JP6444864B2 - 焼結材料から成る部材、特にデンタル部材のための焼結炉及びこのような部材の焼結方法 - Google Patents
焼結材料から成る部材、特にデンタル部材のための焼結炉及びこのような部材の焼結方法 Download PDFInfo
- Publication number
- JP6444864B2 JP6444864B2 JP2015523537A JP2015523537A JP6444864B2 JP 6444864 B2 JP6444864 B2 JP 6444864B2 JP 2015523537 A JP2015523537 A JP 2015523537A JP 2015523537 A JP2015523537 A JP 2015523537A JP 6444864 B2 JP6444864 B2 JP 6444864B2
- Authority
- JP
- Japan
- Prior art keywords
- furnace chamber
- furnace
- sintered
- sintering
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005245 sintering Methods 0.000 title claims description 82
- 238000000034 method Methods 0.000 title claims description 74
- 239000000463 material Substances 0.000 title claims description 37
- 238000001816 cooling Methods 0.000 claims description 88
- 230000008569 process Effects 0.000 claims description 52
- 238000010438 heat treatment Methods 0.000 claims description 50
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 claims description 17
- 229910001928 zirconium oxide Inorganic materials 0.000 claims description 16
- 239000000919 ceramic Substances 0.000 claims description 11
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims description 10
- 230000010485 coping Effects 0.000 claims description 5
- 230000007704 transition Effects 0.000 claims description 5
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 4
- 238000004663 powder metallurgy Methods 0.000 claims description 4
- 230000002411 adverse Effects 0.000 claims description 3
- 239000002241 glass-ceramic Substances 0.000 claims description 3
- 239000007769 metal material Substances 0.000 claims description 3
- 239000011224 oxide ceramic Substances 0.000 claims description 3
- 230000008878 coupling Effects 0.000 claims description 2
- 238000010168 coupling process Methods 0.000 claims description 2
- 238000005859 coupling reaction Methods 0.000 claims description 2
- 238000001514 detection method Methods 0.000 claims description 2
- 229910052574 oxide ceramic Inorganic materials 0.000 claims description 2
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 230000006870 function Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000035939 shock Effects 0.000 description 3
- 229910000684 Cobalt-chrome Inorganic materials 0.000 description 2
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000010952 cobalt-chrome Substances 0.000 description 2
- 238000004590 computer program Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 230000032683 aging Effects 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 239000007943 implant Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000009421 internal insulation Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000005236 sound signal Effects 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B17/00—Furnaces of a kind not covered by any preceding group
- F27B17/02—Furnaces of a kind not covered by any preceding group specially designed for laboratory use
- F27B17/025—Furnaces of a kind not covered by any preceding group specially designed for laboratory use for dental workpieces
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/20—Methods or devices for soldering, casting, moulding or melting
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D21/00—Arrangements of monitoring devices; Arrangements of safety devices
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6562—Heating rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6565—Cooling rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0003—Monitoring the temperature or a characteristic of the charge and using it as a controlling value
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0081—Controlling an air-lock chamber
Description
a)炉ヒータをオンにして炉室を予熱するとともに炉室の壁部分を開放する;
b)特に炉室の外部で、支持部に配置された焼結する部材を開放された壁部分に取り付けることで炉室にロードする;
c)炉室を閉鎖する;
d)継続時間HU2の間に保持温度まで炉室を加熱する;
e)継続時間Hの間、保持温度を維持する;
f)炉ヒータをオフ又は炉ヒータをオンにして炉室を開放する;
g)第1の冷却段のため、加熱された第1の冷却領域に部材を支持部と一緒に運搬し、冷却継続時間CD1の間放置する;
h)第2の冷却段のため、第1の冷却領域から第2の冷却領域に部材を支持部と一緒に運搬し、冷却時間CD2の間放置する;
i)支持部からの部材を取り除き、部材をほぼ室温の台座に載せることで第3の冷却段のために第3の冷却領域に運搬し、冷却継続時間CD3の間放置する
を含み、
j)このとき、
1.最大で2分、好ましくは1分の継続時間Lのステップa)〜c);
2.最大で8分、好ましくは4〜5分の継続時間HU2のステップd)
3.最大で15分、好ましくは4〜8分の継続時間Hのステップe);
4.少なくとも0.5分、最長でも5分の冷却継続時間CD1のステップf)及びg);
5.1〜5分の冷却継続時間CD2のステップh);
6.少なくとも0.5分、最長でも10分の冷却継続時間CD3のステップi)
が実行される。
a)炉ヒータをオンにして炉室2を予熱した状態で炉室2の壁部分6を開放する;
b)詳細には、炉室2の外部で、支持部8上に配置された焼結する部材9を開放された壁部分6に取り付けることで炉室にロードする;
c)炉室2を閉鎖する。
−図6Aによるコーピングの場合、両矢印で図示されているように、壁厚は0.3〜最大0.8mmの範囲にある;
−図6Bによる全部被覆冠の場合、両矢印で図示されているように、材料厚さは0.3〜最大4mmの範囲にある;
−図6Cによるブリッジ構造の場合、右側の両矢印で図示されているように、接続断面積は最大20mm2であり、これは、5mmの厚さにほぼ相当する。左側の両矢印で示された中間部分の断面積はより大きくてもよい。なぜなら、焼結プロセスにおいて達成される焼結度は依然として十分であるため、必要とされる強度が確保されるからである
Claims (21)
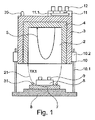
- デンタル部材及びセラミックスから成る部材から選択される焼結材料から成る部材(9)のための焼結炉(1)であって、焼結する前記部材(9)のための加熱可能な炉室(2)を含み、前記炉室(2)は焼結する前記部材(9)を当該炉室(2)内へ導入するために開放される壁部分(6)を備えており、また、前記炉室(2)用の加熱装置(5)によって前記炉室(2)の加熱を制御する制御部(11)が設けられている前記焼結炉において、
前記制御部(11)が複数の手段(31、32)を備えており、これら手段によって、前記壁部分(6)の開放、保持及び閉鎖という工程を有する負荷順序の継続時間がそれぞれ加熱された前記炉室(2)において個々の工程で若しくは工程全体で検出可能であり、及び/又は前記工程における前記炉室(2)内の温度低下がやはり個々の工程で若しくは工程全体で検出可能であること、及び前記制御部(11)には、前記負荷順序に続いて設定される前記炉室(2)の複数の温度プロファイルがメモリされており、これら温度プロファイルのうちいずれかが、個々の工程若しくは工程全体の継続時間に応じて、及び/又は個々の工程若しくは工程全体における前記炉室(2)内の温度低下に応じて、前記制御部に設けられた選択手段又は比較手段(33)によってメモリ領域(34)から選択可能であることを特徴とする焼結炉。 - 前記焼結炉を操作するための操作要素(12)が設けられ、前記操作要素(12)を操作すると、前記制御部(11)による継続時間及び/又は温度低下の検出が行われることを特徴とする、請求項1記載の焼結炉。
- モータによって前記壁部分(6)を開閉するために複数の駆動手段(10)及び前記駆動手段(10)の操作要素(12’)がさらに設けられ、前記駆動手段(10)が、あらかじめ設定された負荷順序に応じて前記制御部(11)を介して前記操作要素(12’)により操作されていることを特徴とする、請求項1又は2記載の焼結炉。
- デンタル部材及びセラミックスから成る部材から選択される焼結材料から成る部材(9)のための焼結炉(1)であって、焼結する前記部材(9)のための加熱可能な炉室(2)を含み、前記炉室(2)は、焼結する前記部材(9)を当該炉室(2)内へ導入するために開放される壁部分(6)を備えており、前記炉室(2)用の加熱装置(5)が設けられており、制御部(11)によって前記炉室(2)の加熱が行われる前記焼結炉において、
前記制御部(11)が、前記壁部分(6)の開放、保持及び閉鎖という工程を有する、あらかじめ設定された負荷順序をそれぞれ加熱された前記炉室において備えていること、前記工程が自動的に実行されるか、又は前記工程の順番が少なくとも1つの信号表示部(35)によって知覚できるようになっていること、及び前記制御部(11)が、前記負荷順序に続くあらかじめ設定された前記炉室(2)の温度プロファイルを備えていることを特徴とする焼結炉。 - モータによって前記壁部分(6)を開閉するために、複数の駆動手段(10)及び該駆動手段(10)用の制御部(11)が設けられており、該制御部が前記駆動手段(10)の操作要素(12)を備えていること、及び該操作要素(12)の操作により、前記駆動手段(10)が前記制御部(11)を介してあらかじめ設定された負荷順序に合わせて自動的に操作されていることを特徴とする、請求項4記載の焼結炉。
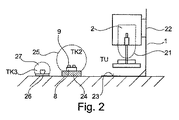
- 開放される前記壁部分(6)が、前記部材(9)用のトレイとして形成されているとともに加熱された冷却領域(21)を形成しており、該冷却領域は、前記炉室(2)に対して間隔をあけて配置されており、前記トレイ上に配置された前記部材(9)は、前記壁部分(6)が開放されている場合に前記炉室(2)によって加熱可能であるが、独立したヒータ装置(31)を装備することもできること、前記制御部が、焼結過程後に前記壁部分(6)を開放するため、前記冷却領域(21)に前記壁部分(6)を保持するため、並びに前記炉室(2)又は独立した前記ヒータ装置(31)の加熱を決定するための冷却順序を有していること、並びに前記制御部(11)によって作動可能なコントロール信号があり、該コントロール信号は、前記冷却領域(21)内又は前記炉室(2)内が冷却温度に達したことを表示することを特徴とする、請求項4又は5記載の焼結炉。
- 前記加熱装置(5)が、前記負荷順序後に、少なくとも平均で1.0℃/秒及び最大値として最大6℃/秒の前記炉室(2)の加熱速度を有することを特徴とする、請求項1〜6のいずれか1項に記載の焼結炉。
- 前記制御部(11)がインプット手段(12)を備えており、これによって、前記部材(9)の構造寸法に応じて、あるいは焼結する前記部材(9)の最大壁厚又は最大断面積又は体積の幾何学的特徴に応じて、あるいは焼結する前記部材(9)の材料種類又はそれらの組合せに応じて、温度プロファイルを選択することを特徴とする、請求項1〜7のいずれか1項に記載の焼結炉。
- 前記制御部(11)が、焼結する前記部材(9)についての情報を有するバーコード及び/又は機械読取り可能なその他の識別記号のための解析手段(11.1)を備えており、それによって、焼結する前記部材(9)の最大壁厚、焼結する前記部材(9)の体積、焼結する前記部材(9)の材料種類又はタイプ、あるいはそれらの組合せを考慮して温度プロファイルを自動的に規定することを特徴とする請求項1〜7のいずれか1項に記載の焼結炉。
- 請求項1〜9のいずれか1項に記載の焼結炉(1)における、デンタル部材及びセラミックスから成る部材から選択される焼結材料から成る部材(9)の焼結方法であって、以下の工程:
a)炉ヒータ(5)をオンにして炉室(2)を予熱するとともに前記炉室(2)の壁部分(6)を開放する;
b)焼結する前記部材(9)を開放された前記壁部分(6)上の支持部(8)に取り付けることで前記炉室(2)にロードする;
c)前記炉室(2)を閉鎖する;
d)継続時間HU2の間に保持温度THまで前記炉室(2)を加熱する;
e)継続時間Hの間、保持温度を維持する;
f)炉ヒータをオフ又は炉ヒータをオンにして前記炉室(2)を開放する;
g)第1の冷却段のため、加熱された第1の冷却領域(21)に前記部材(9)を、前記部材(9)が載せられている前記支持部(8)と一緒に運搬し、冷却継続時間CD1の間放置する;
i)前記支持部(8)から前記部材(9)を取り除き、前記部材(9)を室温の台座(26)に載せることでもう1つの冷却段のためにもう1つの冷却領域(27)に運搬し、冷却継続時間CD3の間放置すること
を含み、
j)このとき、
−少なくとも2秒、最大で2分の継続時間Lのステップa)〜c);
−最大で8分の継続時間HU2のステップd)
−最大で15分の継続時間Hのステップe);
−少なくとも0.5分、最長でも5分の冷却継続時間CD1のステップf)及びg);
−少なくとも0.5分、最長でも10分の冷却継続時間CD3のステップi)
が実行される方法。 - 前記第1の冷却段と前記もう1つの冷却段との間に、第2の冷却段があり、前記支持部(8)と共に前記部材(9)が、前記第1の冷却領域(21)から前記第2の冷却段のための第2の冷却領域へ運搬され、1〜5分の冷却継続時間CD2の間とどまっていることを特徴とする、請求項10記載の方法。
- 前記部材(9)の構造寸法、又は焼結する前記部材(9)の最大壁厚若しくは最大部材断面積若しくは体積の幾何学的特徴、又は焼結する前記部材(9)の材料種類又は焼結される前記部材(9)のそれらの組合せに関する情報を、バーコード及び/又は機械読取り可能なその他の識別記号から解析手段(11.1)によって自動的に解析すること、及び温度特性が自動的に特定されることを特徴とする、請求項10又は11記載の方法。
- 前記工程a)〜i)の各継続時間が、焼結する前記部材についての情報に基づき前記解析手段(11.1)によって自動的に特定され、焼結する前記部材の最大壁厚、焼結する前記部材の体積、焼結する前記部材の材料種類若しくはタイプ、又はそれらの組合せが自動的に解析されることを特徴とする、請求項12記載の方法。
- 前記第1の冷却段の加熱された前記第1の冷却領域(21)が、前記炉室(2)によって加熱されることを特徴とする、請求項10〜13のいずれか1項に記載の方法。
- 前記支持部(8)上に配置された焼結する前記部材(9)が、前記炉室(2)の外部において、開放された前記壁部分(6)上に配置されることを特徴とする、請求項10〜14のいずれか1項に記載の方法。
- 焼結性を有する酸化物セラミックス又はガラスセラミックスと、粉末冶金により製造された焼結性の非鉄金属材料とから成る部材(9)が使用されることを特徴とする、請求項10〜15のいずれか1項に記載の方法。
- 酸化ジルコニウム及び半透明の酸化ジルコニウムから成る歯科技工部材(9)が0.1〜6mmの壁厚で焼結されることを特徴とする、請求項10〜16のいずれか1項に記載の方法。
- コーピングの場合には前記部材(9)の壁厚が0.3〜最大0.8mmであること、全部被覆冠の場合には前記部材(9)の材料厚さが0.3〜最大4mmであること、及びブリッジ構造の場合には前記部材(9)の結合部断面積が最大20mm2であることを特徴とする、請求項10〜17のいずれか1項に記載の方法。
- 前記工程e)の間、前記炉室(2)内の温度TOを最低でも、少なくとも80%の焼結度による焼結が可能であるような高さに調整すること、及び前記工程e)の間、前記炉室(2)内の前記温度TOを最大でも、この温度Tmaxより上で生じる不利な相転移が回避されるような高さに調整することを特徴とする、請求項10〜18のいずれか1項に記載の方法。
- 4.5〜6質量%の酸化イットリウムY2O3の添加割合を有する基礎タイプの酸化ジルコニウムZrO2に基づく歯科的な酸化ジルコニウムのために、前記工程e)における前記炉室(2)内の温度TOが、少なくとも1550℃、最大で1600℃であることを特徴とする、請求項10〜19のいずれか1項に記載の方法。
- 前記炉室(2)が、工程d)の間、少なくとも平均で1.0℃/秒及び最大値として最大6℃/秒の加熱率を有することを特徴とする、請求項10〜20のいずれか1項に記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261676647P | 2012-07-27 | 2012-07-27 | |
| US61/676,647 | 2012-07-27 | ||
| DE102012213279.1A DE102012213279A1 (de) | 2012-07-27 | 2012-07-27 | Sinterofen für Bauteile aus einem Sinterwerkstoff, insbesondere für Dentalbauteile und Verfahren zur Sinterung derartiger Bauteile |
| DE102012213279.1 | 2012-07-27 | ||
| PCT/EP2013/065566 WO2014016320A1 (de) | 2012-07-27 | 2013-07-24 | Sinterofen für bauteile aus einem sinterwerkstoff, insbesondere für dentalbauteile und verfahren zur sinterung derartiger bauteile |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017165803A Division JP6620131B2 (ja) | 2012-07-27 | 2017-08-30 | 焼結材料から成る部材、特にデンタル部材のための焼結炉及びこのような部材の焼結方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015531048A JP2015531048A (ja) | 2015-10-29 |
| JP2015531048A5 JP2015531048A5 (ja) | 2016-09-08 |
| JP6444864B2 true JP6444864B2 (ja) | 2018-12-26 |
Family
ID=49912263
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015523537A Active JP6444864B2 (ja) | 2012-07-27 | 2013-07-24 | 焼結材料から成る部材、特にデンタル部材のための焼結炉及びこのような部材の焼結方法 |
| JP2017165803A Active JP6620131B2 (ja) | 2012-07-27 | 2017-08-30 | 焼結材料から成る部材、特にデンタル部材のための焼結炉及びこのような部材の焼結方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017165803A Active JP6620131B2 (ja) | 2012-07-27 | 2017-08-30 | 焼結材料から成る部材、特にデンタル部材のための焼結炉及びこのような部材の焼結方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10101088B2 (ja) |
| EP (1) | EP2877798B1 (ja) |
| JP (2) | JP6444864B2 (ja) |
| CN (1) | CN104508415B (ja) |
| DE (1) | DE102012213279A1 (ja) |
| WO (1) | WO2014016320A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013226497A1 (de) | 2013-12-18 | 2015-06-18 | Sirona Dental Systems Gmbh | Verfahren zur Planung einer Sinterung eines Zahnersatzteils |
| DE102014202575A1 (de) | 2014-02-12 | 2015-08-13 | Sirona Dental Systems Gmbh | Sinterofen für Bauteile aus Sinterwerkstoff, insbesondere Dentalbauteile |
| DE102015202600A1 (de) * | 2015-02-12 | 2016-08-18 | Sirona Dental Systems Gmbh | Sinterofen für Bauteile aus Sinterwerkstoff, insbesondere Dentalbauteile |
| DE102015112494B4 (de) * | 2015-07-30 | 2018-04-12 | Selection Gmbh - Dental - | Verfahren und Anordnung zum Verblenden von Kronen und Brücken |
| CN105149586B (zh) * | 2015-09-17 | 2017-03-29 | 苏州汇科机电设备有限公司 | Mim烧结炉的炉膛加热装置 |
| DE102016202703A1 (de) | 2016-02-22 | 2017-08-24 | Sirona Dental Systems Gmbh | Ofen für Dentalbauteile und wärmefeste Unterlage |
| DE102016202902A1 (de) | 2016-02-24 | 2017-08-24 | Sirona Dental Systems Gmbh | Induktionsofen und Verfahren zur Durchführung einer Wärmebehandlung eines Zahnersatzteils |
| CN106045527A (zh) * | 2016-07-25 | 2016-10-26 | 罗少忠 | 陶瓷烧制方法及其陶瓷智能烧制控制装置 |
| DE102016214725B4 (de) * | 2016-08-09 | 2018-07-26 | Sirona Dental Systems Gmbh | Rohling und Verfahren zur Herstellung eines Zahnersatzteils |
| CN108007203B (zh) * | 2016-10-31 | 2019-11-22 | 辽宁爱尔创生物材料有限公司 | 一种快速烧结系统及快速烧结方法 |
| ES2754701T3 (es) * | 2017-04-12 | 2020-04-20 | Ivoclar Vivadent Ag | Dispositivo de tratamiento dental |
| CN116553925A (zh) | 2019-08-01 | 2023-08-08 | 可乐丽则武齿科株式会社 | 氧化锆烧结体的制造方法 |
| WO2021125351A1 (ja) | 2019-12-20 | 2021-06-24 | クラレノリタケデンタル株式会社 | ジルコニア焼結体の製造方法 |
| KR20230070446A (ko) | 2020-09-25 | 2023-05-23 | 쿠라레 노리타케 덴탈 가부시키가이샤 | 지르코니아 소결체의 제조 방법 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4840638Y1 (ja) | 1968-05-09 | 1973-11-28 | ||
| DE8134121U1 (de) * | 1981-11-23 | 1983-10-27 | Kaltenbach & Voigt Gmbh & Co, 7950 Biberach | Steuertafel fuer die steuerung eines dentalofens |
| DE3231546C2 (de) | 1982-08-25 | 1985-01-10 | Dentsply International Inc., York, Pa. | Verfahren und Vorrichtung zum Brennen dentaler, metallkeramischer Gegenstände |
| DE3831539C3 (de) | 1988-09-16 | 2001-06-13 | Kaltenbach & Voigt | Steuerungsanordnung für einen Dentalofen, insbesondere einen mikroprozessorgesteuerten Vorwärmofen |
| JP3306475B2 (ja) | 1991-12-24 | 2002-07-24 | 矢崎総業株式会社 | 陶芸用焼成炉 |
| JP3291014B2 (ja) * | 1992-02-07 | 2002-06-10 | 株式会社デンケン | 陶歯の製造方法及びその装置 |
| CN2196281Y (zh) * | 1993-11-19 | 1995-05-03 | 北京大松机电技术公司 | 带螺旋传动机构的牙科烤瓷炉工作台 |
| DE4340200C2 (de) * | 1993-11-25 | 1998-07-23 | Dekema Dental Keramikoefen Gmb | Anordnung zur Wärmebehandlung von Gegenständen, insbesondere von Zahnersatz oder -teilersatz |
| JP3368090B2 (ja) | 1994-04-22 | 2003-01-20 | 品川白煉瓦株式会社 | ジルコニア質焼結体及びその製造方法、並びに、粉砕用部品材料及び歯科矯正用ブラケット材料 |
| DE19824497A1 (de) * | 1998-06-02 | 1999-12-09 | Dekema Dental Keramikoefen Gmb | Brennofen für Zahnersatz oder-teilersatz |
| JP4301623B2 (ja) | 1999-03-26 | 2009-07-22 | 株式会社東芝 | 耐摩耗部材 |
| JP2002357391A (ja) | 2001-06-01 | 2002-12-13 | Koito Ind Ltd | 電気炉装置 |
| WO2003033433A1 (fr) | 2001-10-18 | 2003-04-24 | Nikkato Corporation | Produit fritte a base de zircone presentant une excellente durabilite et element resistant a l'abrasion comprenant ce dernier |
| JP2004163094A (ja) * | 2002-10-23 | 2004-06-10 | Ics Kk | 移動式焼成炉とその焼成炉を用いた移動式焼成炉装置、及びその装置の使用方法 |
| DE102006032655A1 (de) * | 2006-07-13 | 2008-01-17 | Zubler Gerätebau GmbH | Dentaltechnikofen und Verfahren zur Positionssteuerung einer Verschlussplatte an einem Dentaltechnikofen |
| CN101573308B (zh) * | 2006-12-29 | 2016-11-09 | 3M创新有限公司 | 氧化锆主体以及方法 |
| EP2101547B1 (de) | 2008-03-11 | 2014-03-05 | Vita Zahnfabrik H. Rauter GmbH & Co. KG | Dental-Sinterofen sowie Verfahren zum Sintern keramischer Dental-Elemente |
| DE102008013555A1 (de) | 2008-03-11 | 2009-10-15 | Straumann Holding Ag | Sinterofen für Dentalpräparate und Verfahren zum Sintern von Dentalpräparaten |
| JP2011073907A (ja) * | 2009-09-29 | 2011-04-14 | World Lab:Kk | ジルコニア焼結体及びその製造方法 |
| US8845951B2 (en) | 2010-10-29 | 2014-09-30 | James R. Glidewell Dental Ceramics, Inc. | Method of rapid sintering of ceramics |
| CN102579147A (zh) * | 2012-01-19 | 2012-07-18 | 深圳市金悠然科技有限公司 | 二氧化锆假牙的制备方法 |
| DE102012207897A1 (de) * | 2012-05-11 | 2013-11-14 | Redios-Tec Gmbh | Brennofen |
| ES2577954T3 (es) * | 2012-12-13 | 2016-07-19 | Ivoclar Vivadent Ag | Horno dental |
-
2012
- 2012-07-27 DE DE102012213279.1A patent/DE102012213279A1/de not_active Ceased
-
2013
- 2013-07-24 CN CN201380040012.0A patent/CN104508415B/zh active Active
- 2013-07-24 JP JP2015523537A patent/JP6444864B2/ja active Active
- 2013-07-24 WO PCT/EP2013/065566 patent/WO2014016320A1/de active Application Filing
- 2013-07-24 US US14/417,453 patent/US10101088B2/en active Active
- 2013-07-24 EP EP13750003.9A patent/EP2877798B1/de active Active
-
2017
- 2017-08-30 JP JP2017165803A patent/JP6620131B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2877798B1 (de) | 2020-04-08 |
| US10101088B2 (en) | 2018-10-16 |
| JP6620131B2 (ja) | 2019-12-11 |
| CN104508415B (zh) | 2017-04-12 |
| JP2015531048A (ja) | 2015-10-29 |
| CN104508415A (zh) | 2015-04-08 |
| DE102012213279A1 (de) | 2014-01-30 |
| JP2018023791A (ja) | 2018-02-15 |
| EP2877798A1 (de) | 2015-06-03 |
| US20150247672A1 (en) | 2015-09-03 |
| WO2014016320A1 (de) | 2014-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6620131B2 (ja) | 焼結材料から成る部材、特にデンタル部材のための焼結炉及びこのような部材の焼結方法 | |
| JP2015531048A5 (ja) | ||
| KR102231622B1 (ko) | 유도로 및 치아 대체품의 열처리 수행 방법 | |
| DK3132217T3 (en) | SINTER OVEN FOR COMPONENTS MANUFACTURED FROM SINTER MATERIALS, SPECIFICALLY DENTAL COMPONENTS | |
| JP6846198B2 (ja) | 歯科補綴部品の焼結を計画する方法 | |
| KR20190077012A (ko) | 쾌속 소결 시스템 및 쾌속 소결 방법 | |
| US10260811B2 (en) | Dental furnace | |
| JPH05212062A (ja) | 陶歯の製造方法及びその装置 | |
| KR20220130459A (ko) | 소결 장치 및 이를 이용한 치아 수복용 소재의 소결 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160721 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160721 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170530 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180123 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180731 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181128 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6444864 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |