JP7204374B2 - ループ型ヒートパイプ及びその製造方法 - Google Patents
ループ型ヒートパイプ及びその製造方法 Download PDFInfo
- Publication number
- JP7204374B2 JP7204374B2 JP2018152493A JP2018152493A JP7204374B2 JP 7204374 B2 JP7204374 B2 JP 7204374B2 JP 2018152493 A JP2018152493 A JP 2018152493A JP 2018152493 A JP2018152493 A JP 2018152493A JP 7204374 B2 JP7204374 B2 JP 7204374B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- liquid
- porous body
- evaporator
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/04—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes with tubes having a capillary structure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/0283—Means for filling or sealing heat pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/0233—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes the conduits having a particular shape, e.g. non-circular cross-section, annular
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/0266—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes with separate evaporating and condensing chambers connected by at least one conduit; Loop-type heat pipes; with multiple or common evaporating or condensing chambers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/04—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes with tubes having a capillary structure
- F28D15/043—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes with tubes having a capillary structure forming loops, e.g. capillary pumped loops
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/04—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes with tubes having a capillary structure
- F28D15/046—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes with tubes having a capillary structure characterised by the material or the construction of the capillary structure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/08—Elements constructed for building-up into stacks, e.g. capable of being taken apart for cleaning
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
- H05K7/2029—Modifications to facilitate cooling, ventilating, or heating using a liquid coolant with phase change in electronic enclosures
- H05K7/20336—Heat pipes, e.g. wicks or capillary pumps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2259/00—Type of treatment
- B01D2259/65—Employing advanced heat integration, e.g. Pinch technology
- B01D2259/655—Employing advanced heat integration, e.g. Pinch technology using heat storage materials
- B01D2259/657—Employing advanced heat integration, e.g. Pinch technology using heat storage materials using latent heat, e.g. with phase change materials
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/20—Cooling means
- G06F1/206—Cooling means comprising thermal management
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/70—Fillings or auxiliary members in containers or in encapsulations for thermal protection or control
- H10W40/73—Fillings or auxiliary members in containers or in encapsulations for thermal protection or control for cooling by change of state
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Description
第1の実施形態について説明する。第1の実施形態はループ型ヒートパイプに関する。
図1は、第1の実施形態に係るループ型ヒートパイプを示す平面模式図である。
次に、第1の実施形態に係るループ型ヒートパイプの製造方法について、多孔質体の製造工程を中心に説明する。図7~図10は、第1の実施形態に係るループ型ヒートパイプの製造工程を例示する図である。図7~図8は、図4に対応する断面を示し、図9~図10は、図5に対応する断面を示している。
次に、第1の実施形態の変形例について説明する。第1の実施形態の変形例は、連絡流路180の構成の点で第1の実施形態と相違する。図11は、第1の実施形態の変形例に係るループ型ヒートパイプの内部の構成を例示する断面図である。図11は、図3中のI-I線に沿った断面図に相当する。
次に、第2の実施形態について説明する。第2の実施形態は、流路170及び連絡流路180の構成の点で第1の実施形態と相違する。図12及び図13は、第2の実施形態に係るループ型ヒートパイプの内部の構成を例示する断面図である。図12は、図3中のI-I線に沿った断面図に相当し、図13は、図3中のII-II線に沿った断面図に相当する。
次に、第3の実施形態について説明する。第3の実施形態は、流路170及び連絡流路180の構成の点で第1の実施形態と相違する。図14及び図15は、第3の実施形態に係るループ型ヒートパイプの内部の構成を例示する断面図である。図14は、図3中のI-I線に沿った断面図に相当し、図15は、図3中のII-II線に沿った断面図に相当する。
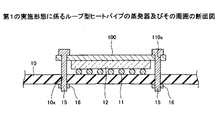
110 蒸発器
120 凝縮器
130 蒸気管
140 液管
141 注入口
142、143 管壁
150 多孔質体
150A、150B 端部
160 支柱
170 流路
180 連絡流路
193、195、293、295、392~396、492~496、591~595、691~695、791~795、891~895 溝
Claims (7)
- 作動流体を気化させる蒸発器と、
前記作動流体を液化する凝縮器と、
前記蒸発器と前記凝縮器とを接続する液管と、
前記蒸発器と前記凝縮器とを接続し、前記液管と共にループを形成する蒸気管と、
前記液管内に設けられ、液相の前記作動流体を貯留する多孔質体と、
を有し、
前記液管は、互いに積層された複数の金属層から形成され、
前記液管は、
第1管壁と、
前記複数の金属層の積層方向に垂直な方向で前記第1管壁に対向する第2管壁と、
を有し、
前記第1管壁と前記第2管壁との間にソリッドな支柱が設けられ、
前記支柱は、
前記第2管壁に対向する第1側面と、
前記第1管壁に対向する第2側面と、
を有し、
前記多孔質体は、前記第1管壁と前記第2側面との間に設けられ、
前記多孔質体は、
前記第1管壁に接触する第3側面と、
前記第2側面に接触する第4側面と、
を有し、
前記液管は、前記作動流体を注入するための注入口を有し、
前記注入口は、前記第2管壁に設けられ、
前記第1側面と前記第2管壁との間に連絡流路が設けられ、
前記多孔質体の一方の第1の端部は、前記注入口と前記蒸発器との間に位置し、
前記多孔質体の他方の第2の端部は、前記注入口と前記凝縮器との間に位置し、
前記多孔質体は、前記注入口と前記蒸発器との間の少なくとも一部で、前記液管の内部を充填することを特徴とするループ型ヒートパイプ。 - 前記第2の端部よりも前記凝縮器側において、前記液管の前記第1管壁及び前記第2管壁の少なくとも一方の壁面に溝が形成されていることを特徴とする請求項1に記載のループ型ヒートパイプ。
- 前記溝は、前記液管に沿って延びることを特徴とする請求項2に記載のループ型ヒートパイプ。
- 前記液管は、前記第2の端部よりも前記凝縮器側に設けられた空間からなる流路を有し、
前記連絡流路は、前記注入口と前記流路とを繋ぐことを特徴とする請求項1乃至3のいずれか1項に記載のループ型ヒートパイプ。 - 前記多孔質体の前記注入口と前記蒸発器との間で前記液管の内部を充填する部分は、前記第1管壁及び前記第2管壁に接触することを特徴とする請求項1乃至4のいずれか1項に記載のループ型ヒートパイプ。
- 前記多孔質体を構成する部分の前記複数の金属層の各々に、一方の面側から窪む第1の有底孔と、他方の面側から窪む第2の有底孔と、前記第1の有底孔と前記第2の有底孔とが部分的に連通して形成された細孔と、を備えたことを特徴とする請求項1乃至5のいずれか1項に記載のループ型ヒートパイプ。
- 作動流体を気化させる蒸発器と、前記作動流体を液化する凝縮器と、前記蒸発器と前記凝縮器とを接続する液管と、前記蒸発器と前記凝縮器とを接続し、前記液管と共にループを形成する蒸気管と、を備えたループ型ヒートパイプの製造方法であって、
複数の金属層を積層することにより、前記蒸発器、前記凝縮器、前記液管及び前記蒸気管を形成すると共に、前記作動流体を注入するための注入口を前記液管に形成し、前記液管内に液相の前記作動流体を貯留する多孔質体を形成する工程を有し、
前記液管は、
第1管壁と、
前記複数の金属層の積層方向に垂直な方向で前記第1管壁に対向する第2管壁と、
を有し、
前記第1管壁と前記第2管壁との間にソリッドな支柱が設けられ、
前記支柱は、
前記第2管壁に対向する第1側面と、
前記第1管壁に対向する第2側面と、
を有し、
前記多孔質体は、前記第1管壁と前記第2側面との間に設けられ、
前記多孔質体は、
前記第1管壁に接触する第3側面と、
前記第2側面に接触する第4側面と、
を有し、
前記注入口は、前記第2管壁に設けられ、
前記第1側面と前記第2管壁との間に連絡流路が設けられ、
前記多孔質体の一方の第1の端部は、前記注入口と前記蒸発器との間に位置し、
前記多孔質体の他方の第2の端部は、前記注入口と前記凝縮器との間に位置し、
前記多孔質体は、前記注入口と前記蒸発器との間の少なくとも一部で、前記液管の内部を充填することを特徴とするループ型ヒートパイプの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018152493A JP7204374B2 (ja) | 2018-08-13 | 2018-08-13 | ループ型ヒートパイプ及びその製造方法 |
| US16/533,236 US11402158B2 (en) | 2018-08-13 | 2019-08-06 | Loop heat pipe |
| EP19191284.9A EP3611456B1 (en) | 2018-08-13 | 2019-08-12 | Loop heat pipe |
| CN201910743991.5A CN110831399B (zh) | 2018-08-13 | 2019-08-13 | 环路式热管 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018152493A JP7204374B2 (ja) | 2018-08-13 | 2018-08-13 | ループ型ヒートパイプ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020026930A JP2020026930A (ja) | 2020-02-20 |
| JP7204374B2 true JP7204374B2 (ja) | 2023-01-16 |
Family
ID=67614498
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018152493A Active JP7204374B2 (ja) | 2018-08-13 | 2018-08-13 | ループ型ヒートパイプ及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11402158B2 (ja) |
| EP (1) | EP3611456B1 (ja) |
| JP (1) | JP7204374B2 (ja) |
| CN (1) | CN110831399B (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10976111B2 (en) * | 2017-10-27 | 2021-04-13 | Shinko Electric Industries Co., Ltd. | Loop type heat pipe |
| JP6943786B2 (ja) * | 2018-02-05 | 2021-10-06 | 新光電気工業株式会社 | ループ型ヒートパイプ及びその製造方法 |
| JP7015197B2 (ja) * | 2018-03-26 | 2022-02-02 | 新光電気工業株式会社 | ループ型ヒートパイプ及びその製造方法 |
| US10962301B2 (en) * | 2018-07-23 | 2021-03-30 | Shinko Electric Industries Co., Ltd. | Loop heat pipe |
| JP7372185B2 (ja) * | 2020-03-17 | 2023-10-31 | 新光電気工業株式会社 | ループ型ヒートパイプ及びその製造方法 |
| JP7336416B2 (ja) * | 2020-05-26 | 2023-08-31 | 新光電気工業株式会社 | ループ型ヒートパイプ |
| CN113883936B (zh) * | 2020-07-03 | 2025-08-19 | 台达电子工业股份有限公司 | 薄型均温板结构 |
| JP7508312B2 (ja) * | 2020-08-27 | 2024-07-01 | 新光電気工業株式会社 | ループ型ヒートパイプ |
| JP7812998B2 (ja) * | 2020-10-16 | 2026-02-12 | ソルスティス アドバンスト マテリアルズ ユーエス インコーポレイテッド | 新規なヒートパイプ構成 |
| JP7750792B2 (ja) | 2022-05-12 | 2025-10-07 | 新光電気工業株式会社 | ヒートパイプ |
| WO2023239064A1 (ko) * | 2022-06-10 | 2023-12-14 | 삼성전자주식회사 | 프레임 구조체 및 이를 포함하는 전자 장치 |
| TW202545258A (zh) * | 2024-05-07 | 2025-11-16 | 華碩電腦股份有限公司 | 電子裝置之機殼 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002039693A (ja) | 2000-07-21 | 2002-02-06 | Toufuji Denki Kk | フラット型ヒートパイプ |
| WO2015087451A1 (ja) | 2013-12-13 | 2015-06-18 | 富士通株式会社 | ループ型ヒートパイプとその製造方法、及び電子機器 |
| JP2018036012A (ja) | 2016-09-01 | 2018-03-08 | 新光電気工業株式会社 | ループ型ヒートパイプ及びその製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ZA824373B (en) | 1981-07-20 | 1984-02-29 | Ppg Industries Inc | Ungelled polyepoxide-polyoxyalkylenepolyamine resins,aqueous dispersions thereof,and their use in cationic electrodeposition |
| US6843308B1 (en) * | 2000-12-01 | 2005-01-18 | Atmostat Etudes Et Recherches | Heat exchanger device using a two-phase active fluid, and a method of manufacturing such a device |
| US20030205363A1 (en) | 2001-11-09 | 2003-11-06 | International Business Machines Corporation | Enhanced air cooling of electronic devices using fluid phase change heat transfer |
| JP5045056B2 (ja) | 2005-11-04 | 2012-10-10 | 株式会社デンソー | 冷却装置およびその製造方法 |
| CN101655328A (zh) * | 2008-08-19 | 2010-02-24 | 何昆耀 | 平板式回路热导装置及其制造方法 |
| WO2010058520A1 (ja) | 2008-11-18 | 2010-05-27 | 日本電気株式会社 | 沸騰冷却装置 |
| JP2012132661A (ja) * | 2010-12-01 | 2012-07-12 | Fujitsu Ltd | 冷却装置及び電子装置 |
| JP6121854B2 (ja) * | 2013-09-18 | 2017-04-26 | 東芝ホームテクノ株式会社 | シート型ヒートパイプまたは携帯情報端末 |
| JP6233125B2 (ja) | 2014-03-20 | 2017-11-22 | 富士通株式会社 | ループ型ヒートパイプとその製造方法、及び電子機器 |
| FR3027379B1 (fr) * | 2014-10-15 | 2019-04-26 | Euro Heat Pipes | Caloduc plat avec fonction reservoir |
| WO2017203574A1 (ja) * | 2016-05-23 | 2017-11-30 | 富士通株式会社 | ループヒートパイプ及びその製造方法並びに電子機器 |
| US10619941B2 (en) | 2016-09-29 | 2020-04-14 | Delta Electronics, Inc. | Heat pipe structure |
| JP6878053B2 (ja) | 2017-03-14 | 2021-05-26 | 日本ルメンタム株式会社 | 光受信モジュール及び光モジュール |
| JP6860086B2 (ja) * | 2017-11-29 | 2021-04-14 | 富士通株式会社 | ループヒートパイプ及び電子機器 |
-
2018
- 2018-08-13 JP JP2018152493A patent/JP7204374B2/ja active Active
-
2019
- 2019-08-06 US US16/533,236 patent/US11402158B2/en active Active
- 2019-08-12 EP EP19191284.9A patent/EP3611456B1/en active Active
- 2019-08-13 CN CN201910743991.5A patent/CN110831399B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002039693A (ja) | 2000-07-21 | 2002-02-06 | Toufuji Denki Kk | フラット型ヒートパイプ |
| WO2015087451A1 (ja) | 2013-12-13 | 2015-06-18 | 富士通株式会社 | ループ型ヒートパイプとその製造方法、及び電子機器 |
| JP2018036012A (ja) | 2016-09-01 | 2018-03-08 | 新光電気工業株式会社 | ループ型ヒートパイプ及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11402158B2 (en) | 2022-08-02 |
| EP3611456B1 (en) | 2021-02-17 |
| JP2020026930A (ja) | 2020-02-20 |
| US20200049419A1 (en) | 2020-02-13 |
| CN110831399B (zh) | 2024-06-07 |
| EP3611456A1 (en) | 2020-02-19 |
| CN110831399A (zh) | 2020-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7204374B2 (ja) | ループ型ヒートパイプ及びその製造方法 | |
| JP7146524B2 (ja) | ループ型ヒートパイプ及びその製造方法 | |
| JP7236825B2 (ja) | ループ型ヒートパイプ及びその製造方法 | |
| US10704838B2 (en) | Loop heat pipe | |
| CN110118499B (zh) | 环路热管及其制造方法 | |
| CN109839019B (zh) | 热管及其制造方法 | |
| JP6691467B2 (ja) | ループ型ヒートパイプ及びその製造方法 | |
| CN110118501B (zh) | 环路热管及其制造方法 | |
| US11098958B2 (en) | Loop-type heat pipe | |
| US11774181B2 (en) | Loop heat pipe with recessed top or bottom surface | |
| CN110360859A (zh) | 环路热管及其制造方法 | |
| US11105562B2 (en) | Loop-type heat pipe | |
| JP6999452B2 (ja) | ループ型ヒートパイプ、及びループ型ヒートパイプ製造方法 | |
| US11719490B2 (en) | Loop heat pipe with recessed outer wall surface | |
| JP7390252B2 (ja) | ループ型ヒートパイプ | |
| JP7336416B2 (ja) | ループ型ヒートパイプ | |
| JP2020020566A (ja) | ループ型ヒートパイプ及びその製造方法 | |
| JP2021173421A (ja) | ループ型ヒートパイプ及びその製造方法 | |
| JP2021148330A (ja) | ループ型ヒートパイプ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210618 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220715 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220823 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7204374 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |