JP7046495B2 - Holder and method of manufacturing the holder - Google Patents
Holder and method of manufacturing the holder Download PDFInfo
- Publication number
- JP7046495B2 JP7046495B2 JP2017061023A JP2017061023A JP7046495B2 JP 7046495 B2 JP7046495 B2 JP 7046495B2 JP 2017061023 A JP2017061023 A JP 2017061023A JP 2017061023 A JP2017061023 A JP 2017061023A JP 7046495 B2 JP7046495 B2 JP 7046495B2
- Authority
- JP
- Japan
- Prior art keywords
- holder
- polished
- polishing
- frame material
- holding surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
本発明は、概略的には保持具および保持具の製造方法に関し、詳細には、板状の被研磨物を研磨パッドで研磨する際に使用される保持具およびその製造方法に関する。 The present invention generally relates to a holder and a method for manufacturing the holder, and more particularly to a holder used when polishing a plate-shaped object to be polished with a polishing pad and a method for manufacturing the holder.
高精度な平坦性が要求されるフラットパネルディスプレイ(FPD)用ガラス基板、カラーフィルタ、シリコンウェハ、インジウム錫酸化物(ITO)成膜済基板等の板状の被研磨物には、研磨布を使用した研磨加工がしばしば施されている。 Polishing cloth is used for plate-shaped objects to be polished such as glass substrates for flat panel displays (FPDs), color filters, silicon wafers, and substrates with indium tin oxide (ITO) film formation, which require high-precision flatness. The polishing process used is often applied.
被研磨物の研磨加工には、被研磨物を片面ずつ研磨加工する片面研磨機が使用されている。この片面研磨機では、保持用定盤に被研磨物が保持され、研磨用定盤に研磨パッドが取付けられる。研磨加工時には、被研磨物が研磨パッドに接触するように、保持用定盤と研磨用定盤とを相対配置し、研磨粒子を含む研磨液を研磨パッドに供給し、被研磨物に圧力をかけながら両定盤を回転させることで被研磨物を研磨加工する。 A single-sided polishing machine that polishes the object to be polished one side at a time is used for polishing the object to be polished. In this single-sided polishing machine, the object to be polished is held on the holding surface plate, and the polishing pad is attached to the polishing surface plate. At the time of polishing, the holding platen and the polishing platen are arranged relative to each other so that the object to be polished comes into contact with the polishing pad, and the polishing liquid containing the polishing particles is supplied to the polishing pad to apply pressure to the object to be polished. The object to be polished is polished by rotating both fixed plates while applying.
このような片面研磨機では、被研磨物が金属製の保持用定盤と直接接触することで生じる被研磨物のスクラッチを抑制するため、保持用定盤に弾性樹脂等で形成されたバッキング材を装着し、このバッキング材を介して被研磨物を研磨パッドに押圧している。さらに、研磨加工中に被研磨物の横ずれが生じるため、バッキング材の周縁に沿って枠材を取付け、バッキング材と枠材によって構成された保持具によって、被研磨物を研磨パッドに押圧している(特許文献1)。 In such a single-sided polishing machine, a backing material formed of an elastic resin or the like on the holding surface plate in order to suppress scratches on the object to be polished caused by direct contact of the object to be polished with the metal holding surface plate. Is attached, and the object to be polished is pressed against the polishing pad through this backing material. Further, since lateral displacement of the object to be polished occurs during the polishing process, the frame material is attached along the peripheral edge of the backing material, and the object to be polished is pressed against the polishing pad by the holder composed of the backing material and the frame material. (Patent Document 1).
ここで、保持具の枠材として、従来より、ガラスエポキシの積層板が使用されている。ガラスエポキシの積層板は、ガラス繊維の布帛とエポキシ樹脂を積層加熱圧縮硬化させることで製造されている。 Here, as a frame material for the holder, a laminated glass epoxy plate has been conventionally used. The laminated glass epoxy plate is manufactured by laminating, heating, compressing and curing a glass fiber cloth and an epoxy resin.
このようなガラスエポキシの積層板を、被研磨物の形状及び研磨機・研磨方法に応じた厚み及び寸法を有するリング形状にカットし、枠材として使用している。 Such a laminated glass epoxy plate is cut into a ring shape having a thickness and dimensions according to the shape of the object to be polished and the polishing machine / polishing method, and is used as a frame material.
研磨時に研磨パッド及びバッキング材から被研磨物に加わる圧力にムラがあると、研磨後の被研磨物の表面形状が不均一になることが知られている。このため、特許文献1の構成では、保持具のバッキング材(弾性パッド)の外周に取付ける枠材(リング)を研磨(ラッピング)し、枠材(リング)の厚さのバラツキを無くすることにより、研磨後の被研磨物の表面形状の均一化を図っていた。
It is known that if the pressure applied to the object to be polished from the polishing pad and the backing material is uneven during polishing, the surface shape of the object to be polished after polishing becomes non-uniform. Therefore, in the configuration of
しかしながら、近年、被研磨物が大型化或いは大径化し、更に、研磨後の被研磨物の表面に、より高い表面精度(平坦度)が求められてきており、研磨に使用される枠材等の部材の精度に対する要求も高まってきているが、このような従来の保持具を使用した研磨では要求されている高い表面精度(平坦度)を達成できない、という問題が生じてきている。 However, in recent years, the size of the object to be polished has increased or the diameter has increased, and the surface of the object to be polished after polishing has been required to have higher surface accuracy (flatness). Although the demand for the accuracy of the members is increasing, there is a problem that the required high surface accuracy (flatness) cannot be achieved by polishing using such a conventional holder.
本発明は、このような問題に対処するために成されたものであり、研磨後の被研磨物表面精度を高くすることができる保持具およびそのような保持具の製造方法を提供することを目的とする。 The present invention has been made to cope with such a problem, and it is an object of the present invention to provide a holder capable of improving the surface accuracy of an object to be polished after polishing and a method for manufacturing such a holder. The purpose.
本願発明の発明者は、研磨後の被研磨物の表面精度を向上させるべく鋭意研究を重ねた結果、保持具を構成する枠材およびバッキング材の平坦性が研磨後の被研磨物の表面精度に大きな影響を及ぼすこと、特に、枠材の平坦性が被研磨物の表面精度に大きな影響を及ぼすことを新たに見出し、この新たな知見に基づいて本願発明をなしたものである。 As a result of intensive research to improve the surface accuracy of the object to be polished after polishing, the inventor of the present invention has determined that the flatness of the frame material and the backing material constituting the holder is the surface accuracy of the object to be polished after polishing. It has been newly found that the flatness of the frame material has a great influence on the surface accuracy of the object to be polished, and the present invention has been made based on this new finding.
本願発明によれば、
板状の被研磨物を研磨パッドで研磨する際に使用される保持具であって、
前記被研磨物の背面に当接する被研磨物保持面を有し該被研磨物保持面で前記被研磨物を研磨パッドに押圧する弾性樹脂のバッキング材と、
前記バッキング材の被研磨物保持面を取り囲むように前記バッキング材に取付けられた薄板状の枠材と、を備え、
前記被研磨物保持面の周縁と中央部との高さ位置の差が、前記被研磨物保持面の差し渡しの0.6%以内である、
ことを特徴とする保持具が提供される。
According to the invention of the present application
A holder used when polishing a plate-shaped object to be polished with a polishing pad.
An elastic resin backing material having an object holding surface that abuts on the back surface of the object to be polished and pressing the object to be polished against the polishing pad on the object holding surface.
A thin plate-shaped frame material attached to the backing material so as to surround the object holding surface of the backing material is provided.
The difference in height position between the peripheral edge and the central portion of the object holding surface to be polished is within 0.6% of the delivery of the object holding surface to be polished.
A retainer characterized by that is provided.
このような構成を有する保持具を使用して板状の被研磨物を研磨パッドで研磨することにより、保持具により保持される研磨パッドから被研磨物に加わる圧力が均一になり、その結果、研磨後の被研磨物表面の精度(平坦度)を高くすることができる。 By polishing the plate-shaped object to be polished with the polishing pad using the holder having such a configuration, the pressure applied to the object to be polished from the polishing pad held by the holder becomes uniform, and as a result, the pressure is made uniform. The accuracy (flatness) of the surface of the object to be polished after polishing can be improved.
本発明の他の好ましい態様によれば、前記枠材の外縁と内縁の高さ位置の差が、前記枠材の幅の0.2%以内である。 According to another preferred embodiment of the present invention, the difference in height position between the outer edge and the inner edge of the frame material is within 0.2% of the width of the frame material.
本発明の他の好ましい態様によれば、
前記バッキング材の被研磨物保持面が略円の形状を有し、前記差し渡しが前記円の直径であり、
前記枠材がリングの形状を有し、前記幅が前記リングの径方向長さである。
According to another preferred embodiment of the invention.
The object holding surface of the backing material has a substantially circular shape, and the transfer is the diameter of the circle.
The frame material has the shape of a ring, and the width is the radial length of the ring.
本発明の他の好ましい態様によれば、
前記バッキング材のショアA硬度が50~90である。
According to another preferred embodiment of the invention.
The shore A hardness of the backing material is 50 to 90.
硬度がこのような範囲のバッキング材で構成された保持具では、バッキング材および枠材の高さ位置の差を上記範囲内に設定することにより、研磨後の被研磨物表面の精度(平坦度)をより効果的に高くすることができる。 In a holder composed of a backing material having a hardness in such a range, the accuracy (flatness) of the surface of the object to be polished after polishing is set by setting the difference in height position between the backing material and the frame material within the above range. ) Can be increased more effectively.
本発明の他の好ましい態様によれば、
前記バッキング材の圧縮率が3~30%である。
According to another preferred embodiment of the invention.
The compressibility of the backing material is 3 to 30%.
圧縮率がこのような範囲のバッキング材で構成された保持具では、バッキング材および枠材の高さ位置の差を上記範囲内に設定することにより、研磨後の被研磨物表面の精度(平坦度)をより効果的に高くすることができる。 In a holder composed of a backing material having a compression rate in such a range, the accuracy (flatness) of the surface of the object to be polished after polishing is set by setting the difference in height position between the backing material and the frame material within the above range. Degree) can be increased more effectively.
本発明の他の好ましい態様によれば、
前記枠材が、ガラスエポキシ樹脂である。
According to another preferred embodiment of the invention.
The frame material is a glass epoxy resin.
本発明の他の態様によれば、
板状の被研磨物を研磨パッドで研磨する際に使用される保持具の製造方法であって、
硬質樹脂材料の板を積層するステップと、
前記積層された硬質樹脂材料の板を積層方向に加圧しながら加熱し、所定温度まで温昇させるステップと、
前記積層された硬質樹脂材料の板を積層方向に加圧しながら、前記所定温度を維持するように所定時間、加熱を継続するステップと、
前記積層された硬質樹脂材料の板を積層方向に加圧しながら、前記加熱を停止し、前記前記積層された硬質樹脂材料の板を放冷するステップと、
放冷された前記硬質樹脂材料の板を、所定形状に切断し枠材とするステップと、
前記枠材を、前記被研磨物の背面に当接する被研磨物保持面を有し該被研磨物保持面で前記被研磨物を研磨パッドに押圧する弾性樹脂のバッキング材の被研磨物保持面に取付けるステップと、を備えている、
保持具の製造方法が提供される。
According to another aspect of the invention.
A method for manufacturing a holder used when polishing a plate-shaped object to be polished with a polishing pad.
The step of laminating boards of hard resin material and
The step of heating the laminated hard resin material plate while pressurizing it in the laminating direction to raise the temperature to a predetermined temperature, and
A step of continuing heating for a predetermined time so as to maintain the predetermined temperature while pressurizing the laminated plate of the hard resin material in the laminating direction.
A step of stopping the heating while pressurizing the laminated hard resin material plate in the laminating direction and allowing the laminated hard resin material plate to cool.
A step of cutting a plate of the hard resin material that has been allowed to cool into a predetermined shape and using it as a frame material.
The frame material has an object holding surface that abuts on the back surface of the object to be polished, and the object holding surface of the elastic resin backing material that presses the object to be polished against the polishing pad on the object holding surface. With steps to attach to,
A method of manufacturing a retainer is provided.
このような構成によれば、被研磨物保持面の周縁と中央部での高さ位置の差、および枠材の外縁と内縁での高さ位置の差が小さくされた保持具を提供することができる。 According to such a configuration, it is possible to provide a holder in which the difference in height position between the peripheral edge and the central portion of the surface for holding the object to be polished and the difference in height position between the outer edge and the inner edge of the frame material are reduced. Can be done.
このような構成を有する本発明によれば、研磨後の被研磨物表面精度を高くすることができる保持具が提供される。 According to the present invention having such a configuration, a holder capable of increasing the surface accuracy of the object to be polished after polishing is provided.
また、このような構成を有する本発明によれば、研磨後の被研磨物表面精度を高くすることができる保持具の製造方法が提供される。 Further, according to the present invention having such a configuration, there is provided a method for manufacturing a holder capable of increasing the surface accuracy of the object to be polished after polishing.
以下、図面に沿って、本発明の好ましい実施形態の保持具、および保持具の製造方法について説明する。 Hereinafter, a holder according to a preferred embodiment of the present invention and a method for manufacturing the holder will be described with reference to the drawings.
まず、図1に沿って、本発明の実施形態による保持具10が使用される片面研磨機について説明する。図1は、本発明の実施形態による保持具10が使用される片面研磨機1の構成を示す概略的な斜視図である。
First, a single-sided grinding machine in which the
図1に示すように、片面研磨機1は、円板状の研磨定盤2を備えている。研磨定盤2の裏面中央には、モータ等の駆動源によって回転駆動されるシャフト4が連結され、研磨定盤2は、中心軸線Xを中心に回転可能とされている。また、研磨定盤2の上面には、円板状の研磨パッド6が取付けられている。
As shown in FIG. 1, the single-
研磨パッド6上には、中心軸線Xから偏心した位置に研磨ヘッド8が配置される。この研磨ヘッド8の底部に本実施形態の保持具10が取付けられている。そして、保持具10と研磨パッド2との間に、例えばシリコンウェハ等の被研磨物が保持され、被研磨物の研磨が行われる。研磨ヘッド8にも、モータ等の図示しない駆動源によって回転駆動されるシャフト9が連結され、中心軸線X’を中心に回転(自転)可能とされている。
The polishing
図2は、片面研磨機1に取付けられ被研磨物Wを支持している保持具10を示す縦断面図である。保持具10は、全体にわたり厚さが略一定の略円板状のバッキング材12を備えている。バッキング材12の一方の面14(下面)には、この一方の面の外縁部を被うリング状の枠材16が取付けられている。枠材16の外径は、バッキング材12の外径と略等しく設定されている。また、バッキング材12の一方の面の枠材16で囲まれた部分が、研磨時に、被研磨物Wの背面に当接する被研磨物保持面18とされている。
FIG. 2 is a vertical cross-sectional view showing a
本実施形態では、バッキング材12は、弾性樹脂で形成されている。この弾性樹脂としては、例えば、ポリウレタン樹脂、エポキシ樹脂、不飽和ポリエステル樹脂等を用いることができるが、耐薬品性、加工性、粘弾性特性の調整、及び強度の観点からポリウレタン樹脂が好ましい。また、被研磨物に対するクッション性や保持性の観点から気泡を有していることが好ましい。
In this embodiment, the
バッキング材12としては、ショアA硬度が約50~90の弾性樹脂(例えば、発泡ポリウレタン)を用いることが好ましく、より好ましくはショアA硬度が約60~80の弾性樹脂(例えば、発泡ポリウレタン)を用いるのがよい。ここで、ショアA硬度は、日本工業規格(JIS K 7215)に従い求めることができる。
As the
バッキング材12の硬度を上記範囲内とすることにより、ウェハWの保持時のウェハ保持面の損傷、クッション性の低下による性能の低下を防止することができる。
By setting the hardness of the
また、バッキング材12は、圧縮率が3~30%の材料で構成されるのが好ましい。
圧縮率を上記範囲にすることで被研磨物Wに対するクッション性、およびバッキング材12の保持面の平坦度を保ち、バッキング材12の被研磨物形状に対する追従性が低下するのを防止することができる。
Further, the
By setting the compression ratio within the above range, it is possible to maintain the cushioning property for the object W to be polished and the flatness of the holding surface of the
ここで、圧縮率は日本工業規格(JIS L 1021)に従い、ショッパー型厚さ測定器(加圧面:直径1cmの円形)を使用し求めることができる。具体的には、初荷重で30秒間加圧した後の厚さt0を測定し、次に最終圧力のもとで5分間放置後の厚さt1を測定した。圧縮率は、圧縮率(%)=(t0-t1)/t0×100で算出することができる。 Here, the compressibility can be determined by using a shopper type thickness measuring instrument (pressurized surface: circular with a diameter of 1 cm) in accordance with Japanese Industrial Standards (JIS L 1021). Specifically, the thickness t 0 after being pressurized with the initial load for 30 seconds was measured, and then the thickness t 1 after being left for 5 minutes under the final pressure was measured. The compression rate can be calculated by the compression rate (%) = (t 0 − t 1 ) / t 0 × 100.
枠材16は、外周がバッキング材12の保持面の外周と一致するように、バッキング材12の一方の面14に接着剤等を用いて取付けられている。枠材16は、後述するような熱処理(以下、「ベーキング処理」という。)が施された比較的硬質の樹脂材料、例えばガラスエポキシ樹脂によって形成されている。
The
また、本実施形態では保持具10の被研磨物保持面18の周縁18eと中央部18cでの高さ位置の差18hが、被研磨物保持面18の差し渡し(直径)18dの0.6%以内である(図3)。
なお、図3では、保持具10は、中央部18cが谷になるように下方に向かって凸となる態様を示すが、図3の態様とは逆に中央部が山になるような態様も想定され、このような場合にも本発明の対象となる。
Further, in the present embodiment, the
In addition, although FIG. 3 shows a mode in which the
尚、本実施形態では、バッキング材12の被研磨物保持面18は略円形であり、直径は100~450mm程度とされている。また、バッキング材12の厚さは、0.15~0.9mm程度とされている。
In the present embodiment, the
また、保持具10では、枠材16の外縁16oと内縁16iとの高さ位置の差16hが、枠材の幅16wの0.2%以内である。
Further, in the
尚、本実施形態では、上述したように、枠材16はリング状であり、幅(径方向長さ)16wは、20~30mm程度とされている。また、枠材16の厚さは、0.2~1.0mm程度とされている。
In the present embodiment, as described above, the
次に、保持具10の製造方法について説明する。
本実施形態の保持具10の製造方法では、ベーキング処理が施された樹脂板で作られた枠材16が使用される。
Next, a method of manufacturing the
In the method for manufacturing the
まず、ガラスエポキシ製の樹脂板を、複数枚(例えば25枚)、積層し、常温の恒温槽30内に設置する。積層した樹脂板の上下には、ステンレス鋼(SUS)板32、32が、ガラスエポキシ樹脂板34、34を介して配置される(図4)。積み重ねた樹脂板は、ステンレス鋼(SUS)板32等によって、積層方向(上下方向)に加圧(例えば、10kgf/cm2)されることになる。
First, a plurality of glass epoxy resin plates (for example, 25 plates) are laminated and installed in a
次に、積み重ねた樹脂板に対する加圧状態を維持しつつ、恒温槽30の内部の温度を上昇させ、積み重ねた樹脂板を加熱し、所定温度(例えば、125℃)まで昇温させる。
次に、積み重ねた樹脂板に対する加圧状態を維持しつつ、積み重ねた樹脂板が所定温度(例えば、150℃)に維持されるように、所定時間(例えば、4時間)にわたり、恒温槽30内の調温を継続する。
樹脂板を加熱する際の温度は樹脂板の材質に応じて適宜変えることができ、樹脂板の形状を補正しやすい温度、たとえば軟化温度やガラス転移温度付近であることが好ましい。
Next, while maintaining the pressurized state for the stacked resin plates, the temperature inside the
Next, in the
The temperature at which the resin plate is heated can be appropriately changed depending on the material of the resin plate, and is preferably a temperature at which the shape of the resin plate can be easily corrected, for example, a softening temperature or a glass transition temperature.
次に、積み重ねた樹脂板に対する加圧状態を維持しつつ、恒温槽30内の調温を終了し、積み重ねた樹脂板を、積み重ね状態のまま室温程度まで放冷(例えば、6時間程度)する。
更に、恒温槽30内の温度が室温まで低下した後、ステンレス鋼(SUS)板32、32を外し、恒温槽30から積み重ねた樹脂板を取り出す。
Next, while maintaining the pressurized state for the stacked resin plates, the temperature control in the
Further, after the temperature in the
最後に、積み重ねた樹脂板から樹脂板を外し、個々の樹脂板をリング状に切断してリング状の枠材16とし、この枠材16を弾性樹脂のバッキング材12の被研磨物保持面18に接着剤等で固定する。なお、リング状に切断する工程は、前記ベーキング処理の前に行ってもよい。
Finally, the resin plates are removed from the stacked resin plates, and the individual resin plates are cut into a ring shape to form a ring-shaped
枠材16の材料となる樹脂板を積み重ねて、加圧状態で、加熱、加熱状態を維持、さらに徐々に放冷するベーキング処理で、ガラスエポキシ製の樹脂板に製造時に付与された歪みが緩和される。室温まで時間をかけて冷却することで、樹脂板の平坦性が向上する。樹脂板の歪みが軽減されることにより、樹脂板から製造されるリング状の枠材16の幅方向(径方向)の内縁と外縁との高さ位置(厚さ方向に位置)の差が減少する。即ち、枠材16の歪みが軽減される。
By stacking the resin plates that are the material of the
この結果、枠材16をバッキング材12に貼り付けた際に、枠材16の歪みに起因するバッキング材12の被研磨物保持面18の歪み(変形あるいは撓み)が抑制されることになる。
As a result, when the
次に、本発明の実施例の保持具について説明する。
本発明の実施例では、1辺500mm角のガラスエポキシ樹脂製の樹脂板を25枚積層し、その上下に500mm角の18kgのステンレス鋼(SUS)板を、ガラスエポキシ樹脂板、剥離紙を介して配置することによって構成した積層体を、恒温槽内に設置した。次いで、恒温槽内の温度を150℃まで上昇させ、この状態を4時間にわたり維持した。
Next, the holder of the embodiment of the present invention will be described.
In the embodiment of the present invention, 25 resin plates made of glass epoxy resin having a side of 500 mm square are laminated, and 18 kg stainless steel (SUS) plates having a size of 500 mm square are placed above and below the glass epoxy resin plate via a glass epoxy resin plate and a release paper. The laminated body constructed by arranging the layers was installed in a constant temperature bath. Then, the temperature in the constant temperature bath was raised to 150 ° C., and this state was maintained for 4 hours.
次いで、恒温槽の温調を停止し、積層された樹脂板を放冷し、恒温槽内の温度が室温まで低下した後、積層された樹脂板を恒温槽から取り出した。最後に、積み重ねた樹脂板から樹脂板を一枚ずつ外し、個々の樹脂板をリング状に切断することによってリング状の枠材を製造した。そして、一枚のこの枠材を弾性樹脂のバッキング材の被研磨物保持面に接着剤等で取付け、保持具とした。なお、弾性樹脂のバッキング材は、湿式成膜法により形成されたポリウレタン樹脂製の発泡シートとした。また、バッキング材の保持面の反対面側にPET製などの基材や保持定盤に貼付するための両面テープを貼り付けた。 Next, the temperature control of the constant temperature bath was stopped, the laminated resin plates were allowed to cool, the temperature in the constant temperature bath was lowered to room temperature, and then the laminated resin plates were taken out from the constant temperature bath. Finally, the resin plates were removed one by one from the stacked resin plates, and the individual resin plates were cut into a ring shape to produce a ring-shaped frame material. Then, this single frame material was attached to the object holding surface of the elastic resin backing material with an adhesive or the like to form a holder. The backing material of the elastic resin was a foamed sheet made of polyurethane resin formed by a wet film forming method. Further, a double-sided tape for attaching to a base material such as PET or a holding surface plate was attached to the opposite surface side of the holding surface of the backing material.
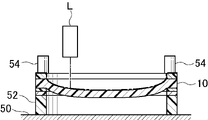
このような方法で製造した保持具の寸法を図5、図6に示す方法で測定した。以下、この測定方法について、説明する。
まず、定盤50上に配置したリング状の台座52上に、枠材が上方に向く方向で、保持具10を配置した。次いで、枠材の径方向に対向する2つの位置のそれぞれに、2つの固定用の重り54を間隔をおいて載置した。
The dimensions of the holder manufactured by such a method were measured by the methods shown in FIGS. 5 and 6. Hereinafter, this measurement method will be described.
First, the
この状態で、2つの重り54、54の間を通って保持具10を径方向に横断するようにレーザ測定器Lを移動(矢印A)させながら、このレーザ測定器Lで保持具の表面(すなわち、枠材の上面とパッド支持面)の高さ位置を連続的に測定し、図7にグラフに例示されるような結果を得た。
In this state, while moving the laser measuring instrument L so as to traverse the
表1が本発明の実施例および比較例の保持具の測定結果であり、図8が、本発明の実施例の保持具の測定結果を示すグラフであり、図9は比較例の保持具の測定結果を示すグラフである。比較例の保持具は、恒温槽内での加圧、加熱処理(ベーキング処理)を行わなかった枠材を使用して形成した保持具である。 Table 1 shows the measurement results of the holders of Examples and Comparative Examples of the present invention, FIG. 8 is a graph showing the measurement results of the holders of Examples of the present invention, and FIG. 9 shows the holders of Comparative Examples. It is a graph which shows the measurement result. The holder of the comparative example is a holder formed by using a frame material that has not been pressurized or heat-treated (baked) in a constant temperature bath.
下記表1、図8および図9から明らかなように、ベーキング処理を施した枠材を使用した実施例の保持具では、枠材部分が略平坦(外縁と内縁の高さ位置の差が極めて少ない)であり、被研磨物保持面の周縁と中央部での高さ位置の差も、比較例の保持具より減少している。 As is clear from Tables 1, 8 and 9 below, in the holder of the example using the frame material subjected to the baking treatment, the frame material portion is substantially flat (the difference in height position between the outer edge and the inner edge is extremely large). The difference in height position between the peripheral edge and the central portion of the surface for holding the object to be polished is also smaller than that of the holder in the comparative example.
本実施例の保持具では、被研磨物保持面の周縁と中央部での高さ位置の差が、被研磨物保持面の差し渡し(直径)の約0.5%であり、枠材の外縁と内縁での高さ位置の差は略ゼロである。 In the holder of this embodiment, the difference in height position between the peripheral edge and the central portion of the object holding surface to be polished is about 0.5% of the transfer (diameter) of the object holding surface, and the outer edge of the frame material. The difference in height position between and the inner edge is almost zero.
本発明の前記実施形態に限定されることなく、特許請求の範囲に記載された技術的思想の範囲内で種々の変更、変形が可能である。 Not limited to the above-described embodiment of the present invention, various modifications and modifications can be made within the scope of the technical idea described in the claims.
また、実施例、比較例の保持具を用いたシリコンウェハの研磨加工を、下記の研磨条件で行い、研磨レートにより保持具の性能を評価した。研磨レートは、研磨パッドによって被研磨物を研磨加工する際の研磨効率を示す数値の一つであり、今回は、1分間あたりの研磨物の研磨面積および比重から計算により研磨レートを算出した。 Further, the silicon wafer was polished using the holders of Examples and Comparative Examples under the following polishing conditions, and the performance of the holder was evaluated by the polishing rate. The polishing rate is one of the numerical values indicating the polishing efficiency when the object to be polished is polished by the polishing pad, and this time, the polishing rate was calculated from the polishing area and the specific gravity of the polished object per minute.
研磨加工条件
使用研磨機:不二越株式会社製 MCP-150X
研磨パッド:フジボウ愛媛社製、#27
回転数:(定盤)60r/m (トップリング)50r/m
研磨圧力:100g/m2
揺動幅:10mm(揺動中心値より200mm)
揺動移動:1mm/min
研磨剤:フジミインコーポレー株式会社社製 Granzox3900RS
(希釈濃度 原液:水=1:19の混合液を使用)
被研磨物:8インチφシリコンウェハ(厚み750μm)
研磨時間:20分間
Polishing conditions Used polishing machine: MCP-150X manufactured by Nachi-Fujikoshi Co., Ltd.
Polishing pad: Fujibo Ehime, # 27
Rotation speed: (Surface plate) 60r / m (Top ring) 50r / m
Polishing pressure: 100 g / m 2
Swing width: 10 mm (200 mm from the swing center value)
Swing movement: 1 mm / min
Abrasive: Granzox3900RS manufactured by Fujimi Incorporated Co., Ltd.
(Use a mixture of diluted concentration stock solution: water = 1:19)
Object to be polished: 8 inch φ silicon wafer (thickness 750 μm)
Polishing time: 20 minutes
研磨レートの測定では、比較例の研磨レートを1.0とし、比較例の研磨レートとの対比で実施例の研磨レートを表し、結果を表1に示した。保持具の表面精度(平坦性)が高いと、枠材の歪みによる保持具の表面精度が低下し、被研磨物が不均一に接触することで、研磨レートが低下するものと推測される。研磨レートが良好であると、被研磨物の全面が平坦に研磨パッドに接触しており、保持具の平坦性が優れていると判断される。 In the measurement of the polishing rate, the polishing rate of the comparative example was set to 1.0, the polishing rate of the example was shown in comparison with the polishing rate of the comparative example, and the results are shown in Table 1. If the surface accuracy (flatness) of the holder is high, it is presumed that the surface accuracy of the holder is lowered due to the distortion of the frame material, and the polishing rate is lowered due to non-uniform contact of the object to be polished. When the polishing rate is good, it is judged that the entire surface of the object to be polished is in contact with the polishing pad flatly, and the flatness of the holder is excellent.
表1に示すように、比較例の保持具の研磨レート1に対し、実施例の保持具の研磨レートは1.1と大きく向上し、表面精度が改善されているものと推測される。 As shown in Table 1, the polishing rate of the holder of the example is significantly improved to 1.1 with respect to the polishing rate of 1 of the holder of the comparative example, and it is presumed that the surface accuracy is improved.

なお、ベーキング処理前の500mm角の700μmのガラスエポキシ樹脂板を直線方向に横断するようにレーザー測定器Lを移動させながら、このレーザー測定器Lで樹脂板の表面の高さ位置を連続的に測定した。この結果、凸状および凹状の1~4mm前後の反りがみられたが、ベーキング処理後の樹脂板では0.5mm以下の反りが抑制され平坦な樹脂板が得られる。 While moving the laser measuring instrument L so as to cross the 500 mm square 700 μm glass epoxy resin plate before the baking process in a straight line direction, the laser measuring instrument L continuously positions the height of the surface of the resin plate. It was measured. As a result, a convex or concave warp of about 1 to 4 mm was observed, but the warp of 0.5 mm or less was suppressed in the resin plate after the baking treatment, and a flat resin plate could be obtained.
1:片面研磨機
10:保持具
12:バッキング材
16:枠材
16o:外縁
16i:内縁
18:被研磨物保持面
18e:周縁
18c:中央部
18d:直径
1: Single-sided polishing machine 10: Holder 12: Backing material 16: Frame material 16o:
Claims (1)
厚さ0.2乃至1.0mmのガラスエポキシ樹脂製の複数枚の板を積層するステップと、
前記積層された板を積層方向に0.0072Kg/cm2の圧力で加圧しながら加熱し、摂氏150度まで昇温させるステップと、
前記積層された板を積層方向に加圧しながら、前記温度を維持するように4時間、加熱を継続するステップと、
前記積層された板を積層方向に加圧しながら、前記加熱を停止し、前記積層された板を放冷するステップと、
前記放冷された積層された板を1枚ずつ外し、リング状に切断し枠材とするステップと、
前記枠材を、前記被研磨物の背面に当接する被研磨物保持面を有し該被研磨物保持面で前記被研磨物を研磨パッドに押圧する弾性樹脂のバッキング材の被研磨物保持面に取付け、前記枠材が上方に向く方向に配置されたとき、リング状の前記枠材の内方で露出している被研磨物保持面の周縁と中央部との高さ位置の差が、リング状の前記枠材の内方で露出している被研磨物保持面の直径の0.6%以内である保持具を形成するステップと、を備えている、
保持具の製造方法。 A method for manufacturing a holder used when polishing a plate-shaped object to be polished with a polishing pad.
A step of laminating multiple plates made of glass epoxy resin with a thickness of 0.2 to 1.0 mm ,
A step of heating the laminated board while pressurizing it at a pressure of 0.0072 kg / cm 2 in the stacking direction to raise the temperature to 150 degrees Celsius.
A step of continuing heating for 4 hours so as to maintain the temperature while pressurizing the laminated plates in the stacking direction.
A step of stopping the heating while pressurizing the laminated boards in the stacking direction and allowing the laminated boards to cool.
A step of removing the cooled laminated boards one by one and cutting them into a ring shape to make a frame material.
The frame material has an object holding surface that abuts on the back surface of the object to be polished, and the object holding surface of the elastic resin backing material that presses the object to be polished against the polishing pad on the object holding surface. When the frame material is arranged in the upward direction, the difference in height position between the peripheral edge and the central portion of the object holding surface exposed inside the ring-shaped frame material is reduced. It comprises a step of forming a retainer that is within 0.6% of the diameter of the object holding surface exposed inside the ring-shaped frame .
How to manufacture the holder.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061023A JP7046495B2 (en) | 2017-03-27 | 2017-03-27 | Holder and method of manufacturing the holder |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061023A JP7046495B2 (en) | 2017-03-27 | 2017-03-27 | Holder and method of manufacturing the holder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018161732A JP2018161732A (en) | 2018-10-18 |
| JP7046495B2 true JP7046495B2 (en) | 2022-04-04 |
Family
ID=63859080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017061023A Active JP7046495B2 (en) | 2017-03-27 | 2017-03-27 | Holder and method of manufacturing the holder |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7046495B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7304792B2 (en) * | 2019-11-11 | 2023-07-07 | 信越化学工業株式会社 | Manufacturing method of bismuth-substituted rare earth iron garnet single crystal film substrate |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003257910A (en) | 2001-12-28 | 2003-09-12 | Fujikoshi Mach Corp | Polishing method of copper layer on substrate |
| JP2008254149A (en) | 2007-04-09 | 2008-10-23 | Sumitomo Bakelite Co Ltd | Laminated plate for holding polishing object and holding member of polishing object |
| JP2013214784A (en) | 2009-10-28 | 2013-10-17 | Siltronic Ag | Method for polishing semiconductor wafer |
| JP2014233815A (en) | 2013-06-04 | 2014-12-15 | 信越半導体株式会社 | Manufacturing method of polishing head and polishing device |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3839903B2 (en) * | 1997-05-05 | 2006-11-01 | 信越半導体株式会社 | Semiconductor wafer polishing apparatus and polishing method |
-
2017
- 2017-03-27 JP JP2017061023A patent/JP7046495B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003257910A (en) | 2001-12-28 | 2003-09-12 | Fujikoshi Mach Corp | Polishing method of copper layer on substrate |
| JP2008254149A (en) | 2007-04-09 | 2008-10-23 | Sumitomo Bakelite Co Ltd | Laminated plate for holding polishing object and holding member of polishing object |
| JP2013214784A (en) | 2009-10-28 | 2013-10-17 | Siltronic Ag | Method for polishing semiconductor wafer |
| JP2014233815A (en) | 2013-06-04 | 2014-12-15 | 信越半導体株式会社 | Manufacturing method of polishing head and polishing device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018161732A (en) | 2018-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4904960B2 (en) | Carrier for double-side polishing apparatus, double-side polishing apparatus and double-side polishing method using the same | |
| JP5061694B2 (en) | Polishing pad manufacturing method, polishing pad, and wafer polishing method | |
| JP5847789B2 (en) | Method for manufacturing carrier for double-side polishing apparatus and double-side polishing method for wafer | |
| JP6888476B2 (en) | Substrate manufacturing method | |
| CN107431006B (en) | Single-wafer single-side polishing method and single-wafer single-side polishing apparatus for semiconductor wafer | |
| KR102657849B1 (en) | Method for manufacturing carrier, and method for polishing dual surfaces of wafer | |
| JP7046495B2 (en) | Holder and method of manufacturing the holder | |
| KR20160071366A (en) | Dressing device for polishing-use foamed urethane pad | |
| WO2016103862A1 (en) | Circular polishing pad, and semiconductor device manufacturing method | |
| JP6093170B2 (en) | Resin surface plate for diamond wrapping and wrapping method using the same | |
| JP6825733B1 (en) | Manufacturing method of semiconductor wafer | |
| JP2010247254A (en) | Polishing head manufacturing method and polishing apparatus | |
| JP6457802B2 (en) | Glass plate manufacturing method and glass plate manufacturing apparatus | |
| JP2002046058A (en) | Method of dressing polishing cloth for double-sided polishing | |
| JP7021863B2 (en) | Cage | |
| JP2016159384A (en) | Polishing device and polishing method | |
| JP7099614B1 (en) | Template assembly, polishing head and wafer polishing method | |
| TWI872474B (en) | Carrier for double-sided polishing, and double-sided polishing method and apparatus for silicon wafer using same | |
| JP5620465B2 (en) | Circular polishing pad | |
| TW201328818A (en) | Glass plate-polishing device | |
| WO2015163136A1 (en) | Abrasive pad | |
| TWI469850B (en) | Sheet for mounting a substrate, pulishing aparatus, and method for making the same | |
| JP5764618B2 (en) | Manufacturing method of glass substrate | |
| KR20230007344A (en) | Double-sided polishing method | |
| JP2014220318A (en) | Semiconductor wafer polishing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210810 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210922 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7046495 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |