JP6855121B2 - りん酸塩系埋没材と併用するワックスパターンの表面処理材及びそれを用いた歯科用プレスセラミックスの製作方法 - Google Patents
りん酸塩系埋没材と併用するワックスパターンの表面処理材及びそれを用いた歯科用プレスセラミックスの製作方法 Download PDFInfo
- Publication number
- JP6855121B2 JP6855121B2 JP2017070080A JP2017070080A JP6855121B2 JP 6855121 B2 JP6855121 B2 JP 6855121B2 JP 2017070080 A JP2017070080 A JP 2017070080A JP 2017070080 A JP2017070080 A JP 2017070080A JP 6855121 B2 JP6855121 B2 JP 6855121B2
- Authority
- JP
- Japan
- Prior art keywords
- wax pattern
- mold
- surface treatment
- glass
- ceramics
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 132
- 238000004381 surface treatment Methods 0.000 title claims description 48
- 239000000919 ceramic Substances 0.000 title claims description 35
- 238000000034 method Methods 0.000 title claims description 32
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 229910019142 PO4 Inorganic materials 0.000 title claims description 10
- 239000010452 phosphate Substances 0.000 title claims description 10
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 title claims description 10
- 238000000465 moulding Methods 0.000 claims description 22
- 239000011521 glass Substances 0.000 claims description 20
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 7
- 239000002241 glass-ceramic Substances 0.000 description 48
- 206010010904 Convulsion Diseases 0.000 description 26
- 239000002245 particle Substances 0.000 description 22
- 239000000843 powder Substances 0.000 description 19
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 16
- 238000005488 sandblasting Methods 0.000 description 16
- 229910052582 BN Inorganic materials 0.000 description 14
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 14
- 229910010271 silicon carbide Inorganic materials 0.000 description 13
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 238000005266 casting Methods 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 239000000377 silicon dioxide Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 239000011800 void material Substances 0.000 description 7
- 229920001971 elastomer Polymers 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 239000011505 plaster Substances 0.000 description 6
- 229910052580 B4C Inorganic materials 0.000 description 5
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 5
- 238000009933 burial Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 150000004767 nitrides Chemical class 0.000 description 4
- 235000012239 silicon dioxide Nutrition 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 239000010440 gypsum Substances 0.000 description 2
- 229910052602 gypsum Inorganic materials 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229930014626 natural product Natural products 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 239000002562 thickening agent Substances 0.000 description 2
- WURBVZBTWMNKQT-UHFFFAOYSA-N 1-(4-chlorophenoxy)-3,3-dimethyl-1-(1,2,4-triazol-1-yl)butan-2-one Chemical compound C1=NC=NN1C(C(=O)C(C)(C)C)OC1=CC=C(Cl)C=C1 WURBVZBTWMNKQT-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000000172 allergic effect Effects 0.000 description 1
- 208000010668 atopic eczema Diseases 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000006071 cream Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- WVMPCBWWBLZKPD-UHFFFAOYSA-N dilithium oxido-[oxido(oxo)silyl]oxy-oxosilane Chemical compound [Li+].[Li+].[O-][Si](=O)O[Si]([O-])=O WVMPCBWWBLZKPD-UHFFFAOYSA-N 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 235000021190 leftovers Nutrition 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical compound [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 description 1
- 239000004137 magnesium phosphate Substances 0.000 description 1
- 229960002261 magnesium phosphate Drugs 0.000 description 1
- 229910000157 magnesium phosphate Inorganic materials 0.000 description 1
- 235000010994 magnesium phosphates Nutrition 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000005401 pressed glass Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 208000024891 symptom Diseases 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Landscapes
- Dental Prosthetics (AREA)
Description
12 スプルー部
13 石膏模型
21 表面処理材
22 プランジャーベース
23 ゴムリング
24 埋没材
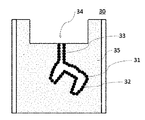
30 鋳型
31 空隙
32 耐熱性セラミックス粉末
33 スプルー線部
34 湯口部
35 埋没材の焼成体
A 歯科用補綴装置
本発明のワックスパターンに塗布する表面処理材は、耐熱性セラミックス粉末を含むことが特徴である。これにより、この表面処理材を塗布したワックスパターンを用いて作製した鋳型にプレス成型したガラスセラッミクス表面への埋没材の焼き付きを低減することが可能となる。本発明の表面処理材は、ワックスパーターンに塗布することが特徴であり、仮に本発明の表面処理材を埋没材に混合させても同等の焼き付きを防止する効果や焼き付き物の視認性を得るのは困難である。
(歯科用補綴装置の製作)
患者の歯から、シリコーンラバー印象材を用いて歯型を取った。次いで、その歯型に石膏を流し、石膏模型を形成した。次に、図1に示すように、石膏模型13上に歯科用ワックス(株式会社松風製 製品名:マイティーワックスソフト)を用いて、基準ワックスパターン11を形成した。基準ワックスパターン11が、複製できるように歯科用スキャナー(株式会社松風製 製品名松風S-WAVEスキャナー D2000)により基準ワックスパターン11のデータを読取った。次に基準ワックスパターン11のデータをデンタルCAMソフトウェアGO2dental(松風仕様)でNCデータへ変換し、ミリング装置(株式会社松風製 製品名DWX-50)で、ワックスディスク(松風ディスクワックス)から削りだし、歯形状のワックスパターン11を複数個作製した。
歯形状のワックスパターンの代わりに10mm×10mm 厚み1mmの平板のワックスパターンを用いた以外は歯科用補綴装置の作製試験と同様の方法でガラスセラミックス製平板を作製した。用いた表面処理材を以下に示す。なお、実施例で用いた株式会社松風 製品名ワックスクリーナースプレーは、主成分を水とする水性ワックスクリーナー材である。
実施例1 炭化ケイ素 (株式会社フジミインコーポレーテッドGC10000)
平均粒子径約1μm
実施例2 炭化ケイ素 (株式会社フジミインコーポレーテッドGC240)
平均粒子径約55μm
実施例3 炭化ホウ素 (和光純薬工業株式会社製) 平均粒子径約30μm
実施例4 窒化ホウ素 (デンカ株式会社製 窒化ホウ素GP 平均粒子径約
8μm)と水性ワックスクリーナー材(株式会社松風 製品名ワッ
クスクリーナースプレー)が3g:30gの混合物
実施例5 水性ワックスクリーナー材(株式会社松風 製品名ワックスクリーナースプレー)をワックスパターンに塗布し、液が乾燥しないうちに炭化ケイ素 (株式会社フジミインコーポレーテッドGC240)平均粒子径約55μmを筆で塗布したもの
実施例6 窒化ホウ素 (デンカ株式会社製 窒化ホウ素GP 平均粒子径約
8μm)
実施例7 窒化ホウ素 (MOMENTIVE社製 PT-350平均粒子径130μm )
実施例8 水性ワックスクリーナー材(株式会社松風 製品名ワックスクリーナースプレー)をワックスパターンに塗布し、液が乾燥しないうちに炭化ケイ素 (株式会社フジミインコーポレーテッドGC180)平均粒子径約80μmを筆で塗布したもの
比較例1 珪石(福島窯業株式会社製 製品名シリカパウダーC06-12
平均粒子径6μm)
比較例2 酸化アルミニウム(株式会社フジミインコーポレーテッドWA8000
平均粒子径1μm)
比較例3 表面処理材なし
焼き付き性の評価は以下の基準に従って平板2個について行い、2個の平均で焼き付き物の付着が平板の半分以下の時を「合格」と判定した。結果を表1に示す。また、試験後の平板写真を図4〜図5に示す。
◎ :焼き付き物が全く確認されない
○ :焼き付き物がわずかに付着している(平板全体の25%以下)
△ :焼き付き物が平面全体の半分程度付着している
× :焼き付き物がほぼ平面全体に付着している(平板全体の75%以上)
×× :焼き付き物が平板全体に付着している

・実施例1(炭化ケイ素 平均粒子径約1μm)では、表面処理材の塗布を均一に行うことが可能であり、塗布性は非常に良好であった。また、ガラスセラミックス表面への焼き付きはほとんどなく、わずかに残存した焼き付き物も色差により容易に識別することができるため、サンドブラスト処理において完全に除去することが可能であった。
・実施例2(炭化ケイ素 平均粒子径約55μm)では、表面処理材の塗布性も問題なく、ガラスセラミックス表面の焼き付きもわずかであった。残存した焼き付き物も色差により容易に識別することができるため、サンドブラスト処理においてほとんど除去することが可能であった。
・実施例3(炭化ホウ素 平均粒子径約30μm)では、表面処理材の塗布は問題なく行えた。ガラスセラミックス表面の焼き付きが生じている部分があり残存した焼き付き物も色差により容易に識別することができるため、サンドブラスト処理である程度除去することが可能であった。
・実施例4(窒化ホウ素8μmと水性ワックスクリーナーが3g:30gの混合物)では、表面処理材の塗布時にムラになる部分があった。ガラスセラミックス表面に焼き付きが生じている部分があり、残存した焼き付き物は、ガラスセラミックスと類似の色調であったが、サンドブラスト処理である程度除去することが可能であった。
・実施例5 水性ワックスクリーナー材をワックスパターンに塗布し、液が乾燥しないうちに炭化ケイ素平均粒子径約55μmを筆で塗布したものでは、表面処理材の塗布は問題なく行えた。ガラスセラミックス表面の焼き付きがわずかにあったものの、残存した焼き付き物も色差により容易に識別することができるため、サンドブラスト処理においてほとんど除去することが可能であった。
・実施例6(窒化ホウ素 平均粒子径約8μm)では、表面処理材の塗布は問題なく行えた。ガラスセラミックス表面の焼き付きが生じている部分があり、残存した焼き付き物は、ガラスセラミックスと類似の色調であったが、サンドブラスト処理である程度除去することが可能であった。
・実施例7(窒化ホウ素 平均粒子径130μm )では、表面処理材の塗布面が厚くなる傾向があったが、問題なく塗布が可能であった。ガラスセラミックス表面の焼き付きが生じている部分があり、残存した焼き付き物は、ガラスセラミックスと類似の色調であったが、サンドブラスト処理である程度除去することが可能であった。
・実施例8 水性ワックスクリーナー材をワックスパターンに塗布し、液が乾燥しないうちに炭化ケイ素 平均粒子径約80μmを筆で塗布したものでは、表面処理材の塗布面が厚くなる傾向があったが、問題なく行えた。ガラスセラミックス表面の焼き付きがわずかにあったものの、残存した焼き付き物も色差により容易に識別することができるため、サンドブラスト処理においてほとんど除去することが可能であった。
・比較例1(珪石 平均粒子径6μm)では、塗布時にムラになる部分があった。ガラスセラミックス表面で焼き付きが起こり、焼き付き物はサンドブラスト処理で除去することが困難であった。
・比較例2(酸化アルミニウム 平均粒子径1μm)では、塗布は問題なく行えたものの、ガラスセラミックス表面で焼き付きが起こり、焼き付き物はサンドブラスト処理で除去することが困難であった。
・比較例3では、ガラスセラミックス表面全体で焼き付きが起こり、焼き付き物はサンドブラスト処理で除去することがほとんどできなかった。
Claims (2)
- 歯科用プレスセラミックスの作製において、
炭化ケイ素粉末を含む表面処理材をワックスパターンの表面に塗布する工程、
前記ワックスパターンをりん酸塩系埋没材に埋没・硬化させる工程、
前記埋没材を加熱して前記ワックスパターンを焼却して鋳型を作製する工程、
ガラスインゴットを加熱して前記鋳型に圧入するプレス成型工程、
を含むことを特徴とする歯科用プレスセラミックスの製作方法。 - 歯科用プレスセラミックスの作製において、
炭化ケイ素粉末をワックスパターンに塗布する工程、
前記ワックスパターンをりん酸塩系埋没材に埋没・硬化させる工程、
前記埋没材を加熱して前記ワックスパターンを焼却して鋳型を作製する工程、
ガラスインゴットを加熱して前記鋳型に圧入するプレス成型工程、
を含むことを特徴とする歯科用プレスセラミックスの製作方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017070080A JP6855121B2 (ja) | 2017-03-31 | 2017-03-31 | りん酸塩系埋没材と併用するワックスパターンの表面処理材及びそれを用いた歯科用プレスセラミックスの製作方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017070080A JP6855121B2 (ja) | 2017-03-31 | 2017-03-31 | りん酸塩系埋没材と併用するワックスパターンの表面処理材及びそれを用いた歯科用プレスセラミックスの製作方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018171173A JP2018171173A (ja) | 2018-11-08 |
| JP6855121B2 true JP6855121B2 (ja) | 2021-04-07 |
Family
ID=64106870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017070080A Active JP6855121B2 (ja) | 2017-03-31 | 2017-03-31 | りん酸塩系埋没材と併用するワックスパターンの表面処理材及びそれを用いた歯科用プレスセラミックスの製作方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6855121B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62204741A (ja) * | 1985-11-21 | 1987-09-09 | オリンパス光学工業株式会社 | 歯科鋳造用鋳型及びその製造方法 |
| JPH04356341A (ja) * | 1991-05-31 | 1992-12-10 | Kyocera Corp | 遠心鋳造用るつぼ |
| JP2652781B2 (ja) * | 1994-11-30 | 1997-09-10 | ティーディーケイ株式会社 | ガラス材、生体組織代替材および歯列矯正材 |
| JPH11285506A (ja) * | 1998-02-05 | 1999-10-19 | Tokuyama Corp | セラミックス歯冠の製造方法 |
| JPWO2016084585A1 (ja) * | 2014-11-27 | 2017-09-14 | 株式会社ジーシー | ワックスパターン表面処理剤、歯科用補綴物の製造方法 |
-
2017
- 2017-03-31 JP JP2017070080A patent/JP6855121B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018171173A (ja) | 2018-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6739959B2 (en) | Assembly for the manufacture of medical, dental-medical, dental-technical and technical parts from ceramics | |
| JPH11502733A (ja) | 歯牙修復用補綴物の作製方法 | |
| JP2004532062A (ja) | 歯科用模型膨張材料 | |
| US11534279B2 (en) | Method for producing dentures | |
| JP2000313674A (ja) | セラミック材料、歯科用修復物の基礎部、および歯科用修復物 | |
| JP2014502603A (ja) | 歯科用成形部品の製造 | |
| JP2019111407A (ja) | ワックスパターン表面処理剤、歯科用補綴物の製造方法 | |
| US6361721B1 (en) | Method of forming tooth restoration | |
| JP2003047622A (ja) | 歯科セラミックフレーム及びその製造並びに該フレームを含む歯科補綴物 | |
| JP2009501595A (ja) | 歯科補綴物 | |
| JPH0234615B2 (ja) | ||
| BRPI0412344A (pt) | método de fabricação de prótese dentária, kit e conjunto de porcelana dentária | |
| EP0993422B1 (en) | Dental restorations | |
| US6450813B1 (en) | Repair porcelain product, composition and method | |
| JP6855121B2 (ja) | りん酸塩系埋没材と併用するワックスパターンの表面処理材及びそれを用いた歯科用プレスセラミックスの製作方法 | |
| KR20150003382A (ko) | 석고계 주조용 매몰재 조성물 | |
| WO2013109491A1 (en) | Investment composition material having a reducing agent | |
| JP6894759B2 (ja) | 歯科用りん酸塩系埋没材 | |
| JP6605119B2 (ja) | ワックスパターン表面処理剤 | |
| US20030226475A1 (en) | Material for forming porcelain tooth restorations | |
| EP3409261B1 (en) | Dental investment material | |
| JPS62204741A (ja) | 歯科鋳造用鋳型及びその製造方法 | |
| EP0655897A1 (en) | Improvements in or relating to substructures for bonding to support structures | |
| JPS63310737A (ja) | 成形用型材 | |
| JP2005279087A (ja) | リサイクル使用型歯科用埋没材及び歯科鋳造用埋没材のリサイクル使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201211 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210316 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210316 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6855121 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |