JP6869355B2 - 軟性回路基板及びこれを含むフレーム組立体 - Google Patents
軟性回路基板及びこれを含むフレーム組立体 Download PDFInfo
- Publication number
- JP6869355B2 JP6869355B2 JP2019536176A JP2019536176A JP6869355B2 JP 6869355 B2 JP6869355 B2 JP 6869355B2 JP 2019536176 A JP2019536176 A JP 2019536176A JP 2019536176 A JP2019536176 A JP 2019536176A JP 6869355 B2 JP6869355 B2 JP 6869355B2
- Authority
- JP
- Japan
- Prior art keywords
- connecting circuit
- bus bar
- circuit board
- frame assembly
- flexible circuit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000009975 flexible effect Effects 0.000 title claims description 118
- 238000010168 coupling process Methods 0.000 claims description 62
- 230000008878 coupling Effects 0.000 claims description 61
- 238000005859 coupling reaction Methods 0.000 claims description 61
- 238000005452 bending Methods 0.000 claims description 50
- 239000000758 substrate Substances 0.000 claims description 48
- 238000004873 anchoring Methods 0.000 claims description 34
- 230000001681 protective effect Effects 0.000 claims description 28
- 230000003014 reinforcing effect Effects 0.000 claims description 25
- 238000003780 insertion Methods 0.000 claims description 17
- 230000037431 insertion Effects 0.000 claims description 17
- 239000000853 adhesive Substances 0.000 claims description 15
- 230000001070 adhesive effect Effects 0.000 claims description 15
- 230000004927 fusion Effects 0.000 claims description 15
- 239000011248 coating agent Substances 0.000 claims description 9
- 238000000576 coating method Methods 0.000 claims description 9
- 238000003466 welding Methods 0.000 claims description 8
- 230000000284 resting effect Effects 0.000 claims description 5
- 230000000149 penetrating effect Effects 0.000 claims 1
- 239000010410 layer Substances 0.000 description 57
- 238000000034 method Methods 0.000 description 34
- 230000008569 process Effects 0.000 description 18
- 238000005304 joining Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 5
- 238000007499 fusion processing Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000004020 conductor Substances 0.000 description 3
- 230000014509 gene expression Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 238000013021 overheating Methods 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- 238000003915 air pollution Methods 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000012811 non-conductive material Substances 0.000 description 1
- 238000007500 overflow downdraw method Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images







































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/425—Structural combination with electronic components, e.g. electronic circuits integrated to the outside of the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/48—Accumulators combined with arrangements for measuring, testing or indicating the condition of cells, e.g. the level or density of the electrolyte
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/48—Accumulators combined with arrangements for measuring, testing or indicating the condition of cells, e.g. the level or density of the electrolyte
- H01M10/482—Accumulators combined with arrangements for measuring, testing or indicating the condition of cells, e.g. the level or density of the electrolyte for several batteries or cells simultaneously or sequentially
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/567—Terminals characterised by their manufacturing process by fixing means, e.g. screws, rivets or bolts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/18—Printed circuits structurally associated with non-printed electric components
Description
Claims (31)
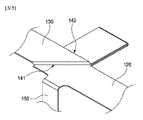
- バスバーが結合されたフレームに設けられる軟性回路基板において、バンド状の中心部;前記中心部の両端部に形成されて、互いに対向するように配置される第1連結回路部;前記第1連結回路部から前記中心部と並ぶように延びた第2連結回路部;及び前記第1連結回路部及び前記第2連結回路部のそれぞれから延びて前記バスバーに連結される第3連結回路部を含み、前記第2連結回路部が前記第1連結回路部の一側に折れる場合、前記第2連結回路部が第1ベンディングラインに沿って前記第1連結回路部に向かって折れて形成される第1重ね合わせ部;及び前記第2連結回路部が第2ベンディングラインに沿って前記第1連結回路部の長さ方向に折れ曲がるように折れて形成される第2重ね合わせ部を含む重ね合わせ部が形成され、前記重ね合わせ部が形成される場合、前記第2連結回路部は前記第1連結回路部と同一線上に配置される、軟性回路基板。
- 前記第2連結回路部は、前記第1連結回路部の両端部にそれぞれ形成される、請求項1に記載の軟性回路基板。
- 前記第1ベンディングラインは前記第1連結回路部と並んで形成され、前記第2ベンディングラインは前記第1ベンディングラインに対して所定の角度に傾くように形成される、請求項2に記載の軟性回路基板。
- 前記第1重ね合わせ部及び前記第2重ね合わせ部を構成する第2連結回路部の部分の間は、上側及び下側に対して固定力を提供する接着剤により密着固定される、請求項2に記載の軟性回路基板。
- 前記接着剤は、両面テープまたは両面パッドであることを特徴とする、請求項4に記載の軟性回路基板。
- 前記第1連結回路部に形成された第3連結回路部は、互いに離隔するように複数個で形成され、前記第1連結回路部と前記第2連結回路部が互いに平行に位置する場合、前記第2連結回路部に形成された第3連結回路部が前記第1連結回路部に形成された第3連結回路部と互いに平行に配置される、請求項1に記載の軟性回路基板。
- 前記中心部から外側に延びて形成される温度センシング部をさらに含む、請求項1に記載の軟性回路基板。
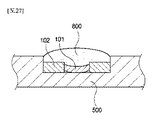
- 前記第3連結回路部は、基板層及び前記基板層の一面を露出させるように構成された絶縁層を含み、前記基板層の一面は、前記バスバーに接触するように構成された、請求項1に記載の軟性回路基板。
- 前記第3連結回路部は、基板層及び前記基板層の両面を露出させるように構成された絶縁層を含み、前記基板層は、前記バスバーに接触する第1面;及び前記第1面の反対側に形成される第2面を含む、請求項1に記載の軟性回路基板。
- 前記第3連結回路部は、前記第1面のサイズが前記第2面のサイズより大きいことを特徴とする、請求項9に記載の軟性回路基板。
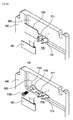
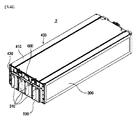
- 少なくとも1つのバッテリーセルが積層されて形成されるセル組立体を固定するためのフレーム組立体において、上部プレート、前記上部プレートの両端に連結される側面プレートを含んで前記セル組立体を取り囲むように配置されるフレーム;前記側面プレートに配置されて固定されるバスバー;及び前記上部プレートと前記側面プレートに沿って配置されて前記バッテリーセルの電圧をセンシングする軟性回路基板を含み、前記上部プレートには上面に一定の深さで掘られた経路溝が形成され、前記軟性回路基板には外側に延びた温度センシング部が形成され、前記経路溝に安着するバンド状の中心部;前記中心部の両端部に形成されて、互いに対向するように配置される第1連結回路部;前記第1連結回路部の両端部から前記中心部と並ぶように延びた第2連結回路部;及び前記第1連結回路部及び前記第2連結回路部のそれぞれから延びて前記バスバーに連結される第3連結回路部を含み、前記軟性回路基板には、前記第2連結回路部が第1ベンディングラインに沿って前記第1連結回路部に向かって折れて形成される第1重ね合わせ部、及び前記第2連結回路部が第2ベンディングラインに沿って前記第1連結回路部の長さ方向に折れ曲がるように折れて形成される第2重ね合わせ部を含む重ね合わせ部が形成され、前記重ね合わせ部が形成される場合、前記第2連結回路部は前記第1連結回路部と同一線上に配置され、前記第2連結回路部に形成された第3連結回路部は、前記第1連結回路部に形成された第3連結回路部と一列に配置される、フレーム組立体。
- 前記セル組立体は、前記複数個のバッテリーセルの各両端に形成された端子部が直列または並列に積層されて形成され、前記バスバーに前記端子部が直接接合されて電気的に連結される、請求項11に記載のフレーム組立体。
- 前記バスバーには、前記バッテリーセルが積層された方向と交差する方向に挿入ホールが形成され、前記セル組立体は前記複数個のバッテリーセルが並列に積層され、並列に積層された前記バッテリーセルが再度直列に積層されて形成され、前記端子部が前記挿入ホールに挿入されて前記バスバーと電気的に連結される、請求項12に記載のフレーム組立体。
- 前記端子部は前記挿入ホールを貫通し、貫通して突出する部分は前記バスバーの外側に折れてレーザ溶接されて電気的に連結される、請求項13に記載のフレーム組立体。
- 前記第1ベンディングラインは前記第1連結回路部と並んで形成され、前記第2ベンディングラインは前記第1ベンディングラインと所定の角度に傾くように形成され、前記第2連結回路部は前記第1ベンディングライン及び前記第2ベンディングラインに沿って順次折れて、前記第1連結回路部と同一線上に配置されることを特徴とする、請求項11に記載のフレーム組立体。
- 前記側面プレートの一側に密着して固定され、前記中心部の端部を覆う補強プレートをさらに含み、前記上部プレートは前記経路溝に沿って前記中心部と前記経路溝の離隔を防止するリブがさらに形成される、請求項11に記載のフレーム組立体。
- 前記リブは、前記経路溝の両側に交互に互いに離隔するように複数個で提供されることを特徴とする、請求項16に記載のフレーム組立体。
- 前記側面プレートには前記中心部が配置される位置に対応して融着突起が形成され、前記中心部及び前記補強プレートには前記融着突起の位置に対応して固定ホールがそれぞれ形成される、請求項16に記載のフレーム組立体。
- 前記経路溝に前記中心部が安着した状態で、前記中心部の上側を覆うトップカバーをさらに含む、請求項11に記載のフレーム組立体。
- 前記バスバーには一定の深さで掘られた安着部が形成され、一側は前記軟性回路基板に固定結合され、他側は前記バスバーに接合される連結端子をさらに含み、前記連結端子は、固定突起が形成されて前記第3連結回路部に固定される固定部;及び前記固定部から延長形成され、前記安着部に配置される連結部を含む、請求項11に記載のフレーム組立体。
- 前記固定突起は、前記固定部の両側に離隔して複数個形成され、予め設定された位置で前記第3連結回路部を貫通して前記軟性回路基板と電気的に連結され、貫通して突出する部分は、圧着されて反り変形により固定され、前記連結部は、レーザ溶接により前記安着部に接合されることを特徴とする、請求項20に記載のフレーム組立体。
- 前記連結部は、締結ホールが形成されるようにリング状に形成され、前記締結ホールを貫通して前記安着部に挿入されて前記連結端子を固定する締結部材をさらに含む、請求項20に記載のフレーム組立体。
- 前記第3連結回路部が前記バスバーに連結された状態で、前記第3連結回路部及び前記第3連結回路部周辺の前記バスバーの一部をカバーするように構成されたコーティング部をさらに含む、請求項11に記載のフレーム組立体。
- 前記バスバーには一定の深さで掘られた安着部が形成され、前記第3連結回路部の一面は安着部に接触することを特徴とする、請求項11に記載のフレーム組立体。
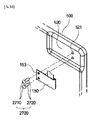
- 少なくとも1つのバッテリーセルが積層されて形成されるセル組立体を固定するためのフレーム組立体において、上部プレート、前記上部プレートの両端に連結される側面プレートを含んで前記セル組立体を取り囲むように配置されるフレーム;前記側面プレートに配置されて固定されるバスバー;前記上部プレートと前記側面プレートに沿って配置されて前記バッテリーセルの電圧をセンシングする軟性回路基板;及び前記側面プレートの一側に密着固定されて前記軟性回路基板の端部を覆う補強プレートを含み、前記上部プレートには底面に一定の深さで掘られた保護溝が形成され、前記軟性回路基板は、外側に延びた温度センシング部が形成され、前記保護溝に収容されるバンド状の中心部;前記中心部の両端部に形成されて、互いに対向するように配置される第1連結回路部;前記第1連結回路部の両端部から前記中心部と並ぶように延びた第2連結回路部;及び前記第1連結回路部及び前記第2連結回路部のそれぞれから延びてバスバーに連結される第3連結回路部を含み、前記軟性回路基板には、前記第2連結回路部が第1ベンディングラインに沿って前記第1連結回路部に向かって折れて形成される第1重ね合わせ部、及び前記第2連結回路部が第2ベンディングラインに沿って前記第1連結回路部の長さ方向に折れ曲がるように折れて形成される第2重ね合わせ部を含む重ね合わせ部が形成され、前記重ね合わせ部が形成される場合、前記第2連結回路部は前記第1連結回路部と平行に配置され、前記第2連結回路部に形成された前記第3連結回路部は、前記第1連結回路部に形成された前記第3連結回路部と平行に配置される、フレーム組立体。
- 前記保護溝と前記中心部との間、及び前記第1連結回路部と前記第2連結回路部との間に形成される前記重ね合わせ部は、接着剤により密着固定される、請求項25に記載のフレーム組立体。
- 前記上部プレート及び前記側面プレートのうち少なくともいずれか1つには前記保護溝の位置に対応して保護ホールが形成され、前記中心部の端部は前記保護ホールを貫通し、曲がって前記第3連結回路部が前記バスバーの外側面に接合される、請求項25に記載のフレーム組立体。
- 前記側面プレートには前記保護ホールの位置に対応して融着突起が形成され、前記中心部及び前記補強プレートには前記融着突起の位置に対応して固定ホールがそれぞれ形成される、請求項27に記載のフレーム組立体。
- 前記バスバーには第1結合ホールが形成され、前記第3連結回路部には第1結合ホールの位置に対応して第2結合ホールが形成され、前記第1結合ホール及び前記第2結合ホールを貫通する結合部材をさらに含む、請求項25に記載のフレーム組立体
- 前記バスバーには一定の深さで掘られた安着溝が形成され、前記第1結合ホールは前記安着溝に形成され、前記第1結合ホール及び前記第2結合ホールはそれぞれ互いに離隔して一対で形成されることを特徴とする、請求項29に記載のフレーム組立体。
- 前記結合部材は、リベットであることを特徴とする、請求項29に記載のフレーム組立体。
Applications Claiming Priority (19)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160180293A KR101928073B1 (ko) | 2016-12-27 | 2016-12-27 | 버스바 어셈블리의 연결 구조 |
| KR10-2016-0180293 | 2016-12-27 | ||
| KR1020160180292A KR101928065B1 (ko) | 2016-12-27 | 2016-12-27 | 버스바 어셈블리의 연결 구조 |
| KR10-2016-0180292 | 2016-12-27 | ||
| KR1020160182296A KR101928066B1 (ko) | 2016-12-29 | 2016-12-29 | 버스바 어셈블리의 연결 구조 |
| KR10-2016-0182296 | 2016-12-29 | ||
| KR1020160183890A KR101844852B1 (ko) | 2016-12-30 | 2016-12-30 | 배터리셀 모듈의 연성회로기판 고정 구조 |
| KR10-2016-0183890 | 2016-12-30 | ||
| KR10-2017-0026828 | 2017-02-28 | ||
| KR20170026828 | 2017-02-28 | ||
| KR10-2017-0113677 | 2017-09-06 | ||
| KR1020170113677A KR101996449B1 (ko) | 2017-09-06 | 2017-09-06 | 연성회로기판의 보호구조가 구비된 배터리 셀 모듈 |
| KR1020170141526A KR102032999B1 (ko) | 2017-02-28 | 2017-10-27 | 프레임 조립체 및 이를 제조하기 위한 방법 |
| KR1020170141527A KR102033001B1 (ko) | 2017-02-28 | 2017-10-27 | 프레임 조립체, 프레임 조립체의 제조 방법 및 배터리 모듈의 제조 방법 |
| KR10-2017-0141527 | 2017-10-27 | ||
| KR10-2017-0141526 | 2017-10-27 | ||
| KR10-2017-0159696 | 2017-11-27 | ||
| KR1020170159696A KR102087699B1 (ko) | 2017-11-27 | 2017-11-27 | 연성회로기판 및 이를 이용하는 배터리팩 |
| PCT/KR2017/015594 WO2018124751A1 (ko) | 2016-12-27 | 2017-12-27 | 연성회로기판 및 이를 포함하는 프레임 조립체 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020514976A JP2020514976A (ja) | 2020-05-21 |
| JP6869355B2 true JP6869355B2 (ja) | 2021-05-12 |
Family
ID=67483407
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019536176A Active JP6869355B2 (ja) | 2016-12-27 | 2017-12-27 | 軟性回路基板及びこれを含むフレーム組立体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11309593B2 (ja) |
| EP (1) | EP3565022B1 (ja) |
| JP (1) | JP6869355B2 (ja) |
| CN (1) | CN110114905B (ja) |
| HU (1) | HUE054599T2 (ja) |
| PL (1) | PL3565022T3 (ja) |
| RS (1) | RS61814B1 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112743749A (zh) * | 2017-04-04 | 2021-05-04 | 大山电子株式会社 | 汇流条的制造方法以及通过该制造方法而制造的汇流条 |
| KR102340898B1 (ko) | 2018-03-30 | 2021-12-16 | 주식회사 엘지에너지솔루션 | 조립성이 향상된 버스바 프레임을 구비한 배터리 모듈 |
| JP6940452B2 (ja) * | 2018-04-18 | 2021-09-29 | 株式会社オートネットワーク技術研究所 | 配線モジュール |
| KR102354401B1 (ko) * | 2018-04-25 | 2022-01-20 | 주식회사 엘지에너지솔루션 | 배터리 모듈 및 이를 포함하는 배터리 팩 |
| JP7081355B2 (ja) * | 2018-07-13 | 2022-06-07 | 株式会社デンソー | 監視装置 |
| KR20200012189A (ko) * | 2018-07-26 | 2020-02-05 | 주식회사 엘지화학 | 버스바 조립체 |
| KR102395228B1 (ko) | 2018-10-10 | 2022-05-04 | 주식회사 엘지에너지솔루션 | 버스바 프레임 조립 방법 |
| KR102349918B1 (ko) | 2018-11-21 | 2022-01-10 | 주식회사 엘지에너지솔루션 | 배터리 모듈 |
| KR102317638B1 (ko) | 2018-12-05 | 2021-10-25 | 주식회사 엘지에너지솔루션 | 셀 적층체의 보호 구조를 갖는 배터리 모듈 |
| KR102371373B1 (ko) | 2018-12-06 | 2022-03-04 | 주식회사 엘지에너지솔루션 | 전지 모듈 |
| KR102317639B1 (ko) | 2018-12-07 | 2021-10-25 | 주식회사 엘지에너지솔루션 | 인서트 사출된 버스바 조립체를 포함하는 전지 모듈 |
| KR102395683B1 (ko) * | 2018-12-26 | 2022-05-06 | 주식회사 엘지에너지솔루션 | Fpcb에 실장된 커넥터를 구비하는 배터리 모듈, 이를 포함하는 배터리 팩 및 자동차 |
| KR102392767B1 (ko) * | 2018-12-26 | 2022-04-28 | 주식회사 엘지에너지솔루션 | 내측 커버를 포함하는 배터리 모듈 |
| KR102372383B1 (ko) | 2018-12-26 | 2022-03-07 | 주식회사 엘지에너지솔루션 | 에너지 밀도가 향상된 구조를 갖는 배터리 모듈, 이를 포함하는 배터리 팩 및 자동차 |
| KR102381762B1 (ko) | 2019-02-21 | 2022-03-31 | 주식회사 엘지에너지솔루션 | 연성 인쇄 회로 기판을 덮는 보호 커버를 포함하는 전지 모듈 |
| JP7016836B2 (ja) * | 2019-06-10 | 2022-02-07 | 矢崎総業株式会社 | 導電システム |
| CN210467965U (zh) * | 2019-09-23 | 2020-05-05 | 宁德时代新能源科技股份有限公司 | 电池模组、电池包以及车辆 |
| CN112582690A (zh) * | 2019-09-29 | 2021-03-30 | 比亚迪股份有限公司 | 柔性电路板、冲切基板和电池装置 |
| KR20210051723A (ko) * | 2019-10-31 | 2021-05-10 | 에스케이이노베이션 주식회사 | 센싱 조립체 및 이를 포함하는 배터리 모듈 |
| CN110993410A (zh) * | 2019-12-20 | 2020-04-10 | 惠州Tcl移动通信有限公司 | 按键模组及终端 |
| JP7177109B2 (ja) * | 2020-03-02 | 2022-11-22 | 矢崎総業株式会社 | 導電モジュール |
| KR20210156089A (ko) * | 2020-06-17 | 2021-12-24 | 주식회사 엘지에너지솔루션 | 버스바와 전압 센싱부재의 연결구조로서 비용접 방식 구조가 적용된 배터리 모듈 |
| KR102485174B1 (ko) * | 2020-08-26 | 2023-01-04 | 한화솔루션 주식회사 | 고단차부 충진이 용이한 배터리 모듈용 버스바 조립체의 제조방법 |
| CN113422151B (zh) * | 2021-06-09 | 2023-02-28 | 东莞新能德科技有限公司 | 电池的制造方法、电池及用电设备 |
| JP7421588B2 (ja) | 2022-03-25 | 2024-01-24 | 本田技研工業株式会社 | バッテリパック |
| CN116706447B (zh) * | 2023-08-04 | 2023-11-24 | 广州凯风新能源科技有限公司 | 一种雾化电源结构及其生产工艺 |
Family Cites Families (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3680720B2 (ja) * | 2000-08-31 | 2005-08-10 | 住友電装株式会社 | 電気接続箱の組み付け方法 |
| JP2002165338A (ja) * | 2000-11-22 | 2002-06-07 | Yazaki Corp | 電気接続箱の回路体配索方法およびその配索方法を用いた回路体配索構造 |
| JP2003204619A (ja) * | 2001-10-24 | 2003-07-18 | Fujikura Ltd | 電気接続箱及びコネクタ |
| US7889139B2 (en) * | 2007-06-21 | 2011-02-15 | Apple Inc. | Handheld electronic device with cable grounding |
| KR100933864B1 (ko) | 2008-03-31 | 2009-12-24 | 삼성에스디아이 주식회사 | 배터리 팩 |
| KR20120003432A (ko) | 2009-03-31 | 2012-01-10 | 산요덴키가부시키가이샤 | 전지 모듈, 배터리 시스템 및 전동 차량 |
| CN102379058B (zh) * | 2009-04-01 | 2014-06-18 | 株式会社Lg化学 | 电压感测部件和采用该电压感测部件的电池模块 |
| KR101328826B1 (ko) | 2009-11-24 | 2013-11-13 | 엘지디스플레이 주식회사 | 액정표시장치와 그 로컬 디밍 방법 |
| KR101106404B1 (ko) | 2009-11-24 | 2012-01-17 | 삼성에스디아이 주식회사 | 이차 전지 및 그 제조 방법 |
| KR20120005728A (ko) | 2010-07-09 | 2012-01-17 | (주)브이이엔에스 | 서브 팩 모듈 |
| JP2011210710A (ja) | 2010-03-12 | 2011-10-20 | Autonetworks Technologies Ltd | 電池モジュール |
| JP2011210711A (ja) * | 2010-03-12 | 2011-10-20 | Autonetworks Technologies Ltd | 電池モジュール |
| US20110255850A1 (en) * | 2010-04-19 | 2011-10-20 | Richard Hung Minh Dinh | Electronic subassemblies for electronic devices |
| JP5715766B2 (ja) | 2010-04-22 | 2015-05-13 | 矢崎総業株式会社 | 配線材の接続構造 |
| US8609266B2 (en) | 2011-02-18 | 2013-12-17 | Samsung Sdi Co., Ltd. | Battery pack |
| KR101273339B1 (ko) | 2011-03-24 | 2013-06-11 | 주식회사 이랜텍 | 적층형 배터리셀 |
| JP2012227004A (ja) | 2011-04-20 | 2012-11-15 | Auto Network Gijutsu Kenkyusho:Kk | 電池接続アセンブリ及び電池モジュール |
| KR101866369B1 (ko) | 2011-07-12 | 2018-06-14 | 에스케이이노베이션 주식회사 | 배터리 케이스 |
| KR101853397B1 (ko) | 2011-09-01 | 2018-04-30 | 엘지전자 주식회사 | 전지모듈 |
| JP2013097894A (ja) | 2011-10-28 | 2013-05-20 | Auto Network Gijutsu Kenkyusho:Kk | 電池用配線モジュール |
| JP2013098032A (ja) * | 2011-11-01 | 2013-05-20 | Auto Network Gijutsu Kenkyusho:Kk | 電圧検知端子の接続構造 |
| US20130149586A1 (en) | 2011-12-09 | 2013-06-13 | Samsung Sdi Co., Ltd. | Battery cell |
| DK2608338T3 (en) * | 2011-12-21 | 2014-02-17 | 3M Innovative Properties Co | Terminal connector for a power cable |
| KR101329250B1 (ko) | 2012-07-06 | 2013-11-13 | 한국단자공업 주식회사 | 배터리모듈용 직렬연결장치의 셀버스바 고정구조 |
| KR101329251B1 (ko) | 2012-07-11 | 2013-11-13 | 한국단자공업 주식회사 | 배터리모듈용 직렬연결장치 |
| KR101329252B1 (ko) * | 2012-07-11 | 2013-11-13 | 한국단자공업 주식회사 | 배터리모듈용 직렬연결장치 |
| US20140193680A1 (en) | 2013-01-08 | 2014-07-10 | Samsung Sdi Co., Ltd. | Battery module |
| KR20140095660A (ko) | 2013-01-24 | 2014-08-04 | 엘지전자 주식회사 | 배터리 셀 케이스 및 이를 포함하는 배터리팩 |
| JP6119385B2 (ja) | 2013-04-03 | 2017-04-26 | 株式会社Gsユアサ | 電池モジュール |
| US20140329124A1 (en) | 2013-05-02 | 2014-11-06 | Arcimoto, Llc | Battery pack design for integrating and monitoring multiple single battery cells |
| KR102046122B1 (ko) | 2013-05-21 | 2019-11-19 | 에스케이이노베이션 주식회사 | Pcb접속유닛 및 이를 이용한 전지모듈제작방법과 상기 방법에 의해 제작된 전지모듈 |
| KR20140139862A (ko) | 2013-05-28 | 2014-12-08 | 삼성에스디아이 주식회사 | 배터리 팩 |
| KR101490026B1 (ko) | 2013-05-31 | 2015-02-06 | 박용미 | 배터리 팩 및 그 생산방법 |
| US20140370355A1 (en) | 2013-06-14 | 2014-12-18 | Samsung Sdi Co., Ltd. | Battery pack |
| KR20150033176A (ko) | 2013-09-23 | 2015-04-01 | 주식회사 엘지화학 | 배터리 모듈 및 이에 적용되는 버스바 |
| KR102258973B1 (ko) | 2013-10-31 | 2021-06-02 | 타이코에이엠피 주식회사 | 센싱 블록 및 이를 포함하는 배터리 패키지 |
| KR20150067694A (ko) | 2013-12-10 | 2015-06-18 | 한국단자공업 주식회사 | 배터리모듈용 연결장치 |
| JP2015118731A (ja) | 2013-12-16 | 2015-06-25 | 日立金属株式会社 | 配線材、二次電池装置、電子機器、及び配線材の製造方法 |
| KR101723037B1 (ko) | 2014-08-08 | 2017-04-06 | 주식회사 유라코퍼레이션 | 이차전지팩의 이차전지 연결장치 |
| KR20160026469A (ko) | 2014-09-01 | 2016-03-09 | 에스케이이노베이션 주식회사 | 저전압 센싱모듈 일체형 버스바를 구비한 배터리모듈 |
| KR102142661B1 (ko) | 2014-10-07 | 2020-09-14 | 현대자동차주식회사 | 배터리셀 모듈 |
| KR20160044654A (ko) | 2014-10-15 | 2016-04-26 | 세방전지(주) | 전지팩 모듈의 센싱보드 |
| KR102258286B1 (ko) | 2014-10-21 | 2021-05-31 | 에스케이이노베이션 주식회사 | 배터리셀, 및 이를 포함하는 배터리 모듈 |
| KR101750489B1 (ko) | 2014-11-24 | 2017-06-23 | 주식회사 엘지화학 | 전지모듈용 온도 센서 및 이를 포함하는 전지모듈 |
| KR101647694B1 (ko) | 2014-12-15 | 2016-08-23 | 현대오트론 주식회사 | 배터리의 전압을 측정하기 위한 장치 및 그 방법 |
| KR101865995B1 (ko) | 2015-03-27 | 2018-06-08 | 주식회사 엘지화학 | 배터리 모듈 |
| KR20170001135U (ko) | 2015-09-18 | 2017-03-28 | 동우 화인켐 주식회사 | Fpcb 본딩 장치 |
| KR102511737B1 (ko) * | 2018-01-24 | 2023-03-20 | 삼성전자주식회사 | 안테나 구조체 및 안테나 구조체를 포함하는 전자 장치 |
-
2017
- 2017-12-27 PL PL17888917T patent/PL3565022T3/pl unknown
- 2017-12-27 JP JP2019536176A patent/JP6869355B2/ja active Active
- 2017-12-27 US US16/474,414 patent/US11309593B2/en active Active
- 2017-12-27 RS RS20210557A patent/RS61814B1/sr unknown
- 2017-12-27 EP EP17888917.6A patent/EP3565022B1/en active Active
- 2017-12-27 CN CN201780081162.4A patent/CN110114905B/zh active Active
- 2017-12-27 HU HUE17888917A patent/HUE054599T2/hu unknown
Also Published As
| Publication number | Publication date |
|---|---|
| HUE054599T2 (hu) | 2021-09-28 |
| PL3565022T3 (pl) | 2021-10-04 |
| JP2020514976A (ja) | 2020-05-21 |
| CN110114905B (zh) | 2022-06-24 |
| RS61814B1 (sr) | 2021-06-30 |
| EP3565022A1 (en) | 2019-11-06 |
| US20190348720A1 (en) | 2019-11-14 |
| EP3565022A4 (en) | 2020-03-11 |
| CN110114905A (zh) | 2019-08-09 |
| US11309593B2 (en) | 2022-04-19 |
| EP3565022B1 (en) | 2021-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6869355B2 (ja) | 軟性回路基板及びこれを含むフレーム組立体 | |
| KR102087699B1 (ko) | 연성회로기판 및 이를 이용하는 배터리팩 | |
| JP6905071B2 (ja) | フレーム組立体及びこれを製造するための方法 | |
| JP6757856B2 (ja) | バスバーアセンブリ及びフレーム組立体 | |
| CN101395737B (zh) | 中型或大型电池模块 | |
| CN101490871B (zh) | 中型或大型电池组模块 | |
| US9269934B2 (en) | Battery module | |
| JP7045568B2 (ja) | センシングアセンブリー及びバスバーアセンブリーを含むバッテリーモジュール | |
| US8691409B2 (en) | Battery module having sensing member with novel structure | |
| KR101264550B1 (ko) | 배터리 팩 | |
| JP5420058B2 (ja) | 安全性を向上させた中型または大型バッテリーモジュール | |
| CN102414904A (zh) | 电压感测构件和包括电压感测构件的电池模块 | |
| EP3101714B1 (en) | Battery module having voltage sensing member having receptacle structure | |
| US9372237B2 (en) | Battery pack having stable measuring unit | |
| KR20170032098A (ko) | 배터리 모듈 및 이에 적용되는 보호구조물 | |
| CN112821002B (zh) | 电池模块及具有其的车辆 | |
| KR20190106161A (ko) | 외부 단락 방지 구조가 적용된 배터리 모듈을 이용한 배터리 팩 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190814 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190703 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201029 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210323 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210413 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6869355 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |