JP7046495B2 - 保持具及び保持具の製造方法 - Google Patents
保持具及び保持具の製造方法 Download PDFInfo
- Publication number
- JP7046495B2 JP7046495B2 JP2017061023A JP2017061023A JP7046495B2 JP 7046495 B2 JP7046495 B2 JP 7046495B2 JP 2017061023 A JP2017061023 A JP 2017061023A JP 2017061023 A JP2017061023 A JP 2017061023A JP 7046495 B2 JP7046495 B2 JP 7046495B2
- Authority
- JP
- Japan
- Prior art keywords
- holder
- polished
- polishing
- frame material
- holding surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
板状の被研磨物を研磨パッドで研磨する際に使用される保持具であって、
前記被研磨物の背面に当接する被研磨物保持面を有し該被研磨物保持面で前記被研磨物を研磨パッドに押圧する弾性樹脂のバッキング材と、
前記バッキング材の被研磨物保持面を取り囲むように前記バッキング材に取付けられた薄板状の枠材と、を備え、
前記被研磨物保持面の周縁と中央部との高さ位置の差が、前記被研磨物保持面の差し渡しの0.6%以内である、
ことを特徴とする保持具が提供される。
前記バッキング材の被研磨物保持面が略円の形状を有し、前記差し渡しが前記円の直径であり、
前記枠材がリングの形状を有し、前記幅が前記リングの径方向長さである。
前記バッキング材のショアA硬度が50~90である。
前記バッキング材の圧縮率が3~30%である。
前記枠材が、ガラスエポキシ樹脂である。
板状の被研磨物を研磨パッドで研磨する際に使用される保持具の製造方法であって、
硬質樹脂材料の板を積層するステップと、
前記積層された硬質樹脂材料の板を積層方向に加圧しながら加熱し、所定温度まで温昇させるステップと、
前記積層された硬質樹脂材料の板を積層方向に加圧しながら、前記所定温度を維持するように所定時間、加熱を継続するステップと、
前記積層された硬質樹脂材料の板を積層方向に加圧しながら、前記加熱を停止し、前記前記積層された硬質樹脂材料の板を放冷するステップと、
放冷された前記硬質樹脂材料の板を、所定形状に切断し枠材とするステップと、
前記枠材を、前記被研磨物の背面に当接する被研磨物保持面を有し該被研磨物保持面で前記被研磨物を研磨パッドに押圧する弾性樹脂のバッキング材の被研磨物保持面に取付けるステップと、を備えている、
保持具の製造方法が提供される。
圧縮率を上記範囲にすることで被研磨物Wに対するクッション性、およびバッキング材12の保持面の平坦度を保ち、バッキング材12の被研磨物形状に対する追従性が低下するのを防止することができる。
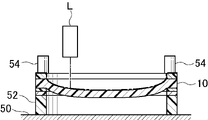
なお、図3では、保持具10は、中央部18cが谷になるように下方に向かって凸となる態様を示すが、図3の態様とは逆に中央部が山になるような態様も想定され、このような場合にも本発明の対象となる。
本実施形態の保持具10の製造方法では、ベーキング処理が施された樹脂板で作られた枠材16が使用される。
次に、積み重ねた樹脂板に対する加圧状態を維持しつつ、積み重ねた樹脂板が所定温度(例えば、150℃)に維持されるように、所定時間(例えば、4時間)にわたり、恒温槽30内の調温を継続する。
樹脂板を加熱する際の温度は樹脂板の材質に応じて適宜変えることができ、樹脂板の形状を補正しやすい温度、たとえば軟化温度やガラス転移温度付近であることが好ましい。
更に、恒温槽30内の温度が室温まで低下した後、ステンレス鋼(SUS)板32、32を外し、恒温槽30から積み重ねた樹脂板を取り出す。
本発明の実施例では、1辺500mm角のガラスエポキシ樹脂製の樹脂板を25枚積層し、その上下に500mm角の18kgのステンレス鋼(SUS)板を、ガラスエポキシ樹脂板、剥離紙を介して配置することによって構成した積層体を、恒温槽内に設置した。次いで、恒温槽内の温度を150℃まで上昇させ、この状態を4時間にわたり維持した。
まず、定盤50上に配置したリング状の台座52上に、枠材が上方に向く方向で、保持具10を配置した。次いで、枠材の径方向に対向する2つの位置のそれぞれに、2つの固定用の重り54を間隔をおいて載置した。
使用研磨機:不二越株式会社製 MCP-150X
研磨パッド:フジボウ愛媛社製、#27
回転数:(定盤)60r/m (トップリング)50r/m
研磨圧力:100g/m2
揺動幅:10mm(揺動中心値より200mm)
揺動移動:1mm/min
研磨剤:フジミインコーポレー株式会社社製 Granzox3900RS
(希釈濃度 原液:水=1:19の混合液を使用)
被研磨物:8インチφシリコンウェハ(厚み750μm)
研磨時間:20分間

10:保持具
12:バッキング材
16:枠材
16o:外縁
16i:内縁
18:被研磨物保持面
18e:周縁
18c:中央部
18d:直径
Claims (1)
- 板状の被研磨物を研磨パッドで研磨する際に使用される保持具の製造方法であって、
厚さ0.2乃至1.0mmのガラスエポキシ樹脂製の複数枚の板を積層するステップと、
前記積層された板を積層方向に0.0072Kg/cm2の圧力で加圧しながら加熱し、摂氏150度まで昇温させるステップと、
前記積層された板を積層方向に加圧しながら、前記温度を維持するように4時間、加熱を継続するステップと、
前記積層された板を積層方向に加圧しながら、前記加熱を停止し、前記積層された板を放冷するステップと、
前記放冷された積層された板を1枚ずつ外し、リング状に切断し枠材とするステップと、
前記枠材を、前記被研磨物の背面に当接する被研磨物保持面を有し該被研磨物保持面で前記被研磨物を研磨パッドに押圧する弾性樹脂のバッキング材の被研磨物保持面に取付け、前記枠材が上方に向く方向に配置されたとき、リング状の前記枠材の内方で露出している被研磨物保持面の周縁と中央部との高さ位置の差が、リング状の前記枠材の内方で露出している被研磨物保持面の直径の0.6%以内である保持具を形成するステップと、を備えている、
保持具の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061023A JP7046495B2 (ja) | 2017-03-27 | 2017-03-27 | 保持具及び保持具の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061023A JP7046495B2 (ja) | 2017-03-27 | 2017-03-27 | 保持具及び保持具の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018161732A JP2018161732A (ja) | 2018-10-18 |
| JP7046495B2 true JP7046495B2 (ja) | 2022-04-04 |
Family
ID=63859080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017061023A Active JP7046495B2 (ja) | 2017-03-27 | 2017-03-27 | 保持具及び保持具の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7046495B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7304792B2 (ja) * | 2019-11-11 | 2023-07-07 | 信越化学工業株式会社 | ビスマス置換希土類鉄ガーネット単結晶膜基板の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003257910A (ja) | 2001-12-28 | 2003-09-12 | Fujikoshi Mach Corp | 基板における銅層の研磨方法 |
| JP2008254149A (ja) | 2007-04-09 | 2008-10-23 | Sumitomo Bakelite Co Ltd | 被研磨物保持材用積層板および被研磨物保持材 |
| JP2013214784A (ja) | 2009-10-28 | 2013-10-17 | Siltronic Ag | 半導体ウェハの研磨方法 |
| JP2014233815A (ja) | 2013-06-04 | 2014-12-15 | 信越半導体株式会社 | 研磨ヘッドの製造方法及び研磨装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3839903B2 (ja) * | 1997-05-05 | 2006-11-01 | 信越半導体株式会社 | 半導体ウエーハの研磨装置および研磨方法 |
-
2017
- 2017-03-27 JP JP2017061023A patent/JP7046495B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003257910A (ja) | 2001-12-28 | 2003-09-12 | Fujikoshi Mach Corp | 基板における銅層の研磨方法 |
| JP2008254149A (ja) | 2007-04-09 | 2008-10-23 | Sumitomo Bakelite Co Ltd | 被研磨物保持材用積層板および被研磨物保持材 |
| JP2013214784A (ja) | 2009-10-28 | 2013-10-17 | Siltronic Ag | 半導体ウェハの研磨方法 |
| JP2014233815A (ja) | 2013-06-04 | 2014-12-15 | 信越半導体株式会社 | 研磨ヘッドの製造方法及び研磨装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018161732A (ja) | 2018-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5847789B2 (ja) | 両面研磨装置用キャリアの製造方法およびウエーハの両面研磨方法 | |
| JP5061694B2 (ja) | 研磨パッドの製造方法及び研磨パッド並びにウエーハの研磨方法 | |
| TW200819242A (en) | Carrier for double side polishing device, and double side polishing device and double side polishing method using the carrier | |
| JP2018030227A (ja) | 基板の製造方法 | |
| TW201628787A (zh) | 研磨墊 | |
| CN104339258A (zh) | 玻璃基板用托板、磁记录介质用玻璃基板的研磨方法及磁记录介质用玻璃基板的制造方法 | |
| JP6457802B2 (ja) | ガラス板の製造方法、および、ガラス板の製造装置 | |
| JP7046495B2 (ja) | 保持具及び保持具の製造方法 | |
| KR20160071366A (ko) | 연마용 발포 우레탄 패드의 드레싱 장치 | |
| KR102657849B1 (ko) | 캐리어의 제조방법 및 웨이퍼의 양면 연마방법 | |
| JP6093170B2 (ja) | ダイヤモンドラッピング用樹脂定盤及びそれを用いたラッピング方法 | |
| JP2010247254A (ja) | 研磨ヘッドの製造方法及び研磨装置 | |
| JP6825733B1 (ja) | 半導体ウェーハの製造方法 | |
| TWI872474B (zh) | 兩面研磨用載具及使用此之矽晶圓的兩面研磨方法及裝置 | |
| CN108349063A (zh) | 载体及使用该载体的基板的制造方法 | |
| JP2002046058A (ja) | 両面研磨用研磨布のドレッシング方法 | |
| JP7021863B2 (ja) | 保持具 | |
| JP7099614B1 (ja) | テンプレートアセンブリ、研磨ヘッド及びウェーハの研磨方法 | |
| JP2016159384A (ja) | 研磨装置及び研磨方法 | |
| CN106232296B (zh) | 研磨垫 | |
| JP5620465B2 (ja) | 円形状研磨パッド | |
| JP5764618B2 (ja) | ガラス基板の製造方法 | |
| TW201328818A (zh) | 玻璃板之研磨裝置 | |
| KR20230007344A (ko) | 양면연마방법 | |
| JP2003273050A (ja) | 研磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210810 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210922 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7046495 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |