JP6889896B2 - Frp製ミラー構造体、frp製ミラー構造体の製造方法、および、望遠鏡 - Google Patents
Frp製ミラー構造体、frp製ミラー構造体の製造方法、および、望遠鏡 Download PDFInfo
- Publication number
- JP6889896B2 JP6889896B2 JP2016116368A JP2016116368A JP6889896B2 JP 6889896 B2 JP6889896 B2 JP 6889896B2 JP 2016116368 A JP2016116368 A JP 2016116368A JP 2016116368 A JP2016116368 A JP 2016116368A JP 6889896 B2 JP6889896 B2 JP 6889896B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- frp
- mirror
- mirror structure
- mirror surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Optical Elements Other Than Lenses (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
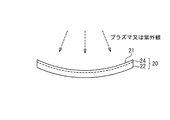
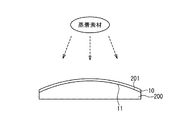
FRP製ミラー構造体において使用される樹脂としては、エポキシ樹脂およびシアネート樹脂が知られている。エポキシ樹脂およびシアネート樹脂は、親水性を有している。換言すれば、エポキシ樹脂、シアネート樹脂には、親水基が多く含まれている。このため、既存のFRP製ミラー構造体では、親水性樹脂(エポキシ樹脂、シアネート樹脂等)による吸湿または脱湿に伴い、FRP製ミラー構造体が変形するおそれがあった。FRP製ミラー構造体が変形した場合、鏡面の平滑性を維持することができない。特に、ミラーを、赤外線波長以下の波長の電磁波(電磁波には、光も包含される。)のように短波長の電磁波を反射するために用いる場合には、短波長に対応して、鏡面における高い平滑性が要求される。ミラーを、紫外線波長より短い波長の電磁波(例えば、X線)を反射するために用いる場合には、鏡面において、非常に高い平滑性が要求される。以上の観点から、赤外線波長以下の波長用のFRP製ミラー構造体(特に、X線波長以下の波長用のFRP製ミラー構造体)は、実用化されていないのが実情である。
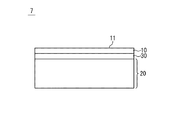
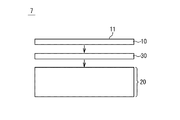
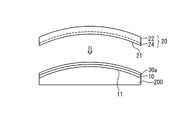
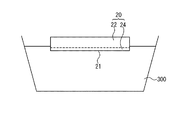
図1を参照して、実施形態におけるFRP製ミラー構造体7について説明する。図1は、FRP製ミラー構造体7の断面図である。FRP製ミラー構造体7は、鏡面11を備えた鏡面層10と、FRP層20と、中間層30とを含む。中間層30は、鏡面層10とFRP層20との間に配置されている。
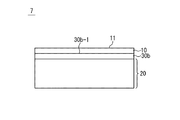
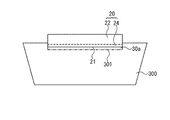
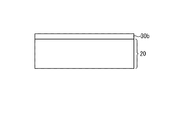
図4Aおよび図4Bを参照して、実施形態におけるFRP製ミラー構造体7の変形例について説明する。図4Aおよび図4Bは、変形例におけるFRP製ミラー構造体の断面図である。図4Aに記載の例では、樹脂層30bが、中間層30として機能する。樹脂層30bは、繊維を含まない非FRP層である。樹脂層30bの材質は、例えば、FRP層20のマトリックス(母材)と同じ材質である。樹脂層30bの材質は、例えば、熱可塑性樹脂である。樹脂層30b(例えば、樹脂フィルム)をFRP層20に接合するに際しては、まず、樹脂層30bをFRP層20上に配置する。次に、樹脂層30b(または、樹脂層30bおよびFRP層20)を加熱しつつ、樹脂層30bをFRP層20に圧着する。代替的に、FRP層20を作製するための複数のプリプレグ層の上に樹脂層30bを配置し、複数のプリプレグ層と樹脂層30bとを加熱しつつ圧着することにより、FRP層20と樹脂層30bとが一体化された積層体が作製されてもよい。
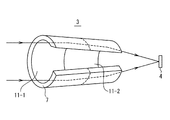
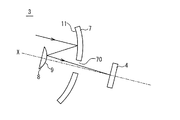
図5Aおよび図5Bを参照して、FRP製ミラー構造体7の第1適用例について説明する。図5Aは、FRP製ミラー構造体7の適用例を示す機能ブロック図である。図5Bは、図5Aに示された望遠鏡2の光学系3の一部を模式的に示す一部切欠き図である。
図5Cを参照して、FRP製ミラー構造体7の第2適用例について説明する。図5Cは、望遠鏡等の電磁波検出機器の光学系3の一部を模式的に示す図である。
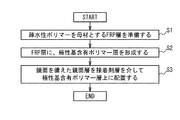
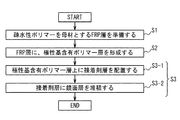
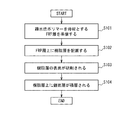
図6を参照して、実施形態におけるFRP製ミラー構造体7の製造方法の概要について説明する。まず、第1に、疎水性ポリマーを母材とするFRP層20が準備される。第2に、FRP層20上に、非FRP層である中間層30を介して、鏡面11を備えた鏡面層10が配置される。なお、中間層30と鏡面層10との接合は、中間層30とFRP層20との接合よりも前であってもよいし、後であってもよい。
図13乃至図16を参照して、実施形態のFRP製ミラー構造体の製造方法の変形例について説明する。変形例における第1ステップS1および第2ステップS2は、上述の第1ステップS1および第2ステップS2と、それぞれ、同様である。よって、繰り返しとなる説明は省略する。
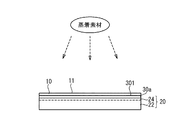
図17乃至図18を参照して、実施形態のFRP製ミラー構造体の製造方法の第2変形例について説明する。図17は、FRP製ミラー構造体7の製造方法を示すフローチャートである。図18は、FRP層20と樹脂層30bとが積層された状態を示す図である。
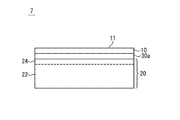
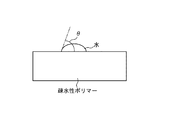
疎水性ポリマーの疎水性の程度は、水の接触角θを測定することにより求めることができる。実施形態において、ポリマー(FRP層20)における水の接触角θが、80度以上、より好ましくは、90度以上である時には、当該ポリマーは、疎水性ポリマーと定義されてもよい。換言すれば、実施形態における疎水性ポリマー(FRP層20)における水の接触角は、例えば、80度以上、より好ましくは、90度以上である。他方、実施形態における極性基含有ポリマー層24、34における水の接触角は、例えば、80度より小さく、より好ましくは、50度より小さい。また、接触角は、ゴニオメーター、顕微鏡等で直接測定されてもよいし、ビデオカメラ等で撮影後、画像解析ソフトによる解析により算出されてもよい。
2 :望遠鏡
3 :光学系
4 :検出器
7 :FRP製ミラー構造体
8 :第2ミラー構造体
9 :鏡面
10 :鏡面層
11 :鏡面
11−1 :第1鏡面
11−2 :第2鏡面
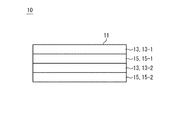
13 :第1材料層
13−1 :第1プラチナ層
13−2 :第2プラチナ層
15 :第2材料層
15−1 :第1炭素層
15−2 :第2炭素層
20 :FRP層
21 :第1表面
22 :疎水性部分
24 :極性基含有ポリマー層
30 :中間層
30a :接着剤層
30b :樹脂層
30b−1:研削された表面
34 :極性基含有ポリマー層
70 :孔
100 :型材
101 :表面
200 :基板
201 :平滑表面
300 :接着剤
301 :平滑表面
Claims (6)
- 疎水性ポリマーを母材とするFRP層を準備する準備工程と、
前記FRP層上に、非FRP層である中間層を介して、鏡面を備えた鏡面層を配置する配置工程と
を具備し、
前記疎水性ポリマーの繰り返し単位は、炭化水素によって構成されており、
前記疎水性ポリマーの繰り返し単位は、炭素原子および水素原子以外の原子が含まれておらず、
前記疎水性ポリマーは二重結合を含まない
FRP製ミラー構造体の製造方法。 - 鏡面を備えた鏡面層と、
FRP層と、
非FRP層である中間層と
を具備し、
前記中間層は、前記鏡面層と前記FRP層との間に配置され、
前記FRP層は、疎水性ポリマーを含み、
疎水性ポリマーの繰り返し単位は、炭化水素によって構成されており、
前記疎水性ポリマーの繰り返し単位は、炭素原子および水素原子以外の原子が含まれておらず、
前記疎水性ポリマーは二重結合を含まない
FRP製ミラー構造体。 - 前記中間層は、接着剤層であり、
前記FRP層は、
前記疎水性ポリマーを母材とする疎水性部分と、
前記疎水性部分と前記接着剤層との間に配置された極性基含有ポリマー層と
を含む
請求項2に記載のFRP製ミラー構造体。 - 前記極性基含有ポリマー層の厚さは、0.1nm以上300nm以下である
請求項3に記載のFRP製ミラー構造体。 - 前記中間層は、研削された表面を有する樹脂層である
請求項2に記載のFRP製ミラー構造体。 - 請求項2乃至5のいずれか一項に記載のFRP製ミラー構造体が搭載された望遠鏡であって、
電磁波検出器を含み、
前記鏡面層で反射された赤外線、可視光、紫外線、または、X線が、前記電磁波検出器に導入される
望遠鏡。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016116368A JP6889896B2 (ja) | 2016-06-10 | 2016-06-10 | Frp製ミラー構造体、frp製ミラー構造体の製造方法、および、望遠鏡 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016116368A JP6889896B2 (ja) | 2016-06-10 | 2016-06-10 | Frp製ミラー構造体、frp製ミラー構造体の製造方法、および、望遠鏡 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017219810A JP2017219810A (ja) | 2017-12-14 |
| JP6889896B2 true JP6889896B2 (ja) | 2021-06-18 |
Family
ID=60656453
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016116368A Expired - Fee Related JP6889896B2 (ja) | 2016-06-10 | 2016-06-10 | Frp製ミラー構造体、frp製ミラー構造体の製造方法、および、望遠鏡 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6889896B2 (ja) |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0618929B2 (ja) * | 1984-03-28 | 1994-03-16 | チッソ株式会社 | ガラス繊維強化ポリプロピレン組成物 |
| JPS61102601A (ja) * | 1984-10-25 | 1986-05-21 | Hitachi Chem Co Ltd | 繊維強化プラスチツクミラ−の製造方法 |
| JPH01267602A (ja) * | 1988-04-20 | 1989-10-25 | Ishikawajima Harima Heavy Ind Co Ltd | Frp製基板を用いた表面反射鏡の成形法 |
| JPH04320201A (ja) * | 1991-04-19 | 1992-11-11 | Nippon Oil Co Ltd | 反射鏡 |
| DE60041323D1 (de) * | 1999-11-29 | 2009-02-26 | Nikon Corp | Optisches element wie mehrschichtfilm-reflektionsspiegel, verfahren zur herstellung dazu und dieses verwendende vorrichtung |
| JP2006084910A (ja) * | 2004-09-17 | 2006-03-30 | Ricoh Co Ltd | 反射鏡及びその製造方法 |
| FR2967242B1 (fr) * | 2010-11-04 | 2014-11-07 | Cray Valley Sa | Reflecteur solaire en materiau composite a base de resine renforcee par des fibres et utilisations dans des centrales solaires |
| WO2015029746A1 (ja) * | 2013-08-29 | 2015-03-05 | コニカミノルタ株式会社 | 太陽熱発電用反射鏡及び太陽熱発電用反射装置 |
| JP2015191073A (ja) * | 2014-03-27 | 2015-11-02 | 株式会社ジェイエスピー | 樹脂鏡 |
| CN104155738B (zh) * | 2014-07-25 | 2017-07-04 | 江苏泰瑞斯特新材料科技股份有限公司 | 槽式太阳能热发电的集热器的太阳能聚光反射镜构件 |
-
2016
- 2016-06-10 JP JP2016116368A patent/JP6889896B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017219810A (ja) | 2017-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8439511B2 (en) | Mirror and a method of manufacturing thereof | |
| CN108278928B (zh) | 一种红外隐身功能的轻量化的屏蔽方舱壁板及其制备方法 | |
| US20120075734A1 (en) | Mirror assembly | |
| CN109927943A (zh) | 返回式飞船防热与承载一体化结构 | |
| US9724893B2 (en) | Out-of-autoclave curing system | |
| JP6889896B2 (ja) | Frp製ミラー構造体、frp製ミラー構造体の製造方法、および、望遠鏡 | |
| JP6889897B2 (ja) | Frp製ミラー構造体の製造方法 | |
| CA2996744C (en) | Composite materials cured with thermoplastic thin film coating | |
| WO2012002355A1 (ja) | 複合材成形型及びその製造方法 | |
| JP7020184B2 (ja) | 金属―熱可塑性繊維強化樹脂材料複合部材の加工方法、金属―熱可塑性繊維強化樹脂材料複合部材及び自動車用部品。 | |
| US10946600B1 (en) | Composite structure repair methods incorporating a lattice core material | |
| US11326064B2 (en) | Ultraviolet protective coating for fabricating epoxy-based components | |
| EP3772407B1 (en) | System for improving thermoset-thermoplastic interface adhesion | |
| JP7225943B2 (ja) | ハードコート層付き繊維強化樹脂成形品 | |
| US11633925B2 (en) | System and method for improving thermoset-thermoplastic interface adhesion | |
| WO2021199287A1 (ja) | 接合方法 | |
| JP7207510B2 (ja) | 金属―熱可塑性繊維強化樹脂材料複合部材の加工方法 | |
| JP5092444B2 (ja) | 繊維強化複合材料の製造方法 | |
| WO2009110185A1 (ja) | 複合光学素子及びその製造方法 | |
| JPH05100102A (ja) | レンズ接合の製造方法 | |
| US20060286362A1 (en) | Methods for preparing composite materials | |
| JP7188003B2 (ja) | ハードコート基材接合体、及び、その製造方法 | |
| JP7363275B2 (ja) | 接合用弾性体付きハードコート樹脂基材、ハードコート基材接合体、及び、ハードコート基材接合体の製造方法 | |
| US20190299539A1 (en) | Thermo-fusion additive fabrication method, production method for thermo-fusion additive fabrication object, and structure partially including thermo-fusion additive fabrication object | |
| US20100034997A1 (en) | Metal-composite bonding methods and compositions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160825 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190226 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190607 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20190607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190607 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190719 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190719 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190820 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190820 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200421 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200611 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200820 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210420 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210517 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6889896 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |