JP6446992B2 - ねじ軸の研削方法、ねじ軸の研削装置、ねじ軸の製造方法 - Google Patents
ねじ軸の研削方法、ねじ軸の研削装置、ねじ軸の製造方法 Download PDFInfo
- Publication number
- JP6446992B2 JP6446992B2 JP2014213034A JP2014213034A JP6446992B2 JP 6446992 B2 JP6446992 B2 JP 6446992B2 JP 2014213034 A JP2014213034 A JP 2014213034A JP 2014213034 A JP2014213034 A JP 2014213034A JP 6446992 B2 JP6446992 B2 JP 6446992B2
- Authority
- JP
- Japan
- Prior art keywords
- screw shaft
- grinding
- amount
- expansion
- contraction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G1/00—Thread cutting; Automatic machines specially designed therefor
- B23G1/36—Thread cutting; Automatic machines specially designed therefor by grinding
- B23G1/38—Thread cutting; Automatic machines specially designed therefor by grinding with grinding discs guided along the workpiece in accordance with the pitch of the required thread
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/18—Compensation of tool-deflection due to temperature or force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/02—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent
Description
砥石車に接触させたねじ軸を回転させながら軸方向へ所定の移動量だけ移動させることで研削を行うねじ軸の研削方法において、
n条のねじ溝を形成するために、1条目のねじ溝を、
前記ねじ軸の伸縮量を検出し、前記伸縮量に基づいて前記ねじ軸の移動量を補正し、かつ前記ねじ軸の移動と回転を同期するための前記ねじ軸の回転量を算出する第1工程と、
前記第1工程で検出した前記伸縮量に基づいて研削開始位置を補正する第2工程と、
前記ねじ軸を前記第1工程で補正した移動量だけ移動させるとともに前記ねじ軸を前記第1工程で算出した回転量だけ回転させて研削を行う第3工程とにより形成し、
前記第1工程で検出した前記伸縮量を2条目以降のねじ溝の形成時に考慮するデータとして保存し、
2条目以降のねじ溝を、
前記ねじ軸を360/n度だけ回転させて研削開始位置を変更する第4工程と、
前記第1〜3工程とにより形成するねじ軸の研削方法を提供する。
砥石車に接触させたねじ軸を回転させながら軸方向へ所定の移動量だけ移動させることで研削を行うねじ軸の研削装置において、
前記ねじ軸の伸縮量を検出する検出器と、
前記ねじ軸の移動と回転を制御するNC装置とを有し、
前記NC装置は、n条のねじ溝を形成するために、1条目のねじ溝の研削を、前記伸縮量に基づいて前記ねじ軸の移動量を補正し、かつ前記ねじ軸の移動と回転を同期するための前記ねじ軸の回転量を算出し、前記伸縮量に基づいて研削開始位置を補正し、前記ねじ軸を補正した移動量だけ移動させるとともに前記回転量だけ回転させて行い、前記伸縮量を2条目以降のねじ溝の形成時に考慮するデータとして保存し、2条目以降のねじ溝の研削を、前記ねじ軸を360/n度だけ回転させて研削開始位置を変更し、前記1条目のねじ溝の研削と同様に行うねじ軸の研削装置を提供する。
また本発明は、
上記ねじ軸の研削方法又は上記ねじ軸の研削装置を用いるねじ軸の製造方法を提供する。
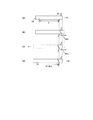
図1(a)に本実施形態に係る研削装置1は、円柱状の軸部材の外周面を研削して螺旋状のねじ溝を形成するためのものであり、主軸2、テールストック3、送りテーブル4、砥石車5、検出器6及びNC装置8を備えてなる。
なお、温度変化によるねじ軸10の軸方向への伸縮は一様とする。ねじ軸10の図1(a)中の左端は主軸2によって伸び拘束されているため、ねじ軸10の伸び変形はテールストック3側、即ち図1(a)の右方へ向かってするものとする。砥石車5の軸方向における位置は一定で、研削はねじ軸10のテールストック3側から主軸2側へ向かって行うものとする。主軸2の回転速度と送りテーブル4の移動速度は一定とする。
2 主軸
3 テールストック
4 送りテーブル
5 砥石車
6 検出器
8 NC装置
10 ねじ軸
12 主軸用モータ
17 送りテーブル用モータ
Claims (4)
- 砥石車に接触させたねじ軸を回転させながら軸方向へ所定の移動量だけ移動させることで研削を行うねじ軸の研削方法において、
n条のねじ溝を形成するために、1条目のねじ溝を、
前記ねじ軸の伸縮量を検出し、前記伸縮量に基づいて前記ねじ軸の移動量を補正し、かつ前記ねじ軸の移動と回転を同期するための前記ねじ軸の回転量を算出する第1工程と、
前記第1工程で検出した前記伸縮量に基づいて研削開始位置を補正する第2工程と、
前記ねじ軸を前記第1工程で補正した移動量だけ移動させるとともに前記ねじ軸を前記第1工程で算出した回転量だけ回転させて研削を行う第3工程とにより形成し、
前記第1工程で検出した前記伸縮量を2条目以降のねじ溝の形成時に考慮するデータとして保存し、
2条目以降のねじ溝を、
前記ねじ軸を360/n度だけ回転させて研削開始位置を変更する第4工程と、
前記第1〜3工程とにより形成するねじ軸の研削方法。 - 前記ねじ軸の一端を回転可能かつ軸方向に拘束するように保持して前記各工程を行う請求項1に記載のねじ軸の研削方法。
- 砥石車に接触させたねじ軸を回転させながら軸方向へ所定の移動量だけ移動させることで研削を行うねじ軸の研削装置において、
前記ねじ軸の伸縮量を検出する検出器と、
前記ねじ軸の移動と回転を制御するNC装置とを有し、
前記NC装置は、n条のねじ溝を形成するために、1条目のねじ溝の研削を、前記伸縮量に基づいて前記ねじ軸の移動量を補正し、かつ前記ねじ軸の移動と回転を同期するための前記ねじ軸の回転量を算出し、前記伸縮量に基づいて研削開始位置を補正し、前記ねじ軸を補正した移動量だけ移動させるとともに前記回転量だけ回転させて行い、前記伸縮量を2条目以降のねじ溝の形成時に考慮するデータとして保存し、2条目以降のねじ溝の研削を、前記ねじ軸を360/n度だけ回転させて研削開始位置を変更し、前記1条目のねじ溝の研削と同様に行うねじ軸の研削装置。 - 請求項1若しくは2に記載のねじ軸の研削方法又は請求項3に記載のねじ軸の研削装置を用いるねじ軸の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014213034A JP6446992B2 (ja) | 2014-10-17 | 2014-10-17 | ねじ軸の研削方法、ねじ軸の研削装置、ねじ軸の製造方法 |
| PCT/JP2015/078455 WO2016060036A1 (ja) | 2014-10-17 | 2015-10-07 | ねじ軸の研削方法、ねじ軸の研削装置 |
| TW104133358A TW201622856A (zh) | 2014-10-17 | 2015-10-12 | 螺桿軸之硏削方法、螺桿軸之硏削裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014213034A JP6446992B2 (ja) | 2014-10-17 | 2014-10-17 | ねじ軸の研削方法、ねじ軸の研削装置、ねじ軸の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016078182A JP2016078182A (ja) | 2016-05-16 |
| JP2016078182A5 JP2016078182A5 (ja) | 2017-08-17 |
| JP6446992B2 true JP6446992B2 (ja) | 2019-01-09 |
Family
ID=55746583
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014213034A Active JP6446992B2 (ja) | 2014-10-17 | 2014-10-17 | ねじ軸の研削方法、ねじ軸の研削装置、ねじ軸の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6446992B2 (ja) |
| TW (1) | TW201622856A (ja) |
| WO (1) | WO2016060036A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018012151A (ja) * | 2016-07-20 | 2018-01-25 | 株式会社ジェイテクト | ウォームの製造方法 |
| CN109834346B (zh) * | 2017-11-24 | 2020-11-27 | 株式会社三信 | 滚珠丝杠研磨方法及其装置 |
| CN112775446B (zh) * | 2020-12-15 | 2022-08-26 | 大连德迈仕精密科技股份有限公司 | 一种螺杆轴零件的螺纹倒角装置与工艺方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3728823A (en) * | 1970-05-05 | 1973-04-24 | Toyoda Machine Works Ltd | Thread grinding machine |
| JPS60228019A (ja) * | 1984-04-23 | 1985-11-13 | Yamazaki Mazak Corp | 数値制御旋盤における多条ねじの切削制御方法 |
| JPH0710481B2 (ja) * | 1986-04-01 | 1995-02-08 | 株式会社不二越 | Ncブロ−チ研削盤 |
| JP2590531B2 (ja) * | 1988-05-20 | 1997-03-12 | 日本精工株式会社 | ねじ軸有効径のインプロセス測定方法および装置 |
| JPH05189019A (ja) * | 1992-01-09 | 1993-07-30 | Toshiba Mach Co Ltd | 工作機械の数値制御装置 |
| JP3700255B2 (ja) * | 1996-06-04 | 2005-09-28 | 日本精工株式会社 | ねじ軸研削方法およびねじ軸の伸縮補正研削装置 |
| JP6107210B2 (ja) * | 2013-02-20 | 2017-04-05 | 日本精工株式会社 | ねじ部の加工方法及び加工装置 |
-
2014
- 2014-10-17 JP JP2014213034A patent/JP6446992B2/ja active Active
-
2015
- 2015-10-07 WO PCT/JP2015/078455 patent/WO2016060036A1/ja active Application Filing
- 2015-10-12 TW TW104133358A patent/TW201622856A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| TW201622856A (zh) | 2016-07-01 |
| WO2016060036A1 (ja) | 2016-04-21 |
| JP2016078182A (ja) | 2016-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6446992B2 (ja) | ねじ軸の研削方法、ねじ軸の研削装置、ねじ軸の製造方法 | |
| KR102644898B1 (ko) | 양나사체 제조 방법, 양나사체 제조 프로그램 | |
| JP6461963B2 (ja) | 素管を管に成形するための冷間ピルガー圧延ミル及び方法 | |
| JP5778805B2 (ja) | タレットの割り出し位置を検出する機能を有する工具交換装置 | |
| JP2020044593A (ja) | 歯車加工装置及び歯車加工方法 | |
| JP2015030029A (ja) | リングローリングミル | |
| JP6107210B2 (ja) | ねじ部の加工方法及び加工装置 | |
| CN104741493A (zh) | 成形轧制设备和成形轧制方法 | |
| JP6089774B2 (ja) | 研削盤および研削方法 | |
| US9238297B2 (en) | Actual grinding depth measurement method, machining method, and machine tool | |
| CN104139335B (zh) | 磨床 | |
| JP2014217905A (ja) | 歯車研削方法及び装置 | |
| JP2016078182A5 (ja) | ||
| JP6578772B2 (ja) | 円筒研削方法及び円筒研削盤 | |
| JP6277705B2 (ja) | 研削盤および研削方法 | |
| JP2014172112A (ja) | 歯車加工方法 | |
| JP2018069412A (ja) | 複数のボールネジの製造方法及び工作機械 | |
| JP6102245B2 (ja) | リング状ワークの変形矯正装置 | |
| JP5935568B2 (ja) | 研削盤および研削方法 | |
| JP5611061B2 (ja) | 内面研削盤 | |
| JP5133770B2 (ja) | 研削盤を用いたワークの研削方法 | |
| JP6576370B2 (ja) | 研削装置および研削方法 | |
| JP5962247B2 (ja) | 工具先端位置補正装置 | |
| JP2005178285A (ja) | 多軸駆動装置 | |
| JP6102502B2 (ja) | 研削盤および研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170605 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180508 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180704 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20180704 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6446992 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |