JP6979372B2 - 電池モジュール - Google Patents
電池モジュール Download PDFInfo
- Publication number
- JP6979372B2 JP6979372B2 JP2018031500A JP2018031500A JP6979372B2 JP 6979372 B2 JP6979372 B2 JP 6979372B2 JP 2018031500 A JP2018031500 A JP 2018031500A JP 2018031500 A JP2018031500 A JP 2018031500A JP 6979372 B2 JP6979372 B2 JP 6979372B2
- Authority
- JP
- Japan
- Prior art keywords
- secondary battery
- stacking direction
- terminal
- terminals
- bus bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0481—Compression means other than compression means for stacks of electrodes and separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/507—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising an arrangement of two or more busbars within a container structure, e.g. busbar modules
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/209—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/271—Lids or covers for the racks or secondary casings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Battery Mounting, Suspending (AREA)
- Connection Of Batteries Or Terminals (AREA)
Description
M>(A−B)×(N−1) …式(1)
(式(1)において、Aは、二次電池積層体が押圧されていない状態における二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。Bは、二次電池積層体を積層方向両側から押圧した状態における、二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。A>Bを満たす。Nは、前記二次電池の積層方向における個数である。)
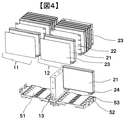
図1、図3はモジュールの一実施の形態としての外観斜視図である。
M>(A−B)×(N−1) …式(1)
実施例1は、端子挿入孔53の積層方向の大きさと間隔を一定に揃えたのに対して、実施例2では端子挿入孔53の積層方向の大きさと間隔を不等とした。
実施例3は、二次電池2を1列まとめた二次電池モジュール1の例である。
実施例4は、実施例3において、バスバーケース51の仕切り部52の数が少なく、隣接する仕切り部52との間に2個のセル外部端子24が挿入される構造である。図12は実施例4の二次電池モジュール1の斜視図である。一つの端子挿入孔53に挿入される2個のセル外部端子24は、後の工程にて共にバスバー31で接続されるものであるため、仕切り部52によって絶縁される必要がない。バスバーケース51の設計自由度を向上させることが可能である。
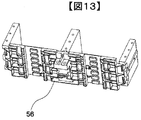
実施例5は、実施例1において、バスバーケース51と第一のブロック部材13と、第二のブロック部材14、第三のブロック部材15が一体である例である。バスバーケース51、第一のブロック部材13、第二のブロック部材14、第三のブロック部材15は例えば樹脂で形成されることにより一体成型し、ブロック部材付きバスバーケース56とすることができる。一体成型することで、部品数削減、コスト低減に寄与する。また、二次電池2のセル外部端子24を挿入するにあたり、ブロック部材を幅方向のガイドとすることで、さらに組立性を向上させることができる。
2 二次電池
3 正極端子
4 負極端子
11 第一の電池群(二次電池積層体)
12 第二の電池群(二次電池積層体)
13 第一のブロック部材
14 第二のブロック部材
15 第三のブロック部材
16 上部固縛板
17 下部固縛板
18 締結ボルト
22 両面突起絶縁板
23 片面突起絶縁板
24 セル外部端子(正極端子3または負極端子4)
31 バスバー
51 バスバーケース
52 仕切り部
53 端子挿入孔
54 幅狭端子挿入孔
55 幅広端子挿入孔
56 ブロック部材付きバスバーケース
61 隙間
Claims (9)
- 幅広面と幅狭面を有し、前記幅狭面から突出して設けられた端子を有する二次電池と、
複数の前記二次電池が前記幅広面を対向させて、一方向側に前記端子を向けて積層された二次電池積層体と、
前記二次電池積層体の前記端子が設けられた側に対向して設けられたバスバーケースと、を有し、
前記バスバーケースは、前記端子に対応した位置にそれぞれ複数の孔を有し、
複数の前記孔は、前記二次電池の積層方向の長さが略同一であり、等ピッチで並んでおり、
前記端子は、前記二次電池の前記積層方向の押圧前後の何れにおいても前記孔に挿入されており、
前記二次電池の積層方向一端側に設けられた前記二次電池と前記孔の内壁との間の隙間のうち前記積層方向外側の隙間Eと、
前記二次電池の積層方向他端側に設けられた前記二次電池と前記孔の内壁との間の隙間のうち前記積層方向外側の隙間Fと、の前記積層方向の和の長さMは、下記式(1)を満たす二次電池モジュール。
M>(A−B)×(N−1) …式(1)
(式(1)において、Aは、二次電池積層体が押圧されていない状態における二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。Bは、二次電池積層体を積層方向両側から押圧した状態における、二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。A>Bを満たす。Nは、前記二次電池の積層方向における個数である。) - 幅広面と幅狭面を有し、前記幅狭面から突出して設けられた端子を有する二次電池と、
複数の前記二次電池が前記幅広面を対向させて、一方向側に前記端子を向けて積層された二次電池積層体と、
前記二次電池積層体の前記端子が設けられた側に対向して設けられたバスバーケースと、を有し、
前記バスバーケースは、前記端子に対応した位置にそれぞれ複数の孔を有し、
複数の前記孔のうちの1つの幅狭孔の前記二次電池の積層方向の長さは、前記端子を挿入可能な程度の長さであり、複数の前記孔のうちの前記幅狭孔以外の他の幅広孔の前記積層方向の長さは、前記幅狭孔よりも長く、
前記幅狭孔に前記端子が挿入された前記二次電池からG個(GはN以下の正整数)だけ離れた前記二次電池と前記幅広孔の内壁との間の隙間のうち前記積層方向外側に設けられた隙間の前記積層方向の長さは(A−B)×G以上であり、
前記二次電池の積層方向一端側に設けられた前記二次電池と前記孔の内壁との間の隙間のうち前記積層方向外側の隙間Eと、
前記二次電池の積層方向他端側に設けられた前記二次電池と前記孔の内壁との間の隙間のうち前記積層方向外側の隙間Fと、の前記積層方向の和の長さMは、下記式(1)を満たす二次電池モジュール。
M>(A−B)×(N−1) …式(1)
(上記及び式(1)において、Aは、二次電池積層体が押圧されていない状態における二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。Bは、二次電池積層体を積層方向両側から押圧した状態における、二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。A>Bを満たす。Nは、前記二次電池の積層方向における個数である。) - 請求項1又は2において、
前記孔は、少なくとも前記積層方向で隣り合う二次電池のそれぞれの端子を一組とする区分で設けられている二次電池モジュール。 - 請求項1において、
前記隙間の大きさは、前記積層方向の内側から前記積層方向外側に向かって大きくなる二次電池モジュール。 - 請求項2または請求項4において、
前記二次電池積層体の前記積層方向の両端側には、一組の固縛版が設けられ、
前記一組の固縛版は、前記二次電池の幅狭面に対向して設けられたセルブロックを介して接続され、
前記二次電池積層体は、前記積層方向に押圧された状態で固縛された二次電池モジュール。 - 請求項5において、
前記二次電池積層体は複数列設けられ、
前記複数の二次電池積層体の間には、前記セルブロックが設けられた二次電池モジュール。 - 請求項6において、
前記セルブロックと、前記バスバーケースは、一体である二次電池モジュール。 - 幅広面と幅狭面を有し、前記幅狭面から突出して設けられた端子を有する二次電池と、
複数の前記二次電池が前記幅広面を対向させて、一方向側に前記端子を向けて積層された二次電池積層体と、
前記二次電池積層体の前記端子が設けられた側に対向して設けられたバスバーケースと、を有する二次電池モジュール製造方法であって、
複数の前記二次電池を、前記バスバーケースに設けられた孔に前記二次電池の前記端子を挿入して配列する配列工程と、
前記配列工程の後に、複数の前記二次電池を積層方向に押圧する押圧工程と、を含み、
前記バスバーケースは、前記端子に対応した位置にそれぞれ複数の孔を有し、
複数の前記孔は、前記二次電池の積層方向の長さが略同一であり、等ピッチで並んでおり、
前記端子は、前記二次電池の前記積層方向の押圧前後の何れにおいても前記孔に挿入されており、
前記二次電池の積層方向一端側に設けられた前記二次電池と前記孔の内壁との間の隙間のうち前記積層方向外側の隙間Eと、
前記二次電池の積層方向他端側に設けられた前記二次電池と前記孔の内壁との間の隙間のうち前記積層方向外側の隙間Fと、の前記積層方向の和の長さMは、下記式(1)を満たす二次電池モジュール製造方法。
M>(A−B)×(N−1) …式(1)
(式(1)において、Aは、二次電池積層体が押圧されていない状態における二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。Bは、二次電池積層体を積層方向両側から押圧した状態における、二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。A>Bを満たす。Nは、前記二次電池の積層方向における個数である。) - 幅広面と幅狭面を有し、前記幅狭面から突出して設けられた端子を有する二次電池と、
複数の前記二次電池が前記幅広面を対向させて、一方向側に前記端子を向けて積層された二次電池積層体と、
前記二次電池積層体の前記端子が設けられた側に対向して設けられたバスバーケースと、を有する二次電池モジュール製造方法であって、
前記バスバーケースは、前記端子に対応した位置にそれぞれ複数の孔を有し、
複数の前記孔のうちの1つの幅狭孔の前記二次電池の積層方向の長さは、前記端子を挿入可能な程度の長さであり、複数の前記孔のうちの前記幅狭孔以外の他の幅広孔の前記積層方向の長さは、前記幅狭孔よりも長く、
前記幅狭孔に前記端子が挿入された前記二次電池からG個(GはN以下の正整数)だけ離れた前記二次電池と前記幅広孔の内壁との間の隙間のうち前記積層方向外側に設けられた隙間の前記積層方向の長さは(A−B)×G以上であり、
前記二次電池の積層方向一端側に設けられた前記二次電池と前記孔の内壁との間の隙間のうち前記積層方向外側の隙間Eと、
前記二次電池の積層方向他端側に設けられた前記二次電池と前記孔の内壁との間の隙間のうち前記積層方向外側の隙間Fと、の前記積層方向の和の長さMは、下記式(1)を満たす二次電池モジュール製造方法。
M>(A−B)×(N−1) …式(1)
(上記及び式(1)において、Aは、二次電池積層体が押圧されていない状態における二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。Bは、二次電池積層体を積層方向両側から押圧した状態における、二次電池の端子の積層方向一方側端部から、隣接する二次電池の端子の積層方向一方側までの長さである。A>Bを満たす。Nは、前記二次電池の積層方向における個数である。)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018031500A JP6979372B2 (ja) | 2018-02-26 | 2018-02-26 | 電池モジュール |
| CN201980006931.3A CN111742423B (zh) | 2018-02-26 | 2019-01-24 | 电池模块 |
| PCT/JP2019/002177 WO2019163381A1 (ja) | 2018-02-26 | 2019-01-24 | 電池モジュール |
| EP19757454.4A EP3764419A4 (en) | 2018-02-26 | 2019-01-24 | BATTERY MODULE |
| US16/958,414 US11394088B2 (en) | 2018-02-26 | 2019-01-24 | Battery module |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018031500A JP6979372B2 (ja) | 2018-02-26 | 2018-02-26 | 電池モジュール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019149227A JP2019149227A (ja) | 2019-09-05 |
| JP6979372B2 true JP6979372B2 (ja) | 2021-12-15 |
Family
ID=67687638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018031500A Active JP6979372B2 (ja) | 2018-02-26 | 2018-02-26 | 電池モジュール |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11394088B2 (ja) |
| EP (1) | EP3764419A4 (ja) |
| JP (1) | JP6979372B2 (ja) |
| CN (1) | CN111742423B (ja) |
| WO (1) | WO2019163381A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7097343B2 (ja) * | 2019-11-15 | 2022-07-07 | 本田技研工業株式会社 | 蓄電装置 |
| KR20220001228A (ko) * | 2020-06-29 | 2022-01-05 | 주식회사 엘지에너지솔루션 | 화재 억제를 위한 격벽과 단열층이 구비된 전지 모듈 |
| CN113113713B (zh) * | 2021-04-08 | 2022-07-08 | 中国第一汽车股份有限公司 | 一种动力电池总成及车辆 |
| DE102022106987A1 (de) | 2022-03-24 | 2023-09-28 | Volkswagen Aktiengesellschaft | Batterie mit mehrseitiger Kühlung, Antriebssystem und Kraftfahrzeug |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101201747B1 (ko) * | 2010-05-24 | 2012-11-15 | 에스비리모티브 주식회사 | 전지 모듈 |
| JP6184959B2 (ja) * | 2012-08-09 | 2017-08-23 | 三洋電機株式会社 | バッテリシステム及びバッテリシステムを備える車両並びに蓄電装置 |
| JP6193236B2 (ja) | 2012-08-09 | 2017-09-06 | 三洋電機株式会社 | 電池パックの製造方法 |
| US9616766B2 (en) * | 2012-08-30 | 2017-04-11 | Sanyo Electric Co., Ltd. | Power source device, vehicle provided with power source device, and power storage device |
| JP2015011919A (ja) * | 2013-07-01 | 2015-01-19 | 三洋電機株式会社 | 電源装置 |
| JP6127836B2 (ja) * | 2013-08-29 | 2017-05-17 | 株式会社Gsユアサ | 電源モジュール及び絶縁板 |
| JP6247486B2 (ja) * | 2013-09-24 | 2017-12-13 | 日立オートモティブシステムズ株式会社 | 組電池 |
| JP6306431B2 (ja) * | 2014-05-21 | 2018-04-04 | 日立オートモティブシステムズ株式会社 | 電池モジュール |
| JP6606818B2 (ja) * | 2014-10-17 | 2019-11-20 | 住友電気工業株式会社 | 蓄電デバイスモジュール |
| JP2017130312A (ja) * | 2016-01-19 | 2017-07-27 | カルソニックカンセイ株式会社 | 組電池 |
-
2018
- 2018-02-26 JP JP2018031500A patent/JP6979372B2/ja active Active
-
2019
- 2019-01-24 CN CN201980006931.3A patent/CN111742423B/zh active Active
- 2019-01-24 EP EP19757454.4A patent/EP3764419A4/en active Pending
- 2019-01-24 WO PCT/JP2019/002177 patent/WO2019163381A1/ja unknown
- 2019-01-24 US US16/958,414 patent/US11394088B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019163381A1 (ja) | 2019-08-29 |
| CN111742423A (zh) | 2020-10-02 |
| US20200350548A1 (en) | 2020-11-05 |
| EP3764419A4 (en) | 2021-11-24 |
| EP3764419A1 (en) | 2021-01-13 |
| CN111742423B (zh) | 2023-01-03 |
| US11394088B2 (en) | 2022-07-19 |
| JP2019149227A (ja) | 2019-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6979372B2 (ja) | 電池モジュール | |
| RU2648243C1 (ru) | Аккумуляторная батарея | |
| JP6940272B2 (ja) | 電池サブモジュールキャリア、電池サブモジュール、電池システムおよび自動車 | |
| EP2330657B1 (en) | Battery module and battery pack including the same | |
| JP5259602B2 (ja) | セルモジュールカートリッジ及びそれを備えた中大型バッテリーモジュール | |
| KR101480385B1 (ko) | 버스 바 어셈블리가 전면에 장착된 전지모듈 어셈블리 및 이를 포함하는 중대형 전지팩 | |
| JP5357853B2 (ja) | 電池モジュール | |
| KR20080027506A (ko) | 중대형 전지모듈 및 전지모듈 어셈블리 | |
| US20150064541A1 (en) | Battery pack | |
| JP7300678B2 (ja) | 結合電池モジュール、及び結合電池パック | |
| JP6679717B2 (ja) | エネルギ蓄積装置用の端子装置 | |
| KR102345081B1 (ko) | 커버 어셈블리를 포함한 배터리 모듈 | |
| EP3787088A1 (en) | Battery pack | |
| KR100894407B1 (ko) | 셀 모듈 카트리지 및 이를 포함하고 있는 셀 모듈 | |
| US20170033339A1 (en) | Electricity storage system | |
| JP7024735B2 (ja) | 蓄電装置 | |
| JP7117609B2 (ja) | 電池モジュール | |
| JP6636035B2 (ja) | 電池圧縮阻止体及びそれを含む電池モジュール | |
| JP7307069B2 (ja) | 電池モジュールの固定構造 | |
| JP6973180B2 (ja) | 電池パック | |
| JP6031388B2 (ja) | 組電池 | |
| WO2020008681A1 (ja) | 二次電池モジュール | |
| JP2010205672A (ja) | パック電池 | |
| JP5434161B2 (ja) | 組電池 | |
| JP7241291B2 (ja) | 電池モジュールおよび電池パック |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180228 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20190222 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190306 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20200227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200409 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200703 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210706 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211020 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6979372 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |