JP7009326B2 - 工作機械の数値制御装置 - Google Patents
工作機械の数値制御装置 Download PDFInfo
- Publication number
- JP7009326B2 JP7009326B2 JP2018130153A JP2018130153A JP7009326B2 JP 7009326 B2 JP7009326 B2 JP 7009326B2 JP 2018130153 A JP2018130153 A JP 2018130153A JP 2018130153 A JP2018130153 A JP 2018130153A JP 7009326 B2 JP7009326 B2 JP 7009326B2
- Authority
- JP
- Japan
- Prior art keywords
- control device
- numerical control
- correction
- machine tool
- correction amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Description
<工作機械および数値制御装置の構成>
図1は、本発明に係る数値制御装置を搭載した工作機械(3軸マシニングセンタ)を示したものであり、図2は、数値制御装置の制御機構を示すブロック図である。工作機械Mは、基台であるベッド4、ベッド4に固定されたクロスレール(コラム)3、切削工具15を装着可能な主軸1、主軸1を固定するための主軸頭2、ベッド4の前側上部にスライド可能に設置されたサドル5、サドル5の上部にスライド可能に設置された工作物(被加工物)を載置するためのテーブル6等によって構成されており、接続された数値制御装置C(図2参照)によって作動が制御される。また、工作機械Mのベッド4には、加工空間の雰囲気温度を測定するための温度センサ7、および、主軸1とテーブル6の相対変位を測定するための測定器(レーザートラッカー等)8が設置されている。
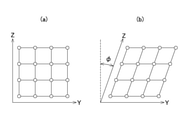
数値制御装置Cによって位置補正を行う際には、工作機械Mの加工空間(主軸1に装着された工具の可動領域)を、所定の間隔の格子状に区切り、各格子点の理想的な空間座標を設定する(図3参照)。当該空間座標においては、各格子点[Xi,Yi,Zi]において誤差量[EXi,EYi,EZi]を設定することができる。なお、ここでは、設定した空間座標における各格子点間の距離を[Lx,Ly,Lz]とする。


数値制御装置Cは、上記の如く、補正量の算出時に、空間座標の設定時と加工時との温度差に応じて、補正量を算出するための空間座標における格子間隔および格子の傾き角度を変化させるものであり、空間補正の誤差マップを熱変形で変化させて(すなわち、空間補正における誤差マップに加工時に発生する熱による変形を直接的に反映させて)補正量を算出するため、単純な方法により補正量を算出するにも拘わらず、工具1およびテーブル6の相対位置の誤差を精度良く補正することができ、工作機械Mの加工精度をきわめて良好なものとすることができる。
本発明に係る数値制御装置の構成は、上記実施形態の態様に何ら限定されるものではなく、処理装置(CPU等)、記憶手段、温度センサ、測定器等の形状・構造等の構成を、本発明の趣旨を逸脱しない範囲で、必要に応じて適宜変更することができる。また、数値制御装置を搭載する工作機械も、上記実施形態の如き3軸(立形)マシニングセンタに限定されず、5軸加工機や旋盤等の他の工作機械に変更することも可能である。
C・・数値制御装置
1・・主軸
6・・テーブル
7・・温度センサ
8・・測定器
Claims (4)
- 工具およびテーブルを備えた工作機械において、予め加工空間を所定個数の格子状に分割して各格子点の理想的な空間座標を設定し、その空間座標に対して、工具およびテーブルの相対位置を修正するための補正量を算出する工作機械の数値制御装置であって、
空間座標の設定時と加工時との温度差に応じて、補正量を算出するための空間座標における格子間隔および/または格子の傾き角度を変化させることを特徴とする工作機械の数値制御装置。 - 工作機械に設置された温度センサによって加工空間の温度を検出し、その検出結果に基づいて、補正量を算出するための空間座標における格子間隔を変化させることを特徴とする請求項1に記載の工作機械の数値制御装置。
- 工作機械に設置された温度センサによって加工空間の温度を検出し、その検出結果に基づいて、補正量を算出するための空間座標における格子の傾き角度を変化させることを特徴とする請求項1に記載の工作機械の数値制御装置。
- 空間座標を任意に設定可能であり、その空間座標の所定の格子点を基準として、補正量を算出するための空間座標における格子間隔を変更可能であることを特徴とする請求項1~3のいずれかに記載の工作機械の数値制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018130153A JP7009326B2 (ja) | 2018-07-09 | 2018-07-09 | 工作機械の数値制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018130153A JP7009326B2 (ja) | 2018-07-09 | 2018-07-09 | 工作機械の数値制御装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020009191A JP2020009191A (ja) | 2020-01-16 |
| JP2020009191A5 JP2020009191A5 (ja) | 2021-04-01 |
| JP7009326B2 true JP7009326B2 (ja) | 2022-01-25 |
Family
ID=69151818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018130153A Active JP7009326B2 (ja) | 2018-07-09 | 2018-07-09 | 工作機械の数値制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7009326B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113352059B (zh) * | 2021-06-23 | 2022-08-23 | 湛江德利车辆部件有限公司 | 一种高精度零件旋转加工方法 |
| CN113341878B (zh) * | 2021-06-23 | 2023-04-18 | 重庆理工大学 | 五轴数控机床的热误差测量方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006065716A (ja) | 2004-08-30 | 2006-03-09 | Mitsubishi Heavy Ind Ltd | 変形誤差の補正方法 |
| JP2012234424A (ja) | 2011-05-06 | 2012-11-29 | Jtekt Corp | 工作機械の数値制御装置 |
| JP2016064497A (ja) | 2014-09-16 | 2016-04-28 | 株式会社東芝 | データ補正装置、データ補正方法、及び、加工装置 |
| JP2017087396A (ja) | 2015-11-17 | 2017-05-25 | 株式会社ジェイテクト | 熱変位補正装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1020912A (ja) * | 1996-07-01 | 1998-01-23 | Fanuc Ltd | 数値制御装置による熱変位補正方法 |
-
2018
- 2018-07-09 JP JP2018130153A patent/JP7009326B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006065716A (ja) | 2004-08-30 | 2006-03-09 | Mitsubishi Heavy Ind Ltd | 変形誤差の補正方法 |
| JP2012234424A (ja) | 2011-05-06 | 2012-11-29 | Jtekt Corp | 工作機械の数値制御装置 |
| JP2016064497A (ja) | 2014-09-16 | 2016-04-28 | 株式会社東芝 | データ補正装置、データ補正方法、及び、加工装置 |
| JP2017087396A (ja) | 2015-11-17 | 2017-05-25 | 株式会社ジェイテクト | 熱変位補正装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020009191A (ja) | 2020-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10209107B2 (en) | Geometric error identification method of multi-axis machine tool and multi-axis machine tool | |
| JP5705283B2 (ja) | 工作機械および工作機械の回転軸の測定方法 | |
| JP4803491B2 (ja) | 工作機械における位置補正装置 | |
| JP5968749B2 (ja) | 幾何誤差同定方法と当該幾何誤差同定方法を使用した数値制御方法、数値制御装置及びマシニングセンタ | |
| JP6606054B2 (ja) | 工作機械の運動誤差同定方法 | |
| JP6570957B2 (ja) | 機械構造体の幾何誤差同定方法と当該幾何誤差同定方法を使用した数値制御方法、数値制御装置及びマシニングセンタ | |
| KR20100054864A (ko) | 에러맵 작성방법 및 장치와 에러맵 작성기능을 가진 수치제어 공작기계 | |
| JP4559277B2 (ja) | Nc工作機械の熱変位補正方法 | |
| JP5355037B2 (ja) | 精度測定方法及び数値制御工作機械の誤差補正方法並びに誤差補正機能を有した数値制御工作機械 | |
| JP2006065716A (ja) | 変形誤差の補正方法 | |
| JP2017027360A (ja) | 機械の誤差補償システム及び誤差補償方法、誤差補償プログラム | |
| JP2007168013A (ja) | 工具刃先位置演算方法及び工作機械 | |
| JP7009326B2 (ja) | 工作機械の数値制御装置 | |
| JP2021074807A (ja) | 工作機械の誤差補正方法及び工作機械 | |
| JP4575887B2 (ja) | ワークの姿勢制御方法 | |
| JP7337664B2 (ja) | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム | |
| JP2008268118A (ja) | 形状測定方法及び装置 | |
| JP2018030195A (ja) | 工作機械の熱変位補正方法及び基準ゲージ | |
| JP5963792B2 (ja) | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 | |
| JP2018128328A (ja) | 工作機械の幾何誤差測定方法 | |
| JP2016154039A (ja) | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 | |
| JP2012079358A (ja) | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 | |
| TWI645274B (zh) | 工件加工方法及其加工系統 | |
| WO2015063912A1 (ja) | 位置決め精度の設定方法、位置決め精度設定装置および位置決め精度の設定プログラム | |
| JP6623061B2 (ja) | 工作機械及び工作機械の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210215 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7009326 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |