JP6986332B2 - 断熱材、真空断熱材、それらの製造方法及びそれらを備えた冷蔵庫 - Google Patents
断熱材、真空断熱材、それらの製造方法及びそれらを備えた冷蔵庫 Download PDFInfo
- Publication number
- JP6986332B2 JP6986332B2 JP2016091732A JP2016091732A JP6986332B2 JP 6986332 B2 JP6986332 B2 JP 6986332B2 JP 2016091732 A JP2016091732 A JP 2016091732A JP 2016091732 A JP2016091732 A JP 2016091732A JP 6986332 B2 JP6986332 B2 JP 6986332B2
- Authority
- JP
- Japan
- Prior art keywords
- heat insulating
- adsorbent
- insulating material
- container
- vacuum heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011810 insulating material Substances 0.000 title claims description 179
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 239000012774 insulation material Substances 0.000 title claims 2
- 239000003463 adsorbent Substances 0.000 claims description 217
- 239000007789 gas Substances 0.000 claims description 84
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 40
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims description 35
- 229910001868 water Inorganic materials 0.000 claims description 34
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 claims description 31
- 239000011162 core material Substances 0.000 claims description 25
- 239000000203 mixture Substances 0.000 claims description 25
- 239000001257 hydrogen Substances 0.000 claims description 24
- 229910052739 hydrogen Inorganic materials 0.000 claims description 24
- 229910000314 transition metal oxide Inorganic materials 0.000 claims description 23
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 22
- 229910052760 oxygen Inorganic materials 0.000 claims description 22
- 239000001301 oxygen Substances 0.000 claims description 22
- 229910000420 cerium oxide Inorganic materials 0.000 claims description 20
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 19
- 239000000292 calcium oxide Substances 0.000 claims description 17
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 claims description 17
- -1 polyethylene Polymers 0.000 claims description 17
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 claims description 17
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 claims description 16
- 230000004888 barrier function Effects 0.000 claims description 15
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 claims description 15
- 229910052763 palladium Inorganic materials 0.000 claims description 15
- 230000002950 deficient Effects 0.000 claims description 14
- 239000004745 nonwoven fabric Substances 0.000 claims description 11
- 239000002245 particle Substances 0.000 claims description 11
- 239000000843 powder Substances 0.000 claims description 11
- WMFOQBRAJBCJND-UHFFFAOYSA-M Lithium hydroxide Chemical compound [Li+].[OH-] WMFOQBRAJBCJND-UHFFFAOYSA-M 0.000 claims description 9
- HBEQXAKJSGXAIQ-UHFFFAOYSA-N oxopalladium Chemical compound [Pd]=O HBEQXAKJSGXAIQ-UHFFFAOYSA-N 0.000 claims description 9
- 230000008569 process Effects 0.000 claims description 9
- 229920005989 resin Polymers 0.000 claims description 9
- 239000011347 resin Substances 0.000 claims description 9
- 229910000287 alkaline earth metal oxide Inorganic materials 0.000 claims description 8
- 229910044991 metal oxide Inorganic materials 0.000 claims description 8
- 150000004706 metal oxides Chemical class 0.000 claims description 8
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 claims description 7
- 239000005751 Copper oxide Substances 0.000 claims description 7
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 claims description 7
- 229910000431 copper oxide Inorganic materials 0.000 claims description 7
- 229910001882 dioxygen Inorganic materials 0.000 claims description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 6
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 claims description 6
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 claims description 6
- 229910000000 metal hydroxide Inorganic materials 0.000 claims description 6
- 150000004692 metal hydroxides Chemical class 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 6
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 6
- IATRAKWUXMZMIY-UHFFFAOYSA-N strontium oxide Chemical compound [O-2].[Sr+2] IATRAKWUXMZMIY-UHFFFAOYSA-N 0.000 claims description 6
- 239000010457 zeolite Substances 0.000 claims description 6
- 239000004698 Polyethylene Substances 0.000 claims description 5
- 239000004743 Polypropylene Substances 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 claims description 5
- 229920001155 polypropylene Polymers 0.000 claims description 5
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 4
- 230000035699 permeability Effects 0.000 claims description 4
- 229910052719 titanium Inorganic materials 0.000 claims description 4
- 239000010936 titanium Substances 0.000 claims description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 3
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 claims description 3
- 239000000920 calcium hydroxide Substances 0.000 claims description 3
- 229910001861 calcium hydroxide Inorganic materials 0.000 claims description 3
- 229910052749 magnesium Inorganic materials 0.000 claims description 3
- 239000011777 magnesium Substances 0.000 claims description 3
- 239000000395 magnesium oxide Substances 0.000 claims description 3
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 claims description 3
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 claims description 3
- 229910052759 nickel Inorganic materials 0.000 claims description 3
- 239000011164 primary particle Substances 0.000 claims description 3
- 239000011787 zinc oxide Substances 0.000 claims description 3
- 238000001179 sorption measurement Methods 0.000 description 37
- 230000000052 comparative effect Effects 0.000 description 24
- 230000007774 longterm Effects 0.000 description 24
- 239000000463 material Substances 0.000 description 22
- 229910052751 metal Inorganic materials 0.000 description 13
- 239000002184 metal Substances 0.000 description 13
- 239000006185 dispersion Substances 0.000 description 12
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 10
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 10
- 229910002091 carbon monoxide Inorganic materials 0.000 description 10
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 9
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 8
- 239000011491 glass wool Substances 0.000 description 8
- 239000000835 fiber Substances 0.000 description 7
- 238000002360 preparation method Methods 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- 239000004952 Polyamide Substances 0.000 description 6
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 6
- 229920002647 polyamide Polymers 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 5
- 239000011888 foil Substances 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 229910021536 Zeolite Inorganic materials 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 229910002092 carbon dioxide Inorganic materials 0.000 description 4
- 239000001569 carbon dioxide Substances 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- 206010021143 Hypoxia Diseases 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000011324 bead Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000009413 insulation Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 239000003507 refrigerant Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 2
- 229910000733 Li alloy Inorganic materials 0.000 description 2
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 2
- 239000002250 absorbent Substances 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000008014 freezing Effects 0.000 description 2
- 238000007710 freezing Methods 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000001989 lithium alloy Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000000741 silica gel Substances 0.000 description 2
- 229910002027 silica gel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- DTQHSUHILQWIOM-UHFFFAOYSA-J 2-hydroxypropanoate titanium(4+) dihydroxide Chemical compound O[Ti++]O.CC(O)C([O-])=O.CC(O)C([O-])=O DTQHSUHILQWIOM-UHFFFAOYSA-J 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 238000004438 BET method Methods 0.000 description 1
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229910007919 Li-Ba Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 235000011941 Tilia x europaea Nutrition 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000004429 atom Chemical group 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000009849 deactivation Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004571 lime Substances 0.000 description 1
- 229920004889 linear high-density polyethylene Polymers 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 239000008267 milk Substances 0.000 description 1
- 210000004080 milk Anatomy 0.000 description 1
- 235000013336 milk Nutrition 0.000 description 1
- 239000011490 mineral wool Substances 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 235000012149 noodles Nutrition 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920006327 polystyrene foam Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 239000011163 secondary particle Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/06—Walls
- F25D23/065—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/02—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography
- B01D53/04—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography with stationary adsorbents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/02—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising inorganic material
- B01J20/0203—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising inorganic material comprising compounds of metals not provided for in B01J20/04
- B01J20/0225—Compounds of Fe, Ru, Os, Co, Rh, Ir, Ni, Pd, Pt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/02—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising inorganic material
- B01J20/0203—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising inorganic material comprising compounds of metals not provided for in B01J20/04
- B01J20/024—Compounds of Zn, Cd, Hg
- B01J20/0244—Compounds of Zn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/02—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising inorganic material
- B01J20/04—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising inorganic material comprising compounds of alkali metals, alkaline earth metals or magnesium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/28—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof characterised by their form or physical properties
- B01J20/28002—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof characterised by their form or physical properties characterised by their physical properties
- B01J20/28004—Sorbent size or size distribution, e.g. particle size
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D11/00—Self-contained movable devices, e.g. domestic refrigerators
- F25D11/02—Self-contained movable devices, e.g. domestic refrigerators with cooling compartments at different temperatures
- F25D11/022—Self-contained movable devices, e.g. domestic refrigerators with cooling compartments at different temperatures with two or more evaporators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D17/00—Arrangements for circulating cooling fluids; Arrangements for circulating gas, e.g. air, within refrigerated spaces
- F25D17/04—Arrangements for circulating cooling fluids; Arrangements for circulating gas, e.g. air, within refrigerated spaces for circulating air, e.g. by convection
- F25D17/042—Air treating means within refrigerated spaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/06—Walls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
- F25D23/06—Walls
- F25D23/065—Details
- F25D23/066—Liners
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2317/00—Details or arrangements for circulating cooling fluids; Details or arrangements for circulating gas, e.g. air, within refrigerated spaces, not provided for in other groups of this subclass
- F25D2317/04—Treating air flowing to refrigeration compartments
- F25D2317/041—Treating air flowing to refrigeration compartments by purification
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2317/00—Details or arrangements for circulating cooling fluids; Details or arrangements for circulating gas, e.g. air, within refrigerated spaces, not provided for in other groups of this subclass
- F25D2317/04—Treating air flowing to refrigeration compartments
- F25D2317/041—Treating air flowing to refrigeration compartments by purification
- F25D2317/0411—Treating air flowing to refrigeration compartments by purification by dehumidification
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2400/00—General features of, or devices for refrigerators, cold rooms, ice-boxes, or for cooling or freezing apparatus not covered by any other subclass
- F25D2400/04—Refrigerators with a horizontal mullion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/231—Filled with gas other than air; or under vacuum
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Combustion & Propulsion (AREA)
- Analytical Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Thermal Insulation (AREA)
- Refrigerator Housings (AREA)
Description
また、ここに開示する真空断熱材は、外装体と、前記外装体に収納された容器と、前記外装体に収納され、ガスを吸着する吸着材と、前記容器の内面で形成される第1空間と、前記容器の外面と前記外装体の内面とで形成される第2空間と、を備え、前記容器は、前記第1空間と前記第2空間とに連通する開口部を備えており、前記吸着材の一部は、前記第1空間に存在しており、前記吸着材の残りの部分は、前記第2空間における少なくとも前記開口部周辺に存在しており、前記外装体は、ガスバリア性を有しており、前記外装体の内部は減圧されており、前記容器の対向する2つの面にそれぞれ開口部が設けられており、前記2つの開口部の両方を貫通する軸が存在することを特徴とする。
<冷蔵庫>
本実施形態に係る冷蔵庫Eは、図1に示すように、外箱33と、外箱33内に収納され、それぞれ内部に貯蔵室を形成する内箱32,31とを備えている。内箱32,31及び外箱33は、共に前方に開口部が形成されている。図1に示す例では、内箱32内の貯蔵室は、冷凍温度帯に設定される冷凍室43であり、内箱31内の貯蔵室は冷蔵温度帯に設定される冷蔵室45である。
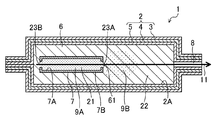
本実施形態に係る真空断熱材1は、図2に示すように、外装体2に収容されたグラスウールやシリカ粉末などの微細空隙を有する芯材6と、容器7と、ガスを吸着する吸着材9とを備える。これらの芯材6、容器7及び吸着材9は、外装体2を構成する2枚の外装材で挟むように内包、密閉するように構成されている。真空断熱材1は、冷蔵庫Eの他に、例えば冷凍庫、給湯容器、自動車用断熱材、建造物用断熱材、自動販売機、保冷箱、保温箱、保冷車等に使用され得る。
図3に示すように、吸着材9を準備し、開口部23A,23Bを形成する前の容器7に吸着材9を配置する(S1)。吸着材9は、上述の材料を例えば自動乳鉢、混合ミル、ボールミル等の一般的な公知の手段を用いて混合させて用いることができる。なお、この工程は、アルゴンガス下などの不活性ガス雰囲気下で行うことが好ましい。また、吸着材9の総量に対する各材料の含有量が小さい場合には、各材料を数十倍にスケールアップして混合した後、混合物から必要量の吸着材9を秤量して用いるようにしてもよい。
但し、式(1)において、hは側面71の高さ、kはヒートシール部の厚さを示す。
上記実施形態の真空断熱材1において、容器7は2つの開口部23A,23Bを備えていたが、図5に示すように、開口部23を1つだけ設ける構成としてもよい。また、開口部23を設ける位置は、外装体2の排気口8側に限らず、容器7のいずれの面に形成してもよい。具体的には例えば、図6に示すように、容器7の面72に開口部23を設け、図5に示すように、真空排気の吸引方向に対して開口部23の開口方向が垂直方向を向くように設置してもよい。
第1〜第2実施形態では、開口部23は2つ又は1つ形成する構成であったが、3つ以上の複数の開口部を設けてもよい。具体的には例えば、最大径3mm程度の小さな開口部を多数設ける構成としてもよい。これにより、工程S4において容器7を外装体2内に設置する際に、容器7の内部から吸着材9がこぼれにくく、作業性が向上する。
第1〜第3実施形態では、真空断熱材1内に、吸着材9を収容する容器7を1個設置する構成であったが、真空断熱材1内に、吸着材9を収納する容器7を複数個設置する構成としてもよい。これにより、開口部の数も増加させることができ、真空断熱材1内の広範囲に亘って吸着材9Bを分散させることができるので、吸着材9Bの分散性が効果的に向上する。容器7同士は近くに設置されても遠くに設置されてもよいが、離して設置して吸着材9Bをそれぞれにおいて分散する場合、吸着の効率が更に向上する。なお、容器7を複数個設置する場合には、上記工程S3において、それぞれの容器7の設置場所に応じて複数の凹部61を形成しておくことが好ましい。
上記第1〜第4実施形態において、真空断熱材1は、外装体2の内部が減圧されたものであったが、真空引きを行わず、外装体2の内外で常圧の一般的な断熱材として構成することもできる。この場合、吸着材9Aを収納する容器7を外装体2内に配置させるとともに、吸着材9Bを芯材6内に分散させて配置させ、工程S5を省略することにより断熱材を製造することができる。また、常圧の断熱材の製造方法として、上記工程S5において真空排気を行って吸着材9Bを分散させた後に、外装体2内部をアルゴン等の不活性ガスで大気開放して常圧に戻した後、外装体2を封止することにより、常圧の断熱材を製造してもよい。これにより、熱伝導率が空気に対して大きい気体等や吸湿した水等が断熱材内部の空隙に侵入しても、断熱性能の低下(熱伝導率の増大)を抑制可能であり、断熱材の短期性能と長期性能をともに向上させ得る。このような常圧の断熱材は、特に、保冷性能等を必要としない自動車用断熱材、建造物用断熱材等に好適に用いることができる。

[実施例1]
Arガス雰囲気下、吸着材として、酸化カルシウムCaO(平均粒子径50μm、BET比表面積5m2/g、吉澤石灰工業製)120g(99.783質量%)、酸素欠損した酸化チタンTiO2−x(平均粒子径10μm、赤穂化成製Tilack NUT)258mg(0.215質量%)、酸化パラジウムPdO(平均粒子径10μm、和光純薬工業製)3.0mg(0.002質量%)の粉末をそれぞれ秤量し、乳鉢に入れてめん棒で混合させた。
開口部の開口径dを20mm、最大径Dを23mmとした以外は、実施例1と同様にサンプルを作製した。
開口部の開口径dを30mm、最大径Dを33mmとした以外は、実施例1と同様にサンプルを作製した。
吸着材のうち2.00435gを秤量して不織布容器に入れ、開口部の開口径dを26.5mm、最大径Dを29.5mmとして、これを2個設置した以外は、実施例1と同様にサンプルを作製した。
吸着材のうち2.00435gを秤量して不織布容器に入れ、開口部の開口径dを30mm、最大径Dを33mmとして、これを2個設置した以外は、実施例1と同様にサンプルを作製した。
図6の符号72で示す面に、直径3mmの円形の開口部を30箇所形成した以外は、実施例1と同様にサンプルを作製した。
図6の符号72で示す面に、対角線の長さが28.3mm(一辺の長さが20mm)の正方形の開口部を1つ形成した以外は、実施例1と同様にサンプルを作製した。
開口部を設けない構成とした以外は、実施例1と同様にサンプルを作製した。
開口部を設けない構成とし、且つ、吸着材として酸化カルシウムCaOのみ4gを用いた以外は、実施例1と同様にサンプルを作製した。
吸着材のうち2.00435gを秤量して不織布容器に入れ、開口部の開口径dを34mm、最大径Dを37mmとして、これを2個設置した以外は、実施例1と同様にサンプルを作製した。
吸着材のうち2.00435gを秤量して不織布容器に入れ、開口部の開口径dを38mm、最大径Dを41mmとして、これを2個設置した以外は、実施例1と同様にサンプルを作製した。
図6の符号72で示す面に、直径2mmの円形の開口部を1つ形成した以外は、実施例1と同様にサンプルを作製した。
開口部の開口径dを40mm、最大径Dを43mmの半円筒状とした以外は、実施例1と同様にサンプルを作製した。
図6の符号72で示す面に、直径10mmの円形の開口部を1つ形成し、吸着材を平均粒子径2000μmのビーズ(シリカゲル、三菱化学アナリテック社製)とした以外は、実施例1と同様にサンプルを作製した。
作製した真空断熱材サンプルについて、作製直後のサンプルの外装体を開封し、吸着材を含む容器の質量を秤量することにより、当初容器内に収容した吸着材の質量(総量)及び作製前後での質量差から容器内に残存する吸着材の質量と容器外に分散したと考えられる吸着材の質量を算出し、吸着材の総量に対する容器外に分散した吸着材の質量の割合を百分率で算出した。
作製した真空断熱材のサンプルに対し、下記条件A,Bのサイクル試験を恒温恒湿槽(SSE−47TX−A、カトー社製)を用いて行った。
条件A:−30℃、2.5時間
条件B:80℃、65%RH、5.5時間
条件A、昇温、条件B、降温の順で実施したものを1サイクルとし、これを28サイクル行った。
作製した真空断熱材のサンプル(幅290mm、長さ410mm、厚さ12mm)について、
熱伝導率測定装置(NETZSCH社製、HFM436、JIS A 1412−2(熱流計法)に準拠)を用い、高温側38℃、低温側10℃(平均温度24℃、ΔT=28K)の条件で、外装体においてアルミニウム箔を含むラミネートフィルム側を低温側として熱伝導率を測定した。測定は、真空断熱材のサンプルを作製後7日間経過後と、上記加速試験後に行った。
図3の工程S2及び工程S4における作業性を示す。開口部の形成の容易さ及び開口部を形成後の容器の外装体への設置の時の作業性を、「◎(非常に良い)」「○(良い)」、「△(普通)」「×(悪い)」の4段階で評価した。
表1に示すように、開口部を設けない構成の比較例1,2の真空断熱材サンプルに対し、実施例1〜5のサンプルでは、熱伝導率指数が作製7日後及び加速試験後の双方で減少することが判った。このことから、容器に開口部を設け、吸着材を第2空間に分散させることにより、真空断熱材の短期性能及び長期性能の両方が向上することが判った。
2 外装体
2A (外装体の)内面
6 芯材
7 容器
7A (容器の)内面
7B (容器の)外面
8 排気口
9,9A,9B 吸着材
11 軸
21 第1空間
22 第2空間
23,23A,23B 開口部
61 凹部
Claims (29)
- 外装体と、
前記外装体に収納された容器と、
前記外装体に収納され、ガスを吸着する吸着材と、
前記容器の内面で形成される第1空間と、
前記容器の外面と前記外装体の内面とで形成される第2空間と、
を備え、
前記容器は、前記第1空間と前記第2空間とに連通する開口部を備えており、
前記吸着材の一部は、前記第1空間に存在しており、
前記吸着材の残りの部分は、前記第2空間における少なくとも前記開口部周辺に存在しており、
前記吸着材の残りの部分は、前記吸着材の全量に対して5質量%以上50質量%以下である
ことを特徴とする断熱材。 - 請求項1において、
前記容器は酸素ガス透過率が16g/m2・24h・atm以下である樹脂製の不織布で形成されている
ことを特徴とする断熱材。 - 請求項2において、
前記樹脂はポリエチレン、ポリプロピレン及びポリエチレンテレフタレートのいずれか又はその組み合わせである
ことを特徴とする断熱材。 - 請求項1〜3のいずれか1項において、
前記吸着材は、前記開口部を通じて前記第1空間から前記第2空間に分散するように配置されている
ことを特徴とする断熱材。 - 請求項1〜4のいずれか1項において、
前記開口部の最大径は、3mm以上35mm以下である
ことを特徴とする断熱材。 - 請求項1〜5のいずれか1項に記載の断熱材を用いた真空断熱材であって、
前記外装体は、ガスバリア性を有しており、
前記外装体の内部は減圧されている
ことを特徴とする真空断熱材。 - 請求項6において、
前記容器の対向する2つの面にそれぞれ開口部が設けられており、
前記2つの開口部の両方を貫通する軸が存在する
ことを特徴とする真空断熱材。 - 外装体と、
前記外装体に収納された容器と、
前記外装体に収納され、ガスを吸着する吸着材と、
前記容器の内面で形成される第1空間と、
前記容器の外面と前記外装体の内面とで形成される第2空間と、
を備え、
前記容器は、前記第1空間と前記第2空間とに連通する開口部を備えており、
前記吸着材の一部は、前記第1空間に存在しており、
前記吸着材の残りの部分は、前記第2空間における少なくとも前記開口部周辺に存在しており、
前記外装体は、ガスバリア性を有しており、
前記外装体の内部は減圧されており、
前記容器の対向する2つの面にそれぞれ開口部が設けられており、
前記2つの開口部の両方を貫通する軸が存在する
ことを特徴とする真空断熱材。 - 請求項7又は請求項8において、
前記外装体には、真空排気を行うための排気口が設けられており、
前記軸は、さらに前記排気口を貫いている
ことを特徴とする真空断熱材。 - 請求項6〜9のいずれか1項において、
前記第2空間には、芯材が充填されており、
前記開口部周辺には、前記芯材が存在しない空間が設けられている
ことを特徴とする真空断熱材。 - 請求項6〜10のいずれか1項において、
前記吸着材は粉末状であり、
前記吸着材の平均粒子径は0.1μm以上500μm以下である
ことを特徴とする真空断熱材。 - 請求項6〜11のいずれか1項において、
前記吸着材は水分吸着材と水素吸着材を含む
ことを特徴とする真空断熱材。 - 請求項12において、
前記水素吸着材は酸化パラジウム(II)、酸化亜鉛、パラジウム、チタン、ニッケル、及びマグネシウムのいずれか1種又はこれらの混合物である
ことを特徴とする真空断熱材。 - 請求項6〜13のいずれか1項において、
前記吸着材は水分吸着材と酸素欠損した金属酸化物を含む
ことを特徴とする真空断熱材。 - 請求項14において、
前記金属酸化物はチタン酸化物又はセリウム酸化物である
ことを特徴とする真空断熱材。 - 請求項12〜15のいずれか1項において、
前記水分吸着材はアルカリ土類酸化物及びゼオライトのいずれか又はこれらの混合物である
ことを特徴とする真空断熱材。 - 請求項16において、
前記アルカリ土類酸化物は酸化カルシウム、酸化マグネシウム、酸化ストロンチウム、及び酸化バリウムのいずれか1種又はこれらの混合物である
ことを特徴とする真空断熱材。 - 請求項16において、
前記アルカリ土類酸化物は平均1次粒子径が1μm以下で且つ比表面積が10m2/g未満の酸化カルシウムである
ことを特徴とする真空断熱材。 - 請求項6〜11のいずれか1項において、
前記吸着材は遷移金属酸化物及びパラジウムの混合物を含み、
前記パラジウムの量は前記遷移金属酸化物に対して0.2質量%以上2質量%以下であり、
前記遷移金属酸化物は酸化セリウム及び酸化銅を含み、
前記酸化銅が前記遷移金属酸化物の全質量に対して5質量%以上50質量%以下の範囲である
ことを特徴とする真空断熱材。 - 請求項19において、
前記遷移金属酸化物は比表面積が5m2/g以上50m2/g以下である
ことを特徴とする真空断熱材。 - 請求項19において、
前記吸着材は水酸化リチウム又は水酸化カルシウムよりなる群から選択される少なくとも一つの金属水酸化物をさらに含む
ことを特徴とする真空断熱材。 - 請求項21において、
前記少なくとも一つの金属水酸化物は前記遷移金属酸化物及び金属パラジウムの混合物に対して50質量%以上95質量%以下である
ことを特徴とする真空断熱材。 - 請求項19または請求項21において、
前記吸着材は水分吸着材をさらに含み、
前記遷移金属酸化物及びパラジウムの混合物は前記水分吸着材に対して0.8質量%以上5質量%以下である
ことを特徴とする真空断熱材。 - 外装体と、
前記外装体に収納された容器と、
前記外装体に収納され、ガスを吸着する吸着材と
を備えた真空断熱材の製造方法であって、
前記容器を前記外装体内に挿入する前に、前記容器内側の第1空間に前記吸着材を配置する工程と、
前記容器に開口部を設ける工程と、
前記開口部が設けられた容器を前記外装体内に挿入して、前記外装体の内部の所定位置に配設する工程と、
前記容器が配設された外装体内の真空排気をする工程と
を備え、
前記真空排気をする工程では、前記真空排気の吸引力により、前記吸着材を前記容器から前記開口部の少なくとも一部を通じて前記外装体と前記容器との間の第2空間に露出、分散させる
ことを特徴とする真空断熱材の製造方法。 - 請求項24において、
前記第1空間は、前記開口部で前記第2空間と連通しており、
前記開口部は、前記容器の対向する二面に1つずつ形成されており、
前記真空排気の吸引方向と平行の軸が、前記2つの開口部をともに貫くように前記開口部は形成されている
ことを特徴とする真空断熱材の製造方法。 - 請求項24又は請求項25において、
前記第2空間には、芯材が充填されており、
前記開口部が設けられた容器を前記外装体内に配設する工程前に、前記開口部が配置される予定の位置周辺に前記芯材の凹部を形成する工程を備えた
ことを特徴とする真空断熱材の製造方法。 - 請求項24〜26のいずれか1項において、
前記吸着材は粉末状であり、
前記吸着材の平均粒子径は0.1μm以上500μm以下である
ことを特徴とする真空断熱材の製造方法。 - 請求項1〜5のいずれか1項に記載の断熱材が配設された冷蔵庫。
- 請求項6〜23のいずれか1項に記載の真空断熱材が配設された冷蔵庫。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016091732A JP6986332B2 (ja) | 2016-04-28 | 2016-04-28 | 断熱材、真空断熱材、それらの製造方法及びそれらを備えた冷蔵庫 |
| KR1020160115188A KR102717587B1 (ko) | 2016-04-28 | 2016-09-07 | 진공 단열재, 이의 제조 방법 및 이를 구비한 냉장고 |
| EP17789756.8A EP3433554B1 (en) | 2016-04-28 | 2017-02-15 | Vacuum insulator and refrigerator having the same |
| CN201780026507.6A CN109154467B (zh) | 2016-04-28 | 2017-02-15 | 真空隔热件及其制造方法以及具有真空隔热件的冰箱 |
| PCT/KR2017/001631 WO2017188571A1 (en) | 2016-04-28 | 2017-02-15 | Vacuum insulator, method of manufacturing the same and refrigerator having the same |
| US15/444,022 US10240855B2 (en) | 2016-04-28 | 2017-02-27 | Vacuum insulator, method of manufacturing the same and refrigerator having the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016091732A JP6986332B2 (ja) | 2016-04-28 | 2016-04-28 | 断熱材、真空断熱材、それらの製造方法及びそれらを備えた冷蔵庫 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017198324A JP2017198324A (ja) | 2017-11-02 |
| JP6986332B2 true JP6986332B2 (ja) | 2021-12-22 |
Family
ID=60237720
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016091732A Active JP6986332B2 (ja) | 2016-04-28 | 2016-04-28 | 断熱材、真空断熱材、それらの製造方法及びそれらを備えた冷蔵庫 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3433554B1 (ja) |
| JP (1) | JP6986332B2 (ja) |
| CN (1) | CN109154467B (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7266254B2 (ja) * | 2019-06-17 | 2023-04-28 | パナソニックIpマネジメント株式会社 | ガラスパネルユニット、ガラスパネルユニットの製造方法 |
| CN112824802A (zh) * | 2019-11-21 | 2021-05-21 | 博西华电器(江苏)有限公司 | 隔热件及包括其的冰箱 |
| CN111569605B (zh) * | 2020-05-20 | 2022-03-29 | 绥阳县华丰电器有限公司 | 组合式多级净化过滤器 |
| CN112610806A (zh) * | 2020-12-22 | 2021-04-06 | 上海海事大学 | 采用废旧棉纤维作为芯材的真空绝热板及其制备方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5368412A (en) * | 1976-11-30 | 1978-06-17 | Nippon Telegr & Teleph Corp <Ntt> | Vaccume exhausting method |
| JPS6166070A (ja) * | 1984-09-07 | 1986-04-04 | 株式会社東芝 | 真空断熱パネルの製造方法 |
| JP2694576B2 (ja) * | 1992-06-08 | 1997-12-24 | サエス ゲッタース ソチエタ ペル アツィオニ | 熱絶縁性ジャケット,詳細にはジュワーまたは他の極低温装置のジャケットを排気するための改善されたプロセス |
| IT1265269B1 (it) * | 1993-12-10 | 1996-10-31 | Getters Spa | Dispositivo per la stabilizzazione del vuoto e metodo per la sua produzione. |
| JPH07269780A (ja) * | 1994-03-30 | 1995-10-20 | Toshiba Corp | 真空断熱体および真空断熱体の製造方法 |
| JPH08159377A (ja) * | 1994-12-02 | 1996-06-21 | Matsushita Refrig Co Ltd | 真空断熱体 |
| US5532034A (en) * | 1994-12-06 | 1996-07-02 | Whirlpool Corporation | Getter system for vacuum insulation panel |
| IT1277457B1 (it) * | 1995-08-07 | 1997-11-10 | Getters Spa | Combinazione di materiali getter e dispositivo relativo |
| JP4892944B2 (ja) * | 2005-12-08 | 2012-03-07 | パナソニック株式会社 | 真空断熱体の製造方法および真空断熱体 |
| JP4752422B2 (ja) * | 2005-09-26 | 2011-08-17 | パナソニック株式会社 | 真空断熱体の製造方法 |
| JP2009063033A (ja) * | 2007-09-05 | 2009-03-26 | Panasonic Corp | 断熱体 |
| JP5194823B2 (ja) * | 2008-01-18 | 2013-05-08 | パナソニック株式会社 | 真空断熱箱体 |
| JP2009287586A (ja) * | 2008-05-27 | 2009-12-10 | Panasonic Corp | 真空断熱材 |
| JP2010060045A (ja) * | 2008-09-03 | 2010-03-18 | Hitachi Appliances Inc | 真空断熱材及びこれを用いた冷蔵庫、並びに真空断熱材の製造方法 |
| JP5458562B2 (ja) * | 2008-12-11 | 2014-04-02 | パナソニック株式会社 | 気体吸着デバイス |
| EP2676715B1 (en) * | 2011-02-14 | 2015-04-15 | Panasonic Corporation | Gas adsorption device and vacuum heat insulating panel provided therewith |
| KR101323490B1 (ko) * | 2011-08-23 | 2013-10-31 | (주)엘지하우시스 | 수분 및 가스 흡착용 게터재를 구비한 진공 단열재 및 그 제조 방법 |
| KR20130074608A (ko) * | 2011-12-26 | 2013-07-04 | (주)엘지하우시스 | 고비표면적 게터재를 포함한 진공단열재 |
| JP6156702B2 (ja) * | 2012-03-21 | 2017-07-05 | パナソニックIpマネジメント株式会社 | 気体吸着デバイス及びそれを収容した中空体 |
| JP6149253B2 (ja) * | 2012-12-07 | 2017-06-21 | パナソニックIpマネジメント株式会社 | 真空断熱材 |
| JP2014228135A (ja) * | 2013-05-27 | 2014-12-08 | 大日本印刷株式会社 | 真空断熱材の製造方法および真空断熱材 |
| JP2015034571A (ja) * | 2013-08-08 | 2015-02-19 | 東芝ホームテクノ株式会社 | 真空断熱材 |
| CN107559585A (zh) * | 2013-09-12 | 2018-01-09 | 松下知识产权经营株式会社 | 具有真空隔热构件的隔热容器 |
| JP6327430B2 (ja) * | 2013-10-24 | 2018-05-23 | 三星電子株式会社Samsung Electronics Co.,Ltd. | 真空断熱材 |
| JP2015104704A (ja) * | 2013-11-29 | 2015-06-08 | 三星電子株式会社Samsung Electronics Co.,Ltd. | 粒子状吸着材 |
| CN105617976A (zh) * | 2014-09-25 | 2016-06-01 | 张红 | 真空绝热板用吸气剂及真空绝热板 |
| JP6577848B2 (ja) * | 2014-12-26 | 2019-09-18 | 三星電子株式会社Samsung Electronics Co.,Ltd. | ガス吸着材、及びこれを用いた真空断熱材 |
| JP6465754B2 (ja) * | 2015-06-04 | 2019-02-06 | 三星電子株式会社Samsung Electronics Co.,Ltd. | ガス吸着材、及び、これを用いた真空断熱材 |
-
2016
- 2016-04-28 JP JP2016091732A patent/JP6986332B2/ja active Active
-
2017
- 2017-02-15 CN CN201780026507.6A patent/CN109154467B/zh active Active
- 2017-02-15 EP EP17789756.8A patent/EP3433554B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017198324A (ja) | 2017-11-02 |
| KR20170123215A (ko) | 2017-11-07 |
| CN109154467B (zh) | 2021-03-09 |
| CN109154467A (zh) | 2019-01-04 |
| EP3433554A1 (en) | 2019-01-30 |
| EP3433554A4 (en) | 2019-04-10 |
| EP3433554B1 (en) | 2024-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6986332B2 (ja) | 断熱材、真空断熱材、それらの製造方法及びそれらを備えた冷蔵庫 | |
| CN107110588B (zh) | 吸附剂、具有其的真空绝热材料和制冷机 | |
| JP5798942B2 (ja) | 真空断熱材及びこれを用いた冷蔵庫、機器 | |
| JP3507776B2 (ja) | 冷蔵庫 | |
| EP3239420B1 (en) | Dwelling wall provided with vacuum heat-insulating material and vacuum heat-insulating material | |
| US9901900B2 (en) | Gas-adsorbing material and vacuum insulation material including the same | |
| US10875009B2 (en) | Gas-adsorbing material and vacuum insulation material including the same | |
| US10240855B2 (en) | Vacuum insulator, method of manufacturing the same and refrigerator having the same | |
| JP6726842B2 (ja) | 断熱体 | |
| KR102717587B1 (ko) | 진공 단열재, 이의 제조 방법 및 이를 구비한 냉장고 | |
| JP4797614B2 (ja) | 断熱体 | |
| JP6465754B2 (ja) | ガス吸着材、及び、これを用いた真空断熱材 | |
| JP6784440B2 (ja) | ガス吸着材、および、これを用いた真空断熱材 | |
| JP4613557B2 (ja) | 真空断熱材、および真空断熱材を具備する冷蔵庫 | |
| KR102455230B1 (ko) | 흡착재, 이를 포함하는 진공단열재 및 냉장고 | |
| JP6660871B2 (ja) | 真空断熱材および保温装置 | |
| KR20160057342A (ko) | 가스 흡착재료, 및 이를 이용한 진공단열재 | |
| JP2024074145A (ja) | ガス吸着剤、その製造方法及び真空断熱材 | |
| JP2006153077A (ja) | 真空断熱材、および真空断熱材を適用した断熱箱体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200310 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201117 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210817 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6986332 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |