JP6686482B2 - 転がり軸受用保持器、及び転がり軸受、並びに転がり軸受用保持器の製造方法 - Google Patents
転がり軸受用保持器、及び転がり軸受、並びに転がり軸受用保持器の製造方法 Download PDFInfo
- Publication number
- JP6686482B2 JP6686482B2 JP2016017836A JP2016017836A JP6686482B2 JP 6686482 B2 JP6686482 B2 JP 6686482B2 JP 2016017836 A JP2016017836 A JP 2016017836A JP 2016017836 A JP2016017836 A JP 2016017836A JP 6686482 B2 JP6686482 B2 JP 6686482B2
- Authority
- JP
- Japan
- Prior art keywords
- cage
- rolling bearing
- guide surface
- chamfered portion
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Rolling Contact Bearings (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
一方、射出成形により作製される合成樹脂製の保持器は、高い生産性を有する。しかし、軸受の使用条件が厳しい場合には、摺動部の潤滑性が低下し、摩耗によって寿命が低下することがある。
上記保持器の耐久性を改善する手段として、特許文献1のように保持器表面に微細凹凸形状を形成し、この表面形状をコントロールする技術がある。この技術によれば、微細凹凸形状の調整によって摺動部の潤滑性や耐久性を高めることができる。
(1) 転がり軸受の内輪と外輪との間に配置された合成樹脂製の転がり軸受用保持器であって、
外径面から径方向外側に突出する複数の被案内部が前記外径面の周方向に沿って設けられ、
前記被案内部は、前記外輪に摺接可能に突出して形成された案内面と、該案内面の縁部に形成された面取り部と、前記案内面の一部に軸方向に沿って形成された溝部と、を備え、
前記面取り部は、前記案内面の軸方向及び周方向の縁部である、周囲エッジの全周にわたって設けられ、
前記案内面及び前記面取り部は、算術平均粗さRaが1.0〜9.8μm、最大高さRtが10.1〜102.9μmの表面性状を有し、
パーティングラインが、前記案内面より径方向内側に設けられることを特徴とする転がり軸受用保持器。
(2) 前記パーティングラインは、前記溝部と保持器端面のいずれかに設けられることを特徴とする(1)に記載の転がり軸受用保持器。
(3) 前記面取り部は、前記案内面の前記縁部に、接線方向に接続される曲面を有することを特徴とする(1)又は(2)に記載の転がり軸受用保持器。
(4) 前記面取り部は、前記案内面の前記縁部に接続され、前記案内面との成す角が20°以下の傾斜面を有することを特徴とする(1)又は(2)に記載の転がり軸受用保持器。
(5) 前記外輪の外輪内周面と外輪軌道面との境界である軌道面エッジと対面する領域に、径方向内側に窪む逃し溝が形成されたことを特徴とする(1)乃至(4)のいずれか一つに記載の転がり軸受用保持器。
(6) 保持器表層に、保持器表面からの厚みが0.1〜30μmである、強化繊維を含まない非晶質層が形成されていることを特徴とする(1)乃至(5)のいずれか一つに記載の転がり軸受用保持器。
(7) (1)乃至(6)のいずれか一つに記載の転がり軸受用保持器を備える転がり軸受。
(8) (1)乃至(6)のいずれか一項に記載の転がり軸受用保持器を、成形用金型を用いて成形する転がり軸受用保持器の製造方法であって、
前記案内面と前記面取り部の少なくとも一方に、前記成形用金型の金型表面に施された加工面の形状を転写することを特徴とする転がり軸受用保持器の製造方法。
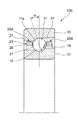
図1は本発明の実施形態を説明するための図で、転がり軸受の一部断面図である。ここでは、転がり軸受として工作機械の主軸等、高速回転する装置に用いられるアンギュラ玉軸受を用いて説明する。アンギュラ玉軸受100は、内周面に外輪軌道面11を有する外輪13と、外周面に内輪軌道面15を有する内輪17と、複数の玉(転動体)19と、複数のポケット21を有する保持器(転がり軸受用保持器)23と、を備える。
次に、保持器23の射出成形する成形用金型について説明する。
上記した合成樹脂製の保持器23は、成形用金型を用いて成形される。図6(A),(B)に成形用金型の一例を模式的に示した。図6(A)は、保持器23の外径面を成形する外側金型41と、保持器23のポケット21を成形するスライドコア43とを示す。図6(B)は、図6(A)のP2−P2線断面図である。成形用金型は、これらの金型部材の他に保持器23の内径面を形成する内側金型等を備えるが、ここではその説明を省略する。
上記の成形用金型は、保持器23の被案内部25A,25Bにおける案内面27及び面取り部31に対応する金型表面が、通常よりも大きな所定の表面粗さの加工面とされている。金型表面の加工面における表面形状は、射出成形される保持器23の案内面27及び面取り部31の表面に転写される。
次に、他の成形用金型について説明する。
図7に成形用金型の他の構成例を模式的に示す。この成形用金型は、保持器23の外径面側を成形する外側金型45と、保持器23のポケット21を成形するスライドコア47とを有する。成形用金型は、これらの金型部材の他に保持器23の内径面側を形成する内側金型等を備えるが、ここではその説明を省略する。なお、以下の説明では、図1に示す部材と同一の部材に対しては同一の符号を付与することで、その部材の説明は省略又は簡単化する。
保持器23を射出成形により成形する際には、高温の樹脂が温度の低い金型に接触して急冷される。そのため、金型付近の部分となる保持器23の表面部分に、スキン層と呼ばれる非晶質層が形成される。また、成形時の樹脂が樹脂表面に並行に流れるため、成形後の樹脂内部の表層部における強化繊維(CF(カーボンファイバー)、GF(グラスファイバー)、AF(アラミドファイバー)等)も表面に並行に配列される。
保持器表層に、保持器表面からの厚みが0.1〜30μmである、強化繊維を含まない非晶質層が形成されていることが望ましい。
次に、上記した保持器23の他の構成例について説明する。
(第1変形例)
図9に他の構成の保持器23Aを備えたアンギュラ玉軸受100の一部断面図、図10に保持器23Aの外観斜視図を示す。本変形例の保持器23Aは、軸方向の一端側のみに被案内部25Aを設けてあり、他端側の被案内部は省略されている。
図11に他の構成の保持器23Bの外観斜視図を示す。保持器23Bは、保持器外径面の軸方向両端に半径方向外側へ突出する被案内部26A,26Bを有する。各被案内部26A,26Bには、それぞれ軸方向に沿って案内面27の径方向高さから窪んだ溝部33A,33Bが複数形成される。
図12に他の構成の保持器23Cの外観斜視図を示す。保持器23Cは、保持器外径面の軸方向一端のみに半径方向外側へ突出する被案内部26Aを有すること以外は、前述の第2変形例の保持器23Bと同様である。
17 内輪
19 玉
21 ポケット
23,23A,23B,23C, 保持器(転がり軸受用保持器)
25A,25B 被案内部
26A,26B 被案内部
27 案内面
31 面取り部
33A,33B 溝部
37 エッジ逃し溝
100,110 アンギュラ玉軸受
Claims (8)
- 転がり軸受の内輪と外輪との間に配置された合成樹脂製の転がり軸受用保持器であって、
外径面から径方向外側に突出する複数の被案内部が前記外径面の周方向に沿って設けられ、
前記被案内部は、前記外輪に摺接可能に突出して形成された案内面と、該案内面の縁部に形成された面取り部と、前記案内面の一部に軸方向に沿って形成された溝部と、を備え、
前記面取り部は、前記案内面の軸方向及び周方向の縁部である、周囲エッジの全周にわたって設けられ、
前記案内面及び前記面取り部は、算術平均粗さRaが1.0〜9.8μm、最大高さRtが10.1〜102.9μmの表面性状を有し、
パーティングラインが、前記案内面より径方向内側に設けられることを特徴とする転がり軸受用保持器。 - 前記パーティングラインは、前記溝部と保持器端面のいずれかに設けられることを特徴とする請求項1に記載の転がり軸受用保持器。
- 前記面取り部は、前記案内面の前記縁部に、接線方向に接続される曲面を有することを特徴とする請求項1又は請求項2に記載の転がり軸受用保持器。
- 前記面取り部は、前記案内面の前記縁部に接続され、前記案内面との成す角が20°以下の傾斜面を有することを特徴とする請求項1又は請求項2に記載の転がり軸受用保持器。
- 前記外輪の外輪内周面と外輪軌道面との境界である軌道面エッジと対面する領域に、径方向内側に窪む逃し溝が形成されたことを特徴とする請求項1乃至請求項4のいずれか一項に記載の転がり軸受用保持器。
- 保持器表層に、保持器表面からの厚みが0.1〜30μmである、強化繊維を含まない非晶質層が形成されていることを特徴とする請求項1乃至請求項5のいずれか一項に記載の転がり軸受用保持器。
- 請求項1乃至請求項6のいずれか一項に記載の転がり軸受用保持器を備える転がり軸受。
- 請求項1乃至請求項6のいずれか一項に記載の転がり軸受用保持器を、成形用金型を用いて成形する転がり軸受用保持器の製造方法であって、
前記案内面と前記面取り部の少なくとも一方に、前記成形用金型の金型表面に施された加工面の形状を転写することを特徴とする転がり軸受用保持器の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177021769A KR102018966B1 (ko) | 2015-02-04 | 2016-02-04 | 구름 베어링용 유지기, 및 구름 베어링, 그리고 구름 베어링용 유지기의 제조 방법 |
| TW105103847A TWI592586B (zh) | 2015-02-04 | 2016-02-04 | A cage for a rolling bearing and a rolling bearing, and a method for manufacturing the cage for a rolling bearing |
| US15/548,487 US10422381B2 (en) | 2015-02-04 | 2016-02-04 | Rolling bearing retainer, rolling bearing, and method for manufacturing rolling bearing retainer |
| EP16746686.1A EP3255293B1 (en) | 2015-02-04 | 2016-02-04 | Rolling bearing retainer, rolling bearing, and method for manufacturing rolling bearing retainer |
| CN201680008792.4A CN107250582B (zh) | 2015-02-04 | 2016-02-04 | 滚动轴承用保持架和滚动轴承、以及滚动轴承用保持架的制造方法 |
| PCT/JP2016/053351 WO2016125855A1 (ja) | 2015-02-04 | 2016-02-04 | 転がり軸受用保持器、及び転がり軸受、並びに転がり軸受用保持器の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015020736 | 2015-02-04 | ||
| JP2015020736 | 2015-02-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016145643A JP2016145643A (ja) | 2016-08-12 |
| JP6686482B2 true JP6686482B2 (ja) | 2020-04-22 |
Family
ID=56686149
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016017836A Active JP6686482B2 (ja) | 2015-02-04 | 2016-02-02 | 転がり軸受用保持器、及び転がり軸受、並びに転がり軸受用保持器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6686482B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017116356A1 (de) * | 2017-07-20 | 2019-01-24 | Schaeffler Technologies AG & Co. KG | Rollenwälzlager |
| WO2023195299A1 (ja) * | 2022-04-08 | 2023-10-12 | 日本精工株式会社 | 玉軸受用樹脂製保持器、玉軸受、及び玉軸受用樹脂製保持器の製造方法 |
| CN114791014A (zh) * | 2022-05-11 | 2022-07-26 | 人本股份有限公司 | 一种带保持架的圆柱滚子轴承 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001227548A (ja) * | 2000-02-17 | 2001-08-24 | Nsk Ltd | 転がり軸受用保持器 |
| JP2002323048A (ja) * | 2000-10-27 | 2002-11-08 | Nsk Ltd | 軸受装置及び工作機械主軸 |
| JP3608611B2 (ja) * | 2000-11-09 | 2005-01-12 | 日本精工株式会社 | 転がり軸受 |
| JP2005090657A (ja) * | 2003-09-18 | 2005-04-07 | Nsk Ltd | 転がり軸受用保持器及び該保持器を組み込んだ転がり軸受 |
| JP2005256893A (ja) * | 2004-03-10 | 2005-09-22 | Nsk Ltd | ターボチャージャ用転がり軸受 |
| JP5499814B2 (ja) * | 2010-03-23 | 2014-05-21 | 日本精工株式会社 | 転がり軸受 |
| JP5929544B2 (ja) * | 2012-06-21 | 2016-06-08 | 日本精工株式会社 | 転がり軸受及び工作機械用主軸装置 |
| JP2014095469A (ja) * | 2012-10-09 | 2014-05-22 | Nsk Ltd | 転がり軸受 |
-
2016
- 2016-02-02 JP JP2016017836A patent/JP6686482B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016145643A (ja) | 2016-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| USRE48843E1 (en) | Rolling bearing and spindle apparatus for machine tool | |
| KR102018966B1 (ko) | 구름 베어링용 유지기, 및 구름 베어링, 그리고 구름 베어링용 유지기의 제조 방법 | |
| EP2787224B1 (en) | Prong type resin cage for double row roller bearing and double row roller bearing | |
| JP5604896B2 (ja) | アンギュラ玉軸受 | |
| JP6686483B2 (ja) | 転がり軸受用保持器、及び転がり軸受、並びに転がり軸受用保持器の製造方法 | |
| WO2015029851A1 (ja) | 玉軸受用保持器 | |
| KR102013084B1 (ko) | 원추 롤러 베어링 및 원추 롤러 베어링의 제조 방법 | |
| JP6686482B2 (ja) | 転がり軸受用保持器、及び転がり軸受、並びに転がり軸受用保持器の製造方法 | |
| KR101960144B1 (ko) | 앵귤러 볼 베어링 | |
| JP2016145644A5 (ja) | ||
| JP2005201457A (ja) | 円筒ころ軸受 | |
| WO2016125855A1 (ja) | 転がり軸受用保持器、及び転がり軸受、並びに転がり軸受用保持器の製造方法 | |
| JP6529209B2 (ja) | アンギュラ玉軸受 | |
| JP2007147056A (ja) | 円筒ころ軸受 | |
| US10663001B2 (en) | Ball bearing cage | |
| WO2015146811A1 (ja) | アンギュラ玉軸受 | |
| JP3608611B2 (ja) | 転がり軸受 | |
| JP4387162B2 (ja) | 円筒ころ軸受 | |
| JP2009257593A (ja) | 円筒ころ軸受 | |
| WO2018225720A1 (ja) | 転がり軸受用保持器および転がり軸受 | |
| JP2006161882A (ja) | 転がり軸受用保持器 | |
| JP2004019723A (ja) | 円筒ころ軸受の製造方法および円筒ころ軸受 | |
| JP2008093833A (ja) | 冠形保持器用金型、冠形保持器の製造方法及び転がり玉軸受 | |
| JP2015094403A (ja) | 転がり軸受 | |
| JP2016023732A (ja) | ころ軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191008 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200303 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200316 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6686482 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |