JP6560509B2 - 偏光板の製造方法及び偏光性積層フィルムの保管方法 - Google Patents
偏光板の製造方法及び偏光性積層フィルムの保管方法 Download PDFInfo
- Publication number
- JP6560509B2 JP6560509B2 JP2015048288A JP2015048288A JP6560509B2 JP 6560509 B2 JP6560509 B2 JP 6560509B2 JP 2015048288 A JP2015048288 A JP 2015048288A JP 2015048288 A JP2015048288 A JP 2015048288A JP 6560509 B2 JP6560509 B2 JP 6560509B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- polarizing
- polyvinyl alcohol
- stretching
- polarizing plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3025—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state
- G02B5/3033—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3025—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state
- G02B5/3033—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid
- G02B5/3041—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid comprising multiple thin layers, e.g. multilayer stacks
- G02B5/305—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid comprising multiple thin layers, e.g. multilayer stacks including organic materials, e.g. polymeric layers
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1335—Structural association of cells with optical devices, e.g. polarisers or reflectors
- G02F1/133528—Polarisers
Description
[1] 偏光フィルムの少なくとも一方の面に保護フィルムを備える偏光板の製造方法であって、
ポリビニルアルコール系樹脂層から偏光フィルムを作製する偏光フィルム作製工程と、
前記偏光フィルムを35℃以上の温度で20時間以上保管する保管工程と、
前記偏光フィルムの少なくとも一方の面に、活性エネルギー線硬化性接着剤からなる接着剤層を介して保護フィルムを貼合する貼合工程と、
をこの順に含む、偏光板の製造方法。
[3] 前記保管工程は基材フィルム上に前記偏光フィルムが設けられた偏光性積層フィルムを保管する工程であり、
前記偏光性積層フィルムは、
前記基材フィルムの少なくとも一方の面にポリビニルアルコール系樹脂を含有する塗工液を塗工した後、乾燥させることにより前記ポリビニルアルコール系樹脂層を形成して積層フィルムを得る樹脂層形成工程と、
前記積層フィルムを延伸して延伸フィルムを得る延伸工程と、
前記延伸フィルムの前記ポリビニルアルコール系樹脂層を二色性色素で染色して偏光フィルムを形成する染色工程と、を含む工程により得られる、[1]または[2]に記載の偏光板の製造方法。
本発明の製造方法は、図1を参照すると、偏光フィルム5と、その一方の面に第1接着剤層15を介して積層される第1保護フィルム10と、他方の面に第2接着剤層25を介して積層される第2保護フィルム20とを備える偏光板(両面保護フィルム付偏光板)1を製造するための方法に関する。本発明の製造方法は、片面保護フィルム付偏光板を製造するための方法であってもよい。片面保護フィルム付偏光板は、図1の両面保護フィルム付偏光板1の層構成の一部である、偏光フィルム5と、第1接着剤層15と、第1保護フィルム10とからなる層構成を有する。
〔第1の実施形態〕
図2を参照すると、本実施形態に係る偏光板の製造方法は、基材フィルムを使用して両面保護フィルム付偏光板1を製造する方法であり、下記工程:
基材フィルムの少なくとも一方の面にポリビニルアルコール系樹脂を含有する塗工液を塗工し、塗工層を得た後、塗工層を乾燥させることによりポリビニルアルコール系樹脂層を形成して積層フィルムを得る樹脂層形成工程S10、
積層フィルムを延伸して延伸フィルムを得る延伸工程S20、
延伸フィルムのポリビニルアルコール系樹脂層を二色性色素で染色して偏光フィルムを形成することにより偏光性積層フィルムを得る染色工程S30、
偏光性積層フィルムを35℃以上の温度で20時間以上保管する保管工程S40、
偏光性積層フィルムの偏光フィルム上に、第1接着剤層を介して第1保護フィルムを貼合して貼合フィルムを得る第1貼合工程S50、
貼合フィルムから基材フィルムを剥離除去して片面保護フィルム付偏光板を得る剥離工程S60、及び
片面保護フィルム付偏光板の偏光フィルム面上に、第2接着剤層を介して第2保護フィルムを貼合する第2貼合工程S70
をこの順で含む。
図3を参照して、樹脂層形成工程S10を説明する。本工程は、基材フィルム30の少なくとも一方の面にポリビニルアルコール系樹脂層6を形成して積層フィルム100を得る工程である。このポリビニルアルコール系樹脂層6は、延伸工程S20及び染色工程S30を経て偏光フィルム5となる層である。ポリビニルアルコール系樹脂層6は、ポリビニルアルコール系樹脂を含有する塗工液を基材フィルム30の片面又は両面に塗工し、塗工層を得た後、塗工層を乾燥させることにより形成することができる。このような塗工によってポリビニルアルコール系樹脂層を形成する方法は、薄膜の偏光フィルム5を得やすい点で有利である。
ケン化度(モル%)=100×(水酸基の数)÷(水酸基の数+酢酸基の数)
で定義される。ケン化度は、JIS K 6726(1994)に準拠して求めることができる。ケン化度が高いほど、水酸基の割合が高いことを示しており、従って結晶化を阻害する酢酸基の割合が低いことを示している。
図4を参照して延伸工程S20を説明する。本工程は、基材フィルム30及びポリビニルアルコール系樹脂層6からなる積層フィルム100を延伸して、延伸された基材フィルム30’及びポリビニルアルコール系樹脂層6’からなる延伸フィルム200を得る工程である。延伸処理は通常、一軸延伸である。
図5を参照して本工程は、延伸フィルム200のポリビニルアルコール系樹脂層6’を二色性色素で染色してこれを吸着配向させ、偏光フィルム5とする工程である。本工程を経て基材フィルム30’の片面又は両面に偏光フィルム5が積層された偏光性積層フィルム300が得られる。二色性色素は、ヨウ素、二色性有機染料であることができる。二色性有機染料の具体例は、レッドBR、レッドLR、レッドR、ピンクLB、ルビンBL、ボルドーGS、スカイブルーLG、レモンイエロー、ブルーBR、ブルー2R、ネイビーRY、グリーンLG、バイオレットLB、バイオレットB、ブラックH、ブラックB、ブラックGSP、イエロー3G、イエローR、オレンジLR、オレンジ3R、スカーレットGL、スカーレットKGL、コンゴーレッド、ブリリアントバイオレットBK、スプラブルーG、スプラブルーGL、スプラオレンジGL、ダイレクトスカイブルー、ダイレクトファーストオレンジS、ファーストブラックを含む。二色性色素は、1種のみを単独で用いてもよいし、2種以上を併用してもよい。
本工程は、偏光性積層フィルム300を35℃以上の温度で20時間以上保管する工程である。本工程に供する偏光フィルムは、水分率が20重量%以下であることが好ましく、15重量%以下であることがより好ましい。本工程により、偏光フィルムの突刺し強度を向上させることができ、温度変化に対して良好な耐久性を示す偏光板を得ることができる。偏光フィルムの吸収軸方向における単位膜厚あたりの突刺し強度は、5.2(g/μm)以上であることが好ましく、5.5(g/μm)以上であることがより好ましい。偏光フィルムの吸収軸方向における突刺し強度が5.2(g/μm)以上である場合、温度変化に対してより良好な耐久性を示す偏光板を得ることができる。
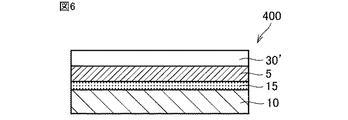
図6を参照して第1貼合工程S50を説明する。本工程は、偏光性積層フィルム300の偏光フィルム5上、すなわち、偏光フィルム5の基材フィルム30’側とは反対側の面に第1接着剤層15を介して第1保護フィルム10を貼合することで貼合フィルム400を得る工程である。なお、偏光性積層フィルム300が基材フィルム30’の両面に偏光フィルム5を有する場合は通常、両面の偏光フィルム5上にそれぞれ第1保護フィルム10が貼合される。この場合、これらの第1保護フィルム10は同種の保護フィルムであってもよく異種の保護フィルムであってもよい。
図7を参照して剥離工程S60を説明する。本工程は、貼合フィルム400から基材フィルム30’を剥離除去する工程である。この工程を経て、偏光フィルム5の片面に第1保護フィルム10が積層された片面保護フィルム付偏光板500が得られる。偏光性積層フィルム300が基材フィルム30’の両面に偏光フィルム5を有し、これら両方の偏光フィルム5に第1保護フィルム10を貼合した場合には、この剥離工程S60により、1枚の偏光性積層フィルム300から2枚の片面保護フィルム付偏光板500が得られる。
本工程は、片面保護フィルム付偏光板500の偏光フィルム5面上、すなわち第1貼合工程S50にて貼合した第1保護フィルム10とは反対側の面に、第2接着剤層25を介して第2保護フィルム20を貼合し、図1に示されるような両面保護フィルム付の偏光板1を得る工程である。
第1の実施形態は、基材フィルム上に塗工したポリビニルアルコール系樹脂層から偏光フィルムを形成し、これを保管工程に供した後に、偏光板を製造する方法であるが、これに制限されず、ポリビニルアルコール系樹脂の原反フィルムに延伸工程及び染色工程を施して偏光フィルム5を作製し(偏光フィルム作製工程)、得られた偏光フィルム5を保管工程に供した後に、偏光フィルム5に第1保護フィルム10及び第2保護フィルム20をこの順で貼合して偏光板1を製造してもよい。このようなポリビニルアルコール系樹脂の原反フィルムから得られる偏光フィルムも、ポリビニルアルコール系樹脂層から作成される偏光フィルムに含まれる。偏光フィルム5の保管方法、第1,第2接着剤層10,20を介した第1,第2保護フィルム10,20の貼合方法は、第1の実施形態と同様であることができる。
以上のようにして製造される偏光板1において、偏光フィルムが、基材フィルム上にポリビニルアルコール系樹脂を含有する塗工液を塗工する方式により得られる偏光フィルムである場合、偏光フィルム5の厚みは、好ましくは20μm以下であり、とりわけモバイル機器用の偏光板においては、偏光板の薄型化の観点から10μm以下であることがより好ましく、8μm以下であることがさらに好ましい。基材フィルム上にポリビニルアルコール系樹脂を含有する塗工液を塗工する方式において、偏光フィルム5の厚みは通常、2μm以上である。また偏光フィルムが、ポリビニルアルコール系樹脂の原反から得られる偏光フィルムである場合、偏光フィルム5の厚みは、好ましくは30μm以下であり、より好ましくは20μm以下である。偏光フィルムが、ポリビニルアルコール系樹脂の原反から得られる偏光フィルムである場合、偏光フィルム5の厚みは、通常5μm以上である。
本発明の製造方法により製造された偏光板は、表示セルの表面に配置されて表示装置を構成し得る。表示装置の代表例は、表示用セルが液晶セルである液晶表示装置であるが、表示用セルが有機EL画像表示素子である有機EL装置のような他の表示装置であってもよい。表示装置において偏光板は、表示用セルの少なくとも一方の面に配置されていればよいが、両面に配置することもできる。
(1)プライマー層形成工程
ポリビニルアルコール粉末(日本合成化学工業(株)製の「Z−200」、平均重合度1100、ケン化度99.5モル%)を95℃の熱水に溶解し、濃度3重量%のポリビニルアルコール水溶液を調製した。得られた水溶液に架橋剤(田岡化学工業(株)製の「スミレーズレジン650」)をポリビニルアルコール粉末6重量部に対して5重量部の割合で混合して、プライマー層形成用塗工液を得た。
ポリビニルアルコール粉末((株)クラレ製の「PVA124」、平均重合度2400、ケン化度98.0〜99.0モル%)を95℃の熱水に溶解し、濃度8重量%のポリビニルアルコール水溶液を調製し、これをポリビニルアルコール系樹脂層形成用塗工液とした。
上記(2)で作製した積層フィルムに対し、フローティングの縦一軸延伸装置を用いて160℃で5.2倍での自由端一軸延伸を実施し、延伸フィルムを得た。
上記(3)で作製した延伸フィルムを、ヨウ素とヨウ化カリウムとを含む30℃の染色水溶液(水100重量部あたりヨウ素を0.6重量部、ヨウ化カリウムを10重量部含む。)に約180秒間浸漬してポリビニルアルコール系樹脂層の染色処理を行った後、10℃の純水で余分な染色水溶液を洗い流した。
上記(4)で作製した偏光性積層フィルムロールを、表1に示す温度に設定した恒温槽内に、表1に示す時間保管した。
第1保護フィルムとして、厚み23μmの環状ポリオレフィン系樹脂フィルム(日本ゼオン(株)製の「ゼオノアフィルムZF14−023」)を用意した。この第1保護フィルムの貼合面にコロナ処理を施した後、そのコロナ処理面に、小径グラビアコーターを用いて紫外線硬化性接着剤((株)ADEKA製の「KR−70T」、MD方向の引張弾性率:2400MPa、TD方向の引張弾性率:2400MPa)を塗工し、その接着剤の塗工層を介して第1保護フィルムを、上記(5)で保管した偏光性積層フィルムロールから巻き出した偏光性積層フィルムの偏光フィルム面に貼合ロールを用いて貼合した。次いで、紫外線ランプ(フュージョンUVシステムズ社製の「Dバルブ」)が取り付けられたベルトコンベア付き紫外線照射装置を用いて、基材フィルム側から250mJ/cm2の積算光量で紫外線を照射することにより接着剤を硬化させて第1接着剤層を形成し、第1保護フィルム/第1接着剤層/偏光フィルム/プライマー層/基材フィルムの層構成からなる貼合フィルムを得た(第1貼合工程)。第1接着剤層の厚みは、1.0μmであった。
第2保護フィルムとして、第1保護フィルムと同じ厚み23μmの環状ポリオレフィン系樹脂フィルムを用意した。この第2保護フィルムの貼合面にコロナ処理を施した後、そのコロナ処理面に、小径グラビアコーターを用いて紫外線硬化性接着剤((株)ADEKA製の「KR−70T」、MD方向の引張弾性率:2400MPa、TD方向の引張弾性率:2400MPa)を塗工し、その接着剤の塗工層を介して第2保護フィルムを、上記(6)で得られた片面保護フィルム付偏光板のプライマー層面に貼合ロールを用いて貼合した。次いで、第2保護フィルム側から、上記(6)における第1接着剤層形成時と同様の装置を用いて同様の条件で接着剤を硬化させて第2接着剤層を形成し、第1保護フィルム/第1接着剤層/偏光フィルム/プライマー層/第2接着剤層/第2保護フィルムの層構成からなる両面保護フィルム付偏光板を得た。第2接着剤層の厚みは、1.0μmであった。
上記(5)の保管工程における恒温槽の温度を表1に示すとおりとしたこと以外は、実施例1と同様にして両面保護フィルム付偏光板を作製した。
上記(5)の保管工程における保管時間を表1に示すとおりとしたこと以外は、実施例1と同様にして両面保護フィルム付偏光板を作製した。
実施例及び比較例において、上記(5)で保管した偏光性積層フィルムロールから、偏光性積層フィルムを切り出し、偏光性積層フィルムから基材フィルムを剥がし取って偏光フィルムを得て、これを突刺し試験の試験片とした。突刺し試験は、先端径1mmφ、0.5Rのニードルを装着したカトーテック(株)製のハンディー圧縮試験機“KES-G5 ニードル貫通力測定仕様”を使用し、温度23±3℃の環境下、突刺し速度0.33cm/秒の測定条件下で行った。突刺し試験で測定される突刺し強度は、試験片12個に対して突刺し試験を行い、その平均値とした。偏光フィルムの厚さを接触式膜厚計〔ニコン(株)製の商品名“DIGIMICRO MH−15M”〕で測定し、単位膜厚あたりの突刺し強度(強度P)を求めた。結果を、表1の「突刺し強度」の欄に示した。
実施例及び比較例で作製した両面保護フィルム付偏光板を偏光フィルムの吸収軸を長辺にして長辺100mm、短辺60mmの大きさにスーパーカッターを用いて切り出し、これをヒートショック試験の試験片とした。試験片の第2保護フィルム側にコロナ処理を実施し、粘着剤(貯蔵弾性率:390KPa、厚さ:20μm)を貼合し、粘着剤層側で無アルカリガラス板〔コーニング社製の“Eagle−XG”〕に貼合し、オートクレーブ中、温度50℃で圧力5MPaの条件下で20分間加圧処理を行ない、温度23℃で相対湿度60%の雰囲気下で1日放置した。その後、(株)エスペック製の冷熱衝撃試験器(TSA−301L−W)にて、低温側−40℃で30分間保持した後、高温側85℃で30分間保持することを1サイクルとし、これを100サイクル行なうヒートショック試験を行なった。ヒートショック試験中、常温にさらすことはしなかった。

Claims (5)
- 偏光フィルムの少なくとも一方の面に保護フィルムを備える偏光板の製造方法であって、
ポリビニルアルコール系樹脂層から偏光フィルムを作製する偏光フィルム作製工程と、
前記偏光フィルムを35℃以上の温度で20時間以上保管する保管工程と、
前記偏光フィルムの少なくとも一方の面に、活性エネルギー線硬化性接着剤からなる接着剤層を介して保護フィルムを貼合する貼合工程と、
をこの順に含む、偏光板の製造方法。 - 前記保管工程の温度が50℃以下である、請求項1に記載の偏光板の製造方法。
- 前記保管工程は基材フィルム上に前記偏光フィルムが設けられた偏光性積層フィルムを保管する工程であり、
前記偏光性積層フィルムは、
前記基材フィルムの少なくとも一方の面にポリビニルアルコール系樹脂を含有する塗工液を塗工した後、乾燥させることにより前記ポリビニルアルコール系樹脂層を形成して積層フィルムを得る樹脂層形成工程と、
前記積層フィルムを延伸して延伸フィルムを得る延伸工程と、
前記延伸フィルムの前記ポリビニルアルコール系樹脂層を二色性色素で染色して偏光フィルムを形成する染色工程と、を含む工程により得られる、請求項1または2に記載の偏光板の製造方法。 - 前記偏光フィルムの厚さが、10μm以下である請求項1〜3のいずれか1項に記載の偏光板の製造方法。
- 基材フィルムの少なくとも一方の面にポリビニルアルコール系樹脂を含有する塗工液を塗工し、塗工層を得た後、前記塗工層を乾燥させることによりポリビニルアルコール系樹脂層を形成して積層フィルムを得る樹脂層形成工程、
前記積層フィルムを延伸して延伸フィルムを得る延伸工程、
前記延伸フィルムの前記ポリビニルアルコール系樹脂層を二色性色素で染色して偏光フィルムを形成することにより偏光性積層フィルムを得る染色工程を経て偏光フィルムを得、得られた前記偏光性積層フィルムを35℃以上の温度で20時間以上保管する工程、を含む、偏光性積層フィルムの保管方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015048288A JP6560509B2 (ja) | 2015-03-11 | 2015-03-11 | 偏光板の製造方法及び偏光性積層フィルムの保管方法 |
| TW105106273A TW201636656A (zh) | 2015-03-11 | 2016-03-02 | 偏光板的製造方法及偏光膜的保管方法 |
| KR1020160026940A KR102536032B1 (ko) | 2015-03-11 | 2016-03-07 | 편광판의 제조 방법 및 편광 필름의 보관 방법 |
| CN201610140772.4A CN105974509B (zh) | 2015-03-11 | 2016-03-11 | 偏振片的制造方法及偏振膜的保管方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015048288A JP6560509B2 (ja) | 2015-03-11 | 2015-03-11 | 偏光板の製造方法及び偏光性積層フィルムの保管方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016170201A JP2016170201A (ja) | 2016-09-23 |
| JP6560509B2 true JP6560509B2 (ja) | 2019-08-14 |
Family
ID=56983635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015048288A Active JP6560509B2 (ja) | 2015-03-11 | 2015-03-11 | 偏光板の製造方法及び偏光性積層フィルムの保管方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6560509B2 (ja) |
| KR (1) | KR102536032B1 (ja) |
| CN (1) | CN105974509B (ja) |
| TW (1) | TW201636656A (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106526734B (zh) * | 2016-11-18 | 2020-09-01 | 重庆云天化瀚恩新材料开发有限公司 | 层叠体及其制备方法、偏光膜的制备方法 |
| WO2018101204A1 (ja) * | 2016-11-30 | 2018-06-07 | 日本ゼオン株式会社 | 偏光板、及び、偏光板の製造方法 |
| JP7178776B2 (ja) * | 2017-09-15 | 2022-11-28 | 日東電工株式会社 | 偏光フィルムの製造方法 |
| CN110361805B (zh) * | 2018-04-11 | 2022-11-18 | 住友化学株式会社 | 偏振板及显示装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07325218A (ja) * | 1994-04-08 | 1995-12-12 | Sumitomo Chem Co Ltd | 偏光フィルムの製造方法 |
| JPH11109131A (ja) * | 1997-10-02 | 1999-04-23 | Nippon Synthetic Chem Ind Co Ltd:The | 積層体の保管方法 |
| JP2002090546A (ja) * | 2000-07-10 | 2002-03-27 | Nitto Denko Corp | 偏光板およびその製造方法 |
| JP2004205773A (ja) * | 2002-12-25 | 2004-07-22 | Konica Minolta Holdings Inc | 偏光板、その製造方法及びこれを用いた液晶表示装置 |
| JP2004325691A (ja) * | 2003-04-23 | 2004-11-18 | Nippon Zeon Co Ltd | 熱可塑性樹脂フィルムの保管方法及び積層体 |
| JP2005326531A (ja) * | 2004-05-13 | 2005-11-24 | Nitto Denko Corp | 保護フィルム付き偏光板、その製造方法及びそれを用いた画像表示装置 |
| JP4515357B2 (ja) * | 2005-01-27 | 2010-07-28 | リンテック株式会社 | 偏光板用粘着剤、粘着剤付き偏光板及びその製造方法 |
| WO2008023502A1 (fr) * | 2006-08-25 | 2008-02-28 | Konica Minolta Opto, Inc. | Film optique, procédé de fabrication de celui-ci et plaque polarisante utilisant le film optique |
| JP2008122502A (ja) * | 2006-11-09 | 2008-05-29 | Sumitomo Chemical Co Ltd | 偏光板の製造方法 |
| JP2008151861A (ja) * | 2006-12-14 | 2008-07-03 | Nippon Zeon Co Ltd | 輝度向上フィルム、保存用ロール及び液晶表示装置 |
| EP2397874A4 (en) * | 2009-02-13 | 2012-07-18 | Nitto Denko Corp | LAMINATE OPTICAL BODY, OPTICAL FILM, LIQUID CRYSTAL DISPLAY DEVICE USING THE OPTICAL FILM, AND METHOD FOR MANUFACTURING THE LAMINATED OPTICAL BODY |
| JP2011006648A (ja) * | 2009-06-29 | 2011-01-13 | Nitto Denko Corp | 光学シート部材の巻回体および液晶表示装置の連続製造方法 |
| JP2011053535A (ja) * | 2009-09-03 | 2011-03-17 | Sumitomo Chemical Co Ltd | 偏光板の保管方法 |
| JP2011197282A (ja) * | 2010-03-18 | 2011-10-06 | Sumitomo Chemical Co Ltd | 偏光板、偏光板の評価方法、および偏光板の製造方法 |
| JP2013092762A (ja) * | 2011-10-07 | 2013-05-16 | Sumitomo Chemical Co Ltd | 偏光板の製造方法 |
| KR20150136097A (ko) * | 2013-04-26 | 2015-12-04 | 코니카 미놀타 가부시키가이샤 | 편광판, 그 제조 방법 및 액정 표시 장치 |
-
2015
- 2015-03-11 JP JP2015048288A patent/JP6560509B2/ja active Active
-
2016
- 2016-03-02 TW TW105106273A patent/TW201636656A/zh unknown
- 2016-03-07 KR KR1020160026940A patent/KR102536032B1/ko active IP Right Grant
- 2016-03-11 CN CN201610140772.4A patent/CN105974509B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105974509B (zh) | 2020-05-12 |
| KR20160110141A (ko) | 2016-09-21 |
| JP2016170201A (ja) | 2016-09-23 |
| CN105974509A (zh) | 2016-09-28 |
| TW201636656A (zh) | 2016-10-16 |
| KR102536032B1 (ko) | 2023-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102441217B1 (ko) | 양면 보호 필름 부착 편광판의 제조 방법 | |
| JP2015161782A (ja) | 偏光板の製造方法及び偏光板 | |
| WO2016006384A1 (ja) | 偏光板 | |
| JP6231511B2 (ja) | 偏光フィルムの製造方法 | |
| JP6045622B2 (ja) | ポリビニルアルコール系樹脂フィルムの製造方法、偏光フィルム及び偏光板 | |
| KR102473609B1 (ko) | 적층 편광판의 제조방법 및 편광판의 제조방법 | |
| JP6560509B2 (ja) | 偏光板の製造方法及び偏光性積層フィルムの保管方法 | |
| KR101942166B1 (ko) | 편광판의 제조 방법 | |
| JP6045623B2 (ja) | 延伸フィルム、偏光フィルム及びそれを含む偏光板 | |
| KR102404504B1 (ko) | 프로텍트 필름 부착 편광성 적층 필름의 제조 방법 및 편광판의 제조 방법 | |
| TW201307069A (zh) | 偏光性積層膜的製造方法 | |
| JP6456710B2 (ja) | 積層偏光板の製造方法および偏光板の製造方法 | |
| KR102328404B1 (ko) | 편광판의 제조 방법 | |
| JP6659217B2 (ja) | 偏光板の製造方法 | |
| JP2018092156A (ja) | 偏光フィルム及び偏光性積層フィルムの製造方法 | |
| JP2018010317A (ja) | ポリビニルアルコール系樹脂フィルムの製造方法及び偏光フィルムの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181102 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181113 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190719 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6560509 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |