JP6897877B2 - 不等辺山形鋼の長辺先端面成形装置、長辺先端面成形方法、及び製造方法、並びに熱間仕上圧延設備 - Google Patents
不等辺山形鋼の長辺先端面成形装置、長辺先端面成形方法、及び製造方法、並びに熱間仕上圧延設備 Download PDFInfo
- Publication number
- JP6897877B2 JP6897877B2 JP2020529392A JP2020529392A JP6897877B2 JP 6897877 B2 JP6897877 B2 JP 6897877B2 JP 2020529392 A JP2020529392 A JP 2020529392A JP 2020529392 A JP2020529392 A JP 2020529392A JP 6897877 B2 JP6897877 B2 JP 6897877B2
- Authority
- JP
- Japan
- Prior art keywords
- tip surface
- angle steel
- unequal
- roll
- long side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005096 rolling process Methods 0.000 title claims description 69
- 229910000831 Steel Inorganic materials 0.000 title claims description 57
- 239000010959 steel Substances 0.000 title claims description 57
- 238000000034 method Methods 0.000 title claims description 13
- 238000004519 manufacturing process Methods 0.000 title claims description 6
- 230000002093 peripheral effect Effects 0.000 claims description 22
- 238000000465 moulding Methods 0.000 claims description 15
- 238000006243 chemical reaction Methods 0.000 claims description 10
- 238000000926 separation method Methods 0.000 claims description 5
- 239000000463 material Substances 0.000 description 22
- 238000003825 pressing Methods 0.000 description 17
- 238000005452 bending Methods 0.000 description 7
- 238000006073 displacement reaction Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 238000005098 hot rolling Methods 0.000 description 5
- 238000009434 installation Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/02—Shape or construction of rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/09—L-sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/16—Adjusting or positioning rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Metal Rolling (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Description
山形鋼の先端部の成形技術としては、例えば特許文献1に記載の技術がある。
特許文献1には、熱間圧延された不等辺山形鋼における、長辺の短辺寄りを押えロールと受けロールによって挟み且つ長辺端部をガイドロールで案内しつつ、成形ロールの成形部によって短辺端部を押圧成形することが記載されている。
従来にあっては、被圧延材の熱間圧延が終了した後の下流工程において、必要に応じ、長辺端部の成形処理が施されていた。しかしながら、熱間圧延の工程の終了後に、別途、成形処理を実施するのは工程が増えるため、製造コストが増加してしまう。
一般に、不等辺山形鋼の長辺は短辺に比べて薄い。このため、端部の成形のために長辺端部に加えられる押圧力が過剰だと長辺が必要以上に反ってしまうおそれがある。したがって、短辺先端部の成形技術をそのまま長辺先端部の成形に転用することはできない。このように、長辺端部について適切な形状を得るためには、別途の工夫が必要と考えられる。
本実施形態の不等辺山形鋼は、例えば図1に示すように、加熱工程1、粗圧延工程2、中間圧延工程3、及び仕上圧延工程4を有する製造工程を経ることによって製造される。加熱工程1においては、例えば、圧延素材である鋼材がバッチ式あるいは連続式加熱炉内で加熱される。加熱工程1で加熱された圧延素材は、次いで、粗圧延工程2、中間圧延工程3、及び仕上圧延工程4において圧延されて、目的の不等辺山形鋼の形状に成形される。粗圧延工程2、中間圧延工程3、及び仕上圧延工程4は、例えば、孔型ロールを有する孔型圧延機や、複数対の圧延ロールを有するユニバーサル圧延機などを備える。
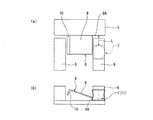
図2は長辺先端面成形装置の配置位置の例を示す図であり、(a)は平面図、(b)は正面図である。図2(b)では、成形装置7を透視的に図示している。
成形装置7は、例えば、図2に示すように、熱間仕上圧延機における最終スタンドの圧延ロール5の下流側であって、サイドガイド6の設置位置における圧延方向途中位置に設置されている。
本実施形態の成形装置7は、特許文献1と異なり、端面の押圧成形時に不等辺山形鋼8をガイドするガイドロールを有しない。その結果、その分、最終スタンドの圧延ロール5に近づけて、成形装置7を配置することが可能となっている。
成形ロール11は、仕上圧延で形成された不等辺山形鋼8の長辺9の先端面9Aに当接して当該先端面9Aを押圧する傾斜した周面11Aを有し、先端面9Aに当接する傾斜した周面11Aは、先端面9Aに対し、不等辺山形鋼8の長辺9の長手方向に向けて反力Fを付与可能な形状となっている。符号10は不等辺山形鋼8の短辺を示す。
ここで、最終スタンドの圧延ロール5の孔型は、図6に示すような形状をしている。その孔型のうち、不等辺山形鋼8の長辺9の先端面9Aを圧延する圧延ロール5Aの孔型の水平方向に対する角度をαとする。この角度αは、先端面9Aが長辺9に対し直角となる角度に設定されている。
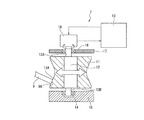
成形ロール11は、中心軸(図3では、一点鎖線で示されている)を例えば鉛直方向に向けて配置され、図4のように、その中心軸にロール軸12が同軸に配置されている。これによって、成形ロール11は、ロール軸12を中心にして軸回転可能に当該ロール軸12に支持されている。
ここでは、実施形態は、成形ロール11の周面11Aが不等辺山形鋼8の長辺9の長手方向に向けて付与する反力Fが適切な大きさとなるようにするための、成形ロール11のロール軸12を進退させる進退機構を有する。その進退機構の一例として、偏心機構を適用する例を次に説明する。この場合、そのロール軸12の上端面及び下端面には、上下に延在する偏心軸13A、13Bが一体に設けられている。なお、上下の偏心軸13A、13Bは同軸に配置されている。
下側の偏心軸13Bは、軸受14を介してサイドガイド6の一部を構成する底板部15に支持されている。また、上側の偏心軸13Aは、軸受16を介して固定板17に支持されている。上側の偏心軸13Aには、回転駆動装置18が接続し、回転駆動装置18を駆動することで、偏心軸13A、13Bの中心が回転変位するようになっている。
偏心軸13A、13Bからなる偏心機構が進退機構を構成する。
回転駆動装置18は、上側の偏心軸13A、13Bを回転駆動する際の反力を制御部19に供給すると共に制御部19からの回転変位指令に応じた回転変位分だけ偏心軸13A、13Bを回転駆動するように構成されている。
制御部19は、所定サンプリング単位で作動する。制御部19は、傾斜面からなる周面11Aでの押圧力が予め設定した設定押圧力の範囲に収まるように、回転駆動する際に回転駆動装置18へ入力した反力が、上記設定押圧力の範囲に対応する反力値の範囲に近づく回転変位を演算して、回転駆動装置18に供給する。
上記設定押圧力の範囲は、例えば、先端面9Aを成形可能な大きさ以上で、且つ、不等辺山形鋼8の長辺9が撓まない又は許容以内の撓みだけが生じる押圧力値とする。許容以内の撓みとは、弾性変形内の撓みを指す。
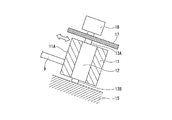
ここで図7に示すように、成形ロール11の周面11Aを円筒面とし、成形ロール11自体の回転軸を、垂直に対し上記傾斜角度θと同じ角度だけ傾けて構成しても良い。この場合には、長辺9の長手方向と成形ロール11の回転軸とが直交する配置となる。
本実施形態では、被圧延材を熱間仕上圧延しているときに、熱間仕上圧延機出側に配置された成形ロール11の傾斜した周面11Aを、仕上圧延で形成された不等辺山形鋼8の長辺9の先端面9Aに当接して、当該先端面9Aの押圧成形を行う。
このとき、被圧延材が熱間仕上圧延で圧延されている状態で、仕上圧延機の最終スタンドから出た被圧延材部分の長辺9の先端面9Aを、長辺9の長手方向(軸方向)に向けて押圧して成形する。
また、成形ロール11を最終スタンドの圧延ロール5に接近して設けることが可能であり、この点からも、押圧成形時にガイドロールが不要となる。接近させて設けるほど、より安定した状態で先端面9Aの成形のための押圧が可能となる。
また、本実施形態では、成形ロール11は、先端面9Aに当接する周面11Aが、長辺9の長手方向に沿った方向に進退する偏心機構からなる進退機構を有する。
このため、本実施形態では、必要に応じて被圧延材の先端面9Aを押圧する押圧力を調整可能となり、圧延機から出てくる被圧延材の出曲りを低減することも可能となる。被圧延材の出曲りは、圧延機の出側から出てきた被圧延材がロールに噛みこまれる位置の微小な変動や、圧延時における被圧延材の温度の変動などの理由で発生し、正しい進行方向に対して曲がった状態になることを指す。
なお、本実施形態では、この成形ロール11は、水平方向に可動であり、必要に応じて被圧延材を押圧することにより、圧延機から出てくる被圧延材の出曲りを低減することも可能である。
以上のように、本実施形態では、成形ロール11からなる成形装置7を設けることで、省スペース化、作業性の制約が改善され、かつ、設置位置を圧延機近傍に近づけることで先端面9Aの成形性を向上させることができる。
ここで、成形するための傾斜面の角度を、長辺9の長手方向に対し直交する直角(90度)±2°以内の範囲に設計することが好ましいのは、次の理由による。
すなわち、傾斜面の角が直角に対して±2°を超えた範囲では、被圧延材に生じた出曲りによって材料通材位置が左右方向に変動した場合、長辺9の先端形状が直角にならない、又は、長辺9の上面あるいは下面に向けて凸形状となるおそれがあるためである。
更に、成形装置7と圧延ロール5との離間距離Lが短いほど、不等辺山形鋼8の先端部や尾端部において、成形装置7により端部の成形ができない最先端部や最尾端部のクロップの長さが従来よりも短くなる、という利点もある。
2 粗圧延工程
3 中間圧延工程
4 仕上圧延工程
4A 先端面成形工程
5、5A 圧延ロール
6 サイドガイド
7 成形装置
8 不等辺山形鋼
9 長辺
9A 先端面
11 成形ロール
11A 周面
12 ロール軸
13A、13B 偏心軸(偏心機構)
18 回転駆動装置
19 制御部
F 反力
Claims (7)
- 不等辺山形鋼用の熱間仕上圧延機出側に配置された成形ロールを有し、
上記成形ロールは、仕上圧延で形成された不等辺山形鋼の長辺の先端面に当接して当該先端面を押圧する周面を有し、
上記先端面に当接する周面は、上記先端面に対し、不等辺山形鋼の長辺の長手方向に向けて反力を付与可能な形状となっていて、
上記熱間仕上圧延機の最終スタンドの圧延ロールと上記成形ロールとの間の離間距離が800mm以内である、
ことを特徴とする不等辺山形鋼の長辺先端面成形装置。 - 上記先端面に当接する周面は、上記長辺の長手方向に対する角度が、上記長手方向に直交する直角に対して±2度以内の範囲の角度で先端面に当接可能な面形状となっていることを特徴とする請求項1に記載した不等辺山形鋼の長辺先端面成形装置。
- 上記成形ロールは、上記先端面に当接する周面が、上記長辺の長手方向に沿った方向に進退させる進退機構を有することを特徴とする請求項1又は請求項2に記載した不等辺山形鋼の長辺先端面成形装置。
- 上記成形ロールは竪ロールであり、上記先端面に当接する周面は、成形ロールの回転軸に対し傾斜した傾斜面となっていることを特徴とする請求項1〜請求項3のいずれか1項に記載した不等辺山形鋼の長辺先端面成形装置。
- 請求項1〜請求項4のいずれか1項に記載の不等辺山形鋼の長辺先端面成形装置を備えた不等辺山形鋼用の熱間仕上圧延設備。
- 請求項5に記載した熱間仕上圧延設備によって不等辺山形鋼を製造することを特徴とする不等辺山形鋼の製造方法。
- 請求項1〜請求項4のいずれか1項に記載の不等辺山形鋼の長辺先端面成形装置によって、仕上圧延で形成された不等辺山形鋼の長辺の先端面の成形を行うことを特徴とする不等辺山形鋼の長辺先端面成形方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018244617 | 2018-12-27 | ||
| JP2018244617 | 2018-12-27 | ||
| PCT/JP2019/046220 WO2020137317A1 (ja) | 2018-12-27 | 2019-11-26 | 不等辺山形鋼の長辺先端面成形装置、長辺先端面成形方法、及び製造方法、並びに熱間仕上圧延設備 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020137317A1 JPWO2020137317A1 (ja) | 2021-02-18 |
| JP6897877B2 true JP6897877B2 (ja) | 2021-07-07 |
Family
ID=71127157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020529392A Active JP6897877B2 (ja) | 2018-12-27 | 2019-11-26 | 不等辺山形鋼の長辺先端面成形装置、長辺先端面成形方法、及び製造方法、並びに熱間仕上圧延設備 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6897877B2 (ja) |
| KR (1) | KR102466903B1 (ja) |
| CN (1) | CN113165034B (ja) |
| WO (1) | WO2020137317A1 (ja) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60162502A (ja) * | 1984-02-02 | 1985-08-24 | Kawasaki Steel Corp | 不等辺不等厚山形鋼の圧延方法 |
| JPH02290602A (ja) * | 1989-04-28 | 1990-11-30 | Aichi Steel Works Ltd | アングル材の圧延方法 |
| JP2712846B2 (ja) * | 1991-02-08 | 1998-02-16 | 住友金属工業株式会社 | 形鋼の圧延方法および圧延装置 |
| JPH06170405A (ja) * | 1992-12-08 | 1994-06-21 | Aichi Steel Works Ltd | 板曲げアングル材の冷間圧延方法 |
| JP2003205301A (ja) * | 2001-11-12 | 2003-07-22 | Sumitomo Metal Ind Ltd | 不等辺不等厚山形鋼とその製造方法および製造装置 |
| JP2004202514A (ja) * | 2002-12-24 | 2004-07-22 | Daido Steel Co Ltd | 山形鋼の圧延方法及び圧延装置 |
| CN103249501B (zh) * | 2011-01-17 | 2015-09-02 | 杰富意钢铁株式会社 | 不等边角钢的短边端部的成形方法及其装置 |
| JP2013134198A (ja) * | 2011-12-27 | 2013-07-08 | Jfe Steel Corp | 山形鋼の端部形状検出方法、端部形状検査方法、端部形状検出装置、及び端部形状検査装置 |
| JP5935707B2 (ja) * | 2012-01-31 | 2016-06-15 | Jfeスチール株式会社 | 不等辺山形鋼の圧延方法及び圧延設備 |
| JP6158677B2 (ja) * | 2013-10-18 | 2017-07-05 | Jfeスチール株式会社 | 不等辺山形鋼の短辺端部の成形方法及びその成形装置 |
| JP6417991B2 (ja) * | 2015-02-06 | 2018-11-07 | 新日鐵住金株式会社 | フランジを有する形鋼のエッジャー圧延機 |
| CN106984647A (zh) * | 2017-05-09 | 2017-07-28 | 安文强 | 一种角钢切分轧制方法及所用的轧辊组件 |
-
2019
- 2019-11-26 KR KR1020217016392A patent/KR102466903B1/ko active IP Right Grant
- 2019-11-26 WO PCT/JP2019/046220 patent/WO2020137317A1/ja active Application Filing
- 2019-11-26 JP JP2020529392A patent/JP6897877B2/ja active Active
- 2019-11-26 CN CN201980078751.6A patent/CN113165034B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113165034A (zh) | 2021-07-23 |
| CN113165034B (zh) | 2023-08-18 |
| KR102466903B1 (ko) | 2022-11-11 |
| KR20210083325A (ko) | 2021-07-06 |
| JPWO2020137317A1 (ja) | 2021-02-18 |
| WO2020137317A1 (ja) | 2020-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101559159B1 (ko) | 롤러 레벨러 및 판재의 교정 방법 | |
| CN102481611A (zh) | 多辊平整机 | |
| US8393190B2 (en) | Tube forming apparatus and tube forming method | |
| JP6041632B2 (ja) | 金属板の曲げ加工方法およびその装置 | |
| JP2006326637A (ja) | パイプ曲げ加工装置及びパイプ曲げ加工方法 | |
| JP2016078057A (ja) | スラブのキャンバー抑制方法及びキャンバー抑制装置、並びにスラブのガイド装置 | |
| JP6897877B2 (ja) | 不等辺山形鋼の長辺先端面成形装置、長辺先端面成形方法、及び製造方法、並びに熱間仕上圧延設備 | |
| JP4687327B2 (ja) | 腕部を有するu型鋼矢板のプレス矯正方法 | |
| JP5195586B2 (ja) | 鋼材の切断方法および切断装置 | |
| KR20060059643A (ko) | 소재의 두께를 균일하게 제어하는 연속 전단가공 장치 | |
| KR101387327B1 (ko) | 강판 교정장치 및 교정방법 | |
| KR20110106491A (ko) | 금속판재의 곡면성형장치 | |
| JP2023550433A (ja) | 可変金型、プレス装置及びプレス方法 | |
| JP2018034173A (ja) | ロール成形装置及び長尺状部材の成形方法 | |
| JP7343819B2 (ja) | 曲げ加工装置、鋼矢板の製造設備、曲げ加工方法、及び、鋼矢板の製造方法 | |
| JP6477618B2 (ja) | 形鋼の圧延方法及び圧延機 | |
| KR101552835B1 (ko) | 주편 교정장치 | |
| JP5875354B2 (ja) | 金属体のロール曲げ方法及びロール曲げ加工装置 | |
| JP6566012B2 (ja) | テーパー鋼板の矯正方法 | |
| KR101443095B1 (ko) | 소재 상향 교정장치 | |
| JP4830255B2 (ja) | 左右非対称形状の継手を有するハット形鋼矢板の製造方法およびそれに用いる爪曲げ装置 | |
| TWI500461B (zh) | 倒圓裝置之預倒圓元件 | |
| KR101798150B1 (ko) | 핫프레스포밍용 강판 제조장치 및 핫프레스포밍용 강판을 이용한 제품 제조방법 | |
| JP2024002602A (ja) | 被加工材位置調整装置、被加工材位置調整方法、及び積層鉄心の製造方法 | |
| JPH0641686Y2 (ja) | H形鋼のフランジ直角度矯正装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210309 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210511 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210524 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6897877 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |