JP6579439B2 - 建材用防湿シート - Google Patents
建材用防湿シート Download PDFInfo
- Publication number
- JP6579439B2 JP6579439B2 JP2015229971A JP2015229971A JP6579439B2 JP 6579439 B2 JP6579439 B2 JP 6579439B2 JP 2015229971 A JP2015229971 A JP 2015229971A JP 2015229971 A JP2015229971 A JP 2015229971A JP 6579439 B2 JP6579439 B2 JP 6579439B2
- Authority
- JP
- Japan
- Prior art keywords
- moisture
- layer
- film
- proof sheet
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Building Environments (AREA)
- Laminated Bodies (AREA)
Description
上記課題を解決できることを知見し、本発明を完成するに至った。
プライマー層、樹脂基材、酸化アルミニウム含有蒸着膜層、バリアコート層、およびプライマー層をこの順に備える建材用防湿シートであって、
前記樹脂基材と前記酸化アルミニウム含有蒸着膜層との界面にAL−Cの共有結合を含む、建材用防湿シートが提供される。
木質系基材と、
前記木質系基材の片面または両面に、上記の建材用防湿シートと
を備える、建材が提供される。
上記の建材と、
前記建材の片面または両面に化粧シートと
を備える、化粧板が提供される。
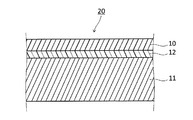
本発明による建材用防湿シートは、プライマー層、樹脂基材、酸化アルミニウム含有蒸着膜層、バリアコート層、およびプライマー層をこの順に備える。このような建材用防湿シートは、防湿性が高く、プライマー層により木質系基材との密着性が高いため、両側の温湿度環境に大きな差があるドア、引き戸、間仕切り、床材等に好適に使用できる。
防湿シートの樹脂基材は、特に制限されず、従来公知の樹脂フィルムまたは樹脂シートを使用することができる。樹脂フィルムまたは樹脂シートとしては、例えば、ポリエチレンテレフタレート(PET)およびポリエチレンナフタレート(PEN)等のポリエステル系樹脂、ポリアミド樹脂6、ポリアミド樹脂66、ポリアミド樹脂610、ポリアミド樹脂612、ポリアミド樹脂11、およびポリアミド樹脂12等のポリアミド系樹脂、ポリエチレンおよびポリプロピレンなどのα−オレフィンの重合体等のポリオレフィン系樹脂が挙げられる。
本発明において、下記の蒸着膜層を成膜するに際し、樹脂基材の樹脂フィルムまたは樹脂シートの表面は、蒸着膜層との密着性等を向上させるために、前処理としてプラズマを用いたプラズマ処理装置により前処理を行なうことが好ましい。 プラズマ前処理により、樹脂基材と蒸着膜との密着性等を従来法より強化や改善することができる。具体的には、プラズマ前処理は、以下の方法により行うことができる。
防湿シートの蒸着膜層は、酸素ガス、水蒸気等の透過を阻止、遮断するガスバリア性能を有する薄膜であり、例えば、化学気相成長法を用いて酸化アルミニウム層を成膜化する方法によって製造することができる。
さらに、蒸着膜層は、前記アルミニウム化合物を主成分として含み、ケイ素酸化物、ケイ素窒化物、ケイ素酸化窒化物、ケイ素炭化物、酸化マグネシウム、酸化チタン、酸化スズ、酸化インジウム、酸化亜鉛、酸化ジルコニウム等の金属酸化物、またはこれらの金属窒化物、炭化物及びその混合物などを含むAL−Cの共有結合を含む無機酸化物の混合物からなる層であってもよい。
種々の成膜法において、連続的に蒸着膜の成膜を行なう成膜室の成膜圧力は、十分な蒸着膜の緻密性と、基材への密着性を有する蒸着膜を形成するため、0.1Pa〜100Pa程度に設定、維持することが好ましい。
防湿シートのバリアコート層は、ガスバリア性を有する塗布膜であることが好ましく、金属アルコキシドの加水分解生成物と水溶性高分子との硬化膜でることがより好ましい。バリアコート層は、例えば、下記のガスバリア性塗膜により形成することができる。該塗膜は、高温多湿環境下でのガスバリア性を保持する塗膜であり、一般式R1 nM(OR2)m(ただし、式中、R1、R2は、炭素数1〜8の有機基を表し、Mは、金属原子を表し、nは、0以上の整数を表し、mは、1以上の整数を表し、n+mは、Mの原子価を表す。)で表される少なくとも1種以上の金属アルコキシドと、水溶性高分子とを含有し、更に、ゾルゲル法触媒、酸、水、および、有機溶剤の存在下に、ゾルゲル法によって重縮合してなるガスバリア性組成物からなる塗布膜である。該組成物を上記蒸着フィルム上の蒸着膜の上に塗工して塗布膜を設け、20℃〜180℃、かつ上記の蒸着フィルムの融点以下の温度で10秒〜10分間加熱乾燥処理して形成することができる。
防湿シートのプライマー層は、前記バリアコート層と木質系ボードなどを接着剤層を介し貼着する際、十分な接着強度を得るために設けるものである。プライマー層は、例えば、エステル系樹脂、ウレタン系樹脂、アクリル系樹脂、ポリカーボネート系樹脂、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール系樹脂、ニトロセルロース系樹脂等を用いて形成することができ、これらの樹脂を1種または2種以上用いることができる。その中でも、ウレタン樹脂と硝化綿系樹脂の共重合体と、イソシアネートからなる樹脂で形成される2液硬化型ウレタン樹脂層の形成が特に好ましい。
本発明による建材は、木質系基材の片面または両面に上記建材用防湿シートを備えるものであり、建材用防湿シートと木質系基材との間に接着剤層を設けてもよい。このような建材は、防湿性が高く、防湿シートのプライマー層と木質系基材との密着性が高いため、両側の温湿度環境に大きな差があるドア、引き戸、間仕切り、床材等に好適に使用できる。
建材の木質系基材は、特に限定されず、従来公知のものを用いることができる。木質系基材としては、例えば、合板、パーティクルボード、中密度繊維板(MDF)、および高密度繊維板(HDF)等が挙げられる。
建材の接着剤層は、特に限定されず、従来公知の建材用の接着剤を用いることができる。接着剤としては、例えば、1液あるいは2液型の硬化ないし非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他等の溶剤型、水性型、あるいは、エマルジョン型等のラミネート用接着剤等が挙げられる。上記の接着剤のコーティング方法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法、その他の方法で塗布することができる。その塗布量としては、0.1g/m2〜10g/m2(乾燥状態)位が好ましく、1g/m2〜5g/m2(乾燥状態)位がより好ましい。
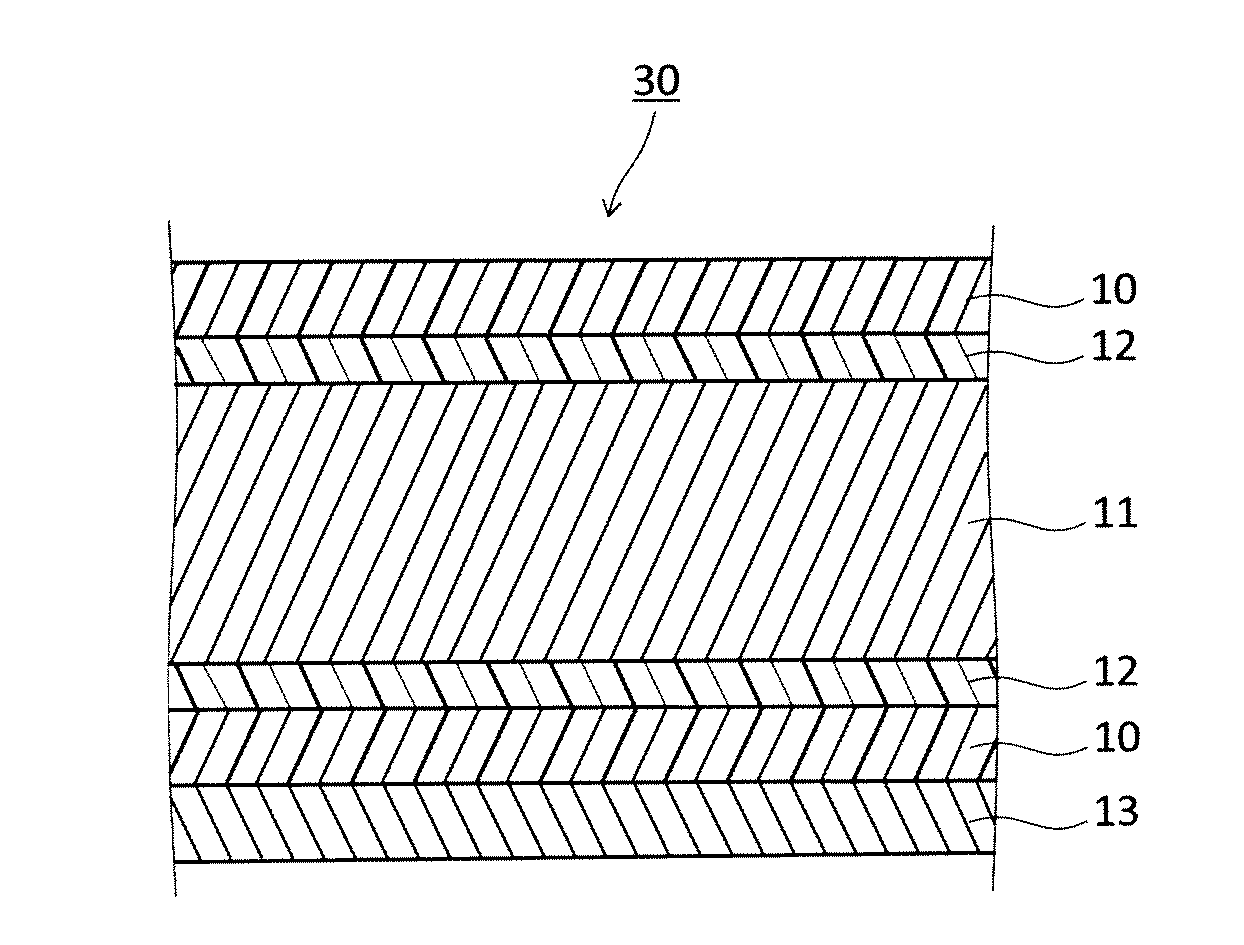
本発明による化粧材は、上記建材の片面または両面に化粧シートを備えるものであり、建材と化粧シートとの間に接着剤層を設けてもよい。このような化粧材は、防湿性が高く、防湿シートのプライマー層と木質系基材との密着性が高いため、両側の温湿度環境に大きな差があるドア、引き戸、間仕切り、床材等に好適に使用できる。
化粧材の化粧シートは、特に限定されず、従来公知のものを用いることができる。化粧シートとしては、例えば、木目模様からなる絵柄印刷が少なくとも施された紙基材や合成樹脂製基材からなる化粧シートが挙げられる。
樹脂基材である厚さ12μmのPETフィルム(ユニチカ製PET−F)の蒸着層を設ける面に、プラズマ前処理装置を配置した前処理区画と成膜区画を隔離した連続蒸着膜成膜装置を用いて、前処理区画において下記プラズマ前処理条件下でプラズマ供給ノズルからプラズマを導入し、搬送速度600m/minでプラズマ前処理を施した。その後、連続搬送した成膜区画内で、プラズマ処理面上に下記条件において真空蒸着法の加熱手段として反応性抵抗加熱方式により、厚さ8nmの酸化アルミニウム含有蒸着膜層を形成した。
(プラズマ前処理条件1)
高周波電源出力:2kW
プラズマ強度:200W・sec/m2
プラズマ形成ガス:酸素100(sccm)、アルゴン1000(sccm)
磁気形成手段:1000ガウスの永久磁石
前処理ドラム−プラズマ供給ノズル間印加電圧:420V
前処理区画の真空度:2.0×10−1Pa
(酸化アルミニウム成膜条件)
真空度:2.1×10−2Pa
波長366nmの光線透過率:88%
前処理区画において下記プラズマ前処理条件下でプラズマ供給ノズルからプラズマを導入し、搬送速度480m/minでプラズマ前処理を施した以外は実施例1と同様にして防湿シート(層構成:プライマー層/樹脂基材/(プラズマ前処理2)/蒸着膜/バリアコート層/プライマー層)を作製した。
(プラズマ前処理条件2)
高周波電源出力:4kW
プラズマ強度:550W・sec/m2
プラズマ形成ガス:酸素100(sccm)、アルゴン1000(sccm)
磁気形成手段:1000ガウスの永久磁石
前処理ドラム−プラズマ供給ノズル間印加電圧:420V
前処理区画の真空度:2.0×10−1Pa
プラズマ前処理を行わなかった以外は実施例2と同様にして防湿シート(層構成:プライマー層/樹脂基材/蒸着膜/バリアコート層/プライマー層)を作製した。
プラズマ前処理の代わりに、有機層(アクリル樹脂とウレタン樹脂との共重合体とイソシアネートを混合し形成された層)を設けた後に、有機層上に酸化アルミニウム含有蒸着膜層を形成した以外は実施例1と同様にして防湿シート(層構成:プライマー層/樹脂基材/有機層/蒸着膜層/バリアコート層/プライマー層)を作製した。
PETフィルムの蒸着膜層と反対側の面にプライマー層を設けなかった以外は実施例2と同様にして防湿シート(層構成:樹脂基材/(プラズマ前処理2)/蒸着膜層/バリアコート層/プライマー層)を作製した。
PETフィルムの両方の面にプライマー層を設けなかった以外は実施例2と同様にして防湿シート(層構成:樹脂基材/(プラズマ前処理2)/蒸着膜層/バリアコート層)を作製した。
上記の各実施例および比較例で作製した防湿シートを用いて、下記の測定および評価を行った。
PHI社製X線光電子分光装置(Quantum2000)を用いてX線源としてAlKα(1486.6eV)を使用し、出力120Wで、酸化アルミ含有蒸着膜とPET基材等のフィルム基材との界面の結合状態の分析を実施し、炭素−アルミニウム結合(AL−Cの共有結合)に由来する283.5±0.5eV(CISの結合エネルギー)の結合を含む蒸着膜とフィルムとの各種結合を測定して、Al−Cの共有結合の存在量を算出した。
水蒸気透過度測定装置(モコン(MOCON)社製の測定機〔機種名、パーマトラン(PERMATRAN)3/33〕)を用いて、調湿側がバリアコート層側となるようにプレス処理前の防湿シートをセットし、温度40℃湿度90%の条件にてJIS K 7126−2に準拠し、透湿度を測定した。また、防湿シートを110℃または130℃で2連式油圧成型機にて、圧力70kg/cm2で、3秒間プレス処理した後に、同様に透湿度を測定した。
酢酸ビニル系接着剤(中央理科工業製BA−10/BA−11B)を防湿フィルムのバリアコート塗工面側に塗工し、MDFとラミネート後、1週間養生し、端面、及び裏面をアルミテープで封止した後、60℃湿度90%RH環境下1ヶ月後の剥離状態を評価した。密着性評価として、引張り試験機(エー・アンド・デー(株)製テンシロン)を使用して180度剥離試験を実施し、MDF材料破壊、または接着剤の凝集破壊が生じた場合を合格(○)とし、バリアコート層/接着剤界面で剥離が生じた場合を不合格(×)とした。
層間密着性評価として、防湿フィルムバリアコート塗工面側とCPPを耐加水分解性接着剤(ロックペイント製KT−0035/H−039Z2)を使用し貼り合わせ、プレッシャークッカー試験(115℃85%、1.4気圧)24時間後の180度層間密着強度を、引張り試験機(エー・アンド・デー(株)製テンシロン)を使用して評価した。層間強度は、水の存在下、180度剥離試験にて測定した。
床施工用接着剤(コニシ製KU−928R−W)を防湿フィルムPET面側に塗工し、パーチクルボード(PB)とラミネートした後、1週間養生し、60℃湿度90%RH環境下1ヶ月後の剥離常態を評価した。密着性評価として、引張り試験機(エー・アンド・デー(株)製テンシロン)を使用して180度剥離試験を実施し、施工要接着剤の凝集破壊が生じた場合を合格(○)とし、PET/接着剤界面で剥離が生じた場合を不合格(×)とした。
2 樹脂基材
3 蒸着膜層
4 バリアコート層
10 防湿シート
11 木質系基材
12 接着剤層
13 化粧シート
20 建材
30 化粧材
Claims (5)
- プライマー層、樹脂基材、酸化アルミニウム含有蒸着膜層、バリアコート層、およびプライマー層をこの順に備える建材用防湿シートであって、
前記樹脂基材と前記酸化アルミニウム含有蒸着膜層との界面にAL−Cの共有結合を含み、
前記バリアコート層が、金属アルコキシドの加水分解生成物と水溶性高分子との硬化膜であり、
JIS K 7126−2に準拠して測定した透湿度が0.5g/m 2 以下である、建材用防湿シート。 - 前記プライマー層が、2液硬化型ウレタン樹脂層である、請求項1に記載の建材用防湿シート。
- 前記酸化アルミニウム含有蒸着膜層中の前記AL−Cの共有結合の存在量が、X線光電子分光法により測定(測定条件:X線源AlKα、X線出力120W)したCを含む全結合中5%以上で25%以下である、請求項1または2に記載の建材用防湿シート。
- 木質系基材と、
前記木質系基材の片面または両面に、請求項1〜3のいずれか一項に記載の建材用防湿シートと
を備える、建材。 - 請求項4に記載の建材と、
前記建材の片面または両面に化粧シートと
を備える、化粧板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015229971A JP6579439B2 (ja) | 2015-11-25 | 2015-11-25 | 建材用防湿シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015229971A JP6579439B2 (ja) | 2015-11-25 | 2015-11-25 | 建材用防湿シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017094620A JP2017094620A (ja) | 2017-06-01 |
| JP6579439B2 true JP6579439B2 (ja) | 2019-09-25 |
Family
ID=58805135
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015229971A Active JP6579439B2 (ja) | 2015-11-25 | 2015-11-25 | 建材用防湿シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6579439B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7443681B2 (ja) * | 2019-06-26 | 2024-03-06 | Toppanホールディングス株式会社 | 化粧シート |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4193040B2 (ja) * | 2003-01-31 | 2008-12-10 | 独立行政法人産業技術総合研究所 | 高分子フィルムの表面処理方法及び表面処理装置、当該処理方法により処理された高分子フィルム並びに高分子系複合フィルム |
| JP2006205626A (ja) * | 2005-01-31 | 2006-08-10 | Toppan Printing Co Ltd | 包装材料 |
| JP2008049576A (ja) * | 2006-08-24 | 2008-03-06 | Toppan Printing Co Ltd | ガスバリア性積層体 |
| CN101516618B (zh) * | 2006-09-29 | 2014-05-07 | 大日本印刷株式会社 | 防湿片和将其贴合在木质类基材上而得到的装饰板 |
| JP5422946B2 (ja) * | 2008-03-28 | 2014-02-19 | 大日本印刷株式会社 | 防湿シートおよびそれを用いた反り防止木質板並びに化粧板 |
| JP5447764B2 (ja) * | 2008-03-28 | 2014-03-19 | 大日本印刷株式会社 | 反り防止木質板並びに化粧板 |
| WO2014050951A1 (ja) * | 2012-09-28 | 2014-04-03 | 大日本印刷株式会社 | 透明蒸着フィルム |
| JP6303384B2 (ja) * | 2013-10-16 | 2018-04-04 | 凸版印刷株式会社 | 防湿シート |
| CN106414062B (zh) * | 2014-03-31 | 2019-06-04 | 大日本印刷株式会社 | 阻气性膜及其制备方法 |
-
2015
- 2015-11-25 JP JP2015229971A patent/JP6579439B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017094620A (ja) | 2017-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6760416B2 (ja) | 透明蒸着フィルム | |
| JP6670472B2 (ja) | 建材用防湿フィルム | |
| KR101473021B1 (ko) | 적층체 | |
| JP4765090B2 (ja) | 防湿膜用積層フィルム及びその製造方法 | |
| JP2000114565A (ja) | 太陽電池モジュールおよびその製造方法 | |
| JP6411707B2 (ja) | ガスバリア性積層体 | |
| JP6303384B2 (ja) | 防湿シート | |
| CN110087880B (zh) | 阻气膜 | |
| JP4184675B2 (ja) | 太陽電池モジュ−ル用裏面保護シ−トおよびそれを使用した太陽電池モジュ−ル | |
| JP6579439B2 (ja) | 建材用防湿シート | |
| WO2010026852A1 (ja) | 樹脂フィルム及びその製造方法並びに有機エレクトロルミネッセンス素子 | |
| JP6089594B2 (ja) | 化粧板用防湿シート及び化粧板 | |
| JP2001006632A (ja) | 電池用包装材料 | |
| JP2003152206A (ja) | 太陽電池モジュ−ル用裏面保護シ−トおよびそれを使用した太陽電池モジュ−ル | |
| JP2001007368A (ja) | 太陽電池モジュ−ル用保護シ−トおよびそれを使用した太陽電池モジュ−ル | |
| WO2016133038A1 (ja) | 透明バリアフィルム | |
| JP6106552B2 (ja) | フレキシブル電子デバイスの製造方法 | |
| JP6690384B2 (ja) | 建材用防湿フィルム | |
| JP6641641B2 (ja) | 建材用防湿フィルム | |
| WO2018207508A1 (ja) | ガスバリアフィルムおよびガスバリアフィルムの製造方法 | |
| JP2003243687A (ja) | 太陽電池モジュ−ル | |
| JP6641640B2 (ja) | 建材用防湿フィルム | |
| JP6850446B2 (ja) | 建材用防湿フィルム | |
| JP6272389B2 (ja) | ガスバリア性積層体 | |
| JP6668919B2 (ja) | 建材用防湿フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190716 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190802 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190815 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6579439 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |