JP6505960B1 - スペーサ及びハードディスクドライブ装置 - Google Patents
スペーサ及びハードディスクドライブ装置 Download PDFInfo
- Publication number
- JP6505960B1 JP6505960B1 JP2019508271A JP2019508271A JP6505960B1 JP 6505960 B1 JP6505960 B1 JP 6505960B1 JP 2019508271 A JP2019508271 A JP 2019508271A JP 2019508271 A JP2019508271 A JP 2019508271A JP 6505960 B1 JP6505960 B1 JP 6505960B1
- Authority
- JP
- Japan
- Prior art keywords
- spacer
- magnetic disk
- peripheral end
- outer peripheral
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 125000006850 spacer group Chemical group 0.000 title claims abstract description 150
- 230000002093 peripheral effect Effects 0.000 claims abstract description 61
- 230000003746 surface roughness Effects 0.000 claims abstract description 35
- 239000011521 glass Substances 0.000 claims description 29
- 238000000605 extraction Methods 0.000 abstract description 9
- 239000002245 particle Substances 0.000 description 26
- 238000000034 method Methods 0.000 description 10
- 238000005498 polishing Methods 0.000 description 10
- 239000000758 substrate Substances 0.000 description 8
- 230000005611 electricity Effects 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 230000003068 static effect Effects 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 241001422033 Thestylus Species 0.000 description 5
- 230000007774 longterm Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 239000006061 abrasive grain Substances 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 239000005354 aluminosilicate glass Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000007772 electroless plating Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 239000005361 soda-lime glass Substances 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910018104 Ni-P Inorganic materials 0.000 description 1
- 229910018536 Ni—P Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 238000006124 Pilkington process Methods 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 description 1
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- XUCJHNOBJLKZNU-UHFFFAOYSA-M dilithium;hydroxide Chemical compound [Li+].[Li+].[OH-] XUCJHNOBJLKZNU-UHFFFAOYSA-M 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- -1 for example Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000006060 molten glass Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- MOWMLACGTDMJRV-UHFFFAOYSA-N nickel tungsten Chemical compound [Ni].[W] MOWMLACGTDMJRV-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- OFNHPGDEEMZPFG-UHFFFAOYSA-N phosphanylidynenickel Chemical compound [P].[Ni] OFNHPGDEEMZPFG-UHFFFAOYSA-N 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000005368 silicate glass Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- KKCBUQHMOMHUOY-UHFFFAOYSA-N sodium oxide Chemical compound [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images


Classifications
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B17/00—Guiding record carriers not specifically of filamentary or web form, or of supports therefor
- G11B17/02—Details
- G11B17/022—Positioning or locking of single discs
- G11B17/028—Positioning or locking of single discs of discs rotating during transducing operation
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B17/00—Guiding record carriers not specifically of filamentary or web form, or of supports therefor
- G11B17/02—Details
- G11B17/021—Selecting or spacing of record carriers for introducing the heads
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B23/00—Record carriers not specific to the method of recording or reproducing; Accessories, e.g. containers, specially adapted for co-operation with the recording or reproducing apparatus ; Intermediate mediums; Apparatus or processes specially adapted for their manufacture
- G11B23/0057—Intermediate mediums, i.e. mediums provided with an information structure not specific to the method of reproducing or duplication such as matrixes for mechanical pressing of an information structure ; record carriers having a relief information structure provided with or included in layers not specific for a single reproducing method; apparatus or processes specially adapted for their manufacture
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B17/00—Guiding record carriers not specifically of filamentary or web form, or of supports therefor
- G11B17/02—Details
- G11B17/038—Centering or locking of a plurality of discs in a single cartridge
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B25/00—Apparatus characterised by the shape of record carrier employed but not specific to the method of recording or reproducing, e.g. dictating apparatus; Combinations of such apparatus
- G11B25/04—Apparatus characterised by the shape of record carrier employed but not specific to the method of recording or reproducing, e.g. dictating apparatus; Combinations of such apparatus using flat record carriers, e.g. disc, card
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B25/00—Apparatus characterised by the shape of record carrier employed but not specific to the method of recording or reproducing, e.g. dictating apparatus; Combinations of such apparatus
- G11B25/04—Apparatus characterised by the shape of record carrier employed but not specific to the method of recording or reproducing, e.g. dictating apparatus; Combinations of such apparatus using flat record carriers, e.g. disc, card
- G11B25/043—Apparatus characterised by the shape of record carrier employed but not specific to the method of recording or reproducing, e.g. dictating apparatus; Combinations of such apparatus using flat record carriers, e.g. disc, card using rotating discs
Landscapes
- Holding Or Fastening Of Disk On Rotational Shaft (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Abstract
Description
今日の磁気ディスクでは、磁気ヘッドの磁気ディスクに対する浮上距離を極小化して、多くの磁気ディスクがHDD装置に搭載されるが、上記HDD装置の記憶容量の大容量化には十分対応できていない。このため、HDD装置に搭載される磁気ディスクの枚数を増加することが考えられる。
これにより、微粒子発生を大幅に低減することができる、とされている。
組み立てられたHDD装置では、磁気ディスクとスペーサがスペンドル軸方向に強い力で押さえつけられて互いに密着しているので、磁気ディスクに密着したスペーサを抜き取る際、組み立て装置の把持治具がスペーサの外周端面を把持して抜き取ることが難しい場合がある。すなわち、磁気ディスクに密着したスペーサを磁気ディスクから引き剥がせない場合がある(この引き剥がしできないことを、以降単に抜き取りの失敗という)。
また、把持治具によるスペーサの抜き取りが失敗すると、スペーサの外周端面と把持治具との間でこすれが生じるため、このこすれによって微粒子(パーティクル)等の異物が発生する場合がある。
特に、HDD装置に搭載する磁気ディスクの搭載枚数を多くしようとする場合、磁気ディスク間のスペーサの数も多くなる。このため、抜き取るスペーサの数が多くなるとともに、磁気ディスクに密着したスペーサの数も多くなるので、把持治具によってスペーサを抜き取ろうとするとき、スペーサの抜き取りの失敗がよりいっそう生じ易くなり、HDD装置の長期信頼性の低下の原因となる微粒子の発生を招き易い。
前記スペーサの外周端面の表面粗さRzは1.5μm以上である。
前記スキューネスは0.5以下であることがより好ましく、0以下であることがさらに好ましい。
前記スペーサの、少なくとも前記磁気ディスクと接する主表面上に導電膜が形成されている、ことが好ましい。
このとき、前記ハードディスクドライブ装置は、8枚以上の磁気ディスクを搭載する、ことが好ましい。
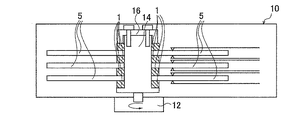
図1は、一実施形態のスペーサ1の外観斜視図であり、図2は、スペーサ1と磁気ディスク5との配置を説明する図である。図3は、スペーサ1が組み込まれるHDD装置の構造の一例を説明する要部断面図である。
図2に示すように、スペーサ1は、2つの磁気ディスク5の間に位置するように、スペーサ1と磁気ディスク5が交互に配置され、隣り合う磁気ディスク5間の隙間を所定の距離に保持する。なお、以下の実施形態で説明するスペーサ1は、2つの磁気ディスク5の間に磁気ディスク5に接するように設けられるスペーサを対象とするが、本発明の対象とするスペーサは、最上層あるいは最下層の磁気ディスク5のみと接するスペーサをも含む。なお、HDD装置の仕様によっては、最上層あるいは最下層の磁気ディスク5のみと接するスペーサ1が設けられない場合もある。
内周端面3は、スピンドル14と接する面であり、スピンドル14の外径よりもわずかに大きい内径の孔を囲む壁面である。
ここで、以降表面粗さパラメータとして説明するRa、Rz、スキューネスは、JIS B 0601−2001に準拠する。Raは算術平均粗さ、Rzは最大高さである。表面粗さは、例えば、スタイラスを用いる触針式の表面粗さ計を用いて測定されたデータから算出される。なお、使用するスタイラスは、先端曲率半径が2μm、円錐のテーパ角度が60°のものを用いることができる。その他の測定・算出パラメータに関して、測定長を80μm、測定分解能(ピッチ)を0.1μm、スキャン速度を0.1mm/秒、ローパスフィルタのカットオフ値(Ls)を2.5μm、ハイパスフィルタのカットオフ値(Lc)を80μmとすることができる。
スタイラスを用いて表面粗さパラメータを測定する場合、スペーサ1の厚さ方向にスタイラスを走査して表面粗を計測する。こうすることで、スペーサ1の端面の全面に円周方向の微細な溝を多数形成した場合であっても、表面粗さを正確に評価することができる。この表面に対してスタイラスを溝が延びる円周方向に走査して測定すると、スタイラスは溝に沿って走査するため、溝の凹凸が評価できない場合がある。すなわち、測定対象の表面に、一方向に延びる溝が形成されている場合は、この溝の延在方向に垂直な方向にスタイラスを走査する。
上記の表面粗さパラメータの値としては、評価する部分の表面について、例えば5回測定し、得られた5つの値の平均値を用いることができる。
外周端面2の表面粗さRzを1.5μm以上とするのは、磁気ディスク5とスペーサ1とを図2に示すように積層してHDD装置10のスピンドル14に嵌挿して磁気ディスク5及びスペーサ1を組み付けたHDD装置10から、特定の磁気ディスク5を取り出すとき、スペーサ1を取り出すために組み立て装置の把持治具が容易に把持して抜き取ることができるようにするためである。換言すると、把持治具がスペーサ1の外周端面2を把持してスピンドル14から取り出す際に、滑りにくくするためである。磁気ディスク5とスペーサ1は、トップクランプ16で押し付けられて固定されているので、スペーサ1が磁気ディスク5に密着し易く、組み立て装置の把持治具による抜き取りの失敗が、生じ易い。表面粗さRzを1.5μm未満とすると、抜き取りの失敗が急激に多くなる。
表面粗さRzを20μm超にすると、把持治具によるスペーサの把持のとき把持治具の表面が外周端面2の表面凹凸によって削られてパーティクル等の異物が発生する可能性が高まる。この点で、表面粗さRzは20μm以下であることが好ましい。パーティクル等の異物が発生する可能性をより低下させるためには、表面粗さRzは10μm以下であることがより好ましい。
また、表面粗さRzが2.0μm未満において抜き取りの失敗がない場合であっても、抜き取る際の摩擦が強いためにパーティクルが発生する場合がある。したがって、Rzは2.0μm以上であることがより好ましい。
溝の幅は、抜き取りの失敗がないように摩擦力を確保できる点から平均値で10μm以上であることが好ましい。他方、溝が大きすぎると溝と溝の間の凸形状の稜線上にバリが発生しやすくなる。詳細は後述するが、バリがあると把持する際にパーティクルが発生しやすくなる。よって、当該溝幅は平均値で300μm以下であることが好ましい。溝幅の平均値は、外周端面2の厚さ方向における所定長さの範囲にある溝の本数から概略計算することができる。溝の深さは平均値で20μm以下であることが好ましく、10μm以下であることがより好ましい。
なお、スペーサの外周端面には、組み付け時の磁気ディスク5のたわみ防止などの目的で、1〜3本程度の凹構造が円周方向に沿って設けられる場合がある。この凹構造の深さは、一般的に100μm以上であって上記溝(筋目)より明らかに大きいものであり、目視で容易に認識でき、上記溝(筋目)とは異なるものである。なお、上記凹構造と上記溝(筋目)は併用することも可能である。この場合、少なくとも上記凹構造以外の外周端面に上記溝(筋目)を設ければよい。
外周端面2に上述した溝(筋目)を形成する場合、溝と溝との間の凸形状に大きなバリがあると、スキューネスSkが1.2超になり易い。この点でも、スキューネスSkは、1.2以下であることが好ましい。
このように所定範囲のスキューネス及び表面粗さRzを持つ表面凹凸によって、組み立て装置の把持治具と外周端面2との摩擦力を高めて、スペーサ1の抜き取りの失敗を抑制し、かつパーティクル等の異物の発生を抑制することができる。
導電膜をスペーサ1に形成する場合、通常はスペーサ1の表面全体に形成するが、静電気をスピンドル14(図3参照)を通して外部に逃がすことができれば、必ずしもスペーサ1の全体に設けなくてもよい。磁気ディスク5と接触するスペーサ1の上下の主表面4に形成されていれば、外周端面2と内周端面3については、上下の主表面4上の導電膜を導通できるように、例えば内周端面3にだけに形成することもできる。また、スペーサ1が金属や導電性のガラスまたはセラミックスから形成されているときには、直接スペーサ1を通して磁気ディスク5に帯電する静電気を外部に逃がすことができるので、導電膜は設けなくてもよい。
導電膜の厚さは上記静電気を外部に逃がすことができる電気伝導性を有する程度でよく、例えば0.01〜10μmである。このような導電膜を外周端面2に形成した場合においても、膜厚が薄いため、外周端面2における導電膜の表面粗さRz、スキューネスSkの数値範囲は上記範囲である。
この場合、磁気ディスク5のガラス基板における熱膨張係数に略等しいガラスをスペーサ1に用いることが好ましい。ガラス製のスペーサの材質は、特に限定されるものではなく、アルミノシリケートガラス、ソーダライムガラス、ソーダアルミノケイ酸ガラス、アルミノボロンシリケートガラス、ボロンシリケートガラス、石英ガラスまたは結晶化ガラスなどが挙げられる。スペーサ1をアモルファスのアルミノシリケートガラスで構成する場合は例えば、二酸化ケイ素(SiO2):59〜63質量%、酸化アルミニウム(Al2O3):5〜16質量%、酸化リチウム(Li2O):2〜10質量%、酸化ナトリウム(Na2O):2〜12質量%、酸化ジルコニウム(ZrO2):0〜5質量%を成分とするガラスを用いることができる。このガラスは、剛性が高く、熱膨張係数が低い点で、スペーサ1に好適である。ソーダライムガラスは例えば、SiO2:65〜75質量%、Al2O3:1〜6質量%、CaO:2〜7質量%、Na2O:5〜17質量%、ZrO2:0〜5質量%を成分とするアモルファスのガラスを用いることができる。このガラスは、比較的柔らかく研削や研磨が容易であるので、表面平滑度を高め易い点で、スペーサ1に適している。なお、スペーサ1を金属で構成する場合、アルミニウム系やチタン系の合金(単体も含む)、ステンレスなどを用いることができる。
ダイヤモンド砥粒は、金属や樹脂により砥石に固定されることができる。また、ナイロン等の毛材を備えた研磨ブラシを用いて端面研磨してもよい。これらの端面加工は、磁気ディスク用ガラス基板の端面部の加工と同様に、スペーサ1となる前のワークであるリング状ガラスと、ツールである総型砥石や研磨ブラシとの双方を回転させながら接触させることで実行することができる。ここで、リング状ガラスをその中心軸の周りに回転させることで、端面の表面に上述した円周方向の溝を形成することができる。
また、フッ酸やケイフッ酸を含むエッチング液を用いて化学的に研磨してもよい。
これらの研削方法及び研磨方法を適宜組み合わせることで所望の表面形状の外周端面を形成することができる。
スペーサ1の外周端面2及び内周端面3を研削及び/又は研磨した後、つづいて主表面4を研削及び/又は研磨をする。
実施形態のスペーサ1の効果を確認するために、外周端面2の表面凹凸を種々変更したスペーサを作製した(サンプル1〜26)。まず、板状ガラスをリング状に切り出した素材に対し、外周端部及び内周端部を、総形砥石を用いて研削し、外周端面2、内周端面3、及び面取面を形成した。次に、主表面4に対し、アルミナ粒子を含む遊離砥粒によるラッピング処理と、セリア粒子を含む遊離砥粒による研磨処理と、洗浄処理とを行った。作製したスペーサの内径は25mm、外径は32mm、厚さは2mmである。面取面の角度は45度であり、面取面の半径方向の幅は150μmであり、面取面の仕様は全て同じとした。
外周端面2における種々の表面凹凸の形態を作るために、総形砥石の砥粒サイズを変えた。後述するサンプル1〜11では、外周端面のスキューネスSkが0〜−0.5の範囲内となるように、研削加工の終盤に砥石の押圧力をゼロにする時間を設けた。後述するサンプル12〜26では、外周端面2の表面粗さRzを20μm、10μm、及び2μmにして、それぞれにおいてスキューネスSkを調整した。スキューネスSkの調整は、サンプルを総型砥石を用いて研削加工する際、研削加工の終盤に総型砥石にサンプルを押し付ける押圧力をゼロにする時間を調整することにより行った。また、全てのサンプルの内周端面3における表面粗さRzは5μmに揃え、主表面4における表面粗さRaは、0.1μmになるようにした。ここで、サンプル3〜26は実施例、サンプル1及び2は比較例である。
下記表1に、ガラス製のスペーサの外周端面のRzの仕様と、その評価結果を示す。
レベル1:パーティクルの数0〜5個
レベル2:パーティクルの数6〜10個
レベル3:パーティクルの数11〜15個
レベル4:パーティクルの数16個以上
下記表2に、ガラス製のスペーサの外周端面のRzの仕様と、その評価結果を示す。

10回の作業の開始前及び完了後の磁気ディスクの主表面を、レーザ式の表面欠陥解析装置でスキャンして差分を取ることで増加したパーティクルをカウントした。外周端面の表面粗さRzが同じ値のグループ(サンプル12〜16のグループ、サンプル17〜21のグループ、サンプル22〜26のグループ)それぞれにおいて、スキューネスSk=0のサンプルのパーティクルのカウント数を基準(100%)としたときの各サンプルのパーティクルのカウント数の指数を算出し、算出した指数によってランクA〜Cで評価した。サンプル12〜26において指数が130%を超えるものはなかった。
ランクA:指数が100%以下。
ランクB:指数が100%超〜110%以下。
ランクC:指数が110%超〜130%以下。
なお、ランクCでも実用上問題なく使用できるレベルである。
表3に、スペーサの外周端面のRz及びスキューネスSkの仕様と、その評価結果を示す。
表2より、外周端面の表面粗さRzを20μm以下にすることで、パーティクルの数が少なくなり、HDD装置の長期信頼性を確保する点から好ましい、ことがわかる。
表3より、スキューネスSkを1.2以下にすることで、パーティクルの数が少なくなり、HDD装置の長期信頼性を確保する点から好ましい、ことがわかる。スキューネスSkは、0以下であることがより好ましいこともわかる。
2 外周端面
3 内周端面
4 主表面
5 磁気ディスク
10 ハードディスクドライブ装置
12 モーター
14 スピンドル
16 トップクランプ
Claims (8)
- ハードディスクドライブ装置内において磁気ディスクに接するように設けられるリング状のスペーサであって、
前記スペーサの外周端面の表面粗さRzは1.5μm以上である、ことを特徴とするスペーサ。 - 前記外周端面の表面粗さRzは20μm以下である、請求項1に記載のスペーサ。
- 前記外周端面には、前記スペーサの外周に沿って延びる溝が形成されている、請求項1又は2に記載のスペーサ。
- 前記外周端面のスキューネスは、1.2以下である、請求項1〜3のいずれか1項に記載のスペーサ。
- 前記スペーサは、ガラスで構成されている、請求項1〜4のいずれか1項に記載のスペーサ。
- 前記スペーサの表面に導電膜が形成されている、請求項1〜5のいずれか1項に記載のスペーサ。
- 請求項1〜6のいずれか1項に記載のスペーサを含むハードディスクドライブ装置。
- 8枚以上の磁気ディスクを搭載する、請求項7に記載のハードディスクドライブ装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017167236 | 2017-08-31 | ||
| JP2017167236 | 2017-08-31 | ||
| PCT/JP2018/032488 WO2019045074A1 (ja) | 2017-08-31 | 2018-08-31 | スペーサ及びハードディスクドライブ装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019060618A Division JP7165611B2 (ja) | 2017-08-31 | 2019-03-27 | スペーサ及びハードディスクドライブ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6505960B1 true JP6505960B1 (ja) | 2019-04-24 |
| JPWO2019045074A1 JPWO2019045074A1 (ja) | 2019-11-07 |
Family
ID=65525849
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019508271A Active JP6505960B1 (ja) | 2017-08-31 | 2018-08-31 | スペーサ及びハードディスクドライブ装置 |
| JP2019060618A Active JP7165611B2 (ja) | 2017-08-31 | 2019-03-27 | スペーサ及びハードディスクドライブ装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019060618A Active JP7165611B2 (ja) | 2017-08-31 | 2019-03-27 | スペーサ及びハードディスクドライブ装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US10872635B2 (ja) |
| JP (2) | JP6505960B1 (ja) |
| CN (2) | CN110651326B (ja) |
| PH (1) | PH12019502613A1 (ja) |
| WO (1) | WO2019045074A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7069279B1 (ja) | 2020-11-19 | 2022-05-17 | 株式会社Uacj | 磁気ディスク装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6505960B1 (ja) * | 2017-08-31 | 2019-04-24 | Hoya株式会社 | スペーサ及びハードディスクドライブ装置 |
| US11031038B2 (en) * | 2018-02-01 | 2021-06-08 | Hoya Corporation | Glass spacer, hard disk drive apparatus, and method for manufacturing glass spacer |
| CN115176310A (zh) * | 2020-03-06 | 2022-10-11 | 豪雅株式会社 | 玻璃间隔件的制造方法、玻璃间隔件和硬盘驱动器装置 |
| US11676633B2 (en) * | 2021-04-28 | 2023-06-13 | Seagate Technology Llc | Coated disk separator plate, electronic devices that include one or more coated disk separator plates, and related methods of making and using |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62175980A (ja) * | 1986-01-29 | 1987-08-01 | Hoya Corp | 磁気デイスク装置 |
| JP2001118306A (ja) * | 1999-10-21 | 2001-04-27 | Hitachi Ltd | 磁気ディスク装置 |
| JP2001307452A (ja) * | 2000-04-26 | 2001-11-02 | Nippon Sheet Glass Co Ltd | ガラススペーサおよびそれを用いた情報記録装置 |
| JP2002230933A (ja) * | 2001-01-31 | 2002-08-16 | Kyocera Corp | 磁気ディスク基板用保持部材及びこれを用いた磁気ディスク装置 |
| JP2003045139A (ja) * | 2001-07-30 | 2003-02-14 | Kyocera Corp | 磁気ディスク基板保持用スペーサ |
| JP2003272336A (ja) * | 2002-03-18 | 2003-09-26 | Asahi Glass Co Ltd | 磁気ディスク用ガラス製取付け部材およびその製造方法 |
| JP2004348860A (ja) * | 2003-05-22 | 2004-12-09 | Hitachi Global Storage Technologies Inc | 磁気ディスク装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5845112B2 (ja) * | 1978-11-29 | 1983-10-07 | 日本電信電話株式会社 | 磁気デイスク装置 |
| US5596462A (en) * | 1994-11-29 | 1997-01-21 | International Business Machines Corporation | Data storage disk clamp apparatus for minimizing disk clamping force and surface area |
| US5969902A (en) * | 1995-03-15 | 1999-10-19 | Kyocera Corporation | Support magnetic disk substrate and magnetic disk unit using the support member composed of Forsterite and an iron based component |
| JPH09115216A (ja) * | 1995-10-19 | 1997-05-02 | Hitachi Ltd | 磁気ディスク装置のスピンドル構造及び磁気ディスク装置 |
| US5724208A (en) * | 1996-04-30 | 1998-03-03 | Kabushiki Kaisha Soode Nagano | Hard disc spacer and hard disc clamp |
| US6615613B1 (en) * | 1999-09-30 | 2003-09-09 | Hoya Corporation | Method of grinding a substrate and method of manufacturing a glass substrate and a magnetic recording medium by the use of the glass substrate |
| JP2003272337A (ja) * | 2002-03-18 | 2003-09-26 | Asahi Glass Co Ltd | 磁気ディスク用ガラス製スペーサリングの製造方法およびスペーサリング |
| JP2003288766A (ja) * | 2002-03-28 | 2003-10-10 | Kyocera Corp | 磁気ディスク基板用保持部材及びその製造方法 |
| JP2003308672A (ja) | 2002-04-09 | 2003-10-31 | Asahi Glass Co Ltd | 磁気ディスク用リング状スペーサの加工方法および磁気ディスク用リング状スペーサ |
| KR100604861B1 (ko) * | 2004-05-29 | 2006-07-31 | 삼성전자주식회사 | 디스크 스페이서와 이를 구비한 스핀들 모터 조립체 |
| KR100585151B1 (ko) * | 2004-07-05 | 2006-05-30 | 삼성전자주식회사 | 하드 디스크 드라이브 |
| KR100660847B1 (ko) * | 2004-12-18 | 2006-12-26 | 삼성전자주식회사 | 데이터 기록용 디스크와 이를 구비한 하드 디스크 드라이브 |
| US7239121B2 (en) * | 2005-03-11 | 2007-07-03 | Hitachi Global Storage Technologies Netherlands B.V. | Quantative extraction of micro particles from metallic disk spacer rings |
| JP2006294099A (ja) * | 2005-04-07 | 2006-10-26 | Asahi Glass Co Ltd | 磁気記録媒体用ガラス基板の周面研磨装置及び製造方法 |
| JP2011198429A (ja) * | 2010-03-23 | 2011-10-06 | Hoya Corp | 磁気ディスク用ガラス基板およびその評価方法 |
| JP5029777B1 (ja) * | 2011-11-22 | 2012-09-19 | 旭硝子株式会社 | 磁気記録媒体用ガラス基板、および該磁気記録媒体用ガラス基板を用いた磁気記録媒体 |
| US9711175B2 (en) * | 2013-12-26 | 2017-07-18 | Hoya Corporation | Magnetic-disk substrate having a small waviness, for use as a magnetic disk, and a magnetic-disk drive device for use with the magnetic disk |
| JP6505960B1 (ja) * | 2017-08-31 | 2019-04-24 | Hoya株式会社 | スペーサ及びハードディスクドライブ装置 |
| US11031038B2 (en) * | 2018-02-01 | 2021-06-08 | Hoya Corporation | Glass spacer, hard disk drive apparatus, and method for manufacturing glass spacer |
-
2018
- 2018-08-31 JP JP2019508271A patent/JP6505960B1/ja active Active
- 2018-08-31 CN CN201880033100.0A patent/CN110651326B/zh active Active
- 2018-08-31 WO PCT/JP2018/032488 patent/WO2019045074A1/ja active Application Filing
- 2018-08-31 CN CN202210035499.4A patent/CN114388000B/zh active Active
- 2018-08-31 US US16/634,079 patent/US10872635B2/en active Active
-
2019
- 2019-03-27 JP JP2019060618A patent/JP7165611B2/ja active Active
- 2019-11-21 PH PH12019502613A patent/PH12019502613A1/en unknown
-
2020
- 2020-12-03 US US17/111,068 patent/US11238895B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62175980A (ja) * | 1986-01-29 | 1987-08-01 | Hoya Corp | 磁気デイスク装置 |
| JP2001118306A (ja) * | 1999-10-21 | 2001-04-27 | Hitachi Ltd | 磁気ディスク装置 |
| JP2001307452A (ja) * | 2000-04-26 | 2001-11-02 | Nippon Sheet Glass Co Ltd | ガラススペーサおよびそれを用いた情報記録装置 |
| JP2002230933A (ja) * | 2001-01-31 | 2002-08-16 | Kyocera Corp | 磁気ディスク基板用保持部材及びこれを用いた磁気ディスク装置 |
| JP2003045139A (ja) * | 2001-07-30 | 2003-02-14 | Kyocera Corp | 磁気ディスク基板保持用スペーサ |
| JP2003272336A (ja) * | 2002-03-18 | 2003-09-26 | Asahi Glass Co Ltd | 磁気ディスク用ガラス製取付け部材およびその製造方法 |
| JP2004348860A (ja) * | 2003-05-22 | 2004-12-09 | Hitachi Global Storage Technologies Inc | 磁気ディスク装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7069279B1 (ja) | 2020-11-19 | 2022-05-17 | 株式会社Uacj | 磁気ディスク装置 |
| WO2022107680A1 (ja) * | 2020-11-19 | 2022-05-27 | 株式会社Uacj | 磁気ディスク装置 |
| JP2022081217A (ja) * | 2020-11-19 | 2022-05-31 | 株式会社Uacj | 磁気ディスク装置 |
| US11935559B2 (en) | 2020-11-19 | 2024-03-19 | Uacj Corporation | Magnetic disk device |
Also Published As
| Publication number | Publication date |
|---|---|
| US11238895B2 (en) | 2022-02-01 |
| PH12019502613A1 (en) | 2020-12-07 |
| CN114388000B (zh) | 2024-01-30 |
| US20200234731A1 (en) | 2020-07-23 |
| WO2019045074A1 (ja) | 2019-03-07 |
| JP2019125412A (ja) | 2019-07-25 |
| US10872635B2 (en) | 2020-12-22 |
| CN114388000A (zh) | 2022-04-22 |
| CN110651326A (zh) | 2020-01-03 |
| JP7165611B2 (ja) | 2022-11-04 |
| JPWO2019045074A1 (ja) | 2019-11-07 |
| US20210090603A1 (en) | 2021-03-25 |
| CN110651326B (zh) | 2022-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6505960B1 (ja) | スペーサ及びハードディスクドライブ装置 | |
| JP7202947B2 (ja) | ガラススペーサ及びハードディスクドライブ装置 | |
| JP7092689B2 (ja) | 磁気ディスク用基板及び磁気ディスク | |
| JP6684975B2 (ja) | ガラススペーサ、ハードディスクドライブ装置、及びガラススペーサの製造方法 | |
| US20160372147A1 (en) | Magnetic-disk glass substrate | |
| JP2006079800A (ja) | 磁気記録媒体用シリコン基板及びその製造方法並びに磁気記録媒体 | |
| JP2003272336A (ja) | 磁気ディスク用ガラス製取付け部材およびその製造方法 | |
| WO2020032146A1 (ja) | 磁気ディスク用基板及び磁気ディスク | |
| JP2006085887A (ja) | 磁気記録媒体用シリコン基板及びその製造方法並びに磁気記録媒体 | |
| JP6664530B2 (ja) | 磁気ディスク用基板、磁気ディスク、及び、磁気ディスクドライブ装置 | |
| JP6360512B2 (ja) | 磁気ディスク用基板、磁気ディスク、磁気ディスク用基板の製造方法、円板状基板の製造方法 | |
| JP2010227766A (ja) | 洗浄用ブラシ | |
| JP6063044B2 (ja) | キャリア、磁気ディスク用基板の製造方法及び磁気ディスクの製造方法 | |
| JP2013004114A (ja) | 支持治具及び磁気記録媒体用ガラス基板の製造方法 | |
| JP2000036114A (ja) | 磁気ディスク用ガラス基板 | |
| JP2007193932A (ja) | 磁気ディスク用基板及び磁気ディスク | |
| JP2015205364A (ja) | 板状体の製造方法、およびゴム砥石 | |
| JP2012035330A (ja) | 磁気記録媒体用ガラス基板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190214 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20190214 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190327 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6505960 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |