維強化熱可塑性樹脂系複合材料の曲げ成形法 |
| JPH07108529A (ja) * | 1993-10-12 | 1995-04-25 | Honda Motor Co Ltd | 熱可塑性複合材及びそのプリフォーム体の製造方法 |
| WO2008109029A2 (en) | 2007-03-01 | 2008-09-12 | Cumings Robert C | Composite article debulking process |
| JP2014051065A (ja) * | 2012-09-10 | 2014-03-20 | Mitsubishi Heavy Ind Ltd | プリプレグ積層材の成形装置および成形方法 |
-
2019
- 2019-11-26 JP JP2021560798A patent/JP7254964B2/ja active Active
- 2019-11-26 WO PCT/JP2019/046155 patent/WO2021106070A1/ja unknown
- 2019-11-26 EP EP19954345.5A patent/EP4000912A4/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019151083A (ja) | 2018-03-06 | 2019-09-12 | 株式会社Subaru | プリフォーム賦形方法及び複合材成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4000912A4 (en) | 2022-07-20 |
| JPWO2021106070A1 (ja) | 2021-06-03 |
| WO2021106070A1 (ja) | 2021-06-03 |
| EP4000912A1 (en) | 2022-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3742082B2 (ja) | 曲率を有した繊維強化プラスチック部材の連続成形方法及び装置 | |
| US6814916B2 (en) | Forming method for composites | |
| US10913222B2 (en) | Method for producing composite material component and device for producing composite material component | |
| JP7254964B2 (ja) | 成形装置、成形方法及び繊維シート積層体 | |
| CA2911697C (en) | System for forming stacks of composite materials | |
| US8273206B2 (en) | Method for continuously forming composite material shape member having varied cross-sectional shape | |
| JP3402481B2 (ja) | プリプレグ材料の成形装置 | |
| JP6409569B2 (ja) | 繊維強化プラスチックの製造方法 | |
| JP7358504B2 (ja) | 成形方法及び成形型 | |
| WO2020162077A1 (ja) | 積層体成形方法及び積層体成形装置 | |
| JP5599434B2 (ja) | 積層成形システムおよび積層成形方法 | |
| JP7187712B2 (ja) | 成形装置及び成形方法 | |
| JP7124132B2 (ja) | 積層体成形装置及び積層体成形方法 | |
| WO2023176130A1 (ja) | 積層成形システムおよび積層成形方法 | |
| JP5645225B2 (ja) | 積層成形システムおよび積層成形方法 | |
| JP2011122002A (ja) | 短繊維配向プリプレグの製造方法 | |
| JP2010285575A (ja) | 短繊維配向プリプレグの製造方法 | |
| JPH0263734A (ja) | 複合板の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220204 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230228 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230329 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7254964 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |