JP7020401B2 - 電池用包装材料及び電池 - Google Patents
電池用包装材料及び電池 Download PDFInfo
- Publication number
- JP7020401B2 JP7020401B2 JP2018514740A JP2018514740A JP7020401B2 JP 7020401 B2 JP7020401 B2 JP 7020401B2 JP 2018514740 A JP2018514740 A JP 2018514740A JP 2018514740 A JP2018514740 A JP 2018514740A JP 7020401 B2 JP7020401 B2 JP 7020401B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- battery
- heat
- packaging material
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/14—Primary casings, jackets or wrappings of a single cell or a single battery for protecting against damage caused by external factors
- H01M50/145—Primary casings, jackets or wrappings of a single cell or a single battery for protecting against damage caused by external factors for protecting against corrosion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/102—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Description
項1. 少なくとも、基材層、バリア層、接着層、及び熱融着性樹脂層をこの順に備える積層体からなる電池用包装材料であり、
前記熱融着性樹脂層同士を対向させた状態で熱融着させて、水を前記電池用包装材料で封止し、真空下、100℃以上の開封試験温度T℃まで昇温した際に、前記開封試験温度T℃に到達後、T℃に保持して10分間は封止した前記電池用包装材料が開封せず、
前記接着層の融解ピーク温度が前記開封試験温度T℃より10℃以上高いことを特徴とする、電池用包装材料。
項2. 前記接着層は、ポリオレフィンを含む樹脂組成物の硬化物である、項1に記載の電池用包装材料。
項3. 前記熱融着性樹脂層が、前記バリア層側に位置する酸変性ポリオレフィンを含む層と、前記バリア層とは反対側に位置するポリオレフィンを含む層とを備える、項1または2に記載の電池用包装材料。
項4. 前記接着層の厚みが、10μm以下である、項1~3のいずれかに記載の電池用包装材料。
項5. 前記熱融着性樹脂層が、前記開封試験温度T℃以上の融解ピーク温度を有する層を少なくとも1層備えている、項1~4のいずれかに記載の電池用包装材料。
項6. 幅15mm、長さ200mmの前記電池用包装材料の前記熱融着性樹脂層同士が対向するように長さ100mmの位置で折り曲げた状態で、折り曲げ部から長さ方向に20mmの位置をシール幅7mm、圧力1.0MPa、シール温度190℃、シール時間3秒間で熱融着させ、標点間距離50mm、T字剥離となる状態で、300mm/minで引っ張った際のシール強度が、前記開封試験温度T℃において、40N以上である、項1~5のいずれかに記載の電池用包装材料。
項7. 幅15mm、長さ200mmの前記電池用包装材料の前記熱融着性樹脂層同士が対向するように長さ100mmの位置で折り曲げた状態で、折り曲げ部から長さ方向に20mmの位置をシール幅7mm、圧力1.0MPa、シール温度190℃、シール時間3秒間で熱融着させ、標点間距離50mm、前記開封試験温度T℃において、T字剥離となる状態で引張試験機に固定し、35Nの力で10分間引っ張った場合に、前記電池用包装材料の変位が4mm以下である、項1~6のいずれかに記載の電池用包装材料。
項8. 少なくとも正極、負極、及び電解質を備えた電池素子が、項1~7のいずれかに記載の電池用包装材料により形成された包装体中に収容されている、電池。
以下、本発明の電池用包装材料について詳述する。
電池用包装材料は、図1に示すように、少なくとも、基材層1、バリア層2、接着層3、及び熱融着性樹脂層4をこの順に備える積層体からなる。本発明の電池用包装材料において、基材層1が最外層側となり、熱融着性樹脂層4は最内層になる。即ち、電池の組み立て時に、電池素子の周縁に位置する熱融着性樹脂層4同士が熱溶着して電池素子を密封することにより、電池素子が封止される。
電池用包装材料を裁断して、短辺90mm、長辺150mmのサンプルを用意する。次に、各サンプルを短辺32mm、長辺55mmの口径を有する成形金型(雌型)と、これに対応した成形金型(雄型)を用いて、押さえ圧0.13MPaで3mmの成形深さで冷間成形を行い、中心部分に凹部を形成する。この時、雌型と雄型のクリアランスは0.3mmとする。次に、成形後のサンプルを図7に示す折り返し位置Pで熱融着性樹脂層同士を対向させて折り返し、熱融着性樹脂層同士が重なり合っている3つの周縁部10a(図3(a)を参照)を熱融着(175℃、3秒、圧力1.4MPa)させる。この際、ダミーセルとして30mm、52mmアルミニウム板(厚さ3mm)、仮想電解液として水0.5gを密封して、内部空間(圧力1atm)を有するケース状にする。次に、熱融着性樹脂層同士が熱融着された部分の幅が3mmとなるように周縁部10aをカットして開封試験用電池10を得る。次に、図3(a)に示されるようにして、開封試験用電池10を2枚のステンレス鋼板20の間の空間に置き2枚のステンレス鋼板20の間隔wが、7.0mmとなるように固定用スペーサー21で調整する。次に、この状態で、減圧可能なオーブンに入れて、オーブン内の圧力が5000Pa以下になるように設定し、5℃±2℃/分の昇温速度で開封試験温度T℃±5℃になるまで昇温する。オーブン内の温度上昇に伴い、開封試験用電池10の内圧が上昇して膨らみ、図3(b)のような状態となる。なお、開封試験温度T℃±5℃に到達したことの判定はオーブン内の環境温度を測定して行う。開封試験温度T℃になっても開封しなかった場合には、開封試験温度T℃の温度をそのまま保持する。開封試験温度T℃に到達してから、電池用包装材料のバリア層と熱融着性樹脂層との間で剥離が生じて開封するまでの時間を開封試験用電池側面に取り付けた温度センサにて確認する。なお、開封試験用電池10が開封した瞬間に、内部の水が温度センサに付着し、その水の気化熱によって、温度が低下する。このため、温度センサによって、開封した時間を測定することができる。
[基材層1]
本発明の電池用包装材料において、基材層1は、最外層側に位置する層である。基材層1を形成する素材については、絶縁性を備えるものであることを限度として特に制限されるものではない。基材層1を形成する素材としては、例えば、ポリエステル、ポリアミド、エポキシ樹脂、アクリル樹脂、フッ素樹脂、ポリウレタン、珪素樹脂、フェノール樹脂、ポリエーテルイミド、ポリイミド、ポリカーボネート及びこれらの混合物や共重合物等が挙げられる。
本発明の電池用包装材料において、接着剤層5は、基材層1とバリア層2を強固に接着させるために、必要に応じて、これらの間に設けられる層である。
電池用包装材料において、バリア層2は、電池用包装材料の強度向上の他、電池内部に水蒸気、酸素、光などが侵入することを防止する機能を有する層である。バリア層2は、金属層、すなわち、金属で形成されている層であることが好ましい。バリア層2を構成する金属としては、具体的には、アルミニウム、ステンレス、チタンなどが挙げられ、好ましくはアルミニウムが挙げられる。バリア層2は、例えば、金属箔や金属蒸着膜、無機酸化物蒸着膜、炭素含有無機酸化物蒸着膜、これらの蒸着膜を設けたフィルムなどにより形成することができ、金属箔により形成することが好ましく、アルミニウム合金箔により形成することがさらに好ましい。電池用包装材料の製造時に、バリア層2にしわやピンホールが発生することを防止する観点からは、バリア層は、例えば、焼きなまし処理済みのアルミニウム(JIS H4160:1994 A8021H-O、JIS H4160:1994 A8079H-O、JIS H4000:2014 A8021P-O、JIS H4000:2014 A8079P-O)など軟質アルミニウム合金箔により形成することがより好ましい。




本発明の電池用包装材料において、接着層3は、バリア層2と熱融着性樹脂層4を強固に接着し、電池が高温下に曝された場合にも、電池の開封を効果的に抑制するために、これらの間に設けられる層である。
本発明の電池用包装材料において、熱融着性樹脂層4は、最内層に該当し、電池の組み立て時に熱融着性樹脂層同士が熱融着して電池素子を密封する層である。
本発明の電池用包装材料においては、意匠性、耐電解液性、耐擦過性、成形性の向上などを目的として、必要に応じて、基材層1の上(基材層1のバリア層2とは反対側)に、必要に応じて、表面被覆層(図示しない)を設けてもよい。表面被覆層は、電池を組み立てた時に、最外層に位置する層である。
本発明の電池用包装材料の製造方法については、所定の組成の各層を積層させた積層体が得られる限り、特に制限されない。本発明の電池用包装材料の製造方法の一例としては、以下の通りである。まず、基材層1、接着剤層5、バリア層2をこの順に備える積層体(以下、「積層体A」と表記することもある)を形成する。積層体Aの形成は、具体的には、基材層1上又は必要に応じて表面が化成処理されたバリア層2に接着剤層5の形成に使用される接着剤を、グラビアコート法、ロールコート法等の塗布方法で塗布・乾燥した後に、当該バリア層2又は基材層1を積層させて接着剤層5を硬化させるドライラミネート法によって行うことができる。
本発明の電池用包装材料は、正極、負極、電解質等の電池素子を密封して収容するための包装材料として使用される。
実施例1-4
ポリエチレンテレフタレートフィルム(厚み12μm)と二軸延伸ナイロンフィルム(厚み15μm)とを2液型ウレタン接着剤(ポリオール化合物と芳香族イソシアネート系化合物、厚み3μm)で接着した基材層を準備した。この基材層の二軸延伸ナイロンフィルム側の表面に、両面に化成処理を施したアルミニウム箔(厚み40μm)からなるバリア層をドライラミネート法により積層させた。具体的には、アルミニウム箔の一方面に、2液型ウレタン接着剤(ポリオール化合物と芳香族イソシアネート系化合物)を塗布し、バリア層上に接着剤層(厚さ3μm)を形成した。次いで、バリア層上の接着剤層と基材層を積層した後、エージング処理を実施することにより、基材層/接着剤層/バリア層の積層体を作製した。なお、バリア層として使用したアルミニウム箔の化成処理は、フェノール樹脂、フッ化クロム化合物、及びリン酸からなる処理液をクロムの塗布量が10mg/m2(乾燥重量)となるように、ロールコート法によりアルミニウム箔の両面に塗布し、焼付けすることにより行った。
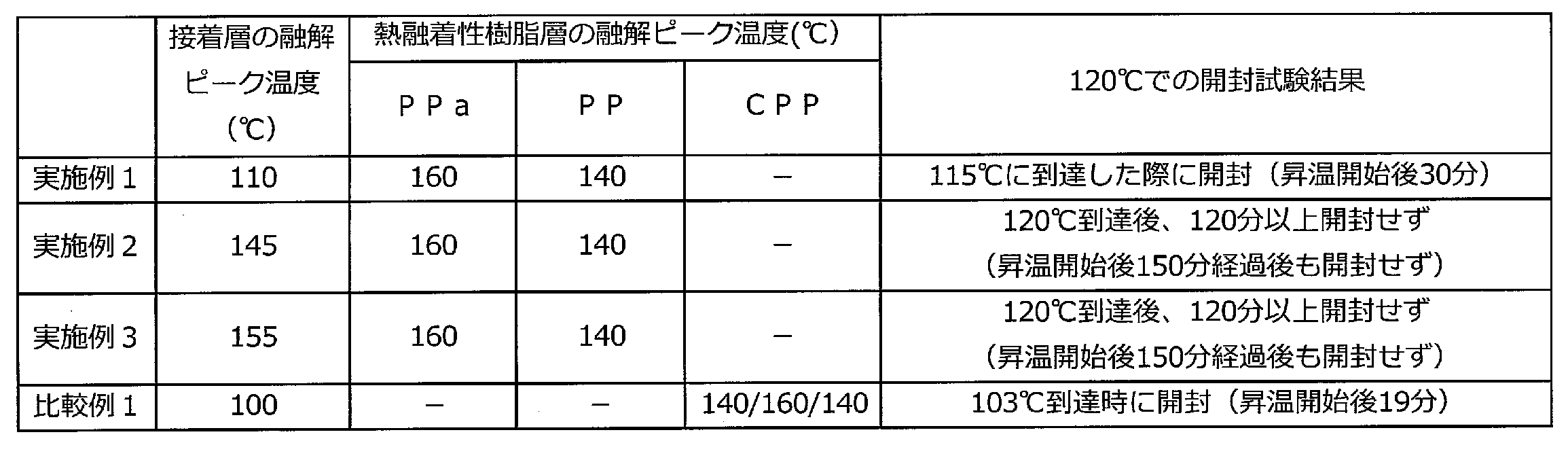
次いで、前記積層体のバリア層側に、水に分散させた酸変性ポリプロピレン(無水マレイン酸変性ポリプロピレン)と硬化剤(エポキシ系硬化剤とオキサゾリン系硬化剤)とを含む樹脂組成物をバリア層の上から塗布して接着層を形成した。このときの塗布量は、接着層の厚みが2μmとなるように調整した。次に、バリア層側から順に酸変性ポリプロピレン(無水マレイン酸変性ポリプロピレン、PPa)、ポリプロピレン(PP)の順となるようにして、熱融着性樹脂層を形成する樹脂成分を溶融状態で共押出しすることにより、バリア層上に酸変性ポリプロピレン層(PPa層、厚み40μm)及びポリプロピレン層(PP層、厚み40μm)の2層からなる熱融着性樹脂層を積層させた。実施例1-4において、接着層、PPa層、PP層の融解ピーク温度は、それぞれ、表1に記載のとおりである。
実施例1と同様にして、基材層/接着剤層/バリア層の積層体を作製した。次に、無軸延伸ポリプロピレンフィルム(CPP、80μm)をバリア層の表面に接着剤(主剤:ポリエステルポリオール、硬化剤:トリレンジイソシアネート)を使用してドライラミネート法により積層し、電池用包装材料を得た。比較例1において、熱融着性樹脂層(CPP層)の融解ピーク温度は、表1に記載のとおりである。なお、CPPは、2種3層構成(ランダムPP層/ブロックPP層/ランダムPP層)となっており、ランダムPP層の融解ピーク温度が140℃、ブロックPP層の融解ピーク温度が160℃である。
実施例1において、バリア層の上に接着層を設けなかったこと以外は、実施例1と同様にして、電池用包装材料を得た。

上記で得られた各電池用包装材料を裁断して、それぞれ、短辺90mm、長辺150mmのサンプルを用意した。次に、各サンプルを短辺32mm×長辺55mmの口径を有する成形金型(雌型)と、これに対応した成形金型(雄型)を用いて、押さえ圧0.13MPaで3mmの成形深さで冷間成形を行い、中心部分に凹部を形成した。この時、雌型と雄型のクリアランスは0.3mmとした。次に、成形後のサンプルを図7に示す折り返し位置Pで熱融着性樹脂層同士を対向させて折り返し、熱融着性樹脂層同士が重なり合っている縁部10a(図3を参照)を熱融着(175℃、3秒、圧力1.4MPa)させた。この際、ダミーセルとして30mm×52mmアルミニウム板(厚さ3mm)、仮想電解液として水0.5gを密封して、内部空間(圧力1atm)を有するケース状にした。次に、熱融着性樹脂層同士が熱融着された部分の幅が3mmとなるように周縁部をカットして開封試験用電池10を得た。次に、図3(a)に示されるようにして、開封試験用電池10を2枚のステンレス鋼板20の間の空間に置き、2枚のステンレス鋼板21の間隔wが、7.0mmとなるように固定用スペーサーを調整した。次に、この状態で、減圧可能なオーブン(アズワン社製の真空乾燥オーブンAVO-310NS-D)に入れて、オーブン内の圧力が5000Paになるように設定し、5℃±2℃/分の昇温速度で100℃±5℃になるまで昇温した。開封試験温度T℃=100℃になっても開封しなかった場合には、100℃の温度をそのまま保持した。100℃に到達してから、電池用包装材料のバリア層と熱融着性樹脂層との間で剥離が生じて開封するまでの時間を開封試験用電池側面に取り付けた温度センサにて確認した。結果を表2に示す。また、100℃での開封試験時の温度と時間との関係を示すグラフを図4に示す。
なお、開封試験温度T℃は、試験オーブン内の設定値である。

100℃での開封試験と同様にして、開封試験用電池10を用意した。次に、減圧可能なオーブン(アズワン社製の真空乾燥オーブンAVO-310NS-D)に入れて、オーブン内の圧力が5000Paになるように設定し、5℃±2℃/分の昇温速度で120℃±5℃になるまで昇温した。開封試験温度T℃=120℃になっても開封しなかった場合には、120℃の温度をそのまま保持した。120℃に到達してから、電池用包装材料のバリア層と熱融着性樹脂層との間で剥離が生じて開封するまでの時間を開封試験用電池側面に取り付けた温度センサにて確認した。結果を表3に示す。また、120℃での開封試験時の温度と時間との関係を示すグラフを図5に示す。
100℃での開封試験と同様にして、開封試験用電池10を用意した。次に、開封試験用電池を減圧可能なオーブン(アズワン社製の真空乾燥オーブンAVO-310NS-D)に入れて、オーブン内の圧力が5000Paになるように設定し、5℃±2℃/分の昇温速度で135℃±5℃になるまで昇温した。開封試験温度T℃=135℃になっても開封しなかった場合には、135℃の温度をそのまま保持した。135℃に到達してから、電池用包装材料のバリア層と熱融着性樹脂層との間で剥離が生じて開封するまでの時間を開封試験用電池側面に取り付けた温度センサにて確認した。結果を表4に示す。また、135℃での開封試験時の温度と時間との関係を示すグラフを図6に示す。

図8に示されるように、各電池用包装材料を幅15mm、長さ200mmで熱融着性樹脂層同士が対向するよう長さ100mmの位置で折り曲げた状態で、折り曲げ部から長さ方向に20mmの位置をシール幅7mm、シール温度190℃、圧力1.0MPa、シール時間3秒間で熱融着させた。図8において、熱融着された領域がSで示されている。次に、標点間距離50mm、T字剥離となる状態で引張り試験機(島津製作所製、AGS-xplus(商品名))に固定し、表5に記載の各開封試験温度T℃で2分間放置した後、その開封試験温度T℃下において、300mm/minの速度で変位7mmになるまで引っ張った際の最大強度をシール強度(N/15mm)とした。結果を表5示す。

図8に示されるように、上記各電池用包装材料を幅15mm、長さ200mmで熱融着性樹脂層同士が対向するように長さ100mmの位置で折り曲げた状態で、折り曲げ部から長さ方向に20mmの位置で圧力1.0MPa、シール幅7mm、シール温度190℃、シール時間3秒で熱融着させた。図8において、熱融着された領域がSで示されている。次に、標点間距離50mm、T字剥離となる状態で引張り試験機(島津製作所製、AGS-xplus(商品名))に固定し、各開封試験温度T℃で2分間放置した後、その開封試験温度T℃下において、35Nの力で10分間引張り、変位(mm)を測定した。結果を表6に示す。

2 バリア層
3 接着層
4 熱融着性樹脂層
5 接着剤層
10 開封試験用電池
10a 縁部
20 ステンレス鋼板
21 固定用スペーサー
M 成形部
P 折り返し位置
Claims (7)
- 少なくとも、基材層、バリア層、接着層、及び熱融着性樹脂層をこの順に備える積層体からなる電池用包装材料であり、
前記熱融着性樹脂層が、前記バリア層側に位置する酸変性ポリオレフィンを含む層と、前記バリア層とは反対側に位置するポリオレフィンを含む層とを備え、
前記熱融着性樹脂層同士を対向させた状態で熱融着させて、水を前記電池用包装材料で封止し、真空下、100℃以上135℃以下の開封試験温度T℃まで昇温した際に、前記開封試験温度T℃に到達後、T℃に保持して10分間は封止した前記電池用包装材料が開封せず、
前記接着層の融解ピーク温度が前記開封試験温度T℃より10℃以上高いことを特徴とする、電池用包装材料。 - 前記接着層は、ポリオレフィンを含む樹脂組成物の硬化物である、請求項1に記載の電池用包装材料。
- 前記接着層の厚みが、10μm以下である、請求項1または2に記載の電池用包装材料。
- 前記熱融着性樹脂層が、前記開封試験温度T℃以上の融解ピーク温度を有する層を少なくとも1層備えている、請求項1~3のいずれかに記載の電池用包装材料。
- 幅15mm、長さ200mmの前記電池用包装材料の前記熱融着性樹脂層同士が対向するように長さ100mmの位置で折り曲げた状態で、折り曲げ部から長さ方向に20mmの位置をシール幅7mm、圧力1.0MPaシール温度190℃、シール時間3秒間で熱融着させ、標点間距離50mm、T字剥離となる状態で、300mm/minで引っ張った際のシール強度が、前記開封試験温度T℃において、40N以上である、請求項1~4のいずれかに記載の電池用包装材料。
- 幅15mm、長さ200mmの前記電池用包装材料の前記熱融着性樹脂層同士が対向するように長さ100mmの位置で折り曲げた状態で、折り曲げ部から長さ方向に20mmの位置をシール幅7mm、圧力1.0MPa、シール温度190℃、シール時間3秒間で熱融着させ、標点間距離50mm、前記開封試験温度T℃において、T字剥離となる状態で引張試験機に固定し、35Nの力で10分間引っ張った場合に、前記電池用包装材料の変位が4mm以下である、請求項1~5のいずれかに記載の電池用包装材料。
- 少なくとも正極、負極、及び電解質を備えた電池素子が、請求項1~6のいずれかに記載の電池用包装材料により形成された包装体中に収容されている、電池。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016089996 | 2016-04-28 | ||
| JP2016089996 | 2016-04-28 | ||
| PCT/JP2017/017026 WO2017188445A1 (ja) | 2016-04-28 | 2017-04-28 | 電池用包装材料及び電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017188445A1 JPWO2017188445A1 (ja) | 2019-03-28 |
| JP7020401B2 true JP7020401B2 (ja) | 2022-02-16 |
Family
ID=60159690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018514740A Active JP7020401B2 (ja) | 2016-04-28 | 2017-04-28 | 電池用包装材料及び電池 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7020401B2 (ja) |
| CN (1) | CN109075270B (ja) |
| WO (1) | WO2017188445A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111512463A (zh) * | 2017-12-20 | 2020-08-07 | 大日本印刷株式会社 | 电池用包装材料和电池 |
| JP2020161326A (ja) * | 2019-03-26 | 2020-10-01 | 大日本印刷株式会社 | 蓄電デバイス用外装体及び蓄電デバイス |
| CN110524992B (zh) * | 2019-09-20 | 2021-07-30 | 厦门长塑实业有限公司 | 一种锂电池铝塑膜复合用尼龙薄膜及其制备方法 |
| WO2021201294A1 (ja) * | 2020-04-03 | 2021-10-07 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| JP7193046B1 (ja) * | 2021-04-02 | 2022-12-20 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012133683A1 (ja) | 2011-03-29 | 2012-10-04 | 昭和電工パッケージング株式会社 | 成形用包装材および電池用ケース |
| WO2014126235A1 (ja) | 2013-02-18 | 2014-08-21 | 大日本印刷株式会社 | 電池用包装材料 |
| JP2014220172A (ja) | 2013-05-10 | 2014-11-20 | 大日本印刷株式会社 | 電池用包装材料 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5293845B2 (ja) * | 2011-11-11 | 2013-09-18 | 大日本印刷株式会社 | 電気化学セル用包装材料 |
| JP6015066B2 (ja) * | 2012-03-29 | 2016-10-26 | 大日本印刷株式会社 | 電池用包装材料 |
| JP6479323B2 (ja) * | 2014-03-14 | 2019-03-06 | 昭和電工パッケージング株式会社 | 包装材、電池用外装ケース及び電池 |
-
2017
- 2017-04-28 JP JP2018514740A patent/JP7020401B2/ja active Active
- 2017-04-28 CN CN201780025690.8A patent/CN109075270B/zh active Active
- 2017-04-28 WO PCT/JP2017/017026 patent/WO2017188445A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012133683A1 (ja) | 2011-03-29 | 2012-10-04 | 昭和電工パッケージング株式会社 | 成形用包装材および電池用ケース |
| WO2014126235A1 (ja) | 2013-02-18 | 2014-08-21 | 大日本印刷株式会社 | 電池用包装材料 |
| JP2014220172A (ja) | 2013-05-10 | 2014-11-20 | 大日本印刷株式会社 | 電池用包装材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109075270A (zh) | 2018-12-21 |
| JPWO2017188445A1 (ja) | 2019-03-28 |
| WO2017188445A1 (ja) | 2017-11-02 |
| CN109075270B (zh) | 2022-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7283093B2 (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7298765B2 (ja) | 電池用包装材料、その製造方法、電池、及びポリエステルフィルム | |
| JP7019991B2 (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7020401B2 (ja) | 電池用包装材料及び電池 | |
| JP7024760B2 (ja) | 電池用包装材料、その製造方法、電池、及びポリエステルフィルム | |
| JP7244206B2 (ja) | 包装材料及び電池 | |
| JP6555454B1 (ja) | 電池用包装材料、その製造方法、電池及びアルミニウム合金箔 | |
| JP6996499B2 (ja) | 電池用包装材料、その製造方法、電池及びその製造方法 | |
| WO2020085462A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2020085463A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP6736837B2 (ja) | 電池用包装材料 | |
| CN111133603A (zh) | 电池用包装材料和电池 | |
| JPWO2020071254A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2021201294A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP2019016537A (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7192795B2 (ja) | 電池用包装材料及び電池 | |
| WO2021157673A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP7294466B2 (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7060185B1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2021215538A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2022114024A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2021162059A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP6769142B2 (ja) | 電池用包装材料、その製造方法及び電池 | |
| JP2021103687A (ja) | 蓄電デバイス用外装材、蓄電デバイス、及びこれらの製造方法 | |
| JP2019029299A (ja) | 電池用包装材料、その製造方法、及び電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200318 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7020401 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |