JP6938168B2 - 積層体の製造方法、及び光硬化性樹脂組成物 - Google Patents
積層体の製造方法、及び光硬化性樹脂組成物 Download PDFInfo
- Publication number
- JP6938168B2 JP6938168B2 JP2017037614A JP2017037614A JP6938168B2 JP 6938168 B2 JP6938168 B2 JP 6938168B2 JP 2017037614 A JP2017037614 A JP 2017037614A JP 2017037614 A JP2017037614 A JP 2017037614A JP 6938168 B2 JP6938168 B2 JP 6938168B2
- Authority
- JP
- Japan
- Prior art keywords
- resin composition
- heating
- acrylate
- producing
- laminate according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011342 resin composition Substances 0.000 title claims description 226
- 238000004519 manufacturing process Methods 0.000 title claims description 31
- 238000010438 heat treatment Methods 0.000 claims description 80
- 238000000576 coating method Methods 0.000 claims description 33
- 238000000034 method Methods 0.000 claims description 33
- 239000000178 monomer Substances 0.000 claims description 32
- 239000011347 resin Substances 0.000 claims description 31
- 229920005989 resin Polymers 0.000 claims description 31
- 239000011248 coating agent Substances 0.000 claims description 28
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 18
- 239000004014 plasticizer Substances 0.000 claims description 18
- 239000004925 Acrylic resin Substances 0.000 claims description 14
- 239000003999 initiator Substances 0.000 claims description 13
- 150000001252 acrylic acid derivatives Chemical class 0.000 claims description 10
- 125000004432 carbon atom Chemical group C* 0.000 claims description 10
- -1 isostearyl Chemical group 0.000 claims description 10
- IGFHQQFPSIBGKE-UHFFFAOYSA-N Nonylphenol Natural products CCCCCCCCCC1=CC=C(O)C=C1 IGFHQQFPSIBGKE-UHFFFAOYSA-N 0.000 claims description 7
- 239000010419 fine particle Substances 0.000 claims description 7
- SNQQPOLDUKLAAF-UHFFFAOYSA-N nonylphenol Chemical compound CCCCCCCCCC1=CC=CC=C1O SNQQPOLDUKLAAF-UHFFFAOYSA-N 0.000 claims description 6
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims description 5
- 125000000217 alkyl group Chemical group 0.000 claims description 5
- 150000001875 compounds Chemical class 0.000 claims description 4
- 125000004435 hydrogen atom Chemical group [H]* 0.000 claims description 4
- 230000001678 irradiating effect Effects 0.000 claims description 4
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 claims description 4
- HHQAGBQXOWLTLL-UHFFFAOYSA-N (2-hydroxy-3-phenoxypropyl) prop-2-enoate Chemical compound C=CC(=O)OCC(O)COC1=CC=CC=C1 HHQAGBQXOWLTLL-UHFFFAOYSA-N 0.000 claims description 3
- OVJHMJJVXOJMBB-UHFFFAOYSA-N 2-(1,3-dioxo-3a,4,5,6,7,7a-hexahydroisoindol-2-yl)ethyl prop-2-enoate Chemical compound C1CCCC2C(=O)N(CCOC(=O)C=C)C(=O)C21 OVJHMJJVXOJMBB-UHFFFAOYSA-N 0.000 claims description 3
- 238000010030 laminating Methods 0.000 claims description 3
- 125000002947 alkylene group Chemical group 0.000 claims description 2
- QBDSZLJBMIMQRS-UHFFFAOYSA-N p-Cumylphenol Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=CC=C1 QBDSZLJBMIMQRS-UHFFFAOYSA-N 0.000 claims description 2
- 125000001183 hydrocarbyl group Chemical group 0.000 claims 1
- 239000000463 material Substances 0.000 description 34
- 239000011521 glass Substances 0.000 description 15
- 239000007788 liquid Substances 0.000 description 13
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 238000005516 engineering process Methods 0.000 description 7
- 125000002029 aromatic hydrocarbon group Chemical group 0.000 description 6
- 238000002834 transmittance Methods 0.000 description 6
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 5
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 5
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- 239000005062 Polybutadiene Substances 0.000 description 4
- 239000004721 Polyphenylene oxide Substances 0.000 description 4
- 238000001723 curing Methods 0.000 description 4
- 229920002857 polybutadiene Polymers 0.000 description 4
- 229920000570 polyether Polymers 0.000 description 4
- 229920001195 polyisoprene Polymers 0.000 description 4
- 150000003505 terpenes Chemical class 0.000 description 4
- 235000007586 terpenes Nutrition 0.000 description 4
- 238000007718 adhesive strength test Methods 0.000 description 3
- 125000001931 aliphatic group Chemical group 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- 125000005103 alkyl silyl group Chemical group 0.000 description 2
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000003505 polymerization initiator Substances 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 125000001424 substituent group Chemical group 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- QNODIIQQMGDSEF-UHFFFAOYSA-N (1-hydroxycyclohexyl)-phenylmethanone Chemical compound C=1C=CC=CC=1C(=O)C1(O)CCCCC1 QNODIIQQMGDSEF-UHFFFAOYSA-N 0.000 description 1
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 1
- ILBBNQMSDGAAPF-UHFFFAOYSA-N 1-(6-hydroxy-6-methylcyclohexa-2,4-dien-1-yl)propan-1-one Chemical compound CCC(=O)C1C=CC=CC1(C)O ILBBNQMSDGAAPF-UHFFFAOYSA-N 0.000 description 1
- STFXXRRQKFUYEU-UHFFFAOYSA-N 16-methylheptadecyl prop-2-enoate Chemical compound CC(C)CCCCCCCCCCCCCCCOC(=O)C=C STFXXRRQKFUYEU-UHFFFAOYSA-N 0.000 description 1
- PCKZAVNWRLEHIP-UHFFFAOYSA-N 2-hydroxy-1-[4-[[4-(2-hydroxy-2-methylpropanoyl)phenyl]methyl]phenyl]-2-methylpropan-1-one Chemical compound C1=CC(C(=O)C(C)(O)C)=CC=C1CC1=CC=C(C(=O)C(C)(C)O)C=C1 PCKZAVNWRLEHIP-UHFFFAOYSA-N 0.000 description 1
- QZPSOSOOLFHYRR-UHFFFAOYSA-N 3-hydroxypropyl prop-2-enoate Chemical compound OCCCOC(=O)C=C QZPSOSOOLFHYRR-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- WNLRTRBMVRJNCN-UHFFFAOYSA-L adipate(2-) Chemical compound [O-]C(=O)CCCCC([O-])=O WNLRTRBMVRJNCN-UHFFFAOYSA-L 0.000 description 1
- 230000003667 anti-reflective effect Effects 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 238000003776 cleavage reaction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 125000006165 cyclic alkyl group Chemical group 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 1
- 150000002430 hydrocarbons Chemical group 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- NKTOLZVEWDHZMU-UHFFFAOYSA-N p-cumyl phenol Natural products CC1=CC=C(C)C(O)=C1 NKTOLZVEWDHZMU-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 238000000016 photochemical curing Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 230000007017 scission Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 125000004665 trialkylsilyl group Chemical group 0.000 description 1
- 238000000870 ultraviolet spectroscopy Methods 0.000 description 1
Images













Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
- C09J4/06—Organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond in combination with a macromolecular compound other than an unsaturated polymer of groups C09J159/00 - C09J187/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- C03C27/10—Joining glass to glass by processes other than fusing with the aid of adhesive specially adapted for that purpose
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F279/00—Macromolecular compounds obtained by polymerising monomers on to polymers of monomers having two or more carbon-to-carbon double bonds as defined in group C08F36/00
- C08F279/02—Macromolecular compounds obtained by polymerising monomers on to polymers of monomers having two or more carbon-to-carbon double bonds as defined in group C08F36/00 on to polymers of conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F290/00—Macromolecular compounds obtained by polymerising monomers on to polymers modified by introduction of aliphatic unsaturated end or side groups
- C08F290/02—Macromolecular compounds obtained by polymerising monomers on to polymers modified by introduction of aliphatic unsaturated end or side groups on to polymers modified by introduction of unsaturated end groups
- C08F290/06—Polymers provided for in subclass C08G
- C08F290/067—Polyurethanes; Polyureas
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
- B05D3/067—Curing or cross-linking the coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/12—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B2037/1253—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives curable adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2310/00—Treatment by energy or chemical effects
- B32B2310/08—Treatment by energy or chemical effects by wave energy or particle radiation
- B32B2310/0806—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation
- B32B2310/0831—Treatment by energy or chemical effects by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/318—Applications of adhesives in processes or use of adhesives in the form of films or foils for the production of liquid crystal displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/416—Additional features of adhesives in the form of films or foils characterized by the presence of essential components use of irradiation
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/133308—Support structures for LCD panels, e.g. frames or bezels
- G02F1/133331—Cover glasses
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F2202/00—Materials and properties
- G02F2202/28—Adhesive materials or arrangements
Description
本実施の形態に係る積層体の製造方法は、下記工程(A)〜(D)を有し、工程(C)が第2の樹脂組成物を加熱することを含む。また、本製造方法で用いられる第2の樹脂組成物は、後に詳述するように、60℃で30分間加熱後の加熱残分が95.0%以上である単官能モノマーを含有し、かつ80℃で3時間加熱後の加熱残分が95.0%以上である。
工程(B):塗布領域に第2の樹脂組成物を塗布する。
工程(C):第1の部材と、第2の部材とを、第2の樹脂組成物を介して貼合せ、第2の樹脂組成物を塗布領域に充填させる。
工程(D):第2の樹脂組成物に光を照射して硬化樹脂層を形成する。
工程(A)では、例えば図2、3に示すように、画像表示部材2の表面に、第1の樹脂組成物6を用いて第2の樹脂組成物8の塗布領域7を形成する。塗布領域7は、例えば図3、4に示すように、画像表示部材2の表示領域中、第1の樹脂組成物6から形成された枠状の液止め部(ダム)11で囲まれた領域である。
工程(B)では、例えば図5に示すように、塗布領域7に第2の樹脂組成物8を塗布する。第2の樹脂組成物8の塗布方法としては、各種の塗布方法を採用でき、例えば上述した第1の樹脂組成物6の塗布方法が挙げられる。また、第2の樹脂組成物8の塗布量は、例えば、工程(C)における貼合せの際に、塗布領域7に充填させることができる量とすることが好ましい。
工程(C)では、例えば図6に示すように画像表示部材2と光透過性部材3とを第2の樹脂組成物8を介して貼合せ、第2の樹脂組成物8を塗布領域7に充填させる。画像表示部材2と光透過性部材3との貼合せは、例えば、公知の圧着装置を用いて行うことができる。
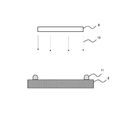
工程(D)では、例えば図7に示すように、第2の樹脂組成物8に紫外線照射器9から紫外線10を照射し、硬化樹脂層1(図1を参照)を形成する。工程(D)における光照射は、工程(C)において加熱した第2の樹脂組成物8を放熱させてから行うことが好ましい。
本実施の形態に係る光硬化性樹脂組成物は、60℃で30分間加熱後の加熱残分が95.0%以上である単官能モノマーと、(メタ)アクリレート樹脂と、光重合開始剤と、可塑剤とを含有し、80℃で3時間加熱後の加熱残分が95.0%以上である。ここで、(メタ)アクリレートは、メタクリレートとアクリレートとの両方を包含する。光硬化性樹脂組成物は、上述した第1の樹脂組成物6、及び第2の樹脂組成物8として好ましく用いられる。
単官能モノマーは、60℃で30分間加熱後の加熱残分が95.0%以上であることが好ましく、97.0%以上であることがより好ましく、98.0%以上であることがさらに好ましく、99.50%以上であることが特に好ましい。

(メタ)アクリレート樹脂は、例えば、光硬化性の(メタ)アクリレート樹脂であり、ポリマーであっても、オリゴマーであってもよい。(メタ)アクリレート樹脂は、例えば、ポリウレタン(メタ)アクリレートオリゴマー、ポリイソプレン(メタ)アクリレートオリゴマー、ポリブタジエン(メタ)アクリレートオリゴマー、及びポリエーテル(メタ)アクリレートオリゴマーの少なくとも1種であることが好ましい。(メタ)アクリレート樹脂の具体例としては、UC−203(クラレ社製)、UV3700B(日本合成化学社製)等が挙げられる。
光重合開始剤は、光ラジカル重合開始剤が好ましく、アルキルフェノン系光重合開始剤、及びアシルフォスフィンオキサイド系光重合開始剤の少なくとも1種を含有することがより好ましい。アルキルフェノン系光重合開始剤としては、1−ヒドロキシシクロへキシルフェニルケトン(イルガキュア184、BASF社製)、2−ヒドロキシ−1−{4−[4−(2一ヒドロキシ−2−メチル−プロピロニル)ベンジル]フェニル}−2−メチル−1−プロパン−1−オン(イルガキュア127、BASF社製)等を用いることができる。アシルフォスフィンオキサイド系光重合開始剤としては、2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイド(TPO、BASF社製)等を用いることができる。その他、光重合開始剤としては、ベンゾフェノン、アセトフェノン等を用いることもできる。
可塑剤は、光照射によりそれ自身が光硬化をせず、光硬化後の硬化樹脂層に柔軟性を与えるものである。例えば、ポリイソプレン系可塑剤、ポリエーテル系可塑剤、ポリブタジエン系可塑剤、フタル酸エステル系可塑剤、アジピン酸エステル系可塑剤等を用いることができる。ポリイソプレン系可塑剤の具体例としては、LIR−30、LIR−50(以上、クラレ社製)、EPOL(出光興産社製)等が挙げられる。ポリエーテル系可塑剤の具体例としては、P−3000(ADEKA社製)等が挙げられる。ポリブタジエン系可塑剤の具体例としては、HLBH−P2000、HLBH−P3000、LBH−P2000、LBHP3000、LBH−P5000(以上、クレイバレー社製)等が挙げられる。
光硬化性樹脂組成物は、本技術の効果を損なわない範囲で、上述した成分以外の他の成分をさらに含有していてもよい。例えば、無機微粒子、粘着付与剤等が挙げられる。
UC−203:イソプレンオリゴマー、クラレ社製
UV3700B:ウレタンアクリレートオリゴマー、日本合成化学社製
ISTA:イソステアリルアクリレート、大阪有機化学工業社製
M−111:ノニルフェノールEO変性アクリレート、東亞合成社製
M−113:ノニルフェノールEO変性アクリレート、東亞合成社製
M−117:ノニルフェノールPO変性アクリレート、東亞合成社製
M−120:2−エチルヘキシルEO変性アクリレート、東亞合成社製
M−101A:フェノールEO変性アクリレート、東亞合成社製
M−102:フェノールEO変性アクリレート、東亞合成社製
M−106:о−フェニルフェノールEO変性アクリレート、東亞合成社製
M−110:パラクミルフェノールEO変性アクリレート、東亞合成社製
M−140:N−アクリロイルオキシエチルヘキサヒドロフタルイミド、東亞合成社製
M−5700:2−ヒドロキシ−3−フェノキシプロピルアクリレート、東亞合成社製
IBXA:イソボルニルアクリレート、大阪有機化学工業社製
HPA:ヒドロキシプロピルアクリレート、大阪有機化学工業社製
LIR−30:イソプレンポリマー、クラレ社製
P−3000:ポリエーテルポリオール、ADEKA社製
Irg184:1−ヒドロキシシクロヘキシルフェニルケトン、BASF社製
各単官能モノマーの加熱残分(%)は、熱量計測定装置(装置名:Q50、TA Instruments社製)を用いて求めた。具体的には、図8に示すように、容器12に、10mgの単官能モノマー13を入れ、単官能モノマー13を60℃で30分間加熱する前後の質量を測定することにより求めた。
表1に示す配合量(質量部)で各成分を均一に混合して光硬化性樹脂組成物を調製した。
光硬化性樹脂組成物の25℃、又は80℃における粘度を、レオメータ(RS600、HAAKE社製、コーン角度C35/2°)で測定した。
各光硬化性樹脂組成物を80℃で3時間加熱した後の屈折率と、加熱する前の屈折率をアッベ屈折率計(ナトリウムD線(585nm)、25℃)を用いて測定した。
各光硬化性樹脂組成物の加熱残分(%)は、熱量計測定装置(装置名:Q50、TA Instruments社製)を用いて求めた。具体的には、図9に示すように、容器14に、10mgの光硬化性樹脂組成物15を入れ、光硬化性樹脂組成物15を80℃で3時間加熱する前後の質量を測定することにより求めた。
図10、図11に示すように、厚さ1.1mmのガラス板16の中央部に光硬化性樹脂組成物を滴下し、0.15mmのスペーサ19を介して、厚さ1.1mmのガラス板17を直交するように載置した。これにより、ガラス板16、17の間に、直径6mm、厚さ0.15mmの樹脂組成物層18が形成されたガラス接合体20を得た。
ガラス板16に滴下する光硬化性樹脂組成物として、80℃で3時間加熱したものを用いたこと以外は、上述した光硬化性樹脂組成物を加熱しない場合の接着強度の測定と同様に行った。
紫外可視分光光度計(島津製作所製、UV−2450)を用いて、ガラス接合体20における硬化樹脂層21の可視光領域の透過率を測定した。実用上、硬化樹脂層21の透過率が90%以上であることが好ましい。
Claims (13)
- 第1の部材の表面に、第1の樹脂組成物を用いて、光硬化性の第2の樹脂組成物の塗布領域を形成する工程(A)と、
上記塗布領域に上記第2の樹脂組成物を塗布する工程(B)と、
上記第1の部材と、第2の部材とを、上記第2の樹脂組成物を介して貼合せ、上記第2の樹脂組成物を上記塗布領域に充填させる工程(C)と、
上記第2の樹脂組成物に光を照射して硬化樹脂層を形成する工程(D)とを有し、
上記工程(C)は、上記第2の樹脂組成物を加熱することを含み、
上記第2の樹脂組成物は、60℃で30分間加熱後の加熱残分が95.0%以上である単官能モノマーを含有し、
上記第2の樹脂組成物は、80℃で3時間加熱後の加熱残分が95.0%以上であり、
上記単官能モノマーは、式(A)で表される化合物、及び式(B)で表される化合物の少なくとも1種である、積層体の製造方法。
- 第1の部材の表面に、第1の樹脂組成物を用いて、光硬化性の第2の樹脂組成物の塗布領域を形成する工程(A)と、
上記塗布領域に上記第2の樹脂組成物を塗布する工程(B)と、
上記第1の部材と、第2の部材とを、上記第2の樹脂組成物を介して貼合せ、上記第2の樹脂組成物を上記塗布領域に充填させる工程(C)と、
上記第2の樹脂組成物に光を照射して硬化樹脂層を形成する工程(D)とを有し、
上記工程(C)は、上記第2の樹脂組成物を加熱することを含み、
上記第2の樹脂組成物は、60℃で30分間加熱後の加熱残分が95.0%以上である単官能モノマーを含有し、
上記第2の樹脂組成物は、80℃で3時間加熱後の加熱残分が95.0%以上であり、
上記単官能モノマーは、イソステアリル(メタ)アクリレート、ノニルフェノールEO変性(メタ)アクリレート、ノニルフェノールPO変性(メタ)アクリレート、2−エチルヘキシルEO変性(メタ)アクリレート、フェノールEO変性(メタ)アクリレート、о−フェニルフェノールEO変性アクリレート、パラクミルフェノールEO変性アクリレート、N−アクリロイルオキシエチルヘキサヒドロフタルイミド、及び2−ヒドロキシ−3−フェノキシプロピルアクリレートの少なくとも1種である、積層体の製造方法。 - 上記工程(C)では、上記加熱により上記第2の樹脂組成物を減粘させた状態で上記塗布領域に充填させる、請求項1又は2記載の積層体の製造方法。
- 上記第2の樹脂組成物中、上記単官能モノマーの含有量は5〜60質量%である、請求項1〜3のいずれか1項に記載の積層体の製造方法。
- 上記第2の樹脂組成物は、(メタ)アクリレート樹脂と、光重合開始剤と、可塑剤とをさらに含有する、請求項1〜4のいずれか1項に記載の積層体の製造方法。
- 上記第2の樹脂組成物中、
上記(メタ)アクリレート樹脂の含有量は10〜60質量%であり、
上記可塑剤の含有量は10〜70質量%である、請求項5に記載の積層体の製造方法。 - 上記工程(C)では、上記第2の樹脂組成物を60〜80℃で加熱する、請求項1〜6のいずれか1項に記載の積層体の製造方法。
- 上記第2の樹脂組成物は、上記加熱残分が97.0%以上である、請求項1〜7のいずれか1項に記載の積層体の製造方法。
- 上記工程(B)では、25℃における粘度が10000〜50000mPa・sである上記第2の樹脂組成物を塗布し、
上記工程(C)では、上記加熱により上記第2の樹脂組成物の粘度を3000mPa・s以下にした状態で上記塗布領域に充填させる、請求項1〜8のいずれか1項に記載の積層体の製造方法。 - 上記工程(B)は、上記第2の樹脂組成物を加熱することを含む、請求項1〜9のいずれか1項に記載の積層体の製造方法。
- 上記第1の樹脂組成物、及び上記第2の樹脂組成物の少なくとも一方は、無機微粒子を含有する、請求項1〜10のいずれか1項に記載の積層体の製造方法。
- 上記第1の樹脂組成物と、上記第2の樹脂組成物とが同一成分である、請求項1〜11のいずれか1項に記載の積層体の製造方法。
- 上記第1の部材、又は上記第2の部材は、画像表示部材であり、
上記積層体は、画像表示装置である、請求項1〜12のいずれか1項に記載の積層体の製造方法。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017037614A JP6938168B2 (ja) | 2017-02-28 | 2017-02-28 | 積層体の製造方法、及び光硬化性樹脂組成物 |
| CN201880010675.0A CN110234506B (zh) | 2017-02-28 | 2018-01-12 | 层合体的制备方法及光固化性树脂组合物 |
| KR1020197014614A KR102318425B1 (ko) | 2017-02-28 | 2018-01-12 | 적층체의 제조 방법, 및 광경화성 수지 조성물 |
| KR1020217034227A KR20210130272A (ko) | 2017-02-28 | 2018-01-12 | 적층체의 제조 방법, 및 광경화성 수지 조성물 |
| DE112018001039.2T DE112018001039T5 (de) | 2017-02-28 | 2018-01-12 | Verfahren zur Herstellung eines Schichtkörpers und lichthärtbare Harzzusammensetzung |
| KR1020247007186A KR20240034266A (ko) | 2017-02-28 | 2018-01-12 | 적층체의 제조 방법, 및 광경화성 수지 조성물 |
| CN202110418562.8A CN113372823B (zh) | 2017-02-28 | 2018-01-12 | 层合体的制备方法及光固化性树脂组合物 |
| PCT/JP2018/000578 WO2018159110A1 (ja) | 2017-02-28 | 2018-01-12 | 積層体の製造方法、及び光硬化性樹脂組成物 |
| TW107105499A TW201834848A (zh) | 2017-02-28 | 2018-02-14 | 積層體之製造方法及光硬化性樹脂組合物 |
| JP2021142177A JP2022000508A (ja) | 2017-02-28 | 2021-09-01 | 光硬化性樹脂組成物 |
| JP2023075432A JP2023086991A (ja) | 2017-02-28 | 2023-05-01 | 硬化樹脂層 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017037614A JP6938168B2 (ja) | 2017-02-28 | 2017-02-28 | 積層体の製造方法、及び光硬化性樹脂組成物 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021142177A Division JP2022000508A (ja) | 2017-02-28 | 2021-09-01 | 光硬化性樹脂組成物 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018140601A JP2018140601A (ja) | 2018-09-13 |
| JP2018140601A5 JP2018140601A5 (ja) | 2020-03-05 |
| JP6938168B2 true JP6938168B2 (ja) | 2021-09-22 |
Family
ID=63371163
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017037614A Active JP6938168B2 (ja) | 2017-02-28 | 2017-02-28 | 積層体の製造方法、及び光硬化性樹脂組成物 |
| JP2021142177A Pending JP2022000508A (ja) | 2017-02-28 | 2021-09-01 | 光硬化性樹脂組成物 |
| JP2023075432A Pending JP2023086991A (ja) | 2017-02-28 | 2023-05-01 | 硬化樹脂層 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021142177A Pending JP2022000508A (ja) | 2017-02-28 | 2021-09-01 | 光硬化性樹脂組成物 |
| JP2023075432A Pending JP2023086991A (ja) | 2017-02-28 | 2023-05-01 | 硬化樹脂層 |
Country Status (6)
| Country | Link |
|---|---|
| JP (3) | JP6938168B2 (ja) |
| KR (3) | KR20240034266A (ja) |
| CN (2) | CN110234506B (ja) |
| DE (1) | DE112018001039T5 (ja) |
| TW (1) | TW201834848A (ja) |
| WO (1) | WO2018159110A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023031994A (ja) * | 2021-08-26 | 2023-03-09 | デクセリアルズ株式会社 | 光硬化性材料及び画像表示装置 |
| KR20230093749A (ko) * | 2021-12-20 | 2023-06-27 | 주식회사 동진쎄미켐 | 부착력 및 그 신뢰성이 우수한 접착 조성물 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19836694A1 (de) * | 1998-08-13 | 2000-02-17 | Metallgesellschaft Ag | Verfahren zur Herstellung von Verbundglas |
| DE19836695A1 (de) * | 1998-08-13 | 2000-02-24 | Metallgesellschaft Ag | Klebstoff zur Herstellung von Verbundglas |
| JP3484985B2 (ja) * | 1998-08-17 | 2004-01-06 | 東亞合成株式会社 | 光硬化型接着剤組成物 |
| CN1944548B (zh) * | 2006-06-09 | 2010-04-07 | 日本精工油墨股份有限公司 | 以紫外线固化型树脂组合物为有效成分的印刷油墨 |
| CN101675461B (zh) | 2007-04-09 | 2013-11-13 | 迪睿合电子材料有限公司 | 图像显示装置 |
| CN102026807B (zh) * | 2008-05-12 | 2014-05-21 | 电气化学工业株式会社 | 被加工件的表面保护方法和临时固定方法 |
| TWI485214B (zh) * | 2008-09-05 | 2015-05-21 | Kyoritsu Chemical Co Ltd | And a photohardenable resin composition for bonding an optical functional material |
| WO2011083652A1 (ja) * | 2010-01-07 | 2011-07-14 | 日本合成化学工業株式会社 | 活性エネルギー線硬化性組成物及びその用途 |
| TWI465534B (zh) * | 2010-12-31 | 2014-12-21 | Eternal Materials Co Ltd | 可光固化之黏著組合物 |
| JP2012144634A (ja) * | 2011-01-12 | 2012-08-02 | Jsr Corp | 光学樹脂および光学樹脂層の製造方法、光学樹脂用組成物、ならびに画像表示装置 |
| TW201317315A (zh) * | 2011-08-26 | 2013-05-01 | Denki Kagaku Kogyo Kk | 固化性樹脂組成物 |
| JP5880830B2 (ja) * | 2011-12-20 | 2016-03-09 | Jsr株式会社 | 画像表示装置 |
| JP2013203843A (ja) * | 2012-03-28 | 2013-10-07 | Kyoritsu Kagaku Sangyo Kk | 加飾印刷された前面板と光学表示パネル又はタッチパネルとの貼り合せ用光硬化型樹脂組成物及びこれを用いて貼り合わせた光学表示体又はタッチセンサー |
| TWI510550B (zh) * | 2012-06-15 | 2015-12-01 | Showa Denko Kk | Polymerizable composition, polymer, optical adhesive sheet, image display device, and manufacturing method thereof |
| TW201420718A (zh) * | 2012-09-20 | 2014-06-01 | Mitsubishi Rayon Co | 光硬化型黏著劑組成物、硬化物、黏著片及顯示面板與其製造方法 |
| JP5935668B2 (ja) * | 2012-11-27 | 2016-06-15 | 東亞合成株式会社 | 活性エネルギー線硬化型コーティング剤組成物 |
| JP6130154B2 (ja) * | 2013-01-31 | 2017-05-17 | デンカ株式会社 | 硬化性樹脂組成物 |
| JP6335881B2 (ja) * | 2013-03-28 | 2018-05-30 | セーレン株式会社 | インサート成形用加飾フィルム及び加飾インサート成形品 |
| CN105518764B (zh) * | 2013-09-09 | 2019-11-08 | 日本化药株式会社 | 光学构件的制造方法及用于该制造方法的紫外线固化型树脂组合物 |
| JP6404552B2 (ja) * | 2013-09-13 | 2018-10-10 | デンカ株式会社 | 硬化性樹脂組成物 |
| JP2015067677A (ja) * | 2013-09-27 | 2015-04-13 | 三洋化成工業株式会社 | 接着用光硬化性組成物 |
| TW201522081A (zh) * | 2013-09-27 | 2015-06-16 | Denki Kagaku Kogyo Kk | 積層體、積層體之製造方法以及積層體之剝離方法 |
| JP2015147916A (ja) * | 2014-02-10 | 2015-08-20 | 日本化薬株式会社 | タッチパネル用紫外線硬化型接着剤組成物、それを用いた貼り合せ方法及び物品 |
| TWI685531B (zh) * | 2014-05-22 | 2020-02-21 | 日商迪睿合股份有限公司 | 丙烯酸系導熱組成物、及導熱性片 |
| CN110088159A (zh) * | 2016-12-14 | 2019-08-02 | 电化株式会社 | 组合物 |
-
2017
- 2017-02-28 JP JP2017037614A patent/JP6938168B2/ja active Active
-
2018
- 2018-01-12 DE DE112018001039.2T patent/DE112018001039T5/de active Pending
- 2018-01-12 CN CN201880010675.0A patent/CN110234506B/zh active Active
- 2018-01-12 CN CN202110418562.8A patent/CN113372823B/zh active Active
- 2018-01-12 KR KR1020247007186A patent/KR20240034266A/ko unknown
- 2018-01-12 KR KR1020197014614A patent/KR102318425B1/ko active IP Right Grant
- 2018-01-12 WO PCT/JP2018/000578 patent/WO2018159110A1/ja active Application Filing
- 2018-01-12 KR KR1020217034227A patent/KR20210130272A/ko not_active Application Discontinuation
- 2018-02-14 TW TW107105499A patent/TW201834848A/zh unknown
-
2021
- 2021-09-01 JP JP2021142177A patent/JP2022000508A/ja active Pending
-
2023
- 2023-05-01 JP JP2023075432A patent/JP2023086991A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018159110A1 (ja) | 2018-09-07 |
| KR20240034266A (ko) | 2024-03-13 |
| CN110234506A (zh) | 2019-09-13 |
| CN113372823B (zh) | 2023-05-26 |
| CN113372823A (zh) | 2021-09-10 |
| KR20190072606A (ko) | 2019-06-25 |
| KR20210130272A (ko) | 2021-10-29 |
| CN110234506B (zh) | 2021-05-11 |
| JP2023086991A (ja) | 2023-06-22 |
| TW201834848A (zh) | 2018-10-01 |
| JP2018140601A (ja) | 2018-09-13 |
| DE112018001039T5 (de) | 2019-11-28 |
| JP2022000508A (ja) | 2022-01-04 |
| KR102318425B1 (ko) | 2021-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5811143B2 (ja) | 表示装置 | |
| KR102277736B1 (ko) | 화상 표시 장치의 제조 방법 | |
| JP5401824B2 (ja) | 画像表示装置 | |
| JP6127745B2 (ja) | 光硬化性樹脂組成物、及び画像表示装置の製造方法 | |
| JP2023086991A (ja) | 硬化樹脂層 | |
| TWI433822B (zh) | A method of manufacturing a display device | |
| WO2012077726A1 (ja) | 粘着層付き透明面材、表示装置およびそれらの製造方法 | |
| JP5706912B2 (ja) | ディスプレイパネルアセンブリ及びその作製方法 | |
| TWI738661B (zh) | 光硬化性樹脂組成物及影像顯示裝置之製造方法 | |
| US20180201808A1 (en) | Method for manufacturing optical member | |
| JP2019094485A (ja) | 光硬化性樹脂組成物、及び画像表示装置の製造方法 | |
| JP5742840B2 (ja) | 積層体の製造方法 | |
| JP6538252B1 (ja) | 画像表示装置の製造方法 | |
| TW201821448A (zh) | 積層體之製造方法、及光硬化性樹脂組成物 | |
| JP7160745B2 (ja) | 画像表示装置の製造方法 | |
| JP2015060000A (ja) | 表示装置の製造方法 | |
| WO2017038845A1 (ja) | 光硬化性樹脂組成物、及び画像表示装置の製造方法 | |
| JP2015087469A (ja) | 表示装置、及びその製造方法 | |
| CN111448222A (zh) | 光固化性树脂组合物 | |
| WO2019102928A1 (ja) | 光硬化性樹脂組成物、及び画像表示装置の製造方法 | |
| KR20160069908A (ko) | 요변성이 우수한 광학용 투명 수지조성물 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200122 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210525 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210803 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210901 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6938168 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |