JP2020044593A - 歯車加工装置及び歯車加工方法 - Google Patents
歯車加工装置及び歯車加工方法 Download PDFInfo
- Publication number
- JP2020044593A JP2020044593A JP2018173214A JP2018173214A JP2020044593A JP 2020044593 A JP2020044593 A JP 2020044593A JP 2018173214 A JP2018173214 A JP 2018173214A JP 2018173214 A JP2018173214 A JP 2018173214A JP 2020044593 A JP2020044593 A JP 2020044593A
- Authority
- JP
- Japan
- Prior art keywords
- gear
- tooth surface
- cutting
- workpiece
- point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/12—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by planing or slotting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/12—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by planing or slotting
- B23F5/16—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by planing or slotting the tool having a shape similar to that of a spur wheel or part thereof
- B23F5/163—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by planing or slotting the tool having a shape similar to that of a spur wheel or part thereof the tool and workpiece being in crossed axis arrangement, e.g. skiving, i.e. "Waelzschaelen"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F15/00—Methods or machines for making gear wheels of special kinds not covered by groups B23F7/00 - B23F13/00
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gear Processing (AREA)
Abstract
Description
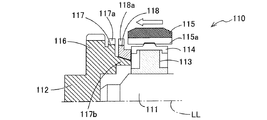
以下、本発明に係る歯車加工装置及び歯車加工方法を適用した実施形態について、図面を参照しながら説明する。まず、図1を参照して、本発明の一実施形態における歯車加工装置1の概略構成を説明する。
次に、図2を参照して、歯切り工具40の概略構成について説明する。図2に示すように、歯切り工具40は、ねじれ角を有する複数の工具刃41を備える。複数の工具刃41は、歯切り工具40の軸線L方向から見た形状がインボリュート曲線形状に形成される。各々の工具刃41には、歯切り工具40の先端側(図2下側)を向く端面42に、歯切り工具40の軸線L方向に直交する平面に対して角度γだけ傾斜したすくい角を有するすくい面43が設けられる。また、各々の工具刃41は、歯切り工具40の軸線Lと平行な直線に対し、角度δだけ傾斜した前逃げ角が設けられる。
次に、図3を参照して、加工制御部100について説明する。加工制御部100は、工作物W及び歯切り工具40の回転を制御すると共に、工作物Wに対する歯切り工具40の相対的な送り動作を行う。図3に示すように、加工制御部100は、工具回転制御部101と、工作物回転制御部102と、チルト制御部103と、位置制御部104と、加工プログラム記憶部105と、演算部106とを備える。
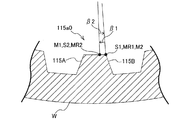
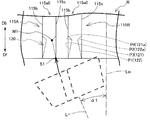
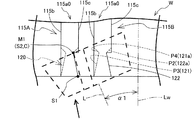
次に、補正角βについて説明する。本実施形態において、補正角βは、以下のように定義される。即ち、歯切り工具40が工作物Wを切削する位置を「切削点C」とした場合、切削加工を開始する時点での切削点Cを「始点S」とし、始点Sから歯切り工具40を所定の送り量Fだけ送った時点での切削点Cを「移動点M」と定義する。また、所定の基準同期回転状態で工作物W及び歯切り工具40を回転させながら、始点Sから所定の送り量Fだけ送った時点での切削点Cを「基準移動点MR」と定義する。そして、始点Sから歯切り工具40を所定の送り量Fだけ送る際に、基準移動点MRに対して移動点Mの位相をずらすときに設定する工作物Wの周方向一方側への位相ずれ角度を「補正角β」と定義する。
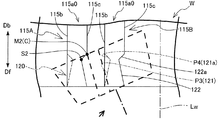
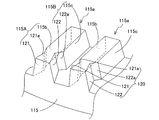
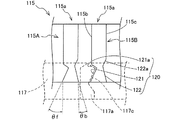
ここで、図5から図7Bを参照して、右歯面115cに右テーパ歯面122及び右サブ歯面122aを形成する際の歯車加工装置1の動作を説明する。なお、図5に示すグラフの横軸は、送り動作を開始してからの経過時間を示す。また、t1は、右テーパ歯面122を切削加工する際の送り動作を終了した時間を示し、t2は、右サブ歯面122aを切削加工する際の送り動作を開始した時間を示す。
次に、図8に示すフローチャートを参照して、加工制御部100により実行される特殊歯形加工処理について説明する。特殊歯形加工処理は、工作物Wの内周面にスプライン歯115a0を形成した後、右側面115Bに右テーパ歯面122及び右サブ歯面122aを形成する際に実行される処理である。
以上、上記実施形態に基づき本発明を説明したが、本発明は上記実施形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の変形改良が可能であることは容易に推察できるものである。また、上記実施形態では、スプライン歯115a0にギヤ抜け防止部120を形成する場合に本発明を適用する場合について説明したが、ギヤ抜け防止部120を形成する場合以外にも本発明を適用することが可能である。
Claims (14)
- 工作物の軸線の平行線に対して歯切り工具の軸線を傾斜させた状態で、歯切り工具と工作物とを同期回転させつつ、前記工作物の軸線方向に沿って前記歯切り工具を前記工作物に対して相対的に送ることにより、前記工作物を切削加工し、歯車を創成する歯車加工装置であって、
前記歯車が有する複数の歯の各々の側面は、
第一歯面と、
前記第一歯面に連続して形成され、前記第一歯面とはねじれ角が異なる第二歯面と、
を備え、
前記歯車加工装置は、前記工作物及び前記歯切り工具の回転を制御すると共に、前記工作物に対する前記歯切り工具の相対的な送り動作を制御する加工制御部を備え、
前記各々の側面に対して前記歯切り工具が切削する切削点とし、切削加工を開始した時点での前記切削点を始点とし、前記始点から前記歯切り工具を所定の送り量だけ送った時点での前記切削点を移動点と定義し、
所定の基準同期回転状態で前記工作物及び前記歯切り工具を回転させながら、前記始点から前記所定の送り量だけ送った時点での前記切削点を基準移動点と定義し、
前記始点から前記歯切り工具を前記所定の送り量だけ送る際に、前記基準移動点に対して前記移動点の位相をずらすときに設定する前記工作物の周方向一方側への位相ずれ角度を補正角と定義すると、
前記加工制御部は、一回の前記送り動作の中で前記第一歯面及び前記第二歯面を連続して切削加工すると共に、前記第一歯面の切削加工時と前記第二歯面の切削加工時とで前記補正角を変更する、歯車加工装置。 - 前記加工制御部は、前記第一歯面の切削加工を終了してから前記第二歯面の切削加工を開始するまでの間、前記送り動作を一時停止する、請求項1に記載の歯車加工装置。
- 前記加工制御部は、前記第一歯面の切削加工を終了してから前記第二歯面の切削加工を開始するまでの間、前記送り動作を減速しながら行う、請求項1に記載の歯車加工装置。
- 前記加工制御部は、前記第一歯面の切削加工を開始してから前記第二歯面の切削加工を終了するまでの間、前記送り動作を一定速度で行う、請求項1に記載の歯車加工装置。
- 前記加工制御部は、前記第一歯面の切削加工を終了してから前記第二歯面の切削加工を開始するまでの間、前記補正角を0度に設定する、請求項2−4の何れか一項に記載の歯車加工装置。
- 前記加工制御部は、前記第一歯面の切削時及び前記第二歯面の切削時の何れか一方において前記補正角を正の角度に設定しつつ、前記第一歯面の切削時及び前記第二歯面の切削時の何れか他方において前記補正角を負の角度に設定する、請求項1−5の何れか一項に記載の歯車加工装置。
- 前記加工制御部は、前記第一歯面の切削加工時と前記第二歯面の切削加工時とで前記歯切り工具に対する前記工作物の回転速度比を変更する、請求項1−6の何れか一項に記載の歯車加工装置。
- 前記加工制御部は、前記第一歯面の切削加工時と前記第二歯面の切削加工時とで、前記工作物及び前記歯切り工具の何れか一方の回転速度を一定としつつ、前記工作物及び前記歯切り工具の何れか他方の回転速度を変更する、請求項7に記載の歯車加工装置。
- 工作物の軸線の平行線に対して歯切り工具の軸線を傾斜させた状態で、歯切り工具と工作物とを同期回転させつつ、前記工作物の軸線方向に沿って前記歯切り工具を前記工作物に対して相対的に送ることにより、前記工作物を切削加工し、歯車を創成する歯車加工方法であって、
前記歯車が有する複数の歯の各々の側面は、
第一歯面と、
前記第一歯面に連続して形成され、前記第一歯面とはねじれ角が異なる第二歯面と、
を備え、
前記各々の側面に対して前記歯切り工具が切削する切削点とし、切削加工を開始した時点での前記切削点を始点とし、前記始点から前記歯切り工具を所定の送り量だけ送った時点での前記切削点を移動点と定義し、
所定の基準同期回転状態で前記工作物及び前記歯切り工具を回転させながら、前記始点から前記所定の送り量だけ送った時点での前記切削点を基準移動点と定義し、
前記始点から前記歯切り工具を前記所定の送り量だけ送る際に、前記基準移動点に対して前記移動点の位相をずらすときに設定する前記工作物の周方向一方側への位相ずれ角度を補正角と定義すると、
前記歯車加工方法は、一回の送り動作の中で前記第一歯面及び前記第二歯面を連続して切削加工し、前記第一歯面の切削加工時と前記第二歯面の切削加工時とで前記補正角を変更する、歯車加工方法。 - 前記歯車加工方法は、
前記補正角を第一角度に設定した状態で、前記第一歯面を切削する第一切削工程と、
前記工作物及び前記歯切り工具を回転させながら、前記補正角を前記第一角度から第二角度へ変更する補正角変更工程と、
前記補正角を前記第二角度に設定した状態で、前記第二歯面を切削する第二切削工程と、
を備える、請求項9に記載の歯車加工方法。 - 前記補正角変更工程は、前記送り動作を停止した状態で行う、請求項10に記載の歯車加工方法。
- 前記補正角変更工程は、前記送り動作を減速させながら行う、請求項10に記載の歯車加工方法。
- 前記補正角変更工程は、前記送り動作を前記第一切削工程及び前記第二切削工程と同じ速度に設定した状態で行う、請求項10に記載の歯車加工方法。
- 前記補正角変更工程は、前記補正角の0度に設定した状態で行う、請求項11−13の何れか一項に記載の歯車加工方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018173214A JP7187912B2 (ja) | 2018-09-18 | 2018-09-18 | 歯車加工装置及び歯車加工方法 |
| DE102019124819.1A DE102019124819A1 (de) | 2018-09-18 | 2019-09-16 | Zahnradbearbeitungsgerät und Zahnradbearbeitungsverfahren |
| US16/571,397 US11077508B2 (en) | 2018-09-18 | 2019-09-16 | Gear machining apparatus and gear machining method |
| CN201910875116.2A CN110899861B (zh) | 2018-09-18 | 2019-09-17 | 齿轮加工装置和齿轮加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018173214A JP7187912B2 (ja) | 2018-09-18 | 2018-09-18 | 歯車加工装置及び歯車加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020044593A true JP2020044593A (ja) | 2020-03-26 |
| JP7187912B2 JP7187912B2 (ja) | 2022-12-13 |
Family
ID=69646505
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018173214A Active JP7187912B2 (ja) | 2018-09-18 | 2018-09-18 | 歯車加工装置及び歯車加工方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11077508B2 (ja) |
| JP (1) | JP7187912B2 (ja) |
| CN (1) | CN110899861B (ja) |
| DE (1) | DE102019124819A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021142253A (ja) * | 2020-03-13 | 2021-09-24 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
| JP2021142252A (ja) * | 2020-03-13 | 2021-09-24 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
| JP2021142254A (ja) * | 2020-03-13 | 2021-09-24 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
| JP2021186920A (ja) * | 2020-05-28 | 2021-12-13 | 株式会社不二越 | 左右不等歯筋歯車の製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017125602A1 (de) * | 2016-11-04 | 2018-05-09 | Jtekt Corporation | Zahnradbearbeitungsvorrichtung und Zahnradbearbeitungsverfahren |
| JP7451900B2 (ja) * | 2019-08-21 | 2024-03-19 | 株式会社ジェイテクト | 歯溝加工方法及び歯溝加工装置 |
| CN118123138B (zh) * | 2024-02-01 | 2024-09-10 | 大连理工大学 | 一种齿轮端面齿廓倒棱刀具切削刃的设计方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07208582A (ja) * | 1994-01-26 | 1995-08-11 | Nissan Motor Co Ltd | まがり歯傘歯車形ピニオン |
| JP2012171020A (ja) * | 2011-02-17 | 2012-09-10 | Aisin Seiki Co Ltd | 歯車製造方法 |
| US20170113289A1 (en) * | 2014-06-16 | 2017-04-27 | Profilator Gmbh & Co. Kg | Method for Incorporating Undercuts in Tooth Flanks of Teeth of Toothed Wheels |
| JP2018069435A (ja) * | 2016-11-04 | 2018-05-10 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4122460C1 (ja) * | 1991-07-06 | 1992-04-23 | Praewema Werkzeugmaschinenfabrik Gmbh, 3440 Eschwege, De | |
| JP2547999Y2 (ja) | 1993-02-02 | 1997-09-17 | 株式会社不二越 | ローリングツール |
| JP4133767B2 (ja) | 2003-11-26 | 2008-08-13 | 株式会社不二越 | ローリングツール |
| WO2009017248A2 (en) * | 2007-08-02 | 2009-02-05 | Honda Motor Co., Ltd. | Gear machining apparatus and machining method |
| CN101733486B (zh) * | 2010-01-18 | 2012-09-19 | 天津大学 | 圆柱齿轮剐齿加工方法 |
| EP2570217B1 (de) * | 2011-09-15 | 2014-11-05 | Klingelnberg AG | Semi-Completing Wälzschälverfahren und Vorrichtung mit entsprechendem Wälzschälwerkzeug zum Ausführen eines Semi-Completing Wälzschälverfahrens |
| DE102013003288A1 (de) * | 2013-02-26 | 2014-08-28 | Gleason-Pfauter Maschinenfabrik Gmbh | Verfahren zur spanenden Erzeugung oder Bearbeitung einer Innenverzahnung, Bewegungsänderungseinrichtung und Werkzeugmaschine |
| JP5626429B1 (ja) * | 2013-08-23 | 2014-11-19 | アイシン・エィ・ダブリュ株式会社 | 回転加工機及びその加工方法 |
| JP6620393B2 (ja) * | 2014-05-19 | 2019-12-18 | 株式会社ジェイテクト | 歯車加工方法 |
| DE102017125602A1 (de) | 2016-11-04 | 2018-05-09 | Jtekt Corporation | Zahnradbearbeitungsvorrichtung und Zahnradbearbeitungsverfahren |
| JP7052241B2 (ja) | 2016-11-04 | 2022-04-12 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
-
2018
- 2018-09-18 JP JP2018173214A patent/JP7187912B2/ja active Active
-
2019
- 2019-09-16 DE DE102019124819.1A patent/DE102019124819A1/de active Pending
- 2019-09-16 US US16/571,397 patent/US11077508B2/en active Active
- 2019-09-17 CN CN201910875116.2A patent/CN110899861B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07208582A (ja) * | 1994-01-26 | 1995-08-11 | Nissan Motor Co Ltd | まがり歯傘歯車形ピニオン |
| JP2012171020A (ja) * | 2011-02-17 | 2012-09-10 | Aisin Seiki Co Ltd | 歯車製造方法 |
| US20170113289A1 (en) * | 2014-06-16 | 2017-04-27 | Profilator Gmbh & Co. Kg | Method for Incorporating Undercuts in Tooth Flanks of Teeth of Toothed Wheels |
| JP2018069435A (ja) * | 2016-11-04 | 2018-05-10 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021142253A (ja) * | 2020-03-13 | 2021-09-24 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
| JP2021142252A (ja) * | 2020-03-13 | 2021-09-24 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
| JP2021142254A (ja) * | 2020-03-13 | 2021-09-24 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
| JP2021186920A (ja) * | 2020-05-28 | 2021-12-13 | 株式会社不二越 | 左右不等歯筋歯車の製造方法 |
| JP7448813B2 (ja) | 2020-05-28 | 2024-03-13 | 株式会社不二越 | 左右不等歯筋歯車の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7187912B2 (ja) | 2022-12-13 |
| US20200086408A1 (en) | 2020-03-19 |
| CN110899861A (zh) | 2020-03-24 |
| DE102019124819A1 (de) | 2020-03-19 |
| CN110899861B (zh) | 2024-08-13 |
| US11077508B2 (en) | 2021-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020044593A (ja) | 歯車加工装置及び歯車加工方法 | |
| US11033974B2 (en) | Gear machining apparatus and gear machining method | |
| CN107530803B (zh) | 齿精整的制齿方法及其组合刀具 | |
| CN108994552B (zh) | 齿轮加工方法以及齿轮加工装置 | |
| JP2018176415A (ja) | ワークピースの歯車製造機械加工方法 | |
| JP6622044B2 (ja) | 歯車加工機械及び方法 | |
| JP4664029B2 (ja) | まがりばかさ歯車用の創成方法及び機械 | |
| US20140255118A1 (en) | Gear Cutting Machine with Double Machining Head | |
| JP7052241B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JP7413666B2 (ja) | 歯車加工方法 | |
| JP5162920B2 (ja) | 歯車の加工方法及び歯車加工装置 | |
| JP7375524B2 (ja) | 歯車のシェービング加工方法及びシェービング加工装置 | |
| JP2009095895A (ja) | 歯付部材の噛合案内面形成方法および形成装置 | |
| JPS6135379Y2 (ja) | ||
| JP2000210817A (ja) | 歯車加工方法および歯車加工装置 | |
| JPS59182020A (ja) | 歯車の加工方法 | |
| JP2015006713A (ja) | 歯車加工装置 | |
| JP2019018334A (ja) | 歯車加工装置及び歯車加工方法 | |
| JP2588353B2 (ja) | 歯車加工装置 | |
| JP2019123030A (ja) | 歯車加工装置及び歯車加工方法 | |
| JP7448813B2 (ja) | 左右不等歯筋歯車の製造方法 | |
| JP6471504B2 (ja) | クラウンギヤの製造装置 | |
| JP6610791B2 (ja) | 歯車の加工方法及び加工装置 | |
| JPH0313009B2 (ja) | ||
| JPH11320253A (ja) | 歯車ホーニング盤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210301 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7187912 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |