JP7081726B2 - 化粧材、化粧材の製造方法、化粧材を用いた積層体 - Google Patents
化粧材、化粧材の製造方法、化粧材を用いた積層体 Download PDFInfo
- Publication number
- JP7081726B2 JP7081726B2 JP2021565032A JP2021565032A JP7081726B2 JP 7081726 B2 JP7081726 B2 JP 7081726B2 JP 2021565032 A JP2021565032 A JP 2021565032A JP 2021565032 A JP2021565032 A JP 2021565032A JP 7081726 B2 JP7081726 B2 JP 7081726B2
- Authority
- JP
- Japan
- Prior art keywords
- brilliant
- pigment
- ink layer
- combination
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/50—Sympathetic, colour changing or similar inks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0058—Digital printing on surfaces other than ordinary paper on metals and oxidised metal surfaces
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/03—Printing inks characterised by features other than the chemical nature of the binder
- C09D11/033—Printing inks characterised by features other than the chemical nature of the binder characterised by the solvent
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/03—Printing inks characterised by features other than the chemical nature of the binder
- C09D11/037—Printing inks characterised by features other than the chemical nature of the binder characterised by the pigment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/102—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions other than those only involving unsaturated carbon-to-carbon bonds
- C09D11/104—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/106—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C09D11/107—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds from unsaturated acids or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/54—Inks based on two liquids, one liquid being the ink, the other liquid being a reaction solution, a fixer or a treatment solution for the ink
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
- E04F13/08—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements
- E04F13/0866—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements composed of several layers, e.g. sandwich panels or layered panels
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
- E04F13/08—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements
- E04F13/0871—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements having an ornamental or specially shaped visible surface
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
- E04F13/08—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements
- E04F13/12—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements of metal or with an outer layer of metal or enameled metal
- E04F13/123—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements of metal or with an outer layer of metal or enameled metal with an outer layer imitating natural stone, brick work, tiled surface or the like
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
[1]基材上に光輝性柄層を有する化粧材であって、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有する、化粧材。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有量と、前記第2の光輝性インキ層中の前記光輝性顔料の含有量とが異なる。
[3]前記化粧材を平面視したときに、前記第1の光輝性インキ層は、複数の独立した領域の集合体からなり、少なくとも一以上の前記独立した領域は、前記独立した領域内で膜厚が部分的に異なる、[1]に記載の化粧材。
[4]前記第1の光輝性インキ層の少なくとも一以上の前記独立した領域は、前記独立した領域内で0.15μm~6.0μmの範囲で膜厚に分布を有する、[3]に記載の化粧材。
[5]前記化粧材を平面視したときに、前記第2の光輝性インキ層は、複数の独立した領域の集合体からなり、個々の独立した領域の最大膜厚を対比した際に、少なくとも一つの独立した領域の最大膜厚が他の独立した領域の最大膜厚と異なる、[1]に記載の化粧材。
[6]前記化粧材を平面視したときに、前記第2の光輝性インキ層は、複数の独立した領域の集合体からなり、少なくとも一以上の前記独立した領域は、前記独立した領域内で膜厚が部分的に異なる、[1]に記載の化粧材。
[7]前記第2の光輝性インキ層の少なくとも一以上の前記独立した領域は、前記独立した領域内で0.15μm~6.0μmの範囲で膜厚に分布を有する、[6]に記載の化粧材。
[9]前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記(A)の関係を満たし、前記第1の光輝性顔料と前記第2の光輝性顔料とは、視感反射率Y値、分光反射率、L*値、a*値及びb*値から選ばれる反射特性の少なくとも何れかが異なる、[1]乃至[8]のいずれかに記載の化粧材。
[10]前記基材と前記光輝性柄層との間に、更にベースコート層を有し、前記ベースコート層は、単色または無色の層である、[1]乃至[9]のいずれかに記載の化粧材。
[11]前記光輝性柄層上の一部に盛上げ層を有する、[1]乃至[10]のいずれかに記載の化粧材。
[12]前記基材が金属基材である、[1]乃至[11]のいずれかに記載の化粧材。
[13]被着材と、前記被着材に積層された、[1]乃至[12]のいずれかに記載の化粧材とを備える、積層体。
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とは、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有する、化粧材の製造方法。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有割合と、前記第2の光輝性インキ層中の前記光輝性顔料の含有割合とが異なる。
[15]前記基材上に、第1の光輝性インキ層用インキを塗布、乾燥する工程、及び、前記基材上に、第2の光輝性インキ層用インキを塗布、乾燥する工程により、前記光輝性柄層を形成する、[14]に記載の化粧材の製造方法。
[16]剥離層上に前記光輝性柄層を含む転写層を有する転写シートの転写層を、前記基材上に転写する工程により、前記光輝性柄層を形成する、[14]に記載の化粧材の製造方法。
[17]前記基材が金属基材である、[14]乃至[16]のいずれかに記載の化粧材の製造方法。
本開示の化粧材は、基材上に光輝性柄層を有する化粧材であって、前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有する、化粧材である。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有量と、前記第2の光輝性インキ層中の前記光輝性顔料の含有量とが異なる。
図1は、本開示の一実施形態に係る化粧材を説明するための平面概略図である。本開示において「平面視」とは、光輝性柄層が設けられる面側(表面側)から本開示の化粧材を平面方向に視認することを意味する。例えば、図1に示すXYZ座標系で、X軸方向及びY軸方向で表される平面が化粧材の表面に一致し、「平面視」とはZ軸正方向から化粧材表面を見ることに相当する。
少なくとも2種類の光輝性インキ層は、少なくとも第1の光輝性インキ層と、第2の光輝性インキ層とを有する。前記第1の光輝性インキ層と前記第2の光輝性インキ層とは、上記(A)又は(B)の関係を満たす。
前記第1の光輝性インキ層と前記第2の光輝性インキ層とは、上記(A)及び(B)の一方の関係を満たしていればよいが、両方満たしていてもよい。
本明細書において、光輝性インキ層の実施形態に関して、各種の実施形態を区別して説明する場合がある(例えば、上記(A)の実施形態と上記(B)の実施形態とを区別して説明する場合がある。また、後述する(C)の実施形態と後述する(D)の実施形態とを区別して説明する場合がある。)但し、特に断りのない限り、本明細書中の光輝性インキ層の各種の実施形態は、各種の光輝性インキ層に共通する実施形態とする。
第1の光輝性インキ層は、第1の光輝性顔料のみを含有していても良いし、他の光輝性顔料を含んでいても良い。第1の光輝性インキ層に複数種類の光輝性顔料が含まれる場合、第1の光輝性顔料が主成分となるように配合されることが好ましく、第2の光輝性顔料が含まれないことが好ましい。同様に、第2の光輝性インキ層は、第2の光輝性顔料のみを含有していても良いし、他の光輝性顔料を含んでいても良い。第2の光輝性インキ層に複数種類の光輝性顔料が含まれる場合、第2の光輝性顔料が主成分となるように配合されることが好ましく、第1の光輝性顔料が含まれないことが好ましい。
第1の光輝性顔料又は第2の光輝性顔料が主成分であるとは、全光輝性顔料に対する第1の光輝性顔料又は第2の光輝性顔料の割合が50質量%以上であることを意味する。該割合は、好ましくは70質量%以上、より好ましくは90質量%以上、さらに好ましくは100質量%である。
このように、上記(A)の実施形態では、第1の光輝性インキ層と第2の光輝性インキ層とが異なる光輝性顔料を主として含むことにより、第1の光輝性インキ層及び第2の光輝性インキ層を互いに異なる層として視認しやすくすることができる。特に、第1の光輝性インキ層及び第2の光輝性インキ層は、互いに色が異なると、各層の色の違いが明確になるので好ましい。
上記(B)の実施形態において、第1の光輝性インキ層及び第2の光輝性インキ層に含まれる光輝性顔料の種類は、同一であってもよいし、異なっていてもよい。
このように、上記(B)の実施形態では、第1の光輝性インキ層中の光輝性顔料の含有量と、第2の光輝性インキ層中の光輝性顔料の含有量とが異なることにより、第1の光輝性インキ層中の光輝性顔料の積層数と、第2の光輝性インキ層中の光輝性顔料の積層数とに違いを生じさせやすくできる。このため、上記(B)の実施形態では、第1の光輝性インキ層と第2の光輝性インキ層との間で、輝度又は色味に違いを生じさせ、互いに異なる層として視認しやすくできる。
なお、図1では、第1の光輝性インキ層及び第2の光輝性インキ層は複数の独立した領域を有しているが、本開示の化粧材は、第1の光輝性インキ層及び第2の光輝性インキ層の少なくとも一方は、独立した領域の数が1つであっても良い。
光輝性顔料を含む光輝性インキ層は、化粧材への光の入射角度及び観察者が化粧材を観察する角度(視線角度)の組合せに応じて、輝度の程度(強弱)が変化する性質を有する。また、後述する独立した領域内での膜厚の分布や、光輝性インキ層の重なり度合い(重複領域での膜厚の分布)によっても、輝度の程度が変化する性質を有する。特に、重複領域であるRoは、他の領域Ra,Rbに比べて多彩な輝度感を付与しやすい。
更に、光輝性顔料としてパール顔料を用いる場合には、化粧材への光入射角度や観察者の視線角度に応じて、各領域Ra,Rb,Roの色味の変化も生じさせやすくできる。
このように、本開示の化粧材10は、光輝性柄層のパターンを多色又は様々な輝度で表現しやすく、より複雑な意匠を表現しやすくできる。このため、視覚効果に優れる意匠を有する化粧材とすることができる。
第2の光輝性インキ層が複数の独立した領域の集合体からなる場合には、個々の独立した領域の最大膜厚を対比した際に、少なくとも一つの独立した領域の最大膜厚が他の独立した領域の最大膜厚と異なっていることが好ましい。
同様に、第2の光輝性インキ層が1つの独立した領域として部分的に設けられる場合には、平面視したときの独立した領域内の任意の位置における膜厚は、独立した領域内の他の位置における膜厚と異なることが好ましい。
化粧材を平面視したときに、第2の光輝性インキ層は、複数の独立した領域の集合体からなり、少なくとも一以上の独立した領域は、独立した領域内で膜厚が部分的に異なることが好ましい。
なお、本開示において「断面」とは、化粧材を下地及び光輝性柄層が積層する方向に切断した面に相当する。例えば、図1に示す化粧材をZ軸方向に切断した断面を意味する。
第1の光輝性インキ層及び第2の光輝性インキ層、並びに後述する第3の光輝性インキ層において、1つの独立した領域内で部分的に膜厚を異ならせる場合、0.15μm~6.0μmの範囲で膜厚に分布を持たせることが好ましい。膜厚分布は0.20μm~4.0μmがより好ましい。
また、1つの独立した領域内で部分的に膜厚を異ならせる手段としては、上述した版のインキ転移量に関する手段が挙げられ、さらには、インキのレベリング性を低くする手段が挙げられる。これらの手段の中では、版深の制御が好ましい。
図3は、図1における符号Fで示す領域のL-L’断面概略図である。図3は、第1の光輝性インキ層を形成した後に、第2の光輝性インキ層を形成した例であり、独立した領域内で膜厚を部分的に変えた例である。図3においても、本開示の理解の為、独立した領域の基材面方向の寸法に比べ、厚み方向の寸法を拡大し強調している。
図3に例示する第1の光輝性インキ層の独立した領域16A-1は、図2において説明したように、山型の断面形状を有する。重複する領域Roにおいて、独立した領域16A-1の膜厚は、中央から端部に向かって漸減するように、連続的に変化している。
第3の光輝性インキ層は、下記(C)又は(D)の関係を満たす。
(C)第3の光輝性インキ層は、前記第1の光輝性顔料及び前記第2の光輝性顔料とは異なる第3の光輝性顔料を含む。
(D)第3の光輝性インキ層が光輝性顔料を含み、第3の光輝性インキ層中の光輝性顔料の含有割合が、前記第1の光輝性インキ層中の光輝性顔料の含有割合、及び、前記第2の光輝性インキ層中の光輝性顔料の含有割合と異なる。
第3の光輝性インキ層は、上記(C)及び(D)の一方の関係を満たしていればよいが、両方満たしていてもよい。
上記(C)の実施形態では、第3の光輝性インキ層は、第1の光輝性顔料及び第2の光輝性顔料と異なる第3の光輝性顔料を含むため、第1の光輝性インキ層及び第2の光輝性インキ層と異なる色を呈する。特に、第1の光輝性インキ層、第2の光輝性インキ層及び第3の光輝性インキ層の色が互いに異なると、各層の色の違いが明確になるので好ましい。
上記(C)の実施形態は、上記(A)の実施形態と組み合わせることが好ましい。
上記(D)の実施形態において、第3の光輝性インキ層に含まれる光輝性顔料の種類は、第1の光輝性インキ層及び第2の光輝性インキ層に含まれる光輝性顔料の種類と同一であってもよいし、異なっていてもよい。
上記(D)の実施形態では、第3の光輝性インキ層中の光輝性顔料の含有割合が、前記第1の光輝性インキ層中の光輝性顔料の含有割合、及び、前記第2の光輝性インキ層中の光輝性顔料の含有割合と異なることにより、第3の光輝性インキ層中の光輝性顔料の積層数と、第1の光輝性インキ層中の光輝性顔料の積層数及び第2の光輝性インキ層中の光輝性顔料の積層数とに違いを生じさせやすくできる。このため、上記(D)の実施形態では、第3の光輝性インキ層と、第1の光輝性インキ層及び第2の光輝性インキ層との間で、輝度又は色味に違いを生じさせ、互いに異なる層として視認しやすくできる。
上記(D)の実施形態は、上記(B)の実施形態と組み合わせることが好ましい。
また、第3の光輝性インキ層が1つの独立した領域として部分的に設けられる場合には、平面視したときの独立した領域内の任意の位置における膜厚は、独立した領域内の他の位置における膜厚と異なることが好ましい。
また、化粧材を平面視したときに、第3の光輝性インキ層は、複数の独立した領域の集合体からなり、少なくとも一以上の独立した領域は、独立した領域内で膜厚が部分的に異なることが好ましい。
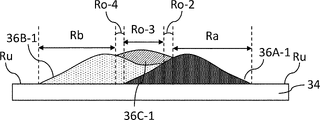
第2の光輝性インキ層の独立した領域36B-1は、重複する領域Ro-3では独立した領域36A-1上に乗っており、独立した領域36B-1の膜厚は変化している。
第3の光輝性インキ層の独立した領域36C-1は、重複する領域Ro-2,Ro-3、Ro-4では、独立した領域36A-1及び/又は独立した領域36B-1上に乗っており、独立した領域36C-1の膜厚は変化している。
従って、上記の構成によっても、各光輝性インキ層の膜厚を部分的に異ならせることによって、色の濃淡、混色度合い、及び輝度の強弱についての自然なグラデーションを表現しやすくできる。このため、更に変化に富む色の表現が可能となり、様々な模様を表現しやすくできる。この結果、視覚効果に特に優れる意匠を有する化粧材を得ることができる。
本開示の化粧材により表現できる模様の好適例としては、鉄皮模様、錆模様や焼付け模様等、表面に金属酸化物被膜を有する金属板表面の模様が挙げられ、さらには、金属板表面の油膜模様などの干渉による光沢を有する金属板表面模様も挙げられる。
また、本開示の化粧材により表現できる模様としては、大理石模様(例えばトラバーチン大理石模様)、花崗岩板の劈開面等の岩石の表面を模した石目模様、木目模様(特に照りの光沢部分を有する木目模様)、布地模様(特に干渉光沢を含む絹織物を模した布地模様)、レザーのシボを表現した模様(皮シボ)、タイル貼模様、煉瓦積模様、梨地模様、砂目模様、幾何学模様、玉虫模様等も挙げられる。
図6は、本開示の一実施形態に係る化粧材の断面概略図である。図6は、例えば図1におけるZ軸方向に切断したときの断面概略図である。
図6の化粧材100は、基材102上に、プライマー層104、ベースコート層106、光輝性柄層108、保護層110、盛上げ層120、表面コート層112がこの順で設けられる。本開示において、盛上げ層120と表面コート層112との両方が設けられる構成としても良いし、どちらか一方が設けられる構成としても良い。例えば、図6の構成に代えて、盛上げ層を省略し、保護層110の上に直接表面コート層112を形成した層構成とすることもできる。盛上げ層の有無によらず、保護層は設けられても良く、省略することも可能である。
以下、各層について詳細に説明する。
基材102としては、化粧材として通常用いられるものであれば、特に限定されない。例えば、樹脂基材、金属基材、窯業系基材、繊維質基材、木質系基材等を用途に応じて適宜選択することができる。上記各基材はそれぞれ単独で使用してもよいが、任意の組み合わせによる積層体であってもよい。基材102が積層体である場合は、積層体のそれぞれの層間に接着層を更に設ける構成であってもよい。
また、繊維質基材として、紙基材の表面に塩化ビニル樹脂層を設けたビニル壁紙原反等も用いることができる。
プライマー層104は、必要に応じて、基材102と光輝性柄層108との間に設けられる。化粧材がベースコート層106を有する場合、プライマー層104は、基材102とベースコート層106との間に設けることが好ましい。プライマー層104は、基材102とベースコート層106、又は、基材102と光輝性柄層108との良好な密着性を確保する役割を果たす。
プライマー層を構成する材料としては、樹脂等が挙げられる。樹脂の種類は、プライマー層と接する層の材質(例えば、基材102の材質及び後述するベースコート層106のバインダーとなる樹脂の材質)を考慮して選択することができる。プライマー層用インキは、適宜溶媒を含んでも良い。
ベースコート層106は、必要に応じて、基材102と光輝性柄層108との間に設けられる層である。ベースコート層106は基材の全面に設けられることが好ましい。
ベースコート層106を任意の色に着色することにより、光輝性柄層108の下地として意図する色彩を付与することができる。ベースコート層106は、着色の不透明層として形成し、視認者から見たときに基材102を隠蔽するとともに、意図する色彩を付与することが好ましい。例えば、黒など濃色の不透明層をベースコート層として形成する場合、錆、焼け感などの意匠を表現することができる。
一方、ベースコート層106を無色の層(透明層)とすることにより、基材102が有している模様、色彩、光沢等の外観を生かすことができる。また、透明層をベースコート層として形成する場合、油膜などの意匠を表現することができる。
以上のように、ベースコート層を、化粧材の色彩のベースして機能させることにより、化粧材の意匠性を高めることができる
ベースコート層を構成する材料としては、樹脂等が挙げられる。ベースコート層用インキは、適宜溶媒を含んでも良い。
ベースコート層106の形成に使用される樹脂は、特に制限されない。例えば、フッ素樹脂、(メタ)アクリル樹脂、ウレタン樹脂、ポリエステル樹脂、ポリアミド樹脂、(メタ)アクリル酸エステル-オレフィン共重合体、塩化ビニル-酢酸ビニル共重合体、エチレン-酢酸ビニル共重合体(EVA樹脂)、アイオノマー樹脂、オレフィン-αオレフィン共重合体等の熱可塑性樹脂;フッ素樹脂、エポキシ樹脂、フェノール樹脂、ユリア樹脂、ポリエステル樹脂、メラミン樹脂、アルキド樹脂、ポリイミド樹脂、シリコーン樹脂、水酸基官能基アクリル樹脂、カルボキシル官能基アクリル樹脂、アミド官能性共重合体、ウレタン樹脂等の硬化性樹脂等が挙げられる。なお、ここで、硬化性樹脂には、熱硬化性樹脂、電離放射線硬化性樹脂、2液型硬化性樹脂等が含まれる。
ベースコート層106に配合される着色剤は、特に制限されない。例えば、カーボンブラック、鉄黒、チタン白、アンチモン白、黄チタン黄、弁柄、カドミウム赤、群青、コバルトブルー等の無機顔料;キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー等の有機顔料又は染料等が挙げられる。これらの着色料は、1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。
光輝性柄層108による模様を際立たせやすくするためには、ベースコート層106に濃色の着色剤を配合することが好ましい。濃色の着色剤としては、カーボンブラック及び酸化鉄等が挙げられる。
光輝性柄層108は、基材102の表面側に設けられ、化粧材に意匠性を付与する層である。上記したように、光輝性柄層108は複数の光輝性インキ層から構成される。
光輝性インキ層を構成する材料としては、バインダー樹脂及び光輝性顔料等が挙げられる。光輝性インキ層用インキは、適宜溶媒、艷消剤等を含んでも良い。光輝性インキ層が艶消剤を含む場合、光輝性顔料の視覚効果の低下を抑制するため、艶消剤の粒径は5μm未満であることが好ましく、4μm以下であることがより好ましく、3μm以下であることがさらに好ましい。
パール顔料としては、干渉パール顔料(偏光パール顔料);着色パール顔料;白色パール顔料;真珠貝等の貝の貝殻、塩基性炭酸鉛、酸塩化ビスマス等からなる鱗片状箔片;等が挙げられる。
干渉パール顔料は、雲母、アルミニウム、ガラス等の鱗片状箔片の母体表面を被覆層で被覆して成り、被覆層が二酸化チタン等の無色高屈折率材料であり、かつ被覆層の厚みが0.15μm超のものである。この厚みによって、反射光及び透過光が変化し、種々の干渉色を生じる。
着色パール顔料は、有彩色であり、母体表面の被覆層を酸化第二鉄等の有色高屈折率材料としたもの、白色パール顔料の周囲をさらに酸化第二鉄等の有色高屈折率材料もしくはその他の有色顔料で被覆したもの、又は、被覆層中に顔料やその他の着色剤を添加したもの等がある。
白色パール顔料は、雲母、アルミニウム、ガラス等の鱗片状箔片の母体表面を、二酸化チタン等の無色高屈折率材料かなる被覆層で覆ったものであり、かつ被覆層の厚みが0.1~0.15μm程度と比較的小さいものであり、光のほぼすべての波長を反射するため、白色もしくは銀色に見える。
メタリック顔料としては、アルミニウム、真鍮、錫、金、銀、銅等の金属の鱗片状箔片からなるものが挙げられる。
本開示の化粧材は、化粧材の効果を阻害しない範囲で、光輝性インキ層以外の層に光輝性顔料を含有していてもよい。但し、光輝性インキ層以外の層における光輝性顔料の含有量は少量が好ましい。光輝性インキ層以外の層における光輝性顔料の含有量は、層の全固形分に対して4質量%以下が好ましく、2質量%以下がより好ましく、最も好ましくは0質量%である。
第1の光輝性顔料と第2の光輝性顔料とが異なる例として、下記(1)~(12)の組み合わせが挙げられる。勿論、組み合わせは下記の例だけに限定される訳では無く、下記以外の組合せも可能である。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。
(6)アルミニウム顔料と、白色パール顔料との組み合わせ。
(7)アルミニウム顔料と、干渉パール顔料との組み合わせ。
(8)アルミニウム顔料と、着色パール顔料との組み合わせ。
(9)アルミニウム顔料と、真鍮顔料との組み合わせ。
(10)真鍮顔料と、白色パール顔料との組み合わせ。
(11)真鍮顔料と、干渉パール顔料との組み合わせ。
(12)真鍮顔料と、着色パール顔料との組み合わせ。
本開示においては、光沢インキ層同士が重なった場合に混色や輝度の重畳効果、及び、化粧材への光入射角度や観察者の視線角度を変えたときの色味の変化を生かす観点で、パール顔料を用いることが好ましい。特に、干渉色を利用した外観の意匠表現が可能であることから、干渉パール顔料を用いることが好ましい。パール顔料、特に干渉パール顔料を用いることにより、鉄皮模様、錆模様や焼付け模様等、表面に金属酸化物被膜を有する金属板表面の模様を再現しやすくできる。
第1の含有量と第2の含有量との差の絶対値は、1質量部以上であることが好ましく、3質量部以上であることがより好ましく、5質量部以上であることがさらに好ましい。第1の含有量と第2の含有量との差の絶対値の上限は特に制限されないが、15質量部以下であることが好ましく、12質量部以下であることがより好ましく、10質量部以下であることがさらに好ましい。
第3の含有量と、第1の含有量及び第2の含有量との差の絶対値は、それぞれ、1質量部以上であることが好ましく、3質量部以上であることがより好ましく、5質量部以上であることがさらに好ましい。第3の含有量と、第1の含有量及び第2の含有量との差の絶対値の上限は特に制限されないが、それぞれ、15質量部以下であることが好ましく、12質量部以下であることがより好ましく、10質量部以下であることがさらに好ましい。
光輝性顔料は、平均長さと平均厚みとのアスペクト比(平均長さ/平均厚み)が10以上180以下であることが好ましい。
盛上げ層120は、必要に応じて、光輝性柄層108上の少なくとも一部に設けられる。盛上げ層は、化粧材に触感と視覚的効果(グロスマット効果)を付与する層である。
盛上げ層と光輝性柄層との組み合わせにより、鉄皮模様及び錆模様を再現しやすくできる。盛上げ層と光輝性柄層とを組み合わせ、かつ、ベースコート層が濃色の着色剤を含むことにより、より鉄皮模様及び錆模様を再現しやすくできる。さらに、基材として金属基材を用いることにより、より鉄皮模様及び錆模様を再現しやすくできる。また、盛上げ層を有する部分と、盛上げ層を有さない部分とでは、光輝性柄層の見え方を変えることができる。このため、盛上げ層は、光輝性柄層上の一部に設けることが好ましい。光輝性柄層上の一部に盛上げ層を形成することにより、例えば、化粧材の面内に、錆びて見える領域と、錆びて見えない領域とを形成することができ、視覚効果をさらに高めることができる(盛上げ層を形成した箇所は、グロスが低下するため、錆びて見えやすい。)。光輝性柄層上の一部に盛上げ層を形成するとは、化粧材を平面視した際に、平面視される光輝性柄層の一部に、平面視される盛上げ層が重なっている状態を意味する。
化粧材に要求される仕様に応じて、盛上げ層120を設けない場合もある。
盛上げ層120は、化粧材100を表面側から見たときに基材102の全面に設けられていても良いし、一部分に所定のパターンで設けられていても良い。
盛上げ層120は、複数の凸部領域122に起因する凹凸(比較的大きな凹凸)と、個々の凸部領域122表面の粒子124に起因する凹凸(比較的小さな凹凸)とにより、優れた触感及びグロスマット効果を付与しやすくできる。
盛上げ層を構成する材料としては、粒子及びバインダー樹脂等が挙げられる。盛上げ層用インキは、適宜溶媒を含んでも良い。
盛上げ層120のバインダー樹脂としては、例えば、ウレタン系樹脂、アクリルポリオール系樹脂、アクリル系樹脂、エステル系樹脂、アミド系樹脂、ブチラール系樹脂、スチレン系樹脂、ウレタン-アクリル共重合体、ポリカーボネート系ウレタン-アクリル共重合体(ポリマー主鎖にカーボネート結合を有し、末端、側鎖に2個以上の水酸基を有する重合体(ポリカーボネートポリオール)由来のウレタン-アクリル共重合体)、塩化ビニル-酢酸ビニル共重合体、塩化ビニル-酢酸ビニル-アクリル共重合体、塩素化プロピレン系樹脂、ニトロセルロース系樹脂(硝化綿)、酢酸セルロース系樹脂、フッ素系樹脂等の樹脂が好ましく挙げられ、これらを単独で、又は複数種を組み合わせて用いることができる。
触感と盛上げ層の耐久性(粒子の脱落しにくさ)を考慮すると、粒子124の粒径は、5μm~60μmであることが好ましい。本明細書において、各種の粒子の粒径は、動的光散乱方法で測定した粒子径分布を体積累積分布で表したときの50%粒子径(d50:メジアン径)である。
無機フィラーの含有量は、バインダー樹脂100質量部に対し、5質量部~40質量部であることが好ましく、10質量部~30質量部であることがより好ましく、15質量部~25質量部であることが更に好ましい。
このように無機フィラーを含むことにより、盛上げ層120が形成された領域と、盛上げ層120がない領域との光沢差を大きくして、高級感のある意匠を化粧材に付与しやすくできる。
保護層110は、必要に応じて、光輝性柄層108上に形成される。化粧材が盛上げ層120を有する場合、保護層110は、光輝性柄層108と盛上げ層120との間に形成することが好ましい。保護層は、例えば、光輝性柄層108を保護する役割を果たす。また、保護層110は、光輝性柄層108と盛上げ層120との密着性を向上させる役割を果たす。保護層110は、表面側から見たときに基材102の全面に設けられていても良いし、一部分に設けられていても良い。
保護層を構成する材料としては、樹脂等が挙げられる。保護層用インキは、適宜溶媒を含んでも良い。
艶消し剤としては、シリカ、クレー、重質炭酸カルシウム、軽質炭酸カルシウム、沈降性硫酸バリウム、ケイ酸カルシウム、合成ケイ酸塩、及びケイ酸微粉末等の粒子からなる無機フィラー等が挙げられる。艶消し剤の体積平均粒径は、好ましくは1~20μmであり、より好ましくは3~10μm、更に好ましくは5~7μmである。
化粧材100の最表面には、耐候性、耐擦傷性、耐摩耗性、耐汚染性等の耐久性を向上させるために、必要に応じて、表面コート層112を形成しても良い。盛上げ層120が最表面に露出した形態でも所望の耐久性が発現する場合には、表面コート層を省略することができる。
表面コート層を構成する材料としては、樹脂等が挙げられる。表面コート層用インキは、適宜溶媒を含んでも良い。
表面コート層112の形成に使用される樹脂は、特に制限されない。例えば、(メタ)アクリル樹脂、ポリウレタン樹脂、ポリエステル樹脂、ポリアミド樹脂、(メタ)アクリル酸エステル-オレフィン共重合体、塩化ビニル-酢酸ビニル共重合体、エチレン-酢酸ビニル共重合体(EVA樹脂)、アイオノマー樹脂、オレフィン-αオレフィン共重合体樹等の熱可塑性樹脂;エポキシ樹脂、フェノール樹脂、ユリア樹脂、不飽和ポリエステル樹脂、メラミン樹脂、アルキド樹脂、ポリイミド樹脂、シリコーン樹脂、水酸基官能性アクリル樹脂、カルボキシル官能性アクリル樹脂、アミド官能性共重合体、ウレタン樹脂、フッ素樹脂等が挙げられる。これらの樹脂は、1種単独で使用してもよく、また2種以上を組み合わせて使用してもよい。
艶消し剤としては、シリカ、クレー、重質炭酸カルシウム、軽質炭酸カルシウム、沈降性硫酸バリウム、ケイ酸カルシウム、合成ケイ酸塩、及びケイ酸微粉末等の粒子からなる無機フィラー等が挙げられる。艶消し剤の粒径は、好ましくは1~20μmであり、より好ましくは3~10μm、更に好ましくは5~7μmである。表面コート層の艶消剤の粒径は、盛上げ層の粒子の粒径より小さいことが好ましい。
(1)基材/プライマー層/ベースコート層/光輝性柄層/保護層/盛上げ層/表面コート層
(2)基材/プライマー層/ベースコート層/光輝性柄層/表面コート層
(3)基材/プライマー層/ベースコート層/光輝性柄層/保護層/盛上げ層
(4)基材/プライマー層/ベースコート層/光輝性柄層/保護層
(5)基材/プライマー層/ベースコート層/光輝性柄層
(6)基材/プライマー層/光輝性柄層/表面コート層
(7)基材/プライマー層/光輝性柄層/保護層
(8)基材/プライマー層/光輝性柄層
本開示の化粧材の製造方法は、基材上に光輝性柄層を形成する工程を含む化粧材の製造方法であって、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とは、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有する、ものである。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有割合と、前記第2の光輝性インキ層中の前記光輝性顔料の含有割合とが異なる。
(i)前記基材上に、第1の光輝性インキ層用インキを塗布、乾燥する工程、及び、前記基材上に、第2の光輝性インキ層用インキを塗布、乾燥する工程。
(ii)剥離層上に前記光輝性柄層を含む転写層を有する転写シートの転写層を、前記基材上に転写する工程。
化粧材が光輝性柄層以外の層を有する場合、光輝性柄層以外の層は、例えば、各層を構成する材料を含むインキを、基材上又は光輝性柄層上等の所定の箇所に塗布、乾燥することにより形成することができる。
転写層が光輝性柄層以外の層を有する場合、光輝性柄層以外の層は、例えば、各層を構成する材料を含むインキを、剥離層上又は光輝性柄層上等の所定の箇所に塗布、乾燥することにより形成することができる。
上記(ii)の方法において、転写シートは、剥離層と転写層との界面で剥離可能なものである。転写シートは、支持体上に、剥離層及び転写層を有し、剥離層と転写層との界面で剥離可能であることが好ましい。
上記(ii)の方法において、化粧材の表面を凹凸形状とする場合には、剥離層の表面形状を凹凸形状とすることが好ましい。剥離層の表面形状を凹凸形状とすることにより、剥離層の表面形状を反転した形状を、化粧材の表面形状として付与することができる。
例えば、ベースコート層の形成には、フローコーターコート、ロールコート、リバースコート、エアースプレー塗装、静電塗装、粉体塗装などを適用することができる。光輝性柄層(光輝性インキ層)、保護層、表面コート層の形成には、グラビア印刷、オフセット印刷、フレキソ印刷、活版印刷、スクリーン印刷、インクジェット印刷に代表されるオンデマンド印刷などを適用することができる。また、盛上げ層の形成には、グラビア印刷を適用することが好ましい。
また、基材として金属基材を用いる場合には、最表層(盛上げ層、または、表面コート層)を形成した後、高温(例えば、基材到達温度150~270℃)での焼付け工程を行っても良い。
本実施形態の積層体は、被着材と、前記被着材上に積層された、上述した本開示の化粧材とを備えるものである。被着材と化粧材とは、接着剤層、鋲等で固定されていることが好ましい。
被着材は、積層体の用途に応じて適宜選択することができる。例えば、被着材としては、金属部材、木質部材、窯業部材、樹脂部材が挙げられる。
本開示の化粧材及び積層体は、例えば、内装部材又は外装部材の表面化粧板として使用できる。
内装部材としては、壁、床、天井等の内装用建築部材の表面材;間仕切り、扉、窓枠、手すり、周り縁、ユニットバス等の内装用建具の表面材;自動車、電車等の車両の内装材;家電製品の表面材;などが挙げられる。
外装部材としては、屋根、壁、床、ベランダの目隠し、軒下、天井等の外装用建築部材の表面材;玄関ドア、扉、窓枠、手すり、周り縁、モール等の外装用建具の表面材;自動車、電車等の車両の外装材;等が挙げられる。
鋼板(大きさ800mm×2000mm、厚さ0.6mm)の全面に、下記処方のプライマー層用インキを、乾燥後の膜厚が2μmとなるようにロールコートにより塗工した。その後、230℃(基材到達温度)で乾燥させて、プライマー層を形成した。
<プライマー層用インキ>
・熱硬化性ポリエステル樹脂
・溶剤(シクロヘキサノン、プロピレングリコールモノメチルエーテルアセテート、スワゾール、ナフタレン)
・固形分:74%
<ベースコート層用インキ>
・熱硬化性ポリエステル樹脂
・着色剤(カーボンブラック、酸化チタン、酸化鉄、及び黄色酸化鉄):樹脂100質量部に対して25質量部
・溶剤(キシレン、シクロヘキサノン)
<光輝性インキ層用インキ>
・熱硬化性ポリエステル樹脂(バインダー樹脂)
・第1の光輝性インキ層用インキ中の第1の光輝性顔料(パール顔料):D-BASF製「Lumina Exterior Turquoise T303D」、バインダー樹脂100質量部に対して、パール顔料7.5質量部。
・第2の光輝性インキ層用インキ中の第2の光輝性顔料(パール顔料):D-BASF製「Mearlin Exterior CFS Super Copper 3503Z」、バインダー樹脂100質量部に対して、パール顔料5質量部。
・第3の光輝性インキ層用インキ中の第3の光輝性顔料(パール顔料):D-BASF製「Lumina Exterior Aqua Blue 7303D」、バインダー樹脂100質量部に対して、パール顔料7.5質量部。
・溶剤(キシレン、シクロヘキサノン)
<保護層用インキ>
・熱硬化性アクリル樹脂
・溶剤(キシレン、シクロヘキサノン)
<盛上げ層用インキ>
・熱硬化性アクリル樹脂
・アクリル樹脂粒子(粒径30μm):バインダー樹脂100質量部に対して20質量部
・シリカ:バインダー樹脂100質量部に対し8質量部
・着色剤(カーボンブラック):バインダー樹脂100質量部に対して10質量部
・溶剤(キシレン、シクロヘキサノン)
光輝性柄層として、第1の光輝性インキ層(光輝性顔料としてD-BASF製:Lumina Exterior Turquoise T303Dを含む)のみを基材の一部分に形成したこと以外は、実施例1と同様にして、比較例1の化粧材を得た。
<外観評価>
実施例及び比較例の化粧材について、外観評価を行った。
図7は、実施例1の化粧材の外観写真である。実施例1では、光輝性柄層により、多色表現、色の濃淡、自然なグラデーションを表現することができた(特に図7における実線で囲った部分)。また、角度を変えて観察した場合に、輝度の変化が感じられた。結果として、本物の黒鉄皮の模様を再現することができた。また、実施例1の化粧材では、盛上げ層による視覚効果(グロスマット効果)及び触感(凹凸感)も確認された。
12,106:光輝性柄層
14,34,102:基材
Claims (20)
- 基材上に光輝性柄層を有する化粧材であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は、複数の独立した領域の集合体からなり、個々の独立した領域の最大膜厚を対比した際に、少なくとも一つの独立した領域の最大膜厚が他の独立した領域の最大膜厚と異なる、化粧材。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせが、下記(1)~(12)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。
(6)アルミニウム顔料と、白色パール顔料との組み合わせ。
(7)アルミニウム顔料と、干渉パール顔料との組み合わせ。
(8)アルミニウム顔料と、着色パール顔料との組み合わせ。
(9)アルミニウム顔料と、真鍮顔料との組み合わせ。
(10)真鍮顔料と、白色パール顔料との組み合わせ。
(11)真鍮顔料と、干渉パール顔料との組み合わせ。
(12)真鍮顔料と、着色パール顔料との組み合わせ。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有量と、前記第2の光輝性インキ層中の前記光輝性顔料の含有量とが異なる。 - 基材上に光輝性柄層を有する化粧材であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は、複数の独立した領域の集合体からなり、少なくとも一以上の前記独立した領域は、前記独立した領域内で膜厚が部分的に異なる、化粧材。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせが、下記(1)~(12)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。
(6)アルミニウム顔料と、白色パール顔料との組み合わせ。
(7)アルミニウム顔料と、干渉パール顔料との組み合わせ。
(8)アルミニウム顔料と、着色パール顔料との組み合わせ。
(9)アルミニウム顔料と、真鍮顔料との組み合わせ。
(10)真鍮顔料と、白色パール顔料との組み合わせ。
(11)真鍮顔料と、干渉パール顔料との組み合わせ。
(12)真鍮顔料と、着色パール顔料との組み合わせ。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有量と、前記第2の光輝性インキ層中の前記光輝性顔料の含有量とが異なる。 - 前記第1の光輝性インキ層の少なくとも一以上の前記独立した領域は、前記独立した領域内で0.15μm~6.0μmの範囲で膜厚に分布を有する、請求項2に記載の化粧材。
- 基材上に光輝性柄層を有する化粧材であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接し、
前記化粧材を平面視したときに、前記第2の光輝性インキ層は、複数の独立した領域の集合体からなり、個々の独立した領域の最大膜厚を対比した際に、少なくとも一つの独立した領域の最大膜厚が他の独立した領域の最大膜厚と異なる、化粧材。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせが、下記(1)~(12)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。
(6)アルミニウム顔料と、白色パール顔料との組み合わせ。
(7)アルミニウム顔料と、干渉パール顔料との組み合わせ。
(8)アルミニウム顔料と、着色パール顔料との組み合わせ。
(9)アルミニウム顔料と、真鍮顔料との組み合わせ。
(10)真鍮顔料と、白色パール顔料との組み合わせ。
(11)真鍮顔料と、干渉パール顔料との組み合わせ。
(12)真鍮顔料と、着色パール顔料との組み合わせ。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有量と、前記第2の光輝性インキ層中の前記光輝性顔料の含有量とが異なる。 - 基材上に光輝性柄層を有する化粧材であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接し、
前記化粧材を平面視したときに、前記第2の光輝性インキ層は、複数の独立した領域の集合体からなり、少なくとも一以上の前記独立した領域は、前記独立した領域内で膜厚が部分的に異なる、化粧材。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせが、下記(1)~(12)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。
(6)アルミニウム顔料と、白色パール顔料との組み合わせ。
(7)アルミニウム顔料と、干渉パール顔料との組み合わせ。
(8)アルミニウム顔料と、着色パール顔料との組み合わせ。
(9)アルミニウム顔料と、真鍮顔料との組み合わせ。
(10)真鍮顔料と、白色パール顔料との組み合わせ。
(11)真鍮顔料と、干渉パール顔料との組み合わせ。
(12)真鍮顔料と、着色パール顔料との組み合わせ。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有量と、前記第2の光輝性インキ層中の前記光輝性顔料の含有量とが異なる。 - 前記第2の光輝性インキ層の少なくとも一以上の前記独立した領域は、前記独立した領域内で0.15μm~6.0μmの範囲で膜厚に分布を有する、請求項5に記載の化粧材。
- 前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層の膜厚及び前記第2の光輝性インキ層の膜厚の少なくとも何れかが部分的に異なる、請求項1乃至請求項6のいずれか1項に記載の化粧材。
- 基材上に光輝性柄層を有する化粧材であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接する、化粧材。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせが、下記(1)~(5)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。 - 前記第1の光輝性顔料が1種単独であり、かつ、前記第2の光輝性顔料が1種単独である、請求項1乃至請求項8のいずれか1項に記載の化粧材。
- 前記基材と前記光輝性柄層との間に、更にベースコート層を有し、前記ベースコート層は、単色または無色の層である、請求項1乃至請求項9のいずれか1項に記載の化粧材。
- 基材上に光輝性柄層を有する化粧材であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接し、
前記光輝性柄層上の一部に盛上げ層を有する、化粧材。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせが、下記(1)~(12)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。
(6)アルミニウム顔料と、白色パール顔料との組み合わせ。
(7)アルミニウム顔料と、干渉パール顔料との組み合わせ。
(8)アルミニウム顔料と、着色パール顔料との組み合わせ。
(9)アルミニウム顔料と、真鍮顔料との組み合わせ。
(10)真鍮顔料と、白色パール顔料との組み合わせ。
(11)真鍮顔料と、干渉パール顔料との組み合わせ。
(12)真鍮顔料と、着色パール顔料との組み合わせ。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有量と、前記第2の光輝性インキ層中の前記光輝性顔料の含有量とが異なる。 - 前記第1の光輝性顔料及び前記第2の光輝性顔料として、干渉パール顔料、着色パール顔料及び白色パール顔料から選ばれるパール顔料のみを含む、請求項8に記載の化粧材。
- 前記第1の光輝性インキ層及び前記第2の光輝性インキ層の少なくとも何れかが、複数の独立した領域の集合体からなる、請求項8又は11に記載の化粧材。
- 前記化粧材を平面視したときに、前記化粧材の面内に前記光輝性柄層が形成されていない箇所を有する、請求項1乃至請求項13のいずれか1項に記載の化粧材。
- 被着材と、前記被着材に積層された、請求項1乃至請求項14のいずれか1項に記載の化粧材とを備える、積層体。
- 基材上に光輝性柄層を形成する工程を含む化粧材の製造方法であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接する、化粧材の製造方法。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせが、下記(1)~(5)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。 - 前記第1の光輝性顔料が1種単独であり、かつ、前記第2の光輝性顔料が1種単独である、請求項16に記載の化粧材。
- 基材上に光輝性柄層を形成する工程を含む化粧材の製造方法であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接し、
前記基材上に、第1の光輝性インキ層用インキを塗布、乾燥する工程、及び、前記基材上に、第2の光輝性インキ層用インキを塗布、乾燥する工程により、前記光輝性柄層を形成する、化粧材の製造方法。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせは、下記(1)~(12)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。
(6)アルミニウム顔料と、白色パール顔料との組み合わせ。
(7)アルミニウム顔料と、干渉パール顔料との組み合わせ。
(8)アルミニウム顔料と、着色パール顔料との組み合わせ。
(9)アルミニウム顔料と、真鍮顔料との組み合わせ。
(10)真鍮顔料と、白色パール顔料との組み合わせ。
(11)真鍮顔料と、干渉パール顔料との組み合わせ。
(12)真鍮顔料と、着色パール顔料との組み合わせ。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有割合と、前記第2の光輝性インキ層中の前記光輝性顔料の含有割合とが異なる。 - 基材上に光輝性柄層を形成する工程を含む化粧材の製造方法であって、
前記基材が金属基材であり、
前記光輝性柄層は、少なくとも、第1の光輝性インキ層と、第2の光輝性インキ層とを有し、
前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、下記(A)又は(B)の関係を満たし、
前記化粧材を平面視したときに、前記光輝性インキ層の各々は、前記基材の少なくとも一部分に設けられ、
前記化粧材を平面視したときに、前記第1の光輝性インキ層は前記第2の光輝性インキ層と重複する領域と重複しない領域とを有し、かつ、前記第2の光輝性インキ層は前記第1の光輝性インキ層と重複する領域と重複しない領域とを有し、
前記化粧材を平面視したときに、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが重複する領域において、前記第1の光輝性インキ層と前記第2の光輝性インキ層とが、前記化粧材の厚み方向において接し、
剥離層上に前記光輝性柄層を含む転写層を有する転写シートの転写層を、前記基材上に転写する工程により、前記光輝性柄層を形成する、化粧材の製造方法。
(A)前記第1の光輝性インキ層は第1の光輝性顔料を含み、前記第2の光輝性インキ層は前記第1の光輝性顔料とは異なる第2の光輝性顔料を含む。さらに、前記第1の光輝性顔料と前記第2の光輝性顔料との組み合わせは、下記(1)~(12)の群から選ばれる何れかである。
(1)白色パール顔料と、干渉パール顔料との組み合わせ。
(2)白色パール顔料と、着色パール顔料との組み合わせ。
(3)干渉パール顔料と、着色パール顔料との組み合わせ。
(4)第1の干渉パール顔料と、前記第1の干渉パール顔料とは被覆層の厚みが異なる第2の干渉パール顔料との組み合わせ。
(5)第1の着色パール顔料と、前記第1の着色パール顔料とは色味の異なる第2の着色パール顔料との組み合わせ。
(6)アルミニウム顔料と、白色パール顔料との組み合わせ。
(7)アルミニウム顔料と、干渉パール顔料との組み合わせ。
(8)アルミニウム顔料と、着色パール顔料との組み合わせ。
(9)アルミニウム顔料と、真鍮顔料との組み合わせ。
(10)真鍮顔料と、白色パール顔料との組み合わせ。
(11)真鍮顔料と、干渉パール顔料との組み合わせ。
(12)真鍮顔料と、着色パール顔料との組み合わせ。
(B)前記第1の光輝性インキ層及び前記第2の光輝性インキ層が光輝性顔料を含み、前記第1の光輝性インキ層中の前記光輝性顔料の含有割合と、前記第2の光輝性インキ層中の前記光輝性顔料の含有割合とが異なる。 - 前記第1の光輝性顔料及び前記第2の光輝性顔料として、干渉パール顔料、着色パール顔料及び白色パール顔料から選ばれるパール顔料のみを含む、請求項16に記載の化粧材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022085807A JP2022118012A (ja) | 2020-04-27 | 2022-05-26 | 化粧材、化粧材の製造方法、化粧材を用いた積層体 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020078507 | 2020-04-27 | ||
| JP2020078507 | 2020-04-27 | ||
| PCT/JP2021/016389 WO2021220946A1 (ja) | 2020-04-27 | 2021-04-23 | 化粧材、化粧材の製造方法、化粧材を用いた積層体 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022085807A Division JP2022118012A (ja) | 2020-04-27 | 2022-05-26 | 化粧材、化粧材の製造方法、化粧材を用いた積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021220946A1 JPWO2021220946A1 (ja) | 2021-11-04 |
| JP7081726B2 true JP7081726B2 (ja) | 2022-06-07 |
Family
ID=78331551
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021565032A Active JP7081726B2 (ja) | 2020-04-27 | 2021-04-23 | 化粧材、化粧材の製造方法、化粧材を用いた積層体 |
| JP2022085807A Pending JP2022118012A (ja) | 2020-04-27 | 2022-05-26 | 化粧材、化粧材の製造方法、化粧材を用いた積層体 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022085807A Pending JP2022118012A (ja) | 2020-04-27 | 2022-05-26 | 化粧材、化粧材の製造方法、化粧材を用いた積層体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230183511A1 (ja) |
| JP (2) | JP7081726B2 (ja) |
| CN (1) | CN115461219A (ja) |
| WO (1) | WO2021220946A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7169703B1 (ja) | 2021-11-08 | 2022-11-11 | ヤマックス株式会社 | 赤外線透過フィルタ、および赤外線透過フィルタを加飾するためのフィルム |
| JP7203456B1 (ja) | 2021-11-08 | 2023-01-13 | ヤマックス株式会社 | 赤外線透過フィルタ、および赤外線透過フィルタを加飾するためのフィルム |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002103777A (ja) | 2000-09-28 | 2002-04-09 | Kyodo Printing Co Ltd | 偽造防止用印刷物及びその製造方法 |
| JP2003246017A (ja) | 2002-02-26 | 2003-09-02 | Toppan Printing Co Ltd | 化粧シート |
| WO2008129667A1 (ja) | 2007-04-17 | 2008-10-30 | Sakae Gravure Printing Co., Ltd. | 化粧シート |
| JP2017077697A (ja) | 2015-10-21 | 2017-04-27 | 凸版印刷株式会社 | 化粧シート及び化粧板 |
| JP2018043428A (ja) | 2016-09-15 | 2018-03-22 | 凸版印刷株式会社 | 化粧シート及び化粧板 |
| JP2020033109A (ja) | 2019-11-20 | 2020-03-05 | 大日本印刷株式会社 | 包装材、包装容器及び蓋体 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS619755Y2 (ja) * | 1980-10-16 | 1986-03-28 | ||
| JPH04238030A (ja) * | 1991-01-22 | 1992-08-26 | Dainippon Printing Co Ltd | 化粧シート |
| JPH10216625A (ja) * | 1997-02-04 | 1998-08-18 | Daihatsu Motor Co Ltd | 車両のツートーン塗装方法および車両のツートーン塗装構造 |
| JPH10305509A (ja) * | 1997-05-08 | 1998-11-17 | Toppan Printing Co Ltd | 光輝性印刷物 |
-
2021
- 2021-04-23 WO PCT/JP2021/016389 patent/WO2021220946A1/ja active Application Filing
- 2021-04-23 CN CN202180030353.4A patent/CN115461219A/zh active Pending
- 2021-04-23 JP JP2021565032A patent/JP7081726B2/ja active Active
- 2021-04-23 US US17/917,447 patent/US20230183511A1/en active Pending
-
2022
- 2022-05-26 JP JP2022085807A patent/JP2022118012A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002103777A (ja) | 2000-09-28 | 2002-04-09 | Kyodo Printing Co Ltd | 偽造防止用印刷物及びその製造方法 |
| JP2003246017A (ja) | 2002-02-26 | 2003-09-02 | Toppan Printing Co Ltd | 化粧シート |
| WO2008129667A1 (ja) | 2007-04-17 | 2008-10-30 | Sakae Gravure Printing Co., Ltd. | 化粧シート |
| JP2017077697A (ja) | 2015-10-21 | 2017-04-27 | 凸版印刷株式会社 | 化粧シート及び化粧板 |
| JP2018043428A (ja) | 2016-09-15 | 2018-03-22 | 凸版印刷株式会社 | 化粧シート及び化粧板 |
| JP2020033109A (ja) | 2019-11-20 | 2020-03-05 | 大日本印刷株式会社 | 包装材、包装容器及び蓋体 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021220946A1 (ja) | 2021-11-04 |
| JPWO2021220946A1 (ja) | 2021-11-04 |
| CN115461219A (zh) | 2022-12-09 |
| US20230183511A1 (en) | 2023-06-15 |
| JP2022118012A (ja) | 2022-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8685526B2 (en) | Decorating material with cubic effect | |
| JP7081726B2 (ja) | 化粧材、化粧材の製造方法、化粧材を用いた積層体 | |
| US20100173132A1 (en) | Decorative sheet | |
| JP7480542B2 (ja) | 化粧シート、及び、化粧材 | |
| JP2019038195A (ja) | 暗色絵柄化粧シート及びこれを用いた化粧部材 | |
| KR100847342B1 (ko) | 장식용 시트와 이를 이용한 장식용 유리 및 그 제조방법 | |
| KR102550515B1 (ko) | 화장재 | |
| JPH0811435B2 (ja) | 化粧材 | |
| JP4290545B2 (ja) | 光輝性化粧板 | |
| JP6221288B2 (ja) | 化粧シート及びこれを用いた化粧板 | |
| JPS60242245A (ja) | 化粧材 | |
| JP7040656B2 (ja) | 化粧材、積層体及び化粧材の製造方法 | |
| JP6628175B2 (ja) | シート状床材 | |
| JP2018126949A (ja) | 化粧シート及び化粧材 | |
| US20240124725A1 (en) | Decorative material | |
| JP5344077B2 (ja) | 化粧シート及びこれを用いた化粧板 | |
| KR20210146526A (ko) | 관찰각도에 따라 색이 변하는 금속 질감 바닥재 및 이의 제조방법 | |
| JP7342396B2 (ja) | 化粧シート及び化粧部材 | |
| KR101809435B1 (ko) | 투명 pet 필름을 이용한 3차원 음영 패턴 패널 | |
| WO2021200500A1 (ja) | リコート用化粧シート及びこれを用いた化粧シートの着色方法 | |
| JP2019171699A (ja) | 印刷物及び装飾材 | |
| JP5348307B2 (ja) | 化粧シート及びこれを用いた化粧板 | |
| WO2021065747A1 (ja) | ステイナブル性化粧シート及び化粧シートの着色方法 | |
| JP2022170524A (ja) | 化粧シート、化粧板及び化粧シートの製造方法 | |
| JP2020146952A (ja) | 化粧材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211102 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211102 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20211102 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220426 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220509 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7081726 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |