<1.第一実施形態>
(1−1.研削盤1の概略構成)
以下、本発明に係る研削盤システムの実施形態について、図面を参照しながら説明する。まず、図1を参照して、本発明の第一実施形態における研削盤システムの概略構成について説明する。
図1に示すように、研削盤システムは、工作物Wとしてのクランクシャフトを回転させながら研削加工を行う1台のテーブルトラバース型の研削盤1から構成される。研削盤システムとしての研削盤1は、ベッド2と、テーブル10と、主軸台20と、心押台30と、砥石台40と、砥石車50と、クーラント供給装置60と、定寸装置70と、エア供給装置80、センサ100と、制御装置200とを備える。
ベッド2は、研削盤1の基台となる部位である。ベッド2には、研削条件等に関する各種パラメータが入力される操作盤3が設けられ、操作盤3は、作業者により操作される。テーブル10は、ベッド2上において、Z軸方向へ移動可能に設けられる。テーブル10は、Z軸モータ11を有するねじ送り装置12を駆動させることにより、Z軸方向へ往復移動する。
主軸台20は、テーブル10上に固定される。主軸台20は、Z軸方向に平行な軸回りに回転する主軸21と、主軸21を回転させるための駆動力を付与する主軸モータ22とを備える。主軸台20は、主軸21により工作物Wの一端を回転可能に支持し、主軸モータ22により工作物Wを回転駆動する。心押台30は、テーブル10上において主軸台20と対向する位置に設けられ、工作物Wの他端を支持する。
砥石台40は、ベッド2上においてX軸方向へ移動可能に設けられる。砥石台40は、X軸モータ41を有するねじ送り機構42を駆動させることにより、X軸方向へ往復移動する。砥石車50は、砥石台40に対し、Z軸方向に平行な軸回りに回転自在に支持される。砥石車50は、砥石台40に固定された砥石車モータ51から駆動力を付与されることで回転し、工作物Wの外周面を研削する。
クーラント供給装置60は、ベッド2上に設けられる。クーラント供給装置60は、砥石台40に設けられたクーラントノズル61(図2参照)を介して、研削部位にクーラントを供給する。定寸装置70は、テーブル10を挟んだ砥石車50の反対側において、工作物Wに接触可能に設けられる。定寸装置70は、砥石車50により研削された工作物Wの外径を計測する。
エア供給装置80は、工作物Wへ向けて放出するエアを供給する供給源であり、テーブル10を挟んだ砥石車50の反対側に設けられる。エア供給装置80には、2つのエア供給部81,82(図2参照)が設けられ、エア供給装置80から供給されるエアは、2つのエア供給部81,82から外部へ放出される。なお、本実施形態では、エア供給装置80からエアが供給されているが、エアの代わりに、工作物Wに対する加工に影響を与えない不活性ガス等をエア供給装置80から供給してもよい。
センサ100は、テーブル10を挟んだ砥石車50の反対側において、X軸方向へ移動可能に設けられる。センサ100は、工作物Wの砥石車50により研削された部位に対するセンシングを行い、工作物Wの表面粗さを示す光信号を電気信号に変換した後、制御装置200に送信する。
(1−2.センサ100の構成)
次に、図2及び図3を参照して、センサ100の構成を説明する。図2に示すように、センサ100は、本体110と、検出部120と、本体カバー140と、第一エア放出部150と、エア流路160と、第二エア放出部170と、風切板180と、を備える。
図3に示すように、本体110は、長尺の棒状に形成され、本体110の先端側(図2右側)における一外側面上には、検出部120が固定される。検出部120は、測定対象物である工作物Wのセンシングを行い、そのセンシングの結果を示す電気信号を制御装置200に送信する。検出部120は、基板121と、発光素子122と、第一受光素子123及び第二受光素子124と、蓋部125と、3つのレンズ125a〜125cとを備える。
基板121は、半導体材料(N型、P型、バイポーラ型など)から構成され、本体110の一外側面(図3において下方を向く表面)上に装着される。発光素子122は、基板121に装着される発光ダイオードであり、本体110の一外側面の法線方向(図3下方向)へ向けて発光する。第一受光素子123及び第二受光素子124は、基板121に装着されたフォトダイオードであり、発光素子122の近傍に配置される。発光素子122、第一受光素子123及び第二受光素子124は、本体110の長手方向(図3左右方向)に沿って直線状に並設され、発光素子122は、第一受光素子123と第二受光素子124との間に配置される。なお、基板121上に配置された発光素子122、第一受光素子123及び第二受光素子124は、仕切板126により仕切られている。従って、検出部120は、発光素子122からの発光及び第一受光素子123及び第二受光素子124への受光を効率的に行うことができる。
また、本実施形態では、発光素子122として発光ダイオードを用いる場合を例に挙げて説明したが、発光ダイオードの代わりに、エレクトロルミネッセンスやレーザー素子等を発光素子122として用いてもよい。また、本実施形態では、第一受光素子123及び第二受光素子124としてフォトダイオードを用いる場合を例に挙げて説明したが、フォトダイオードの代わりに、CCDやCMOS素子等を第一受光素子123及び第二受光素子124として用いてもよい。
蓋部125は、基板121、発光素子122、第一受光素子123及び第二受光素子124を覆う。蓋部125には、発光素子122、第一受光素子123及び第二受光素子124のそれぞれと対向する位置にレンズ125a〜125cが一つずつ保持される。3つのレンズ125a〜125cは、非球面レンズでもよく、検出し易くするためにレンズ形状を変更して、レンズの焦点位置や焦点深度を調整してもよい。
3つのレンズ125a〜125cのうち、発光素子122と対向する位置に配置されるレンズ125aには、発光素子122から照射される光が入射する。レンズ125aは、発光素子122から照射された光を屈曲させ、その屈曲させた光を特定の位置Pに導く。
3つのレンズ125a〜125cのうち、第一受光素子123及び第二受光素子124と対向する位置に配置される2つのレンズ125b,125cは、特定の位置Pから入射する光を屈曲させ、その屈曲させた光を第一受光素子123又は第二受光素子124に導く。
ここで、発光素子122から光を照射した場合、特定の位置Pにおける表面粗さが小さいほど光が散乱しにくいため、第一受光素子123及び第二受光素子124により検出される光量が大きくなる。そして、センサ100から電気信号を受信した制御装置200は、センサ100の検出値に基づき、発光素子122から照射した光量に対して第一受光素子123及び第二受光素子124が検出した光量が多いと判定した場合に、センシングを行った部位の表面粗さが小さいことを示す算出結果を出力する。一方、発光素子122から照射した光量に対して第一受光素子123及び第二受光素子124が検出した光量が少ないと判定した場合に、制御装置200は、センシングを行った部位の表面粗さが大きいことを示す算出結果を出力する。
なお、実際には、特定の位置Pへの入射光と特定の位置からの反射光は広がりを持っており、入射角及び反射角は角度の広がりを有する。従って、制御装置200は、入射光の分布のうち、最も強度の強いピーク位置における入射角と、反射光の分布のうち、最も強度の高いピーク位置における反射角とが等しい場合、或いは、入射光の広がり分布と反射光の広がり分布とが相似関係にある場合に、入射角と反射角とが等しいと判断する。
このように、検出部120は、工作物Wの表面粗さを非接触で検出することができるので、センサ100によるセンシングに伴って研削加工後の工作物Wに傷がつくことを回避できる。さらに、検出部120は、1つの発光素子122から照射した場合に、特定の位置Pにおいて反射する反射光の変化を、2つの受光素子(第一受光素子123及び第二受光素子124)で確認することができる。よって、検出部120は、高精度に工作物Wの表面粗さを測定することができる。
また、検出部120は、発光素子122、第一受光素子123及び第二受光素子124を1つの基板121に配置することで、発光素子122、第一受光素子123及び第二受光素子124を互いに近接した位置に配置できる。よって、検出部120は、発光素子122、第一受光素子123及び第二受光素子124を別々の基板に形成する場合と比べて、検出部120の小型化を図ることができる。
図2に戻り、センサ100の構成についての説明を続ける。本体カバー140は、本体110の先端側を被覆し、検出部120に他の部材等が直撃することを防止する。本体カバー140の上面には、本体カバー140の内部と外部とに連通する流入口141が貫通形成される。また、本体カバー140の上面には、エア供給装置80に接続されたエア供給部81が連結され、エア供給部81から放出されたエアは、流入口141から本体カバー140の内部へ供給される。
一方、本体カバー140の下面には、検出部120と対向する位置に検出口142が貫通形成される。検出部120は、検出口142を介して測定対象物である工作物Wに対向し、検出部120から発光した光は、検出口142を通過して工作物Wに入射し、反射した光が検出口142を通過して検出部120に入射する。このように、検出部120と工作物Wとの間には、検出部120から工作物Wへ、及び、工作物Wから検出部120へ向かう光が通過する検出領域Aが形成される。
第一エア放出部150は、本体カバー140の下面であって、検出口142の周囲に形成されたノズル状の部位である。第一エア放出部150は、本体カバー140の内部と外部とに連通する複数の流出口151が貫通形成され、エア供給部81から本体カバー140の内部へ供給されるエアは、複数の流出口151から工作物Wへ向けて放出される。
このように、第一エア放出部150は、検出口142の周囲に形成され、検出部120側から工作物Wへ向けてエアを放出する。これにより、センサ100は、飛散した異物が検出部120に付着することを防止できると共に、切粉等を含むミストが検出領域Aに進入することを防止できる。
さらに、複数の流出口151は、本体カバー140の内部側から外部側へ向かうにつれて、検出部120から見て外周側へ広がる放射状に形成される。よって、第一エア放出部150から放出されたエアは、工作物Wに対し、検出領域Aから離れる方向へ向けて吹き付けられる。これにより、センサ100は、第一エア放出部150からエアを吹き付けられた異物が、飛散して検出部120に付着することを防止できる。また、センサ100は、第一エア放出部150から放出するエアによって切粉等を含むミストが検出領域Aに進入することを抑制できる。よって、センサ100は、工作物Wの表面粗さを検出するにあたり、その検出精度を維持することができる。
エア流路160は、エア供給装置80からエア供給部81を介して本体カバー140の内部に流入したエアを第一エア放出部150まで導く。エア流路160は、本体110の外周面と本体カバー140の内周面との間に形成され、第一エア放出部150に連通する。これにより、センサ100は、例えば、エア供給部81から第一エア放出部150までエアを導くためのホース等を本体カバー140の内部に配置する場合と比べて、センサ100の構造を簡素化でき、センサ100の小型化を図ることができる。
なお、本体カバー140は、流入口141よりも第一エア放出部150から離れた位置で本体110の外周面に固定され、本体110の外周面と本体カバー140の内周面との間が、Oリング143によりシールされている。これにより、センサ100は、エア流路160に流入したエアが、第一エア放出部150以外の部位から漏出することを防止できるので、第一エア放出部150から工作物Wへ向けてエアを強く吹き付けることができる。
第二エア放出部170は、エア供給装置80のエア供給部82に一体形成されたノズルである。第二エア放出部170は、砥石車50とセンサ100との間に配置され、工作物Wのうち、砥石車50により研削される研削位置から検出領域Aへ向かう部位へ向けてエアを放出する。これにより、センサ100は、工作物Wに付着したクーラント等の異物を第二エア放出部170から放出するエアにより吹き飛ばすことができる。従って、センサ100は、異物が付着した状態で工作物Wが検出領域Aに進入することを防止できる。また、センサ100は、切粉等を含むミストが検出領域Aに進入することを防止できる。よって、センサ100は、検出精度を確保することができる。
風切板180は、センサ100と第二エア放出部170との間を仕切る板状の部材であり、本体カバー140に固定される。風切板180の工作物Wを向く端部180aは、第一エア放出部150よりも工作物Wに近接した位置にあり、第二エア放出部170は、風切板180の工作物Wを向く端部180aよりも工作物Wとは離れた位置からエアを放出する。
この場合、第二エア放出部170から放出されたエアが、検出領域Aに向けて吹き付けられることを防止できるので、センサ100は、第二エア放出部170から吹き付けたエアにより飛散した異物が検出部120に付着することを抑制できる。また、第二エア放出部170から放出したエアが、風切板180に案内されながら工作物Wへ向かうので、第二エア放出部170は、工作物Wに対し、エアを強く吹き付けることができる。よって、センサ100は、工作物Wに付着した異物を取り除きやすくすることができる。
(1−3.制御装置200について)
次に、図4を参照して、制御装置200について説明する。図4に示すように、制御装置200は、主軸制御部210と、砥石車制御部220と、テーブル制御部230と、砥石台制御部240と、研削条件決定部250と、を備える。
主軸制御部210は、主軸モータ22(図1参照)の駆動制御を行うことにより、工作物W(図1参照)の回転を制御する。砥石車制御部220は、砥石車モータ51(図1参照)の駆動制御を行うことにより、砥石車50(図1参照)の回転を制御する。テーブル制御部230は、Z軸モータ11(図1参照)の駆動制御を行うことにより、Z軸方向におけるテーブル10(図1参照)の位置及び送り速度を制御する。砥石台制御部240は、X軸モータ41(図1参照)の駆動制御を行うことにより、X軸方向における砥石台40(図1参照)の位置及び送り速度を制御する。
研削条件決定部250は、センサ100から得られた工作物Wの表面粗さに関する検出結果に基づき、その後に実施する研削の条件を決定する。砥石台制御部240は、研削条件決定部250により決定された研削条件に従い、砥石台40の位置及び送り速度を制御する。
(1−4.研削加工の流れ)
次に、研削加工の流れについて説明する。ここでは、工作物Wとしてのクランクシャフトのクランクジャーナルに対し、プランジ研削による研削加工を行う場合を例に挙げて説明する。
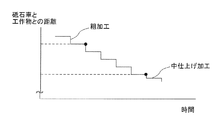
図5に示すように、研削加工は、粗加工、中仕上げ加工、仕上げ加工及びスパークアウトの4つの工程を順次実行し、スパークアウト時には、砥石台40の送りを停止した状態で砥石車50を回転させる。粗加工、中仕上げ加工、仕上げ加工における砥石台40の送り速度は、予め定められている。粗加工時における砥石台40の送り速度は、中仕上げ加工時における砥石台40の送り速度よりも早く、中仕上げ加工時における砥石台40の送り速度は、仕上げ加工時における砥石台40の送り速度よりも早い。
研削条件決定部250は、定寸装置70による測定結果に基づき、工作物Wの外径が予め定めた寸法D1に到達したと判断すると、砥石台40の送り速度を変更し、粗加工から中仕上げ加工へと移行する。同様に、研削条件決定部250は、工作物Wの外径が予め定めた寸法D2(D2<D1)に到達したと判断すると、砥石台40の送り速度を変更し、中仕上げ加工から仕上げ加工へと移行する。そして、研削条件決定部250は、工作物Wの外径が予め定めた寸法D3(D3<D2)に到達したと判断すると、砥石台40の送りを停止し、仕上げ加工からスパークアウトへ移行する。なお、寸法D3は、研削加工後における工作物Wの所望の外径に相当する。
ここで、予め各工程における砥石台40の送り速度は、研削加工終了時に所望の表面粗さを得られると推測される範囲内において、できる限り速い速度に設定されている。これにより、研削盤1は、研削加工に要する時間の短縮を図ることができるので、効率的に研削加工を行うことができる。しかしながら、切削加工後の工作物Wの表面を覆う黒皮の状態は一様でないため、予め定めた送り速度で研削加工を行ったとしても、研削加工後の工作物Wの表面粗さが、所望の状態になっていない場合がある。
そこで、センサ100は、砥石車50による工作物Wの研削加工を行う過程で、研削された部位の表面粗さ(例えば、最大高さRz等)を検出する。研削条件決定部250は、センサ100により検出された表面粗さを予め定めた所定閾値と比較し、検出された表面粗さの値が所定閾値よりも大きい場合に、表面粗さが閾値以下となるような研削条件を決定する。砥石台制御部240は、研削条件決定部250により決定された条件に従ってX軸モータ41を駆動制御し、砥石台40の送り速度の変更を行う。
(1−5:研削条件の修正)
以下において、研削加工時に検出した工作物Wの表面粗さに応じて研削条件決定部250が行う研削条件の修正について、図6から図7Bに示す例を挙げながら説明する。
なお、センサ100によるセンシングは、主軸制御部210により主軸モータ22を駆動制御しつつ、工作物Wを回転させながら行う。これにより、センサ100は、工作物Wの研削された部位のうち、工作物Wの所定の軸方向位置において、1周分の範囲の表面粗さを検出することができる。よって、研削盤1は、研削加工が終了した時点において、工作物Wの研削された部位の一部に所望の表面粗さとなっていない部分が残存する、といった不具合の発生を抑制できる。
図6に示す例において、研削条件決定部250は、粗加工時であって工作物Wの外径がD1に到達する前に、センサ100によるセンシングを行う。なお、センシングを行うタイミングは、研削加工を開始してからの経過時間や砥石台40の位置(工作物Wから砥石台40までの距離)等に基づいて決定する。センサ100は、工作物Wの研削された部位の表面粗さを検出し、研削条件決定部250は、センサ100により検出された表面粗さの値が予め定めた所定閾値よりも大きいか否かを判定する。
そして、表面粗さの値が予め定めた所定閾値よりも大きいと判断した場合に、砥石台制御部240は、X軸モータ41を駆動制御し、砥石台40の送り速度を遅らせる。このように、研削盤1は、粗加工を行う過程において工作物Wの表面粗さが予め想定した表面粗さに到達していない場合に、砥石台40の送り速度を修正することにより、工作物Wの表面粗さの向上を図る。このように、研削盤1は、研削加工中における工作物Wの表面粗さを監視し、必要に応じて研削条件の修正を行うことにより、研削加工が終了した時点において、工作物Wの表面粗さを確実に所望の状態とすることができる。
なおここでは、粗加工時にセンサ100によるセンシングを行う場合を例に挙げて説明したが、中仕上げ加工時及び仕上げ加工時にセンサ100によるセンシングを行い、表面粗さの検出結果に基づいて後に行う研削の条件を決定し、その決定された条件で研削加工を行うことは当然可能である。また、センサ100によるセンシングは、1つの工程で複数回行ってもよい。
図7Aに示す例において、研削条件決定部250は、工作物Wの外径がD1に到達した時点でセンサ100によるセンシングを行う。センサ100は、工作物Wの研削された部位の表面粗さを検出し、研削条件決定部250は、センサ100により検出された検出値が予め定めた所定閾値よりも大きいか否かを判定する。
そして、検出された表面粗さの値が予め定めた所定閾値よりも大きいと研削条件決定部250が判断した場合に、砥石台制御部240は、X軸モータ41を駆動制御し、中仕上げ加工における砥石台40の送り速度を、予め定めた中仕上げ加工における送り速度よりも遅くする。このように、研削盤1は、工作物Wの外径がD1に到達した時点において、工作物Wの表面粗さが予め想定した表面粗さに到達していないと判断した場合に、中仕上げ加工における砥石台40の送り速度を修正する。これにより、研削盤1は、研削加工が終了した時点において、工作物Wの表面粗さを確実に所望の状態とすることができる。
なおここでは、工作物Wの外径がD1に到達した時点における工作物Wの表面粗さに基づいて、中仕上げ加工時における砥石台40の送り速度を調整する場合を例に挙げて説明したが、工作物Wの外径がD2に到達した時点における工作物Wの表面粗さに基づき、仕上げ加工時における砥石台40の送り速度を調整することも当然可能である。
一方、図7Bに示す例のように、研削盤1は、工作物Wの外径がD1に到達した時点でセンサ100によるセンシングを行い、検出された表面粗さの値が所定閾値よりも大きいと判断した場合に、粗加工を継続してもよい。この場合、研削盤1は、中仕上げ加工における砥石台40の送り速度を遅くする場合と比べて、研削加工全体に要する時間の短縮を図ることができる。この場合、研削盤1は、その後に検出する工作物Wの表面粗さが所定閾値以下となった場合に、粗加工から中仕上げ加工へと工程を切り替える。
なお、図7Bに示す例において、砥石台制御部240は、中仕上げ加工が終了するまでの時間が、予め定めた時間と一致するように、中仕上げ加工における砥石台40の送り速度を、予め定めた送り速度よりも遅くしている。しかしながら、これに限るものではなく、砥石台制御部240は、継続して実施した粗加工が終了した後にセンサ100によるセンシングを行い、検出された表面粗さに基づいて中仕上げ加工における砥石台40の送り速度を決定してもよい。
なお、工作物Wの外径がD1に到達した後に粗加工を継続して行う場合、継続して行う粗加工の送り速度を、直前まで実施していた粗加工時における送り速度と同一であってもよく、直前まで実施していた粗加工時における送り速度よりも遅く、且つ、予め定めた中仕上げ加工時における送り速度よりも速い送り速度に設定してもよい。
このように、研削条件決定部250は、工作物Wの外径がD1に到達したときに工作物Wの研削された部位の表面粗さを検出し、その検出結果に基づいて粗加工から中仕上げ加工へと工程を切り替えるタイミングを決定する。これにより、研削盤1は、工作物Wの表面に黒皮が残存した状態で、研削加工が粗加工から中仕上げ加工へと工程が切り替わることを回避できる。その結果、研削盤1は、研削加工終了時において、工作物Wの表面粗さを確実に所望の表面粗さとすることができる。
以上説明したように、プランジ研削により工作物Wの外径が所定寸法となるまで研削加工を行う過程において、センサ100は、工作物Wの研削された部位の表面粗さを検出する。研削条件決定部250は、センサ100により検出された工作物Wの表面粗さの値に基づいて後に行う研削の条件を決定し、研削盤1は、その決定された研削条件に従って研削加工を行う。これにより、研削盤1は、研削加工が終了した時点において、工作物Wの表面粗さを確実に所望の状態とすることができる。
また、研削盤1は、予め定める研削加工の各工程における送り速度を、可能な限りで速い速度に設定することにより、研削加工全体に要する時間の短縮を図ることができる。一方、研削条件決定部250は、研削加工中に工作物Wの研削された部位の表面粗さを検出し、検出された表面粗さの値が所定閾値よりも大きいと判断した場合に、表面粗さが所定閾値以下となる研削条件にすべく、砥石台40の送り速度を遅らせる。研削盤1は、こうした研削条件の設定を行うことにより、効率的に研削加工を行いつつ、工作物Wの表面粗さを確実に所望の状態とすることができる。
<2.第二実施形態>
次に、図8から図10Bを参照して、第二実施形態について説明する。第一実施形態では、工作物Wとしてのクランクシャフトにプランジ研削を行う場合について説明したが、第二実施形態では、円筒状の工作物Wにトラバース研削を行う場合について説明する。なお、上記した各実施形態と同一の部品には同一の符号を付し、その説明を省略する。
(2−1:研削加工の流れ)
図8に示すように、トラバース研削による加工は、粗加工、中仕上げ加工、仕上げ加工及びスパークアウトの4つの工程を順次実行する。工程の切替は、主に砥石台40のX軸方向における位置(工作物Wとの距離)及び研削された工作物Wの外径に基づいて行う。なお、各々の工程におけるテーブル10のZ軸方向へのトラバース速度及びトラバース研削の回数、1回のトラバース研削が終了した後における砥石台40のX軸方向への移動量(切込量)は、予め定められている。
粗加工時における切込量は、中仕上げ加工時における切込量よりも大きく、中仕上げ加工時における切込量は、仕上げ加工時における切込量よりも大きい。また、スパークアウト時には、砥石台40のX軸方向への送りを停止した状態で、砥石車50を回転させる。なお、定寸装置70は、テーブル10のZ軸方向へのトラバース送りが終了してから次のトラバース送りを開始するまでの間に、工作物Wの外径を測定する。
研削条件決定部450は、定寸装置70による測定結果及び砥石台40のX軸方向における位置に基づき、工作物Wの外径が予め定めた寸法D1に到達したと判断すると、砥石台40の送り速度を変更し、粗加工から中仕上げ加工へと工程を切り替える。同様に、工作物Wの外径が予め定めた寸法D2に到達したと判断すると、研削条件決定部450は、砥石台40の送り速度を変更し、中仕上げ加工から仕上げ加工へと工程の切替を行う。そして、研削条件決定部450は、工作物Wの外径が予め定めた寸法D3に到達したと判断すると、砥石台40の送りを停止し、仕上げ加工からスパークアウトへと工程の切替を行う。
(2−2:研削条件の修正)
次に、研削加工時に検出した工作物Wの表面粗さに応じて、研削条件決定部450が行う研削条件の修正について、図9から図10Bに示す例を挙げながら説明する。
なお、センサ100によるセンシングは、主軸制御部210により主軸モータ22を駆動制御しつつ、テーブル制御部230によりZ軸モータ11を駆動しながら行う。即ち、センサ100は、工作物Wを回転させつつ、センサ100に対して工作物Wを相対的にZ軸方向へトラバース送りさせた状態で、工作物Wの表面粗さを検出する。この場合、研削盤301は、工作物Wの全体の表面粗さをセンサ100により検出することができる。従って、研削盤301は、工作物Wの研削された部位の一部に表面粗さが所定閾値以下である部分が残存している場合、その部位を確実に検出し、工作物Wの表面全体が所定閾値以下となるような研削の条件を決定することができる。その結果、研削盤301は、研削加工が終了した時点において、工作物W全体の表面粗さを確実に所望の状態とすることができる。
なお、センサ100による工作物Wの表面粗さの検出は、所定回数のトラバース研削が終了した後であって、次回のトラバース研削を開始する前に行う。この場合、研削盤301は、トラバース研削を行いながらセンサ100によるセンシングを行う場合と比べて、表面粗さの検出精度を高めることができる。
図9に示す例において、研削盤301は、予め設定された所定回数のトラバース研削が終了した時点であって工作物Wの外径がD1に到達する前に、センサ100によるセンシングを行う。そして、研削条件決定部450は、工作物Wの研削された部位の表面粗さを検出し、その表面粗さの値が予め定めた所定閾値よりも大きいか否かを判定する。
その結果、研削条件決定部450が表面粗さの値が所定閾値よりも大きいと判断した場合に、テーブル制御部230は、研削条件を表面粗さが閾値以下となるようにすべく、Z軸モータ11を駆動制御し、テーブル10の送り速度を遅らせる。これにより、研削盤301は、砥石車50に対する工作物Wの相対移動速度を遅らせることができる。工作物Wの表面粗さの向上を図ることができる。このように、研削盤301は、研削加工中における工作物Wの表面粗さを監視し、必要に応じて研削条件の修正を行うことにより、研削加工が終了した時点において、工作物Wの表面粗さを確実に所望の状態とすることができる。
なおこの場合、研削盤301は、テーブル制御部230によりZ軸モータ11を駆動制御する代わりに、或いは、Z軸モータ11の駆動制御と同時に、主軸制御部210により主軸モータ22を駆動制御し、砥石車50に対する工作物Wの相対移動速度を遅らせてもよい。
図10A及び図10Bに示す例において、研削条件決定部450は、予め設定された所定回数のトラバース研削が終了した時点であって工作物Wの外径がD1に到達する前に、センサ100によるセンシングを行う。そして、研削条件決定部450は、工作物Wの研削された部位の表面粗さに応じて、粗加工時における残りトラバース研削の回数を決定する。
即ち、図10Aに示すように、研削条件決定部450は、工作物Wの研削された部位の表面粗さが予め定めた所定閾値よりも小さい(想定よりも表面粗さが良好である)場合に、残りトラバース研削の回数を少なくする。これと同時に、砥石台制御部240は、粗加工が終了した時点において工作物Wの外径がD1に到達するように、一度のトラバース研削後における砥石台40の移動量(切込量)大きくする。これにより、研削盤301は、粗加工におけるトラバース研削回数を少なくできるので、粗加工に要する時間の短縮を図ることができる。
一方、図10Bに示すように、研削条件決定部450は、工作物Wの研削された部位の表面粗さが所定閾値よりも大きい(想定よりも表面粗さが良好でない)と判断した場合に、残りトラバース研削の回数を多くする。これと同時に、砥石台制御部240は、粗加工が終了した時点において工作物Wの外径がD1に到達するように、一度のトラバース研削後における砥石台40の移動量を小さくする。これにより、研削盤301は、表面粗さの向上を図ることができるので、研削加工が終了した時点において、工作物Wの表面粗さを確実に所望の状態とすることができる。
以上説明したように、トラバース研削により工作物Wの外径が所定寸法となるまで研削加工を行う過程において、センサ100は、工作物Wの研削された部位の表面粗さを検出する。研削条件決定部450は、センサ100により検出された工作物Wの表面粗さの値に基づいて後に行う研削の条件を決定し、その決定された研削条件に従って研削加工を行う。これにより、研削盤301研削加工が終了した時点において、工作物Wの表面粗さを確実に所望の状態とすることができる。
なお、図10A及び図10Bでは、粗加工時において、所定回数のトラバース研削を行った後、研削された部位の表面粗さに基づいて残りのトラバース研削の回数を決定する場合を例に挙げて説明したが、中仕上げ加工、仕上げ加工及びスパークアウトにおいて、所定回数のトラバース研削を行った後、工作物Wの表面粗さの検出結果に基づいて残りのトラバース研削の回数を決定することは当然可能である。
<3.その他>
以上、上記各実施形態に基づき本発明を説明したが、本発明は上記各形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の変形改良が可能であることは容易に推察できるものである。例えば、上記した各実施形態では、研削盤1,301がテーブルトラバース型の研削盤である場合についてしたが、砥石台トラバース型の研削盤に本発明を適用してもよい。
上記した各実施形態では、工作物Wを回転させながら、工作物Wの表面粗さを検出する場合について説明したが、工作物Wの回転を停止させた状態で、センサ100による工作物Wのセンシングを行ってもよい。
上記した第一実施形態において、研削盤1は、定寸装置70による工作物Wの外径の測定結果に基づき、センサ100によるセンシングを行うタイミングを決定する場合について説明したが、これに限られるものではない。例えば、研削盤1は、砥石台40の位置(工作物Wと砥石車50との距離)に基づき、センサ100によるセンシングを行うタイミングを決定してもよい。
上記した第二実施形態では、所定回数のトラバース研削が終了した後であって、次回のトラバース研削を開始する前に、センサ100による工作物Wの表面粗さの検出を行う場合について説明したが、砥石車50によるトラバース研削を行いながら、センサ100による工作物Wの表面粗さの検出を行ってもよい。この場合、研削盤301は、センサ100によるセンシングをトラバース研削と並行して行うことができるので、研削加工全体に要する時間の短縮を図ることができる。
また、上記各実施形態において、研削盤システムが1台の研削盤1,301から構成される場合について説明したが、これに限られるものではない。例えば、研削盤システムが、複数の研削盤と、複数の研削盤の外部であって、それら複数の研削盤が接続されるネットワーク上に設けられる解析装置と、を備え、上記各実施形態において制御装置100,400に設けられていた研削条件決定部250,450を、解析装置に設けてもよい。この場合、解析装置に設けられた研削条件決定部250,450は、蓄積されたデータを解析し、解析装置による解析結果(傾向や異常の発生等)に基づいて最適な研削条件を決定する。これにより、研削盤システムは、工作物Wの表面粗さを確実に所望の状態とすることができる。
<4.効果>
以上説明したように、本発明を適用した研削盤システムとしての研削盤1,301は、工作物Wを研削する砥石車50と、砥石車50により研削された工作物Wの表面粗さを検出するセンサ100と、センサ100により検出される表面粗さに基づいて検出後に行う研削の条件を決定し、その決定された条件で研削を行う制御装置200,400と、を備える研削盤。
この研削盤システムとしての研削盤1,301によれば、制御装置200,400は、砥石車50により研削された工作物Wの表面粗さに基づいて研削の条件を決定し、その決定された条件で後の研削を行うので、効率的に研削加工を行いつつ、所望の表面粗さを得ることができる。
上記した研削盤システムにおいて、制御装置200,400は、検出された表面粗さが所定閾値よりも大きい場合に、検出後に行う研削の条件として、表面粗さが閾値以下となる条件を決定し、その決定された条件で研削を行う。この研削盤システムは、研削加工終了時において、所望の表面粗さを得ることができる。
上記した研削盤システムにおいて、制御装置200,400は、複数の研削工程を順次実行し、センサ100により検出される表面粗さに基づき、複数の研削工程の切替を行うタイミングを決定する。この研削盤システムは、工作物Wの研削された部位の表面粗さに基づいて、研削工程の切替を行うので、研削加工終了時において、所望の表面粗さを得ることができる。
また、上記した研削盤システムとしての研削盤1は、プランジ研削により工作物Wを研削する。この研削盤研削盤システムは、プランジ研削を行う場合において、効率的に研削加工を行いつつ、所望の表面粗さを得ることができる。
上記した研削盤システムとしての研削盤301は、トラバース研削により工作物Wを研削する。この研削盤システムは、トラバース研削を行う場合において、効率的に研削加工を行いつつ、所望の表面粗さを得ることができる。
上記した研削盤システムとしての研削盤301において、制御装置400は、センサ100により検出される表面粗さに基づき、検出後のトラバース研削の条件として残りトラバース回数を決定し、その決定された残りトラバース回数のトラバース研削を行う。この研削盤システムは、工作物Wの研削された部位の表面粗さに基づいて、最適な残りトラバース回数を決定し、その決定された残りトラバース回数のトラバース研削を行うので、効率的な研削加工を行いつつ、所望の表面粗さを得ることができる。
上記した研削盤システムとしての研削盤301において、センサ100は、砥石車50による所定回数のトラバース研削が終了した後であって次回のトラバース研削を開始する前に、表面粗さを検出する。この研削盤システムは、トラバース研削を行いながらセンサ100によるセンシングを行う場合と比べて、表面粗さの検出精度を高めることができる。
上記した研削盤システムとしての研削盤301において、センサ100は、砥石車50によるトラバース研削を行いながら、表面粗さを検出する。この研削盤は、センサ100によるセンシングをトラバース研削と並行して行うことができるので、研削加工全体に要する時間の短縮を図ることができる。
上記した研削盤システムとしての研削盤301において、センサ100は、工作物Wが回転している状態であって、センサ100に対して工作物Wが相対的にトラバース送りされる状態で、工作物Wの研削された部位を検出する。この研削盤システムは、工作物Wの表面全体に対し、センサ100によるセンシングを行うことができる。よって、研削盤システムは、工作物Wの表面の一部に表面粗さが所定閾値以下である部位が残存している場合において、その部位を確実に検出することができる。その結果、研削盤システムは、工作物Wの表面全体が所望の表面粗さとなるような研削の条件を設定することができる。
上記した研削盤システムとしての研削盤1,301において、センサ100は、工作物Wの研削された部位のうち、工作物Wの所定の軸方向位置の1周分の範囲の表面粗さを検出する。この研削盤システムは、研削加工が終了した時点において、所望の表面粗さとなっていない部位が残存する、といった不具合の発生を防止しやすくすることができる。
上記した研削盤システムとしての研削盤1,301において、センサ100は、基板121と、基板121上に装着され、工作物Wに向けて発光する発光素子122と、基板121上において発光素子の近傍に装着され、工作物Wからの反射光を受光可能な第一受光素子123及び第二受光素子124としての受光素子と、を備える。この研削盤システムは、工作物Wの表面粗さを非接触で検出することができるので、表面粗さの検出に伴って研削加工後の工作物Wに傷がつくことを回避できる。