JP6971563B2 - 液体供給ユニットの製造方法および液体吐出ヘッドの製造方法 - Google Patents
液体供給ユニットの製造方法および液体吐出ヘッドの製造方法 Download PDFInfo
- Publication number
- JP6971563B2 JP6971563B2 JP2016228084A JP2016228084A JP6971563B2 JP 6971563 B2 JP6971563 B2 JP 6971563B2 JP 2016228084 A JP2016228084 A JP 2016228084A JP 2016228084 A JP2016228084 A JP 2016228084A JP 6971563 B2 JP6971563 B2 JP 6971563B2
- Authority
- JP
- Japan
- Prior art keywords
- flow path
- mold
- supply unit
- liquid supply
- joining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/006—Joining parts moulded in separate cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14024—Assembling head parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14032—Structure of the pressure chamber
- B41J2/1404—Geometrical characteristics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14072—Electrical connections, e.g. details on electrodes, connecting the chip to the outside...
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1603—Production of bubble jet print heads of the front shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1637—Manufacturing processes molding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1648—Production of print heads with thermal bend detached actuators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/006—Joining parts moulded in separate cavities
- B29C2045/0063—Joining parts moulded in separate cavities facing before assembling, i.e. bringing the parts opposite to each other before assembling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/04—Polysulfides, e.g. PPS, i.e. polyphenylene sulfide or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0079—Liquid crystals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/767—Printing equipment or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/767—Printing equipment or accessories therefor
- B29L2031/7678—Ink or toner cartridges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14467—Multiple feed channels per ink chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/12—Embodiments of or processes related to ink-jet heads with ink circulating through the whole print head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/19—Assembling head units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/20—Modules
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
図1から図14は、本発明の第1の実施形態を説明するための図である。本実施形態の液体吐出装置は、液体吐出ヘッドとしてのインクジェット記録ヘッドから、液体としてのインクを吐出して画像を記録するインクジェット記録装置としての適用例である。
図1は、本例のインクジェット記録装置1000(以下、「記録装置」とも称す)の概略構成図である。記録装置1000は記録媒体2を矢印Yの搬送方向に搬送する搬送部1、記録媒体2の搬送方向と交差(本例の場合は、直交)する方向に延在するように配置されるライン型の液体吐出ヘッド3と、を備える。本例の記録装置1000は、記録媒体2を連続的もしくは間欠的に搬送しながら、記録媒体2に画像を連続的に記録するライン型記録装置である。記録媒体2はカット紙に限らず、連続したロール紙であってもよい。液体吐出ヘッド3は、シアン(C)、マゼンタ(M)、イエロー(Y)、ブラック(K)のインクを吐出することによって、フルカラーの画像の記録が可能である。液体吐出ヘッド3には、それらのインクを液体吐出ヘッド3へ供給するための供給路、メインタンク、およびバッファタンクが接続される。また、液体吐出ヘッド3には、液体吐出ヘッド3へ電力およびインクの吐出制御信号を伝送するための電気制御部が接続される。液体吐出ヘッド3内におけるインクおよび電気信号の経路については後述する。
図2は、記録装置1000に適用可能なインクの循環経路の説明図である。液体吐出ヘッド3は、第1循環ポンプ(P3)1002およびバッファタンク1003等に流体的に接続されている。図2においては、説明を簡略化するために、CMYKインクの内の一色のインクの循環経路のみを示す。実際には、それら4色分のインクの循環経路と、それらの対応する液体吐出ヘッド3と、が記録装置本体に備えられている。メインタンク1006に接続されるサブタンクとしてのバッファタンク1003は、その内部と外部とを連通する大気連通口(不図示)を有し、その大気連通口によって、インク中の気泡を外部に排出可能である。バッファタンク1003に接続される補充ポンプ1005は、液体吐出ヘッド3によって消費された分のインクをメインタンク1006からバッファタンク1003へ補充する。インクは、記録時における液体吐出ヘッド3からの吐出、およびインクの吐出状態を良好に位置するための回復処理(吸引回復および予備吐出など)時に排出されることによって、消費される。
図3(a),(b)は、本実施形態における液体吐出ヘッド3の斜視図である。本例の液体吐出ヘッド3は、記録素子基板10が直線上に15個配列(インラインに配置)されるライン型の液体吐出ヘッドであり、1つの記録素子基板10においてCMYKの4色のインクが吐出可能である。負圧制御ユニット230は、それらの4色のインクのそれぞれに対応するように計4つ配備されている。図3(a)のように、液体吐出ヘッド3における各記録素子基板10は、フレキシブル配線基板40および電気配線基板90を介して、信号入力端子91と電力供給端子92に電気的に接続される。信号入力端子91および電力供給端子92は、記録装置1000の制御部に電気的に接続され、それぞれ、インクを吐出されるための吐出駆動信号、およびインクの吐出に必要な電力を記録素子基板10に供給する。電気配線基板90内の電気回路によって配線を集約することにより、信号出力端子91および電力供給端子92の数を記録素子基板10の数に比べて少なくすることができる。そのため、記録装置1000に対して液体吐出ヘッド3を組み付ける時、および液体吐出ヘッドの交換時に、取り外しが必要な電気接続部の数を少なくすることができる。液体接続部111a,111bは、CMYKの4色のインクのそれぞれに対応するように4つずつ配備されており、図2のように、それぞれのインク色に対応する記録装置1000の液体供給系に接続される。これにより、CMYKの4色のインクが記録装置1000の供給系から液体吐出ヘッド3に供給され、また液体吐出ヘッド3内を通過したインクが記録装置1000の供給系へ回収される。このように、各色のインクは、記録装置1000の流路と、液体吐出ヘッド3の流路と、を介して循環される。
図8(a)は、1つの吐出モジュール200の斜視図、図8(b)は、その分解図である。吐出モジュール200の製造に際しては、まず、予め連通口31が設けられている支持部材30上に、記録素子基板10およびフレキシブル配線基板40を接着する。その後、記録素子基板10上の端子16と、フレキシブル配線基板40上の端子41と、をワイヤーボンディングによって接続し、その後、ワイヤーボンディング部(電気接続部)を封止材110により覆って封止する。フレキシブル配線基板40において記録素子基板10と反対側に位置する端子42は、電気配線基板90の接続端子93(図4参照)と電気的に接続される。支持部材30は、記録素子基板10を支持する支持体であると共に、記録素子基板10と流路部材210とを流体的に連通させる流路部材でもある。そのため、支持部材30としては、平面度が高く、また十分に高い信頼性をもって記録素子基板10と接合できるものが好ましい。材質としては、例えばアルミナや樹脂材料が好ましい。
図9(a)は、記録素子基板10を吐出口13側から見た平面図、図9(b)は、図9(a)のIXb円部の拡大図、図9(c)は、図9(a)は、記録素子基板10を吐出口13と反対側から見た平面図である。図9(a)のように、記録素子基板10における吐出口形成部材12には、インク色毎に対応する4列の吐出口列14が形成されている。以降、複数の吐出口13が配列される吐出口列14の延在方向を「吐出口列方向」ともいう。
図11は、互いに隣接する2つの吐出モジュール200における一方の記録素子基板10と、その他方の記録素子基板10と、の隣接部分の拡大平面図である。図9(a)のように、本実施形態においては平面が略平行四辺形の記録素子基板10が用いられる。図11のように、各記録素子基板10において吐出口13が配列される吐出口列14(14a,14b,14c,14d)は、記録媒体2の搬送方向(矢印Y方向)に対して、一定角度傾くように配置されている。これにより、記録素子基板10同士の隣接部における吐出口列14は、少なくとも1つの吐出口13が記録媒体2の搬送方向にオーバーラップする。図11においては、搬送方向に沿うD線上の2つの吐出口13が互いにオーバーラップする。このような吐出口列14の配置により、仮に、記録素子基板10の配備位置が所定位置から多少ずれた場合でも、互いにオーバーラップする吐出口13の駆動制御によって、記録画像における黒スジまたは白抜けなどを目立たなくすることができる。複数の記録素子基板10を千鳥配置ではなく、直線上(インライン)に配置した場合においても、図11のような構成を採用することができる。これにより、記録媒体2の搬送方向における液体吐出ヘッド3の長さを抑えつつ、記録素子基板10同士のつなぎ部に対応する記録画像における黒スジまたは白抜けなどを目立たなくすることができる。なお、記録素子基板の平面形状は、本実施形態のような平行四辺形に限定されず、例えば、長方形、台形、その他形状であってもよい。
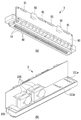
液体供給ユニット220は、図12(a)のように、流路形成部材2221と、流路蓋部材2231と、フィルタ221と、を含む。流路形成部材2221には、インクを液体吐出ユニットに供給するための液体供給路が形成され、流路蓋部材2231は、流路形成部材2221と接合してインクの漏出を防ぐ。フィルタ221は、液体供給路中を流れるインク内のゴミおよび気泡を除去する。流路形成部材2221は、その量産性の観点から、樹脂を射出成形して作製することが望ましい。
本実施形態における液体供給ユニット220は、第1の実施形態と同様に、流路形成部材2221と、流路蓋部材2231と、フィルタ221と、を含む。本例においては、1つの金型内において、流路形成部材2221および流路蓋部材2231の2つの成形部品と、フィルタ221などの部品と、を接合する。流路形成部材2221と接合する部品は流路蓋部材2231に限定されず、流路が形成された第2の流路形成部材2222等、種々の他の機能をもつ部品であってもよい。
本発明は、同一金型内において、液体供給ユニットを構成する3つの以上の部材(各流路形成部材を含む)を射出成形して、それらを接合する場合にも有効である。前述した実施形態と同様に、同一金型内において複数の部材を同時に射出成形した後、それらの部材を当接させてから接合材料(封止材料)を充填することにより、それらの部材を接合して液体供給ユニット220を製造することができる。例えば、図17のように、流路形成部材2221(1),2221(2)と流路蓋部材2231との3つの部材を同時に射出成形してから、それらを接合材料により接合することにより液体供給ユニット220を製造することができる。その際、それら3つの部材を同時に接合してもよく、あるいは2つの部材を先に接合してから、残りの1つと接合するように2回に分けて接合してもよい。接合する3つの部材のうち、2つの部材は、金型に残したまま接合することが好ましい。
220 液体供給ユニット
221 フィルタ
222 流路形成部材
223 流路蓋部材
3 液体吐出ヘッド
300 液体吐出ユニット
82 固定側金型
83 可動側金型
Claims (11)
- 液体吐出ヘッドに液体を供給するための液体流路を形成する長手形状を有する液体供給ユニットの製造方法であって、 開閉可能な第1および第2金型を含む射出成形用金型によって、前記液体供給ユニットを構成する長手形状の第1および第2部材のうちの少なくとも前記第1部材を射出成形する成形工程と、 前記成形工程にて射出成形された前記第1部材を前記第1金型に残したまま、前記第1および第2金型を開く型開き工程と、 前記第1金型に残された前記第1部材に、前記液体供給ユニットを構成するフィルタを溶着接合する第1接合工程と、 前記第1および第2金型を閉じて、前記フィルタが溶着接合されかつ前記第1金型に残された前記第1部材と、前記第2金型に残された前記第2部材とを接合する第2接合工程と、を含み、 前記成形工程において、前記第1部材の長手方向における中心に対して前記長手方向の一端側に位置する第1のゲート位置、及び前記一端側と反対側の他端側に位置する第2のゲート位置から樹脂を前記第1金型内に射出して前記第1部材を成形し、 前記第2接合工程において、前記第1部材の前記中心に対して前記第1のゲート位置よりも前記一端側に位置する第3のゲート位置、及び前記第2のゲート位置よりも前記他端側に位置する第4のゲート位置から樹脂を射出して前記第1部材と前記第2部材とを接合する、ことを特徴とする液体供給ユニットの製造方法。
- 前記成形工程において、前記第1および第2部材を射出成形し、
前記型開き工程において、前記成形工程にて射出成形された前記第1部材を前記第1金型に残し、かつ前記成形工程にて射出成形された前記第2部材を前記第2金型に残したまま、前記第1および第2金型を開くことを特徴とする請求項1に記載の液体供給ユニットの製造方法。 - 前記型開き工程の後であってかつ前記第1接合工程の前または後に、前記第1金型に残された前記第1部材と、前記第2金型に残された前記第2部材と、を対向させるように、前記第1および第2金型を相対移動させる移動工程を含むことを特徴とする請求項2に記載の液体供給ユニットの製造方法。
- 前記第1金型は固定側金型であり、前記第2金型は可動側金型であることを特徴とする請求項1から3のいずれか1項に記載の液体供給ユニットの製造方法。
- 前記第1接合工程において、前記第1部材と前記フィルタとを熱溶着によって接合することを特徴とする請求項1から4のいずれか1項に記載の液体供給ユニットの製造方法。
- 前記第2接合工程において、前記第1部材と前記第2部材との間に接合材料を充填することを特徴とする請求項3に記載の液体供給ユニットの製造方法。
- 前記接合材料に接する前記第1部材の接合面を前記第2部材に投影したときの投影面積と、前記接合材料に接する前記第2部材の接合面を前記第1部材に投影したときの投影面積と、が略等しいことを特徴とする請求項6に記載の液体供給ユニットの製造方法。
- 前記接合材料は、前記第1および第2部材とは異なる材料であることを特徴とする請求項6または7に記載の液体供給ユニットの製造方法。
- 前記第1部材と前記フィルタとの接合面と、前記第1部材と前記第2部材との接合面と、は異なる平面上に位置することを特徴とする請求項3から8のいずれか1項に記載の液体供給ユニットの製造方法。
- 前記第1および第2部材の形成材料は、フィラーを含むことを特徴とする請求項3から8のいずれか1項に記載の液体供給ユニットの製造方法。
- 長手形状を有する液体供給ユニットを含む液体吐出ヘッドの製造方法であって、 開閉可能な第1および第2金型を含む射出成形用金型によって、前記液体供給ユニットを構成する長手形状の第1および第2部材のうちの少なくとも前記第1部材を射出成形する成形工程と、 前記成形工程にて射出成形された前記第1部材を前記第1金型に残したまま、前記第1および第2金型を開く型開き工程と、 前記第1金型に残された前記第1部材に、前記液体供給ユニットを構成するフィルタを溶着接合する第1接合工程と、 前記第1および第2金型を閉じて、前記フィルタが溶着接合されかつ前記第1金型に残された前記第1部材と、前記第2金型に残された前記第2部材とを接合する第2接合工程と、 前記第2接合工程によって接合された接合体に、液体を吐出するための吐出エネルギを発生する吐出エネルギ発生素子を備えた素子基板を結合する工程と、を含み、 前記成形工程において、前記第1部材の長手方向における中心に対して前記長手方向の一端側に位置する第1のゲート位置、及び前記一端側と反対側の他端側に位置する第2のゲート位置から樹脂を前記第1金型内に射出して前記第1部材を成形し、 前記第2接合工程において、前記第1部材の前記中心に対して前記第1のゲート位置よりも前記一端側に位置する第3のゲート位置、及び前記第2のゲート位置よりも前記他端側に位置する第4のゲート位置から樹脂を射出して前記第1部材と前記第2部材とを接合する、ことを特徴とする液体吐出ヘッドの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016228084A JP6971563B2 (ja) | 2016-11-24 | 2016-11-24 | 液体供給ユニットの製造方法および液体吐出ヘッドの製造方法 |
| US15/794,232 US20180141247A1 (en) | 2016-11-24 | 2017-10-26 | Method of manufacturing liquid supply unit and method of manufacturing liquid ejecting head |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016228084A JP6971563B2 (ja) | 2016-11-24 | 2016-11-24 | 液体供給ユニットの製造方法および液体吐出ヘッドの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018083351A JP2018083351A (ja) | 2018-05-31 |
| JP2018083351A5 JP2018083351A5 (ja) | 2019-12-19 |
| JP6971563B2 true JP6971563B2 (ja) | 2021-11-24 |
Family
ID=62144240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016228084A Active JP6971563B2 (ja) | 2016-11-24 | 2016-11-24 | 液体供給ユニットの製造方法および液体吐出ヘッドの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20180141247A1 (ja) |
| JP (1) | JP6971563B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6877965B2 (ja) * | 2016-11-24 | 2021-05-26 | キヤノン株式会社 | 液体供給ユニットの製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2920150B2 (ja) * | 1993-06-30 | 1999-07-19 | 株式会社日本製鋼所 | 中空体製品の成形方法およびその方法の実施に使用される型装置 |
| US5556541A (en) * | 1994-04-26 | 1996-09-17 | Filtertek, Inc. | Process for making hermetically sealed filter units and filters made thereby |
| JPH08316652A (ja) * | 1995-05-17 | 1996-11-29 | Sanyo Electric Co Ltd | 携帯用の電源 |
| JPH09187938A (ja) * | 1996-01-08 | 1997-07-22 | Canon Inc | インクジェットヘッド及びインクジェット記録装置 |
| JPH09254383A (ja) * | 1996-03-19 | 1997-09-30 | Rohm Co Ltd | カラーインクジェットプリントヘッド |
| JP3789178B2 (ja) * | 1996-11-19 | 2006-06-21 | 株式会社アズマ工機 | 熱かしめ装置 |
| JP3390131B2 (ja) * | 1997-11-14 | 2003-03-24 | ジー・ピー・ダイキョー株式会社 | 中間体を組み込んだ合成樹脂製中空体の製造方法及びその装置並びに合成樹脂製中空体 |
| JPH11240168A (ja) * | 1998-02-25 | 1999-09-07 | Canon Inc | インクタンク及び該インクタンクの製造方法 |
| JP3368203B2 (ja) * | 1998-06-02 | 2003-01-20 | ジー・ピー・ダイキョー株式会社 | 合成樹脂製中空体の製造方法及びその装置 |
| US6210619B1 (en) * | 1998-10-19 | 2001-04-03 | Ford Motor Company | Method for manufacturing a two-piece plastic assembly |
| JP3027150B1 (ja) * | 1998-11-13 | 2000-03-27 | 大協株式会社 | 中間体を組み込んだ合成樹脂製中空体の製造方法及びその装置 |
| TW200532103A (en) * | 2004-03-29 | 2005-10-01 | Mitsubishi Electric Corp | Fuel supply system |
| JP4854281B2 (ja) * | 2005-11-29 | 2012-01-18 | キヤノン株式会社 | 記録ヘッド、インクタンク、記録ヘッドの製造方法 |
| KR101141004B1 (ko) * | 2007-03-09 | 2012-05-02 | 아사히 카세이 쿠라레 메디칼 가부시키가이샤 | 체액 정화 카세트의 성형 방법 |
| JP2010082894A (ja) * | 2008-09-30 | 2010-04-15 | Seiko Epson Corp | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 |
| JP5515302B2 (ja) * | 2009-01-27 | 2014-06-11 | セイコーエプソン株式会社 | 金型装置及び成形品の製造方法 |
| JP5549085B2 (ja) * | 2009-02-23 | 2014-07-16 | セイコーエプソン株式会社 | 成形品の製造方法及び液体供給ユニット |
-
2016
- 2016-11-24 JP JP2016228084A patent/JP6971563B2/ja active Active
-
2017
- 2017-10-26 US US15/794,232 patent/US20180141247A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018083351A (ja) | 2018-05-31 |
| US20180141247A1 (en) | 2018-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7707260B2 (ja) | 液体吐出ユニットおよび液体吐出装置 | |
| US10549533B2 (en) | Flow path structure, liquid ejecting head, and liquid ejecting apparatus | |
| WO2016152166A1 (en) | Liquid ejecting head and liquid ejecting apparatus | |
| US8727503B2 (en) | Liquid jet recording head and manufacturing method thereof | |
| CN109203717B (zh) | 液体喷出设备的控制方法 | |
| JP2019014172A (ja) | 液体吐出ヘッド | |
| JP7057111B2 (ja) | シール機構の製造方法 | |
| JP6987548B2 (ja) | 液体吐出ヘッド及び液体吐出装置 | |
| JP2017121794A (ja) | 液体吐出装置、および液体吐出装置の制御方法 | |
| JP5856493B2 (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| JP6768467B2 (ja) | 液体吐出ヘッドの製造方法 | |
| CN107825855B (zh) | 喷墨头及喷墨头的制造方法 | |
| JP6971563B2 (ja) | 液体供給ユニットの製造方法および液体吐出ヘッドの製造方法 | |
| US6623094B2 (en) | Ink jet recording device | |
| JP2017071163A (ja) | 液体吐出ヘッド、液体吐出ユニット、液体を吐出する装置 | |
| EP1336497B1 (en) | Ink-jet printhead and method of manufacturing the same | |
| US10532574B2 (en) | Method of manufacturing liquid ejecting head, and liquid ejecting head | |
| JP6877965B2 (ja) | 液体供給ユニットの製造方法 | |
| US12115787B2 (en) | Liquid ejection head and method of manufacturing liquid ejection head | |
| US11613130B2 (en) | Sealing member, method of manufacturing the same, pressure adjustment mechanism, liquid ejection head, and liquid ejection apparatus | |
| JP6672913B2 (ja) | 液体吐出ヘッド、液体吐出ユニット、液体を吐出する装置 | |
| US20100201760A1 (en) | Liquid ejecting head, method of manufacturing the same, and liquid ejecting apparatus | |
| JP3731484B2 (ja) | インクジェット記録装置およびその製造方法 | |
| JP7602720B2 (ja) | 接合部材、液体吐出ヘッド、液体吐出ユニット、液体を吐出する装置 | |
| JP7414495B2 (ja) | 液体吐出ヘッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191106 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200826 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201014 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210316 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211102 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6971563 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |