JP6874529B2 - 真空断熱材 - Google Patents
真空断熱材 Download PDFInfo
- Publication number
- JP6874529B2 JP6874529B2 JP2017105297A JP2017105297A JP6874529B2 JP 6874529 B2 JP6874529 B2 JP 6874529B2 JP 2017105297 A JP2017105297 A JP 2017105297A JP 2017105297 A JP2017105297 A JP 2017105297A JP 6874529 B2 JP6874529 B2 JP 6874529B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber body
- fiber
- heat insulating
- insulating material
- vacuum heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Thermal Insulation (AREA)
Description
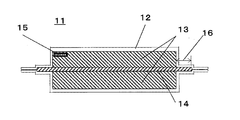
図1は、本発明の実施の形態1における真空断熱材の断面図で、図2は、本発明の実施の形態1における真空断熱材の斜視図である。
図1において、真空断熱材11は外被材12と第1繊維体13と第2繊維体14と吸着剤15から構成されている。寸法16は第2繊維体14のはみ出し長さを表す。
真空断熱材11の製造上で、先に外被材12の3辺を熱溶着して袋状の外被材12を製造する。このため、第1繊維体13を後入れできるように外被材12の重なる所の寸法に少し余裕を設けている。この余裕の部分を利用して中央に第2繊維体14を入れることにより、外被材12の伝熱経路を長くして、外被材12のヒートブリッジを低減させることを可能にする。
真空断熱材11の製造方法を説明する。
長方形に切ったラミネートフィルムの対向する辺の熱溶着同士を、向かい合わせて一辺を熱溶着し、次にもう一辺を熱溶着して、袋状の外被材12を製造する。
次に、本発明の実施の形態1の効果をシミュレーションにより確認した。シミュレーション条件を表1に示し、シミュレーション結果を表2に示す。なお、真空断熱材11の上下の両面の温度差を20Kとし、側面の境界条件を断熱と設定し、輻射を考慮しないように設定した。また外被材12の両方は性能が最も良いアルミニウム蒸着のものを用いた。

図5は、本発明の実施の形態2における真空断熱材の断面図である。
実施の形態2の真空断熱材41は、実施の形態1の真空断熱材11に対して、第2繊維体44が中空形状であることが異なる。記載しない事項は実施の形態1と同様である。
実施の形態1の効果とともに、以下の効果がある。
真空断熱材41の製造方法を説明する。
図8は、本発明の実施の形態3における真空断熱材の断面図である。
実施の形態3の真空断熱材61は、実施の形態1の真空断熱材11に対して、第2繊維体64が第1繊維体63の一番下に位置することが異なる。記載しない事項は実施の形態1と同様である。
第2繊維体64が第1繊維体63より平面視で大きい。このため、外被材12の伝熱経路が長くなり、外被材12のヒートブリッジを低減させることを可能にした。また、第2繊維体64が第1繊維体13の一番下に位置する構造なので製造しやすい。
真空断熱材61の製造方法を説明する。
(実施の形態4)
図11は、本発明の実施の形態4における真空断熱材の断面図の一例である。
実施の形態4の真空断熱材81は、実施の形態1の真空断熱材11に対して、第2繊維体84が異なる。
この構造では、第2繊維体84があることで、真空断熱材11の側面に凸部ができる。この凸部により、外被材12の伝熱経路が長くなり、外被材12のヒートブリッジを低減させることを可能にした。
図12、13で、真空断熱材81の製造方法を説明する。
真空断熱材81を得る。図12は第2繊維体84が第1繊維体13の二辺の端部に挟みこむ製造フローである。
図14は、本発明の実施の形態1における真空断熱材11の断面図の一例である。実施の形態1との違いは、寸法16の部分を折り曲げていることである。
実施の形態は、組み合わせることができる。なお、真空断熱材以外の断熱材にも、この発明は応用できる。
12 外被材
13 第1繊維体
14 第2繊維体
15 吸着剤
16 寸法
41 真空断熱材
43 第1繊維体
44 第2繊維体
61 真空断熱材
63 第1繊維体
64 第2繊維体
81 真空断熱材
83 第1繊維体
84、84a、84b 第2繊維体
91 真空断熱材
Claims (9)
- 第1繊維体と、
前記第1繊維体より厚みが薄い第2繊維体と、
前記第1繊維体と前記第2繊維体とを包む外被材と、含み、
前記第1繊維体は、直方体であり、前記第2繊維体は、貫通する中空を有し、
前記貫通する中空に、前記第2繊維体の両面を超えて、前記第1繊維体が位置し、
平面視で、前記第2繊維体は、前記第1繊維体より大きく、前記第1繊維体の周辺にはみ出しており、
前記第1繊維体と前記第2繊維体とは、直接接して配置されている真空断熱材。 - 1つのみの第1繊維体と、
前記第1繊維体より厚みが薄い1つのみの第2繊維体と、
前記第1繊維体と前記第2繊維体とを包む外被材と、含み、
前記第1繊維体と前記第2繊維体とは、直方体であり、前記第2繊維体は、前記第1繊維体の一方面に位置し、
平面視で、前記第2繊維体は、前記第1繊維体より大きく、前記第1繊維体の全周辺にはみ出しており、
前記第1繊維体と前記第2繊維体とは、同じ繊維からなり、
前記第1繊維体と前記第2繊維体とは、直接接して配置されている真空断熱材。 - 第1繊維体と、
前記第1繊維体より厚みが薄い第2繊維体と、
前記第1繊維体と前記第2繊維体とを包む外被材と、含み、
前記第1繊維体は、直方体であり、前記第2繊維体は、板状形状であり、
前記第2繊維体は、前記第1繊維体の面積が最大でない1つの側面に位置し、前記第2繊維体の側面の一端の上下面は、前記第1繊維体内部に位置し、前記第2繊維体の側面の他端は、前記第1繊維体の外部に位置し、
前記第1繊維体と前記第2繊維体とは、直接接して配置されている真空断熱材。 - 2つの前記第2繊維体の側面の端部の上下面は、前記第1繊維体の対向する面に、それぞれ挟みこまれている請求項3記載の真空断熱材。
- 前記第1繊維体と前記第2繊維体とは、同じ繊維からなる請求項1、3、4のいずれか1項に記載の真空断熱材。
- 前記第1繊維体と前記第2繊維体とは、無機質繊維体である請求項1から5のいずれか1項記載の真空断熱材。
- 前記第2繊維体を無機質繊維体もしくはセラミックもしくは樹脂で構成した請求項1から6のいずれか1項に記載の真空断熱材。
- 前記外被材は、第1繊維体と第2繊維体とともに吸着剤を包む請求項1から7のいずれか1項に記載の真空断熱材。
- 前記第1繊維体の外周部に位置する前記第2繊維体を折り曲げた請求項3又は4に記載の前記真空断熱材。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710668724.7A CN107816601B (zh) | 2016-09-12 | 2017-08-07 | 真空隔热件 |
| US15/684,713 US10391738B2 (en) | 2016-09-12 | 2017-08-23 | Vacuum heat-insulation material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016177395 | 2016-09-12 | ||
| JP2016177395 | 2016-09-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018044668A JP2018044668A (ja) | 2018-03-22 |
| JP6874529B2 true JP6874529B2 (ja) | 2021-05-19 |
Family
ID=61694624
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017105297A Active JP6874529B2 (ja) | 2016-09-12 | 2017-05-29 | 真空断熱材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6874529B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7215202B2 (ja) * | 2019-02-13 | 2023-01-31 | 日本製鉄株式会社 | 真空断熱パネル |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0158087U (ja) * | 1987-10-01 | 1989-04-11 | ||
| JP3478780B2 (ja) * | 2000-05-25 | 2003-12-15 | 松下冷機株式会社 | 真空断熱材、及び真空断熱材を用いた冷蔵庫 |
| EP2484951B1 (en) * | 2005-10-18 | 2018-01-31 | LG Electronics Inc. | Vacuum insulation panel and insulation structure of refrigerator applying the same |
| JP4897473B2 (ja) * | 2006-12-26 | 2012-03-14 | 倉敷紡績株式会社 | 真空断熱材 |
| JP5313800B2 (ja) * | 2009-07-30 | 2013-10-09 | 象印マホービン株式会社 | 断熱パネル |
| JP5372877B2 (ja) * | 2010-09-14 | 2013-12-18 | 日立アプライアンス株式会社 | 真空断熱材及びそれを用いた冷蔵庫 |
| JP2013002580A (ja) * | 2011-06-20 | 2013-01-07 | Hitachi Appliances Inc | 真空断熱材及びそれを用いた冷蔵庫 |
| JP2013119878A (ja) * | 2011-12-06 | 2013-06-17 | Samsung Yokohama Research Institute Co Ltd | 真空断熱材用芯材、その真空断熱材用芯材を有する真空断熱材及びその真空断熱材を適用した冷蔵庫 |
| CN103511796B (zh) * | 2012-06-29 | 2015-09-02 | 辽宁科途环保节能材料有限公司 | 一种玻璃纤维隔板与矿棉板复合芯材vip板及其制备方法 |
-
2017
- 2017-05-29 JP JP2017105297A patent/JP6874529B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018044668A (ja) | 2018-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6938968B2 (en) | Vacuum insulating material and device using the same | |
| JP4701882B2 (ja) | 真空断熱材 | |
| KR101283728B1 (ko) | 진공 단열재 및 그 제조 방법 | |
| JP2010255805A (ja) | 真空断熱材 | |
| JP2009079650A (ja) | 真空断熱材 | |
| JP6286900B2 (ja) | 断熱部材および保冷保温用箱体 | |
| CN110418867B (zh) | 真空隔绝板 | |
| JP6132826B2 (ja) | 真空断熱材及び断熱箱 | |
| JP6874529B2 (ja) | 真空断熱材 | |
| JP2011089740A (ja) | 袋体、および真空断熱材 | |
| JP2008093933A (ja) | 真空断熱材 | |
| CN107816601B (zh) | 真空隔热件 | |
| JP2014005872A (ja) | 真空断熱体 | |
| JP2007138976A (ja) | 真空断熱材及びその製造方法 | |
| JP6742090B2 (ja) | 真空断熱材 | |
| JP6811374B2 (ja) | 真空断熱材及び冷蔵庫 | |
| JP2007155083A (ja) | 真空断熱材 | |
| KR102107558B1 (ko) | 2차원 진공단열패널을 접어서 단열밀폐공간을 형성하는 방법 및 그 방법으로 제조된 진공단열 파우치 | |
| CN108779890B (zh) | 真空隔热件和具有其的家电制品、住宅墙壁或运输设备 | |
| JP2019178701A (ja) | 真空断熱材およびその製造方法 | |
| JP2012026512A (ja) | 袋体および真空断熱材 | |
| JP2010139006A (ja) | 真空断熱材 | |
| JP4617752B2 (ja) | 真空断熱材の製造方法 | |
| JP2019094946A (ja) | 真空断熱材及び真空断熱材の製造方法 | |
| JP2008057570A (ja) | 真空断熱材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190306 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200407 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200519 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20200611 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210323 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210405 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6874529 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |