JP7174232B2 - 回転部材およびその形成方法 - Google Patents
回転部材およびその形成方法 Download PDFInfo
- Publication number
- JP7174232B2 JP7174232B2 JP2018182641A JP2018182641A JP7174232B2 JP 7174232 B2 JP7174232 B2 JP 7174232B2 JP 2018182641 A JP2018182641 A JP 2018182641A JP 2018182641 A JP2018182641 A JP 2018182641A JP 7174232 B2 JP7174232 B2 JP 7174232B2
- Authority
- JP
- Japan
- Prior art keywords
- crater
- rotating member
- rows
- row
- shaped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/14—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass gear parts, e.g. gear wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/06—Use of materials; Use of treatments of toothed members or worms to affect their intrinsic material properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
- B21K1/30—Making machine elements wheels; discs with gear-teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K23/00—Making other articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D1/00—Couplings for rigidly connecting two coaxial shafts or other movable machine elements
- F16D1/06—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end
- F16D1/076—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end by clamping together two faces perpendicular to the axis of rotation, e.g. with bolted flanges
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/08—Profiling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/30—Chain-wheels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2250/00—Manufacturing; Assembly
- F16D2250/0023—Shaping by pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2300/00—Special features for couplings or clutches
- F16D2300/10—Surface characteristics; Details related to material surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/08—Profiling
- F16H2055/0866—Profiles for improving radial engagement of gears, e.g. chamfers on the tips of the teeth
Description
例えば、図1に示すような、ボス部501と、外周に沿って形成された複数の歯502とを有する回転部材であるスプロケット500を、クランクシャフト(図示せず)に固定する際には、クランクシャフトの端部にボス部501を挿入し、ボルト等で軸方向に締め付けることで、クランクシャフトの端面とボス部501の端面503の間でトルクが伝達されるものが知られている。
そして、一般的な滑り止め面の形成手段として、ショットピーニング等で表面に凹凸を付与して粗面化し、摩擦係数を増加させるものは周知である。
また、スプロケットのボス部の端面にレーザー加工により凹凸を形成し、締付け力によって凸部を積極的に対向面に食い込ませることでより強固に滑り止めをするものも公知である(特許文献1等参照。)。
特許文献1に記載された技術では、レーザー加工により対向面に食い込むような凸部を設けることが可能となるものの、溶融した材料が溝の周辺に盛り上がって凸部が形成されるため、凸部の頂点は滑らかな曲線となり、レーザーの熱による硬化、対向面の材料等の諸条件をクリアする必要があり、出力の調整も精度良く行う必要があった。
また、レーザー加工機自体も高価なものであり、製造コストが高くなるという問題があった。
特許文献1の図4、図6の上段のように、溝を連続させないことで、溝の端部にも凸部を設けるものも記載されているが、レーザー加工による溝の幅は極めて小さいため、溝に対し平行な方向の滑り止めの効果は極めて小さい。
すなわち、回転トルクに対する滑り止めを行うため放射状に溝加工した場合、径方向に対する滑り止めが充分に行われず、振動や軸ブレに対する回転部材のガタツキを充分に防止することができないという問題があった。
本発明に係る回転部材の滑り止め形成方法は、ボス部を有し、前記ボス部の軸方向の両端面の少なくとも一方の端面に滑り止め面を有する回転部材の形成方法であって、前記滑り止め面に、打刻により周囲凸状部を有する複数のクレータ状凹部を形成し、前記複数の打刻の少なくとも一部は、列状に打刻されて複数のクレータ列部を形成することにより、前記課題を解決するものである。
また、周囲凸状部が打刻周囲に連続的に形成されているから、対向面に食い込んだ際にすべての方向に対して滑り止め効果を奏するものとなり、方向による滑り止め効果の減少を抑制し、トルク方向と同時に径方向に対しても充分に滑り止めを行うことが可能となる。
また、複数の打刻の少なくとも一部は、列状に打刻されて複数のクレータ列部を形成することにより、周囲凸状部の配置に規則性を付与して、打刻を容易にするとともに、方向による周囲凸状部の密度を変え、方向による滑り止め効果の強弱を積極的に付与することが可能となる。
さらに、打刻を行う装置は汎用品が使用可能であり、その制御も容易であることから、簡単な構成で、少ないコストで回転部材を製造可能である。
また、順次打刻していくことから、隣り合うクレータ状凹部の周囲凸状部がオーバーラップする部分にもある程度の凸部を残すことが可能であり、クレータ列部の伸びる方向の滑り止め効果の減少が抑制することができる。
また、順次打刻していくことから、隣り合うクレータ状凹部の周囲凸状部がオーバーラップする部分の両端付近には、元の周囲凸状部よりもさらに高い凸部を形成することが可能であり、より滑り止め効果が高くなる。
本請求項4および請求項10に記載の構成によれば、全体として変形凸状部の方向をランダムとすることができ、クレータ列部の伸びる方向の滑り止め効果を均一化することが可能となる。
また、順次打刻する際、回転部材の内周側から外周側、外周側から内周側と交互に連続して打刻することも可能となり、製造がさらに容易となる。
本請求項5および請求項11に記載の構成によれば、径方向に対する滑り止め効果を極め高くすることが可能となる。
本請求項6および請求項12に記載の構成によれば、回転トルクに対する滑り止め効果と径方向に対する滑り止め効果のバランスを、任意に設計することが可能となる。
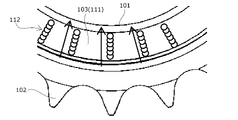
滑り止め面111は、周囲凸状部121を有するクレータ状凹部120が連続して打刻されたクレータ列部112を有しており、複数のクレータ列部112は放射状に配置されている。
p/D≦1
となるよう、すなわち、直前に打刻したクレータ状凹部120の周囲凸状部121の稜線122に、次に打刻する隣のクレータ状凹部120の周囲凸状部121がオーバーラップするように、順次打刻される。
まず、最上段のクレータ状凹部120aが打刻されると稜線122aを有する周囲凸状部121aが形成される。
次に、クレータ状凹部120aとオーバーラップするように中段のクレータ状凹部120bが打刻されると、クレータ状凹部120aの周囲凸状部121aの下方のオーバーラップした部分がクレータ状凹部120bの周囲凸状部121bと連続する円周形状に変形し、変形凸状部123aが形成される。
また、オーバーラップする両端部付近は、頂点が元の周囲凸状部121aよりもさらに突出した凸部増大部124aが形成される。
クレータ状凹部120bの打刻に続いてクレータ状凹部120cが打刻されたときも、同様に変形凸状部123b、凸部増大部124bが形成され、これが連続して繰り返される。
なお、複数の放射状のクレータ列部112は、図4に示すように、すべてスプロケット100の内周側から外周側に打刻(変形凸状部が内周側に位置する)されていてもよく、図5に示すように、すべて外周側から内周側に打刻(変形凸状部が外周側に位置する)されていてもよい。
さらに、内周側から外周側および外周側から内周側に打刻されたクレータ列部112が不規則に混在していてもよい。
図示では、クレータ列部112が1本のみであるが、周方向に並行して複数のクレータ列部112を設けてもよい。
また、クレータ状凹部は、周囲凸状部が円周状に形成されるものを例示したが、同様の効果を奏するものであれば、楕円形状、多角形状に形成されるものであってもよい。
打刻のための装置は、端面に連続的に打刻できるものであれば、いかなるものであってもよい。
さらに、回転部材としてスプロケットを例示したが、端面からトルクを受ける回転部材であれば、いかなるものであってもよく、種々の産業分野において利用可能である。
101、501 ・・・ ボス部
102、502 ・・・ 歯
110、503 ・・・ 端面
111、511 ・・・ 滑り止め面
112 ・・・ クレータ列部
120 ・・・ クレータ状凹部
121 ・・・ 周囲凸状部
122 ・・・ 稜線
123 ・・・ 変形凸状部
124 ・・・ 凸部増大部
Claims (12)
- ボス部を有し、前記ボス部の軸方向の両端面の少なくとも一方の端面に滑り止め面を有する回転部材であって、
前記滑り止め面は、周囲凸状部を有するクレータ状凹部を複数有し、
前記複数のクレータ状凹部の少なくとも一部は、列状に配置された複数のクレータ列部を構成することを特徴とする回転部材。 - 前記クレータ列部は、前記周囲凸状部の稜線の直径をD、隣り合うクレータ状凹部のピッチをpとした場合、
p/D≦1
となるよう複数の前記クレータ状凹部が配置されていることを特徴とする請求項1に記載の回転部材。 - 前記複数のクレータ列部の一部あるいは全部が、前記滑り止め面に放射状に延びるよう形成されていることを特徴とする請求項1または請求項2に記載の回転部材。
- 前記クレータ列部を構成する各クレータ状凹部は、前記周囲凸状部の一部に、隣接するクレータ状凹部の打刻によって形成された変形凸状部を有し、
前記複数のクレータ列部は、前記クレータ状凹部の前記変形凸状部が前記ボス部の外周側に位置するように並ぶクレータ列部と、前記クレータ状凹部の前記変形凸状部が前記ボス部の内周側に位置するように並ぶクレータ列部とが混在していることを特徴とする請求項3に記載の回転部材。 - 前記複数のクレータ列部の一部あるいは全部が、前記滑り止め面に円周状に延びるよう形成されていることを特徴とする請求項1乃至請求項4のいずれかに記載の回転部材。
- 前記複数のクレータ列部の一部あるいは全部が、前記滑り止め面に螺旋状に延びるよう形成されていることを特徴とする請求項1乃至請求項5のいずれかに記載の回転部材。
- ボス部を有し、前記ボス部の軸方向の両端面の少なくとも一方の端面に滑り止め面を有する回転部材の形成方法であって、
前記滑り止め面に、打刻により周囲凸状部を有する複数のクレータ状凹部を形成し、
前記複数の打刻の少なくとも一部は、列状に打刻されて複数のクレータ列部を形成することを特徴とする回転部材の滑り止め形成方法。 - 前記列状の打刻は、前記周囲凸状部の稜線の直径をD、隣り合うクレータ状凹部のピッチをpとした場合、
p/D≦1
となるよう打刻することを特徴とする請求項7に記載の回転部材の形成方法。 - 前記列状の打刻の一部あるいは全部が、前記滑り止め面に放射状に延びるよう打刻することを特徴とする請求項7または請求項8に記載の回転部材の形成方法。
- 前記クレータ列部を構成する各クレータ状凹部は、隣接するクレータ状凹部の打刻によって前記周囲凸状部が一部変形した変形凸状部が形成され、
前記クレータ状凹部の前記変形凸状部が前記ボス部の外周側に位置するように並ぶクレータ列部と、前記クレータ状凹部の前記変形凸状部が前記ボス部の内周側に位置するように並ぶクレータ列部とが混在するように、前記複数のクレータ列部を形成することを特徴とする請求項9に記載の回転部材の形成方法。 - 前記列状の打刻の一部あるいは全部が、前記滑り止め面に円周状に延びるよう打刻することを特徴とする請求項7乃至請求項10のいずれかに記載の回転部材の形成方法。
- 前記列状の打刻の一部あるいは全部が、前記滑り止め面に螺旋状に延びるよう打刻することを特徴とする請求項7乃至請求項11のいずれかに記載の回転部材の形成方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018182641A JP7174232B2 (ja) | 2018-09-27 | 2018-09-27 | 回転部材およびその形成方法 |
| CN201910566308.5A CN110953320A (zh) | 2018-09-27 | 2019-06-27 | 旋转构件以及其形成方法 |
| US16/505,912 US11198173B2 (en) | 2018-09-27 | 2019-07-09 | Rotating member and forming method thereof |
| KR1020190088115A KR20200035839A (ko) | 2018-09-27 | 2019-07-22 | 회전 부재 및 그 형성 방법 |
| DE102019124437.4A DE102019124437A1 (de) | 2018-09-27 | 2019-09-11 | Drehelement und Herstellverfahren dafür |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018182641A JP7174232B2 (ja) | 2018-09-27 | 2018-09-27 | 回転部材およびその形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020051552A JP2020051552A (ja) | 2020-04-02 |
| JP7174232B2 true JP7174232B2 (ja) | 2022-11-17 |
Family
ID=69781163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018182641A Active JP7174232B2 (ja) | 2018-09-27 | 2018-09-27 | 回転部材およびその形成方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11198173B2 (ja) |
| JP (1) | JP7174232B2 (ja) |
| KR (1) | KR20200035839A (ja) |
| CN (1) | CN110953320A (ja) |
| DE (1) | DE102019124437A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002122123A (ja) | 2000-10-13 | 2002-04-26 | Kai Kenchiku Sekkei Jimusho:Kk | 座 金 |
| JP2003172332A (ja) | 2001-12-06 | 2003-06-20 | Toyo Hatsujo Kogyo Kk | 座 金 |
| JP2004108508A (ja) | 2002-09-19 | 2004-04-08 | Borg Warner Morse Tec Japan Kk | スプロケット |
| JP2005201295A (ja) | 2004-01-13 | 2005-07-28 | Mitsubishi Fuso Truck & Bus Corp | 歯車 |
| JP2007298077A (ja) | 2006-04-28 | 2007-11-15 | Musashi Seimitsu Ind Co Ltd | カムシャフト |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1986598A (en) * | 1934-02-27 | 1935-01-01 | Perkins Machine & Gear Co | Sprocket |
| US3917425A (en) * | 1973-02-09 | 1975-11-04 | Borg Warner | Shaft lock device |
| US4044621A (en) * | 1975-06-09 | 1977-08-30 | Mcgregor Sr John C | Sprocket structure and chain guard |
| JPS54111250U (ja) * | 1978-01-21 | 1979-08-04 | ||
| JPS5849057U (ja) * | 1981-09-29 | 1983-04-02 | 株式会社富士鉄工所 | 樹脂製歯車 |
| US4407598A (en) * | 1981-11-12 | 1983-10-04 | Troika Corp. | Timing hub |
| US4631974A (en) * | 1985-11-08 | 1986-12-30 | Envirex, Inc. | Polymeric split sprocket wheel |
| JP2658765B2 (ja) * | 1992-10-02 | 1997-09-30 | 住友金属工業株式会社 | 冷間圧延用ワークロール、その製造方法およびそのワークロールを用いる金属板の圧延方法 |
| JPH09231559A (ja) * | 1996-02-27 | 1997-09-05 | Kao Corp | 磁気記録媒体用基板及びその製造方法並びに磁気記録媒体 |
| DE19954938A1 (de) * | 1999-11-16 | 2001-05-17 | Deere & Co | Überlastkupplung |
| KR100323845B1 (ko) * | 1999-12-09 | 2002-02-07 | 이승복 | 차량용 좌석벨트 리트랙터 |
| US20060172807A1 (en) * | 2005-02-02 | 2006-08-03 | Chien-Neng Shao | Torque release mechanism for all terrain vehicles |
| DE102005062522C5 (de) * | 2005-12-19 | 2019-04-04 | Gehring Technologies Gmbh | Verfahren zur kraftschlüssigen Verbindung der Stirnflächen zweier Maschinenbauteile zur Übertragung hoher Drehmomente oder Querkräfte |
| NL1039559C2 (en) * | 2012-04-23 | 2013-10-28 | Bosch Gmbh Robert | Belt-and-pulley-type continuously variable transmission. |
| DE102012020563A1 (de) * | 2012-10-12 | 2014-04-17 | Sram Deutschland Gmbh | Befestigungseinrichtung |
| US10292488B2 (en) * | 2014-06-11 | 2019-05-21 | The Procter & Gamble Company | Filament having unique tip and surface characteristics |
| WO2016069260A1 (en) * | 2014-10-29 | 2016-05-06 | Borgwarner Inc. | Torsionally compliant sprocket with locking mechanism |
| WO2016093064A1 (ja) * | 2014-12-09 | 2016-06-16 | ジヤトコ株式会社 | 変速機構 |
-
2018
- 2018-09-27 JP JP2018182641A patent/JP7174232B2/ja active Active
-
2019
- 2019-06-27 CN CN201910566308.5A patent/CN110953320A/zh active Pending
- 2019-07-09 US US16/505,912 patent/US11198173B2/en active Active
- 2019-07-22 KR KR1020190088115A patent/KR20200035839A/ko not_active Application Discontinuation
- 2019-09-11 DE DE102019124437.4A patent/DE102019124437A1/de active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002122123A (ja) | 2000-10-13 | 2002-04-26 | Kai Kenchiku Sekkei Jimusho:Kk | 座 金 |
| JP2003172332A (ja) | 2001-12-06 | 2003-06-20 | Toyo Hatsujo Kogyo Kk | 座 金 |
| JP2004108508A (ja) | 2002-09-19 | 2004-04-08 | Borg Warner Morse Tec Japan Kk | スプロケット |
| JP2005201295A (ja) | 2004-01-13 | 2005-07-28 | Mitsubishi Fuso Truck & Bus Corp | 歯車 |
| JP2007298077A (ja) | 2006-04-28 | 2007-11-15 | Musashi Seimitsu Ind Co Ltd | カムシャフト |
Also Published As
| Publication number | Publication date |
|---|---|
| US11198173B2 (en) | 2021-12-14 |
| KR20200035839A (ko) | 2020-04-06 |
| CN110953320A (zh) | 2020-04-03 |
| US20200101517A1 (en) | 2020-04-02 |
| DE102019124437A1 (de) | 2020-04-02 |
| JP2020051552A (ja) | 2020-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4602784B2 (ja) | モータのロータコアとシャフトの締結構造 | |
| US5307708A (en) | Camshaft for controlling valves in internal combustion engines | |
| JPH07127646A (ja) | ころ軸受用保持器 | |
| JP4807202B2 (ja) | 回転基部材 | |
| KR20070094925A (ko) | 기어 톱니바퀴 및 기어 톱니바퀴 형성용 전조다이스 | |
| JPWO2008015734A1 (ja) | 組部材と組部材の製造方法 | |
| JP7174232B2 (ja) | 回転部材およびその形成方法 | |
| US20110092326A1 (en) | Pulley for use with toothed belt | |
| WO2020105186A1 (ja) | 波動歯車装置 | |
| JP3189058B2 (ja) | 嵌合部材にシャフトを圧入してなる機械要素及びその製造方法 | |
| JP2006097485A (ja) | カムシャフト及びその組み立て方法 | |
| EP1235003A1 (en) | Sprocket for a roller chain or bushing chain, with teeth having a different flank profile on the same sprocket | |
| JP3670714B2 (ja) | 等速ジョイントの外輪と軸の接合構造 | |
| US20060199652A1 (en) | Connection of two structural parts | |
| JP7311775B2 (ja) | 回転部材およびその形成方法 | |
| KR20130060284A (ko) | 샤프트를 위한 롤러 베어링 | |
| JP2015187493A (ja) | 緩み止め機能を備える雄ねじおよびその製造方法 | |
| KR102326544B1 (ko) | 하모닉 감속기 | |
| JP3707393B2 (ja) | 無段変速機用vベルト | |
| JP2010096257A (ja) | 歯付ベルト用プーリ | |
| JP2008115886A (ja) | 斜歯歯車 | |
| JP6017887B2 (ja) | インナーロータの製造方法及びそのインナーロータ | |
| JP6899866B2 (ja) | トレランスリング | |
| JP2009204575A (ja) | 歯車構造体及び時計 | |
| JP2012140982A (ja) | スラスト玉軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20200715 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7174232 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |