JP6996499B2 - 電池用包装材料、その製造方法、電池及びその製造方法 - Google Patents
電池用包装材料、その製造方法、電池及びその製造方法 Download PDFInfo
- Publication number
- JP6996499B2 JP6996499B2 JP2018514709A JP2018514709A JP6996499B2 JP 6996499 B2 JP6996499 B2 JP 6996499B2 JP 2018514709 A JP2018514709 A JP 2018514709A JP 2018514709 A JP2018514709 A JP 2018514709A JP 6996499 B2 JP6996499 B2 JP 6996499B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- less
- layer
- battery
- aluminum alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 0 *c1ccccc1 Chemical compound *c1ccccc1 0.000 description 1
- ZMVHRWPZFKGQRN-UHFFFAOYSA-N CCC(C)(CC)NC Chemical compound CCC(C)(CC)NC ZMVHRWPZFKGQRN-UHFFFAOYSA-N 0.000 description 1
- JYKWXFIXKOGKBV-UHFFFAOYSA-N OC1=CC=CC2C=CC=CC12 Chemical compound OC1=CC=CC2C=CC=CC12 JYKWXFIXKOGKBV-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/14—Primary casings; Jackets or wrappings for protecting against damage caused by external factors
- H01M50/141—Primary casings; Jackets or wrappings for protecting against damage caused by external factors for protecting against humidity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/08—Housing; Encapsulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/14—Primary casings; Jackets or wrappings for protecting against damage caused by external factors
- H01M50/145—Primary casings; Jackets or wrappings for protecting against damage caused by external factors for protecting against corrosion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Laminated Bodies (AREA)
Description
本発明は、これらの知見に基づいて、さらに検討を重ねることにより完成したものである。
項1. 少なくとも、基材層、アルミニウム合金箔層、及び熱融着性樹脂層をこの順に有する積層体からなり、
前記アルミニウム合金箔層を構成しているアルミニウム合金の組成が、Si:0.60質量%以下、Fe:0.70質量%以下、Cu:0.25質量%以下、Mn:0.05質量%以上1.5質量%以下、Zn:0.25質量%以下、V:0.05質量%以下、Ti:0.03質量%以下を満たす、電池用包装材料。
項2. 前記アルミニウム合金箔層の厚みが、30μm以下である、項1に記載の電池用包装材料。
項3. 幅15mm及び長さ250mmの前記電池用包装材料の前記基材層を外側にしてループを形成し、当該ループの円周90mm、押し込み距離15mmの測定条件において測定される、前記電池用包装材料のループステフネス値が、0.08N/15mm以上である、項1または2に記載の電池用包装材料。
項4. 前記積層体の厚みが、105μm以下である、項1~3のいずれかに記載の電池用包装材料。
項5. 前記アルミニウム合金箔層の少なくとも一方の面に下地皮膜層を備えている、項1~4のいずれかに記載の電池用包装材料。
項6. 二次電池用の包装材料である、項1~5のいずれかに記載の電池用包装材料。
項7. 少なくとも正極、負極、及び電解質を備えた電池素子が、項1~6のいずれかに記載の電池用包装材料により形成された包装体中に収容されている、電池。
項8. 少なくとも、基材層、アルミニウム合金箔層、及び熱融着性樹脂層がこの順となるように積層して積層体を得る工程を備えており、
前記アルミニウム合金箔層として、前記アルミニウム合金箔層を構成しているアルミニウム合金の組成が、Si:0.60質量%以下、Fe:0.70質量%以下、Cu:0.25質量%以下、Mn:0.05質量%以上1.50質量%以下、Zn:0.25質量%以下、V:0.05質量%以下、Ti:0.03質量%以下を満たすものを用いる、電池用包装材料の製造方法。
項9. 項1~6のいずれかに記載の電池用包装材料により形成された包装体中に、少なくとも正極、負極、及び電解質を備えた電池素子を収容する工程を備える、電池の製造方法。
以下、本発明の電池用包装材料について詳述する。
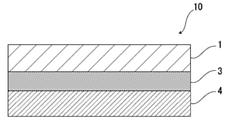
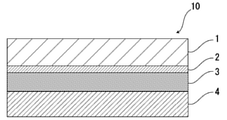
本発明の電池用包装材料10は、図1に示すように、少なくとも、基材層1、アルミニウム合金箔層3、及び熱融着性樹脂層4をこの順に有する積層体からなる。本発明の電池用包装材料10において、基材層1が最外層側になり、熱融着性樹脂層4は最内層になる。即ち、電池の組み立て時に、電池素子の周縁に位置する熱融着性樹脂層4同士が熱融着して電池素子を密封することにより、電池素子が封止される。
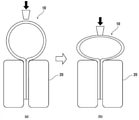
図6の模式図に示されるように、電池用包装材料からループを作製し、当該ループの直径方向を押しつぶした際に所定の押込み距離となるのに要する荷重をループステフネス値とする。本発明の電池用包装材料においては、幅15mm及び長さ250mmの電池用包装材料の基材層を外側にして、両端部をクリップで挟んで固定し、長さ方向中央部において、円周90mmの円形ループを作製する。当該ループをクリップの反対側から押込み、押し込み距離15mmとなるのに要する荷重を、ループステフネス値とする。
[基材層1]
本発明の電池用包装材料において、基材層1は、最外層側に位置する層である。基材層1を形成する素材については、絶縁性を備えるものであることを限度として特に制限されるものではない。基材層1を形成する素材としては、例えば、ポリエステル、ポリアミド、エポキシ樹脂、アクリル樹脂、フッ素樹脂、ポリウレタン、珪素樹脂、フェノール樹脂、ポリエーテルイミド、ポリイミド、ポリカーボネート、及びこれらの混合物や共重合物などが挙げられる。
本発明の電池用包装材料10において、接着剤層2は、基材層1とアルミニウム合金箔層3を強固に接着させるために、必要に応じて、これらの間に設けられる層である。
電池用包装材料10において、アルミニウム合金箔層3は、電池用包装材料10の強度向上の他、電池内部に水蒸気、酸素、光などが侵入することを防止するためのバリア層として機能する層である。
本発明の電池用包装材料において、熱融着性樹脂層4は、最内層に該当し、電池の組み立て時に熱融着性樹脂層同士が熱融着して電池素子を密封する層である。
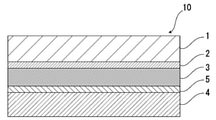
本発明の電池用包装材料において、接着層5は、アルミニウム合金箔層3と熱融着性樹脂層4を強固に接着させために、これらの間に必要に応じて設けられる層である。
本発明の電池用包装材料においては、意匠性、耐電解液性、耐擦過性、成形性の向上などを目的として、必要に応じて、基材層1の上(基材層1のアルミニウム合金箔層3とは反対側)に、必要に応じて、表面被覆層(図示しない)を設けてもよい。表面被覆層は、電池を組み立てた時に、最外層に位置する層である。
本発明の電池用包装材料の製造方法については、所定の組成の各層を積層させた積層体が得られる限り、特に制限されず、少なくとも、基材層1、アルミニウム合金箔層3、及び熱融着性樹脂層4がこの順となるように積層して積層体を得る工程を備えており、アルミニウム合金箔層として、前記アルミニウム合金箔層を構成しているアルミニウム合金の組成が、Si:0.60質量%以下(すなわち、Si:0.00質量%以上0.60質量%以下であり、Siが含まれていなくてもよい)、Fe:0.70質量%以下(すなわち、Fe:0.00質量%以上0.70質量%以下であり、Feが含まれていなくてもよい)、Cu:0.25質量%以下(すなわち、Cu:0.00質量%以上0.25質量%以下であり、Cuが含まれていなくてもよい)、Mn:0.05質量%以上1.5質量%以下、Zn:0.25質量%以下(すなわち、Zn:0.00質量%以上0.25質量%以下であり、Znが含まれていなくてもよい)、V:0.05質量%以下(すなわち、V:0.00質量%以上0.05質量%以下であり、Vが含まれていなくてもよい)、Ti:0.03質量%以下(すなわち、Ti:0.00質量%以上0.03質量%以下であり、Tiが含まれていなくてもよい)を満たすものを用いる製造方法を採用することができる。すなわち、アルミニウム合金箔層3として、「2.電池用包装材料を形成する各層の組成」の欄で説明したアルミニウム合金箔層3を用いて、各層を積層することにより、本発明の電池用包装材料を製造することができる。本発明の電池用包装材料の製造方法においては、アルミニウム合金箔層として、前記アルミニウム合金箔層を構成しているアルミニウム合金の組成が、Si:0.08質量%以上0.60質量%以下、Fe:0.1質量%以上0.7質量%以下、Cu:0.10質量%以上0.20質量%以下、Mn:0.10質量%以上1.0質量%以下、Zn:0.05質量%以上0.15質量%以下、V:0.05質量%以下(すなわち、V:0.00質量%以上0.05質量%以下であり、Vが含まれていなくてもよい)、Ti:0.03質量%以下(すなわち、Ti:0.00質量%以上0.03質量%以下であり、Tiが含まれていなくてもよい)を満たすものを用いる製造方法を採用することが好ましい。
本発明の電池用包装材料は、正極、負極、電解質などの電池素子を密封して収容するための包装体に使用される。すなわち、本発明の電池用包装材料によって形成された包装体中に、少なくとも正極、負極、及び電解質を備えた電池素子を収容して、電池とすることができる。
<電池用包装材料の製造>
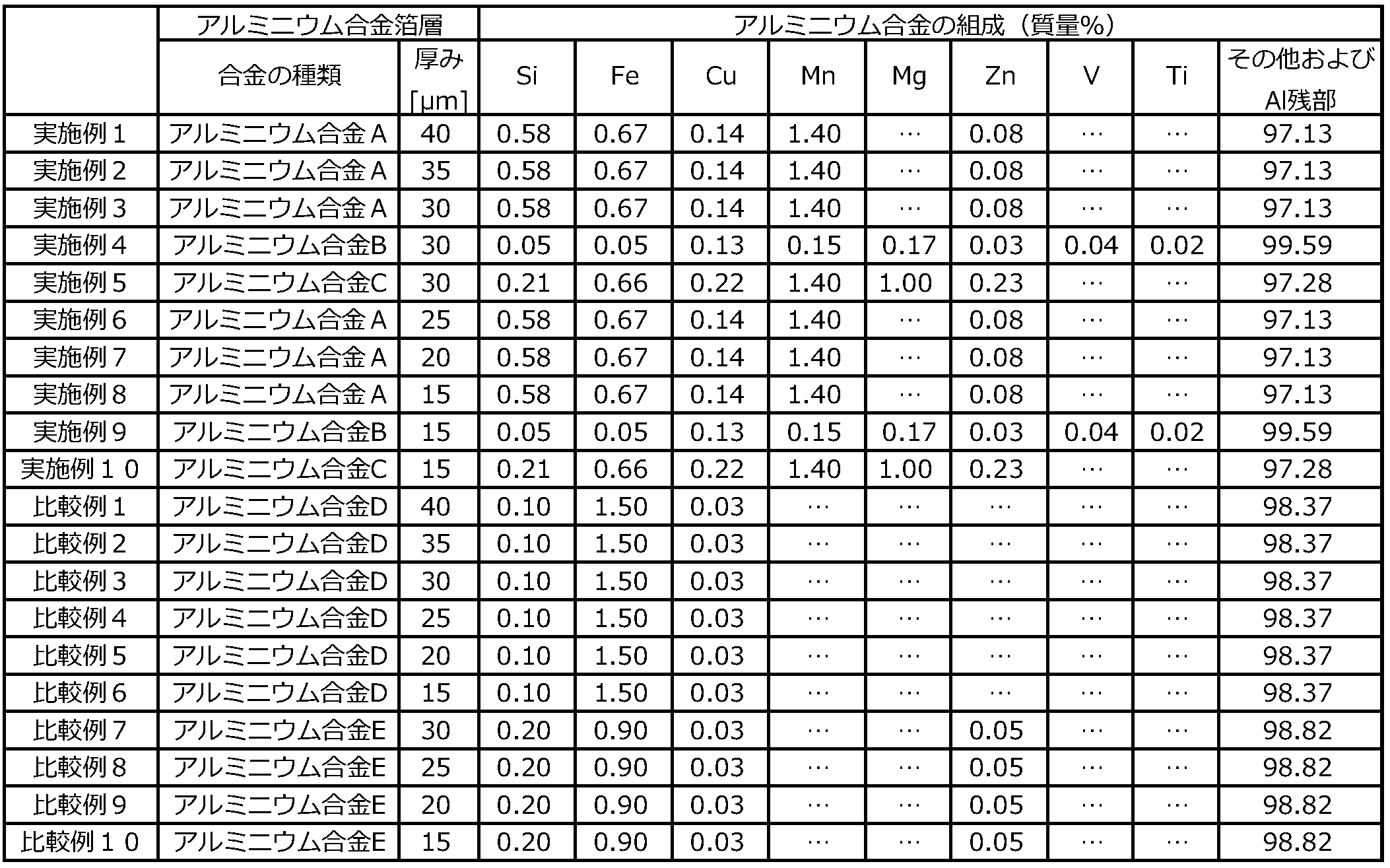
2軸延伸ナイロンフィルムからなる基材層(厚み12μm)上に、それぞれ、表1に記載の組成を有するアルミニウム合金A-Dにより形成されているアルミニウム合金箔(表1に記載の厚み)をドライラミネート法により積層させた。具体的には、それぞれ後述の各アルミニウム合金箔の一方面に、2液型ウレタン接着剤(ポリオール化合物と芳香族イソシアネート系化合物)を塗布し、アルミニウム合金箔層上に接着層(厚さ3μm)を形成した。次いで、アルミニウム合金箔層上の接着層と基材層をドライラミネート法で積層した後、エージング処理を実施することにより、基材層/接着剤層/アルミニウム合金箔層の積層体を作製した。なお、アルミニウム合金箔の両面には、化成処理を施した。アルミニウム合金箔の化成処理は、フェノール樹脂、フッ化クロム化合物、及びリン酸からなる処理液をクロムの塗布量が10mg/m2(乾燥質量)となるように、ロールコート法によりアルミニウム箔の両面に塗布し、焼付けすることにより行った。次に積層体のアルミニウム合金箔層の上に、カルボン酸変性ポリプロピレン(アルミニウム合金箔層側に配置)14μmとランダムポリプロピレン(最内層側)10μmを共押出しすることにより、アルミニウム合金箔層上に接着層と熱融着性樹脂層を積層させ、基材層/接着剤層/アルミニウム合金箔層/接着層/熱融着性樹脂層が順に積層された電池用包装材料を得た。
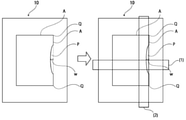
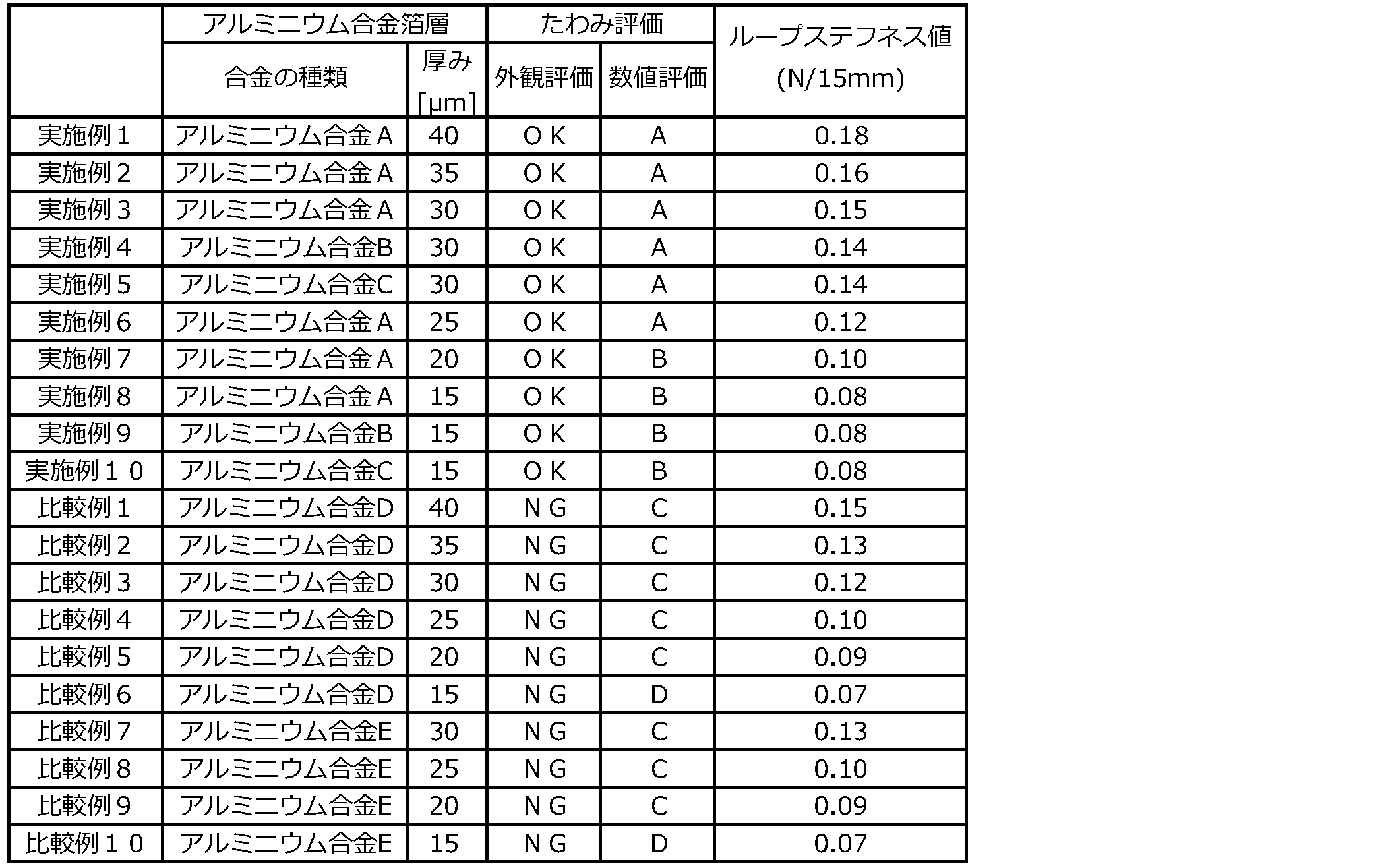
上記で得られた各電池用包装材を幅80mm長さ120mmの長方形に裁断したサンプルを準備した。次に、30mm×50mmの口径の成形金型コーナーR2.3(雌型)とこれに対応した29.4mm×49.4mmの口径の成形金型コーナーR2(雄型)(雌型と雄型のクリアランスは0.3mm)を用いて、押さえ圧0.4MPa、成形深さ5.0mmの条件でサンプルを冷間成形した。次に、成形によって形成されたサンプルの空間に、縦28mm、横48mm、高さ5.0mmのポリエチレン製の板を挿入(空間の成形深さ方向と、板の高さ方向が一致するように挿入)し、成形によってサンプルに形成された4方向の稜線部A(図4を参照)の形状が変化しなかった場合を「OK」、変化した(すなわち、稜線部Aのたわんだ状態が元に戻る)場合を「NG」とし、稜線部の外観評価を行った。結果を表2に示す。
上記で得られた各電池用包装材を幅80mm、長さ120mmの長方形に裁断したサンプルを準備した。次に、30mm×50mmの口径の成形金型コーナーR2.3(雌型)とこれに対応した29.4mm×49.4mmの口径の成形金型コーナーR2(雄型)(雌型と雄型のクリアランスは0.3mm)を用いて、押さえ圧0.4MPa、成形深さ5.0mmの条件でサンプルを冷間成形した。次に、図5に示されるように、成形後のサンプルを平面視し、成形によって形成されたサンプルの4つの角部Q(図5を参照)のうち、隣り合う2つの角部Qを直線で結ぶようにJIS 1級スケール(1)を合わせた。次に、当該スケールと直角方向に、もう一つのJIS 1級スケール(2)を置き、稜線部Aのたわみが最も大きい箇所におけるたわみの縁と、JIS 1級スケール(1)との平面方向の距離wを測定した。なお、距離wの測定は、30mm×50mmの4辺の内、距離が長い50mmの2辺について測定し、値の大きい方の最大値を距離wとした。距離wが、1mm未満の場合を「A」、1mm以上1.5mm未満の場合を「B」、1.5mm以上2mm未満の場合を「C」、2mm以上の場合を「D」と評価した。結果を表2に示す。
ループステフネス値の測定には、東洋精機株式会社製の商品名「LOOP STIFFNESS TESTER」を測定装置として用いた。上記で得られた各電池用包装材料をそれぞれ長さ方向250mm(製膜時の流れ方向:MD)、幅方向15mmのサイズに裁断して試験片(電池用包装材料10)を作製した。次に、図6に示されるように、試験片の基材層を外側となるようにして、試験片の両端部をクリップ20で挟んで固定し、長さ方向中央部において円周90mmの円形ループを作製した。当該ループをクリップ20の反対側から押込み速度3.3mm/secで押込み、押し込み距離15mmとなるのに要する荷重をループステフネス値とした。なお、当該測定装置によって測定される単位は「g」であるため、1kgf≒9.8Nと換算した結果を表2に示す。なお、試験片の長さについては、クリップで挟み込み固定できる長さであれば、250mmでなくてもよい。
2 接着剤層
3 アルミニウム合金箔層
4 熱融着性樹脂層
5 接着層
A 稜線部
Q 角部
P たわみ
w 隣り合う2つの角部を結ぶ直線と、たわみの縁との距離
Claims (8)
- 少なくとも、基材層、アルミニウム合金箔層、及び熱融着性樹脂層をこの順に有する積層体からなり、
前記熱融着性樹脂層は、最内層であり、かつ、ポリプロピレンにより形成されており、
前記アルミニウム合金箔層を構成しているアルミニウム合金の組成が、Si:0.60質量%以下、Fe:0.1質量%以上0.70質量%以下、Cu:0.25質量%以下、Mn:0.05質量%以上1.5質量%以下、Zn:0.25質量%以下、V:0.05質量%以下、Ti:0.03質量%以下を満たし、
前記アルミニウム合金箔層の厚みは、15μm以上25μm以下である、電池用包装材料。 - 幅15mm及び長さ250mmの前記電池用包装材料の前記基材層を外側にしてループを形成し、当該ループの円周90mm、押し込み距離15mmの測定条件において測定される、前記電池用包装材料のループステフネス値が、0.08N/15mm以上である、請求項1に記載の電池用包装材料。
- 前記積層体の厚みが、105μm以下である、請求項1または2のいずれかに記載の電池用包装材料。
- 前記アルミニウム合金箔層の少なくとも一方の面に下地皮膜層を備えている、請求項1~3のいずれかに記載の電池用包装材料。
- 二次電池用の包装材料である、請求項1~4のいずれかに記載の電池用包装材料。
- 少なくとも正極、負極、及び電解質を備えた電池素子が、請求項1~5のいずれかに記載の電池用包装材料により形成された包装体中に収容されている、電池。
- 少なくとも、基材層、アルミニウム合金箔層、及び熱融着性樹脂層がこの順となるように積層して積層体を得る工程を備えており、
前記熱融着性樹脂層は、最内層であり、かつ、ポリプロピレンにより形成されており、
前記アルミニウム合金箔層として、前記アルミニウム合金箔層を構成しているアルミニウム合金の組成が、Si:0.60質量%以下、Fe:0.1質量%以上0.70質量%以下、Cu:0.25質量%以下、Mn:0.05質量%以上1.50質量%以下、Zn:0.25質量%以下、V:0.05質量%以下、Ti:0.03質量%以下を満たし、厚みが15μm以上25μm以下であるものを用いる、電池用包装材料の製造方法。 - 請求項1~5のいずれかに記載の電池用包装材料により形成された包装体中に、少なくとも正極、負極、及び電解質を備えた電池素子を収容する工程を備える、電池の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016088966 | 2016-04-27 | ||
| JP2016088966 | 2016-04-27 | ||
| PCT/JP2017/016789 WO2017188396A1 (ja) | 2016-04-27 | 2017-04-27 | 電池用包装材料、その製造方法、電池及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017188396A1 JPWO2017188396A1 (ja) | 2019-03-28 |
| JP6996499B2 true JP6996499B2 (ja) | 2022-01-17 |
Family
ID=60159872
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018514709A Active JP6996499B2 (ja) | 2016-04-27 | 2017-04-27 | 電池用包装材料、その製造方法、電池及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6996499B2 (ja) |
| WO (1) | WO2017188396A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6885239B2 (ja) * | 2017-07-12 | 2021-06-09 | 大日本印刷株式会社 | 電池用包装材料及び電池 |
| JP7192795B2 (ja) * | 2017-12-20 | 2022-12-20 | 大日本印刷株式会社 | 電池用包装材料及び電池 |
| EP4084029A4 (en) * | 2019-12-25 | 2024-09-18 | Dai Nippon Printing Co., Ltd. | EXTERIOR MATERIAL FOR ELECTRIC STORAGE DEVICE, MANUFACTURING METHOD THEREOF, AND ELECTRIC STORAGE DEVICE |
| JP2022063563A (ja) | 2020-10-12 | 2022-04-22 | 東洋アルミニウム株式会社 | アルミニウム合金箔及びその製造方法 |
| JP7746709B2 (ja) * | 2021-06-29 | 2025-10-01 | 大日本印刷株式会社 | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス |
| KR102770879B1 (ko) * | 2021-12-24 | 2025-02-24 | 주식회사 엘지에너지솔루션 | 파우치 필름 적층체 및 이를 이용하여 제조된 전지 케이스 |
| JP2024081908A (ja) * | 2022-12-07 | 2024-06-19 | Toppanホールディングス株式会社 | 蓄電デバイス用外装材及び蓄電デバイス |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007234545A (ja) | 2006-03-03 | 2007-09-13 | Toshiba Corp | 非水電解質電池および電池パック |
| JP2009057579A (ja) | 2007-08-08 | 2009-03-19 | Toyo Aluminium Kk | アルミニウム合金ならびにそれを用いた包装材および電気電子構造部材 |
| WO2016047790A1 (ja) | 2014-09-26 | 2016-03-31 | 大日本印刷株式会社 | 電池用包装材料 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1167166A (ja) * | 1997-08-08 | 1999-03-09 | Showa Alum Corp | ポリマー電池用包材 |
| JPH11195404A (ja) * | 1997-12-26 | 1999-07-21 | Sanyo Electric Co Ltd | 薄型電池 |
-
2017
- 2017-04-27 WO PCT/JP2017/016789 patent/WO2017188396A1/ja not_active Ceased
- 2017-04-27 JP JP2018514709A patent/JP6996499B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007234545A (ja) | 2006-03-03 | 2007-09-13 | Toshiba Corp | 非水電解質電池および電池パック |
| JP2009057579A (ja) | 2007-08-08 | 2009-03-19 | Toyo Aluminium Kk | アルミニウム合金ならびにそれを用いた包装材および電気電子構造部材 |
| WO2016047790A1 (ja) | 2014-09-26 | 2016-03-31 | 大日本印刷株式会社 | 電池用包装材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017188396A1 (ja) | 2017-11-02 |
| JPWO2017188396A1 (ja) | 2019-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7192943B2 (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7298765B2 (ja) | 電池用包装材料、その製造方法、電池、及びポリエステルフィルム | |
| JP6996499B2 (ja) | 電池用包装材料、その製造方法、電池及びその製造方法 | |
| JP7652667B2 (ja) | 包装材料及び電池 | |
| JP7024760B2 (ja) | 電池用包装材料、その製造方法、電池、及びポリエステルフィルム | |
| JP7019991B2 (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP6679918B2 (ja) | 電池用包装材料 | |
| JP7010211B2 (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7474563B2 (ja) | 電池用包装材料、その製造方法、電池用包装材料の巻取体、電池 | |
| WO2023058453A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP7325926B2 (ja) | 電池用包装材料及び電池 | |
| JP7020401B2 (ja) | 電池用包装材料及び電池 | |
| CN111279509A (zh) | 电池用包装材料和电池 | |
| JP6922185B2 (ja) | 電池用包装材料、電池、電池用包装材料の製造方法、及びアルミニウム合金箔 | |
| JP2019016537A (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7060185B1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP7694544B2 (ja) | 電池用包装材料 | |
| JP6769142B2 (ja) | 電池用包装材料、その製造方法及び電池 | |
| JP7192795B2 (ja) | 電池用包装材料及び電池 | |
| WO2022114024A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2021162059A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| WO2021215538A1 (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| CN117083751A (zh) | 蓄电器件用外包装材料、蓄电器件及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200318 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6996499 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |