JP6893884B2 - パウチを移動させるためのシステムおよび方法 - Google Patents
パウチを移動させるためのシステムおよび方法 Download PDFInfo
- Publication number
- JP6893884B2 JP6893884B2 JP2017556701A JP2017556701A JP6893884B2 JP 6893884 B2 JP6893884 B2 JP 6893884B2 JP 2017556701 A JP2017556701 A JP 2017556701A JP 2017556701 A JP2017556701 A JP 2017556701A JP 6893884 B2 JP6893884 B2 JP 6893884B2
- Authority
- JP
- Japan
- Prior art keywords
- gripping means
- pouch
- gripping
- turntable
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/46—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers
- B65B43/465—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers for bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/84—Star-shaped wheels or devices having endless travelling belts or chains, the wheels or devices being equipped with article-engaging elements
- B65G47/846—Star-shaped wheels or wheels equipped with article-engaging elements
- B65G47/847—Star-shaped wheels or wheels equipped with article-engaging elements the article-engaging elements being grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/50—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using rotary tables or turrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/186—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating rigid fittings, e.g. discharge spouts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/0238—Bags
Description
i)第1の把持手段11および第2の把持手段12によってパウチの2つの対応するフラップを把持するステップと、
ii)第1のターンテーブル100と第2のコンベヤ20との間で上記パウチ4を移動するステップと
を備える。パウチの2つの対応するフラップを把持するステップは、典型的には、パウチは垂直に配置され、2つのフラップはパウチ4の対向する垂直面に設けることができ、前述のとおり、第1の把持手段11が、好ましくは、第1の把持部110または吸引器を有し、第2の把持手段12は、第2の把持部120または吸引器を有している。
−第3の把持手段21によってパウチ4を把持するサブステップと、
−パウチ4を把持している第1の把持手段11を解放するサブステップと、
−第4の把持手段22によってパウチ4を把持するサブステップと、
−パウチ4を把持している第2の把持手段12を解放するサブステップと
を有し、第4の把持手段22によってパウチ4を把持するステップ、および、第2の把持手段12を解放するステップは、第3の把持手段21によってパウチ4を把持するステップ、および、第1の把持手段11を解放するステップの後に行われる。実際には、パウチ4の損傷/破損を防止するために、ターンテーブル100の把持部とコンベヤ20の把持部との間で、ターンテーブルの基本直径の接触領域においてパウチ4を移動させなければならない。上記接触領域において異なる時に通過する一対の把持部によってパウチ4が把持されているため、ターンテーブル100とコンベヤ20との間のパウチの移動に伴う一対の把持部の通過中に、パウチは、ターンテーブル100の少なくとも1つの把持部と、コンベヤ20の少なくとも1つの把持部とによって支持される必要がある。この点において、パウチ4の可撓性が、ターンテーブル100と第2のコンベヤ20との間の移動によって課される軌道変化に追従することを可能にする。
−パウチ4が第1のターンテーブル100または第2のコンベヤ20のみによって把持される最初のステップおよび最後のステップと、
−パウチが第1のターンテーブル100および第2のコンベヤ20によって同時に把持される中間ステップと
を含む。
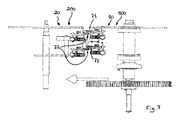
−第1のターンテーブル100および第2のターンテーブル200の回転軸を含む基準面3と、
−上記基準面3に対して反対の半空間に位置し、上記基準面3と3度未満、好ましくは1度以下の角度を形成する、第1のターンテーブル100の回転軸を含む第1の平面31および第2の平面32とが規定されている。第3の把持手段21によってパウチ4を把持するステップ、第1の把持手段11を解放するステップ、第4の把持手段22によってパウチ4を把持するステップ、および第2の把持手段12を解放するステップは、第1の平面31と第2の平面32との間の空間で行われる。
−第1の把持手段11および第3の把持手段21によって連続的に把持される第1のフラップ41と、
−第2の把持手段12および第4の把持手段22によって連続的に把持される、第1のフラップ41に対向する第2のフラップ42であって、第1のフラップおよび第2のフラップが、パウチ4の外周の2つの側縁である、第2のフラップ42と、
−第1のフラップ41と第2のフラップ42とを接続する底部43と、
−第1のフラップ41と第2のフラップ42とを接続する縁部44と
を備える。
Claims (10)
- 製品を収容するパウチを移動させる方法であって、
i)第1の把持手段(11)および第2の把持手段(12)によってパウチの2つの対応するフラップを把持するステップと、
ii)第1のターンテーブル(100)と第2のコンベヤ(20)との間で前記パウチを移動させるステップとを備え、
前記第1のターンテーブル(100)および前記第2のコンベヤ(20)の一方は、前記パウチの2つの対応するフラップを把持する前記第1の把持手段(11)および前記第2の把持手段(12)を有し、前記第1のターンテーブル(100)および前記第2のコンベヤ(20)の他方は、前記パウチを把持する第3の把持手段(21)および第4の把持手段(22)を有しており、
前記第1のターンテーブル(100)と前記第2のコンベヤ(20)との間で前記パウチを移動させる前記ステップは、
前記第1の把持手段(11)および前記第2の把持手段(12)によって前記パウチ(4)を把持するステップと、
前記第3の把持手段(21)によって前記パウチ(4)を把持するステップと、
前記パウチ(4)を把持している前記第1の把持手段(11)を解放して、前記パウチ(4)が前記第2の把持手段(12)および前記第3の把持手段(21)により把持されるようにするステップと、
前記第4の把持手段(22)によって前記パウチ(4)を把持するステップと、
前記パウチ(4)を把持している前記第2の把持手段(12)を解放して、前記パウチ(4)が前記第3の把持手段(21)および前記第4の把持手段(22)により把持されるようにするステップと
を有し、
前記第4の把持手段(22)によって前記パウチ(4)を把持する前記ステップ、および、前記第2の把持手段(12)を解放する前記ステップは、前記第3の把持手段(21)によって前記パウチ(4)を把持する前記ステップ、および、前記第1の把持手段(11)を解放する前記ステップの後に行われる、方法。 - 前記第3の把持手段(21)によって前記パウチ(4)を把持する前記ステップと、前記第1の把持手段11を解放する前記ステップとは、実質的に同時に行われ、
前記第4の把持手段(22)によって前記パウチ(4)を把持する前記ステップと、前記第2の把持手段(12)を解放する前記ステップとは、実質的に同時に行われる、請求項1の方法。 - 前記第2のコンベヤ(20)が、
前記第1のターンテーブル(100)および第2のターンテーブル(200)の回転軸を含む基準面(3)と、前記基準面(3)に対して反対の半空間に位置し、前記基準面(3)と3度未満の角度を形成する、前記第1のターンテーブル(100)の回転軸を含む第1の平面(31)および第2の平面(32)とが規定されている第2のターンテーブル(200)であり、
前記第3の把持手段(21)によって前記パウチ(4)を把持する前記ステップ、前記第1の把持手段(11)を解放する前記ステップ、前記第4の把持手段(22)によって前記パウチ(4)を把持する前記ステップ、および、前記第2の把持手段(12)を解放する前記ステップが、前記第1の平面(31)と前記第2の平面(32)との間の空間で行われる、請求項1または2の方法。 - 前記第3の把持手段(21)によって前記パウチ(4)を把持する前記ステップ、前記第1の把持手段(11)を解放する前記ステップ、前記第4の把持手段(22)によって前記パウチ(4)を把持する前記ステップ、および、前記第2の把持手段(12)を解放する前記ステップが、前記基準面(3)で行われる、請求項3の方法。
- 前記パウチ(4)は、
前記第1の把持手段(11)および前記第3の把持手段(21)によって連続的に把持される第1のフラップ(41)と、
前記第2の把持手段(12)および前記第4の把持手段(22)によって連続的に把持される、前記第1のフラップ(41)に対向する第2のフラップ(42)と、
前記第1のフラップ(41)と前記第2のフラップ(42)とを接続する底部(43)と、
前記第1のフラップ(41)と前記第2のフラップ(42)とを接続する上縁部(44)と
を有する、請求項1〜4のいずれか一項の方法。 - 前記第1のターンテーブル(100)と前記第2のコンベヤ(20)との間で前記パウチ(4)を移動させる前記ステップが行われた後に、前記パウチ(4)に分注ノズルを適用するステップが行われる、請求項1〜5のいずれか一項の方法。
- 請求項1の製品を収容するパウチを移動させる方法を実行するためのシステムであって、
前記システムが、
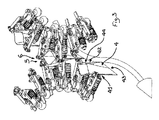
i)同じパウチの2つの異なる部分を把持可能な前記第1の把持手段(11)および前記第2の把持手段(12)が設けられた前記第1のターンテーブル(100)を有し、前記第1の把持手段(11)および前記第2の把持手段(12)が、前記第1のターンテーブル(100)の円周に沿って配置されている、第1のコンベヤ(10)と、
ii)同じパウチの2つの異なる部分を把持可能な前記第3の把持手段(21)および前記第4の把持手段(22)を有し、前記第3の把持手段(21)および前記第4の把持手段(22)が前記第2のコンベヤ(20)の円周に沿って配置されている、前記第1のターンテーブル(100)とパウチを交換可能な前記第2のコンベヤ(20)と、
前記第1の把持手段(11)の軌道と前記第3の把持手段(21)の軌道とが重複する領域に配置されている、前記第1の把持手段(11)と前記第2のコンベヤ(20)との間の前記パウチの移動領域(5)と、
前記第2の把持手段(12)の軌道と前記第4の把持手段(22)の軌道とが重複する領域に配置されている、前記第2の把持手段(12)と前記第2のコンベヤ(20)との間の前記パウチの移動領域(6)と
を備え、
前記第1の把持手段(11)、前記第2の把持手段(12)、前記第3の把持手段(21)および前記第4の把持手段(22)は、前記パウチ(4)が、最初に、前記第1の把持手段(11)および前記第2の把持手段(12)により把持され、次いで、前記第2の把持手段(12)および前記第3により把持され、次いで、前記第3の把持手段(11)および前記第4の把持手段(22)により把持されるように、個別に制御可能である、システム。 - 前記第2のコンベヤ(20)が、第2のターンテーブル(200)を有し、
前記第1のターンテーブル(100)の回転軸に関して、前記第1の把持手段(11)と前記第2のコンベヤ(20)との間の前記パウチの前記移動領域(5)が、前記第2の把持手段(12)と前記第2のコンベヤ(20)との間で前記パウチの移動が行われる領域と同じ領域にあり、
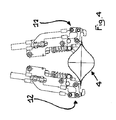
前記同じ領域は、前記第1のターンテーブル(100)および前記第2のターンテーブル(200)の回転軸を結ぶ直線に沿って配置され、前記第1のターンテーブル(100)および前記第2のターンテーブル(200)の基本直径の間の接触領域に配置されている、請求項7のシステム。 - 前記第1の把持手段(11)と前記第2のコンベヤ(20)との間の前記パウチの前記移動領域(5)において、第1の把持部(110)が辿る軌道が、第3の把持部(210)が辿る軌道の上または下に位置し、前記第1の把持部(110)は前記第1の把持手段(11)の一部であり、前記第3の把持部(210)は前記第3の把持手段(21)の一部であり、
前記第2の把持手段(12)と前記第2のコンベヤ(20)との間の前記パウチの前記移動領域(6)において、第2の把持部(120)が辿る軌道が、第4の把持部が辿る軌道の上または下に位置し、前記第2の把持部(120)は前記第2の把持手段(12)の一部であり、前記第4の把持部は前記第4の把持手段(22)の一部である、請求項7または8のシステム。 - 前記第1の把持手段(11)は、一方が他方の上にあり、互いの上部に配置されている2つの領域で前記パウチを把持可能な第1の把持部対(71)を有し、前記第3の把持手段(21)は、一方が他方の上にあり、前記第1の把持部対(71)の各把持部の中間の高さに一方が位置している第2の把持部対(72)を有している、請求項7〜9のいずれか1つのシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITPR20150031 | 2015-04-30 | ||
| ITPR2015A000031 | 2015-04-30 | ||
| PCT/IB2016/050907 WO2016174530A1 (en) | 2015-04-30 | 2016-02-19 | System and method for transferring pouches |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018515402A JP2018515402A (ja) | 2018-06-14 |
| JP6893884B2 true JP6893884B2 (ja) | 2021-06-23 |
Family
ID=53385768
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017556701A Active JP6893884B2 (ja) | 2015-04-30 | 2016-02-19 | パウチを移動させるためのシステムおよび方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10421620B2 (ja) |
| EP (1) | EP3288867B1 (ja) |
| JP (1) | JP6893884B2 (ja) |
| KR (1) | KR20170142188A (ja) |
| CN (1) | CN107531346B (ja) |
| CA (1) | CA2984441C (ja) |
| MX (1) | MX2017013870A (ja) |
| PL (1) | PL3288867T3 (ja) |
| RU (1) | RU2715960C2 (ja) |
| WO (1) | WO2016174530A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201600079175A1 (it) * | 2016-07-28 | 2018-01-28 | Fillshape Srl | Dispositivo e procedimento di verifica buste per linee di riempimento. |
| JP6942564B2 (ja) * | 2017-08-28 | 2021-09-29 | 三菱重工機械システム株式会社 | 物品搬送装置及び物品搬送装置の制御方法 |
| EP3909877A1 (de) * | 2020-05-14 | 2021-11-17 | Teepack Spezialmaschinen GmbH & Co. KG | Vorrichtung zum transportieren von fertig zugeschnittenen und befüllten schlauchstücken |
| US20220363422A1 (en) * | 2021-05-17 | 2022-11-17 | BBC Packaging, LLC | Zero vent pouch filler |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS581452Y2 (ja) * | 1979-03-29 | 1983-01-11 | ゼネラルパツカ−株式会社 | 包装装置における包装袋の受渡し装置 |
| JPS58134802A (ja) * | 1982-01-28 | 1983-08-11 | ゼネラルパツカ−株式会社 | 包装装置における包装袋の縦縁振動整形装置 |
| JPH0234406A (ja) | 1988-07-25 | 1990-02-05 | Sumitomo Rubber Ind Ltd | タイヤおよびその製造方法 |
| JPH0234406U (ja) * | 1988-08-27 | 1990-03-05 | ||
| FR2637274A1 (fr) * | 1988-10-04 | 1990-04-06 | Ano Sarl | Trieurs convoyeurs d'objets automatiques |
| IT1234027B (it) * | 1989-03-14 | 1992-04-24 | Gd Spa | Macchina incartatrice continua |
| JP2866992B2 (ja) * | 1991-03-13 | 1999-03-08 | 株式会社古川製作所 | 真空包装機 |
| JP3261543B2 (ja) * | 1992-07-23 | 2002-03-04 | 東洋自動機株式会社 | キャップ付注出口を有する袋の自動充填包装方法 |
| JPH07187202A (ja) * | 1993-12-27 | 1995-07-25 | Sumitomo Bakelite Co Ltd | 注出栓付き自立性包装体並びに該包装体の製造方法及び製造装置 |
| IT1285579B1 (it) * | 1996-03-01 | 1998-06-18 | Gd Spa | Unita' di uscita per una macchina incartatrice continua |
| IT1299347B1 (it) * | 1998-02-13 | 2000-03-16 | Gd Spa | Metodo per il trasferimento di articoli. |
| IT1299878B1 (it) * | 1998-03-05 | 2000-04-04 | Gd Spa | Metodo ed unita' per il trasferimento in continuo di un gruppo di sigarette fra convogliatori. |
| JP5041553B2 (ja) * | 2006-04-12 | 2012-10-03 | フェラーク・アクチェンゲゼルシャフト | 平坦な物体を把持し搬送するためのグリッパ |
| ITBO20060377A1 (it) * | 2006-05-17 | 2007-11-18 | Azionaria Costruzioni Acma Spa | Convogliatore rotante. |
| JP5211517B2 (ja) * | 2007-03-15 | 2013-06-12 | 澁谷工業株式会社 | 物品搬送装置 |
| FR2941442A1 (fr) * | 2009-01-26 | 2010-07-30 | Sidel Participations | Installation de production de recipients comportant une roue de transfert a pas variable. |
| EP2243734B1 (de) * | 2009-04-23 | 2011-10-26 | Müller Martini Holding AG | Verfahren zum Wenden von auf einem Förderweg in einem Förderstrom transportierten Druckprodukten |
| DE102009021277A1 (de) * | 2009-05-11 | 2010-11-18 | Khs Corpoplast Gmbh & Co. Kg | Verfahren und Vorrichtung zur Blasformung sowie zum Befüllen von Behältern |
| EP2343255B1 (de) * | 2010-01-07 | 2015-03-11 | Tyrolon-Schulnig GmbH | Greifeinrichtung für einen Transportstern und Transportstern |
| FR2972671B1 (fr) * | 2011-03-17 | 2014-07-11 | Sidel Participations | Dispositif de transfert comportant une pince de prehension perfectionnee |
| US9061832B2 (en) * | 2011-11-21 | 2015-06-23 | R.A. Jones & Co. | Pouch transfer apparatus and methods |
| JP5928716B2 (ja) * | 2012-07-30 | 2016-06-01 | 澁谷工業株式会社 | 物品受け渡し装置 |
| JP6026229B2 (ja) * | 2012-11-02 | 2016-11-16 | 日立造船株式会社 | 容器保持搬送装置 |
| CN104058141B (zh) * | 2014-06-09 | 2015-12-09 | 瑞安市瑞志机械有限公司 | 给袋式包装机转盘组件 |
-
2016
- 2016-02-19 JP JP2017556701A patent/JP6893884B2/ja active Active
- 2016-02-19 MX MX2017013870A patent/MX2017013870A/es unknown
- 2016-02-19 WO PCT/IB2016/050907 patent/WO2016174530A1/en active Application Filing
- 2016-02-19 CA CA2984441A patent/CA2984441C/en active Active
- 2016-02-19 EP EP16713080.6A patent/EP3288867B1/en active Active
- 2016-02-19 PL PL16713080.6T patent/PL3288867T3/pl unknown
- 2016-02-19 CN CN201680024050.0A patent/CN107531346B/zh active Active
- 2016-02-19 US US15/570,649 patent/US10421620B2/en active Active
- 2016-02-19 KR KR1020177034390A patent/KR20170142188A/ko not_active Application Discontinuation
- 2016-02-19 RU RU2017141589A patent/RU2715960C2/ru active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107531346A (zh) | 2018-01-02 |
| EP3288867C0 (en) | 2023-12-13 |
| RU2715960C2 (ru) | 2020-03-04 |
| EP3288867A1 (en) | 2018-03-07 |
| KR20170142188A (ko) | 2017-12-27 |
| US20180290838A1 (en) | 2018-10-11 |
| CA2984441A1 (en) | 2016-11-03 |
| WO2016174530A1 (en) | 2016-11-03 |
| CA2984441C (en) | 2023-05-23 |
| RU2017141589A (ru) | 2019-05-31 |
| MX2017013870A (es) | 2018-03-12 |
| JP2018515402A (ja) | 2018-06-14 |
| RU2017141589A3 (ja) | 2019-08-21 |
| PL3288867T3 (pl) | 2024-03-25 |
| CN107531346B (zh) | 2019-09-03 |
| EP3288867B1 (en) | 2023-12-13 |
| BR112017022325A2 (pt) | 2018-07-03 |
| US10421620B2 (en) | 2019-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6893884B2 (ja) | パウチを移動させるためのシステムおよび方法 | |
| EP2804813B1 (en) | Apparatus and method for application of lids to containers | |
| EP2867124B1 (en) | Container sleeving method and system for fixing a sleeve around a container | |
| TWI429579B (zh) | 從一旋轉機器連續的移動可撓性容器至一輸送帶的設備及方法 | |
| CN104554935B (zh) | 用于传递产品的传输装置 | |
| JP2018176295A (ja) | ロボット及びその動作方法 | |
| KR20100058610A (ko) | 용기의 충전을 위한 장치와 방법 | |
| US20190283356A1 (en) | Device and method for removing a box from a chuck | |
| WO2018186290A1 (ja) | ロボット及びその動作方法 | |
| JP7198765B2 (ja) | プリメイドパッケージ内に製品をパッケージングする装置及び方法 | |
| JP2016516648A (ja) | 相互に協働するように構成されたホルダ装置を含む容器処理設備 | |
| JP6712601B2 (ja) | 卵用移載装置 | |
| US20090193767A1 (en) | Blister card loading system | |
| JP2009120289A (ja) | 食品容器供給装置 | |
| JP6904362B2 (ja) | 1つ以上の洗浄機のために容器の供給/回収を行う組立体 | |
| JP2008505825A (ja) | パウチと各パウチの吸い口をその加工用回転機械に供給するための装置及びこれに関する方法 | |
| TWI423916B (zh) | Tissue paper dispensing mechanism | |
| BR112017022325B1 (pt) | Sistema e método para transferência de bolsas | |
| WO2006112715A2 (en) | Device for conveying a group of stacked , edge-wise standing articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200107 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200318 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20200528 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200528 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200707 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210407 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210407 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20210415 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20210420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210518 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210602 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6893884 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |