JP6438919B2 - 光造形装置および光造形方法 - Google Patents
光造形装置および光造形方法 Download PDFInfo
- Publication number
- JP6438919B2 JP6438919B2 JP2016154449A JP2016154449A JP6438919B2 JP 6438919 B2 JP6438919 B2 JP 6438919B2 JP 2016154449 A JP2016154449 A JP 2016154449A JP 2016154449 A JP2016154449 A JP 2016154449A JP 6438919 B2 JP6438919 B2 JP 6438919B2
- Authority
- JP
- Japan
- Prior art keywords
- modeling
- photocurable composition
- auxiliary table
- optical
- auxiliary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/214—Doctor blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/232—Driving means for motion along the axis orthogonal to the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/0073—Optical laminates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Ophthalmology & Optometry (AREA)
- Toxicology (AREA)
Description
(2)引き延ばし部材は、補助テーブル上の光硬化性組成物を補助テーブルの上面上から造形テーブルの造形面上または硬化組成物層の上面上まで連続的に引き延ばすことができる。
(3)引き延ばし部材は、造形テーブルの上面と平行に延びる下端を有し、下端が補助テーブルの上面および造形テーブルの造形面または硬化組成物層の上面に対して一定の間隔を保った状態で補助テーブルの上方の位置から造形テーブルの上方の位置まで移動してもよい。
(4)引き延ばし部材は、ブレード状のリコータを含んでもよい。
(5)相対移動手段は、造形テーブル上に硬化組成物層が形成された後に、造形テーブルの上面が形成された硬化組成物層の上面と同じ高さになるように造形テーブルおよび補助テーブルの一方を他方に対して相対的に移動させてもよい。
(10)敷材供給手段は、ロールから引き出された敷材が補助テーブルと造形テーブルとの間を通るように配置されてもよい。
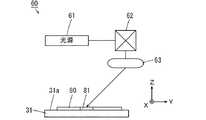
図1は、本発明の一実施の形態に係る光造形装置の模式的斜視図である。図2は、図1の光造形装置100の模式的側面図である。図1および図2において、矢印で示すように、水平面内で互いに直交する方向をX方向およびY方向と呼び、鉛直方向をZ方向と呼ぶ。以降の図についても同様である。図1および図2に示すように、光造形装置100は、材料供給ユニット10、補助テーブルユニット20、造形テーブルユニット30、リコータユニット40、敷材供給ユニット50、露光装置60および制御装置70を含む。
図3(a),(b)は、材料供給ユニット10の構成および動作を示す模式的正面図である。図3(a)に示すように、材料供給ユニット10は、1または複数のディスペンサ11、駆動装置12およびキャップ部材15に加えて、圧縮装置13、調圧装置14および温調部材16をさらに含む。駆動装置12は、X方向に延びるように補助テーブル21の上方に設けられる。駆動装置12は、例えばアクチュエータを含み、ディスペンサ11をX方向に移動可能に上方から保持する。
図9および図10は、造形物を製造する造形処理における図8の主制御部70Aによる制御を示すフローチャートである。図11は、造形処理における光造形装置100の動作を示す模式図である。図8の制御装置70、図9および図10のフローチャートならびに図11の光造形装置100を参照しながら主制御部70Aによる造形処理を説明する。
図12(a),(b)は、本実施の形態に係る光造形装置100による効果を説明するための図である。本実施の形態に係る光造形装置100においては、図12(a)に示すように、ディスペンサ11により補助テーブル21上に光硬化性組成物80が供給される。その後、補助テーブル21の上面の高さが既に形成された硬化組成物層81の上面の高さと一致するように補助テーブル21が駆動装置22により上下方向に移動される。
(a)光造形装置100は、ディスペンサ11内の光硬化性組成物80の残量検知機能を有してもよい。例えば、ディスペンサ11に自重を計測する重量計が設けられてもよい。この場合、光硬化性組成物80がディスペンサ11に収容されないときの重量W1と、規定量の光硬化性組成物80がディスペンサ11に収容されたときの重量W2とが予め計測される。重量計の計測重量をW3とすると、残量百分率N=(W3−W1)/(W2−W1)×100[%]が算出される。
以下、請求項の各構成要素と実施の形態の各要素との対応の例について説明するが、本発明は下記の例に限定されない。
(7)参考形態
(1)第1の参考形態に係る光造形装置は、硬化組成物層を上下方向に積層することにより立体的な造形物を製造する光造形装置であって、造形面を有する造形テーブルと、造形テーブルに隣接可能に設けられる補助テーブルと、造形テーブルおよび補助テーブルの一方を他方に対して上下方向に相対的に移動させる相対移動手段と、補助テーブル上に光硬化性組成物を供給する供給手段と、供給手段により補助テーブルに供給された光硬化性組成物を造形テーブルの造形面上または硬化組成物層上に引き延ばす引き延ばし部材と、造形テーブルの造形面上の光硬化性組成物を露光することにより硬化組成物層を形成する露光手段とを備える。
この光造形装置においては、造形テーブルに隣接可能に設けられた補助テーブル上に光硬化性組成物が供給される。造形テーブルおよび補助テーブルの一方が他方に対して上下方向に相対的に移動される。補助テーブルに供給された光硬化性組成物が引き延ばし部材により造形テーブルの造形面上または硬化組成物層上に引き延ばされる。造形テーブルの造形面上の光硬化性組成物が露光手段により露光されることにより硬化組成物層が形成される。
この構成によれば、硬化組成物層の積層数が多い場合でも、補助テーブルの高さを造形テーブル上の最上部の硬化組成物層の高さに合わせることにより、光硬化性組成物を補助テーブル上から硬化組成物層上に引き延ばすことができる。これにより、高さ方向に大きい造形物を容易に製造することができる。
(2)供給手段は、シリンジ方式により光硬化性組成物を補助テーブル上に吐出する吐出孔を有するディスペンサを含んでもよい。この場合、補助テーブルに供給する光硬化性組成物の量を容易に調整することができる。
(3)供給手段は、ディスペンサによる光硬化性組成物の供給の待機位置で、ディスペンサの吐出孔を閉塞するキャップ部材をさらに含んでもよい。この場合、吐出孔からの光硬化性組成物の漏洩を容易に防止することができる。これにより、光硬化性組成物の消費量を低減することができる。
(4)供給手段は、ディスペンサに取り付けられかつ光硬化性組成物の温度を調整する温調部材をさらに含んでもよい。この場合、光硬化性組成物の粘度等の物性を好適に維持することができる。
(5)長尺状の敷材が巻回されたロールを有する敷材供給手段を含み、敷材供給手段は、敷材が造形テーブルの造形面を覆うように、ロールから敷材の一部を引き出し可能に配置され、引き延ばし部材は、補助テーブルに供給された光硬化性組成物を造形面上の敷材上に引き延ばしてもよい。
この場合、造形テーブルの造形面を保護することができる。また、造形面上から造形物を容易に取り出すことができる。さらに、敷材をロールから連続的に引き出すことができるので、造形物の製造のたびに造形テーブルの造形面に合わせた敷材を用意する必要がない。これにより、光造形装置の利便性が向上する。
(6)光造形装置は、敷材を造形テーブルの造形面に保持する敷材保持手段をさらに備えてもよい。この場合、造形面からの敷材の剥離が防止される。
(7)造形テーブルは、造形面に開口する1または複数の吸引孔をさらに有し、敷材保持手段は、造形テーブルの1または複数の吸引孔を通して敷材を吸引することにより敷材を造形面に保持してもよい。この場合、簡単な構成で敷材を造形テーブルの造形面に保持することができる。
(8)補助テーブルは、敷材を造形テーブルに対して押圧する押圧部を有してもよい。この場合、造形面上での敷材の位置ずれが防止される。
(9)光造形装置は、引き延ばし部材に付着した光硬化性組成物を除去する清掃手段をさらに備えてもよい。この場合、引き延ばし部材が清浄に維持される。これにより、引き延ばし部材に付着した不要な光硬化性組成物が造形テーブルの造形面上または硬化組成物層上に滴下することを防止することができる。
(10)清掃手段は、引き延ばし部材による光硬化性組成物の引き延ばし後に、引き延ばし部材に近接または接触するカップ部材と、引き延ばし部材に付着する光硬化性組成物をカップ部材内に吸引する吸引装置とを含んでもよい。この場合、簡単な構成で引き延ばし部材に付着した光硬化性組成物を除去することができる。
(11)第2の参考形態に係る光造形方法は、硬化組成物層を上下方向に積層することにより立体的な造形物を製造する光造形方法であって、造形テーブルに隣接可能に設けられる補助テーブル上に光硬化性組成物を供給するステップと、造形テーブルおよび補助テーブルの一方を他方に対して上下方向に相対的に移動させるステップと、補助テーブルに供給された光硬化性組成物を引き延ばし部材により造形テーブルの造形面上または硬化組成物層上に引き延ばすステップと、造形テーブルの造形面上の光硬化性組成物を露光手段により露光することにより硬化組成物層を形成するステップとを含む。
この光造形方法によれば、造形テーブルに隣接可能に設けられた補助テーブル上に光硬化性組成物が供給される。造形テーブルおよび補助テーブルの一方が他方に対して上下方向に相対的に移動される。補助テーブルに供給された光硬化性組成物が引き延ばし部材により造形テーブルの造形面上または硬化組成物層上に引き延ばされる。造形テーブルの造形面上の光硬化性組成物が露光手段により露光されることにより硬化組成物層が形成される。
この方法によれば、硬化組成物層の積層数が多い場合でも、補助テーブルの高さを造形テーブル上の最上部の硬化組成物層の高さに合わせることにより、光硬化性組成物を補助テーブル上から硬化組成物層上に引き延ばすことができる。これにより、高さ方向に大きい造形物を容易に製造することができる。
(12)光硬化性組成物を供給するステップは、シリンジ方式のディスペンサの吐出孔から光硬化性組成物を造形テーブル上に吐出することを含んでもよい。この場合、補助テーブルに供給する光硬化性組成物の量を容易に調整することができる。
11 ディスペンサ
11a 吐出孔
12,22,32,42,44 駆動装置
13,23 圧縮装置
14,24,34,46 調圧装置
15 キャップ部材
16 温調部材
20 補助テーブルユニット
21 補助テーブル
21a 押圧部
30 造形テーブルユニット
31 造形テーブル
31a 造形面
31h 貫通孔
33,45 吸引装置
35 敷材保持ユニット
40 リコータユニット
41 リコータ
41a 下端
41b 傾斜面
43 カップ部材
47 清掃ユニット
50 敷材供給ユニット
51 フィルムロール
52 クリアフィルム
60 露光装置
61 光源
62 走査装置
63 集光部材
70 制御装置
70A 主制御部
70B 記憶部
71A〜71D 駆動制御部
72A〜72D 圧力制御部
73 データ取得部
74 走査制御部
80 光硬化性組成物
81 硬化組成物層
82 未硬化樹脂材料
100 光造形装置
211,311〜314 辺
Claims (17)
- 硬化組成物層を上下方向に積層することにより立体的な造形物を製造する光造形装置であって、
造形面を有する造形テーブルと、
前記造形テーブルに隣接可能に設けられる補助テーブルと、
前記造形テーブルおよび前記補助テーブルの一方を他方に対して上下方向に相対的に移動させる相対移動手段と、
前記補助テーブル上に光硬化性組成物を供給する供給手段と、
前記補助テーブルの上面が前記造形テーブルの前記造形面または前記硬化組成物層の上面と同じ高さにある状態で、前記供給手段により前記補助テーブルに供給された光硬化性組成物を前記補助テーブルの上面上から前記造形テーブルの前記造形面上または前記硬化組成物層の上面上まで引き延ばす引き延ばし部材と、
前記造形テーブルの前記造形面上の光硬化性組成物を露光することにより前記硬化組成物層を形成する露光手段とを備える、光造形装置。 - 前記引き延ばし部材は、前記補助テーブル上の光硬化性組成物を前記補助テーブルの上面上から前記造形テーブルの前記造形面上または前記硬化組成物層の上面上まで連続的に引き延ばす、請求項1記載の光造形装置。
- 前記引き延ばし部材は、前記造形テーブルの上面と平行に延びる下端を有し、前記下端が前記補助テーブルの上面および前記造形テーブルの前記造形面または前記硬化組成物層の上面に対して一定の間隔を保った状態で前記補助テーブルの上方の位置から前記造形テーブルの上方の位置まで移動する、請求項1または2記載の光造形装置。
- 前記引き延ばし部材は、ブレード状のリコータを含む、請求項1〜3のいずれか一項に記載の光造形装置。
- 前記相対移動手段は、前記造形テーブル上に前記硬化組成物層が形成された後に、前記造形テーブルの上面が形成された前記硬化組成物層の上面と同じ高さになるように前記造形テーブルおよび前記補助テーブルの一方を他方に対して相対的に移動させる、請求項1〜4のいずれか一項に記載の光造形装置。
- 前記供給手段は、シリンジ方式により光硬化性組成物を前記補助テーブル上に吐出する吐出孔を有するディスペンサを含む、請求項1〜5のいずれか一項に記載の光造形装置。
- 前記供給手段は、前記ディスペンサによる光硬化性組成物の供給の待機位置で、前記ディスペンサの前記吐出孔を閉塞するキャップ部材をさらに含む、請求項6記載の光造形装置。
- 前記供給手段は、前記ディスペンサに取り付けられかつ光硬化性組成物の温度を調整する温調部材をさらに含む、請求項6または7記載の光造形装置。
- 長尺状の敷材が巻回されたロールを有する敷材供給手段を含み、
前記敷材供給手段は、敷材が前記前記造形テーブルの前記造形面を覆うように、前記ロールから敷材の一部を引き出し可能に配置され、
前記引き延ばし部材は、前記補助テーブルに供給された光硬化性組成物を前記造形面上の敷材上に引き延ばす、請求項1〜8のいずれか一項に記載の光造形装置。 - 前記敷材供給手段は、前記ロールから引き出された敷材が前記補助テーブルと前記造形テーブルとの間を通るように配置された、請求項9記載の光造形装置。
- 前記敷材を前記造形テーブルの前記造形面に保持する敷材保持手段をさらに備える、請求項10記載の光造形装置。
- 前記造形テーブルは、前記造形面に開口する1または複数の吸引孔をさらに有し、
前記敷材保持手段は、前記造形テーブルの前記1または複数の吸引孔を通して敷材を吸引することにより敷材を前記造形面に保持する、請求項11記載の光造形装置。 - 前記補助テーブルは、前記敷材を前記造形テーブルに対して押圧する押圧部を有する、請求項9〜12のいずれか一項に記載の光造形装置。
- 前記引き延ばし部材に付着した光硬化性組成物を除去する清掃手段をさらに備える、請求項1〜13のいずれか一項に記載の光造形装置。
- 前記清掃手段は、
前記引き延ばし部材による光硬化性組成物の引き延ばし後に、前記引き延ばし部材に近接または接触するカップ部材と、
前記引き延ばし部材に付着する光硬化性組成物を前記カップ部材内に吸引する吸引装置とを含む、請求項14記載の光造形装置。 - 硬化組成物層を上下方向に積層することにより立体的な造形物を製造する光造形方法であって、
造形テーブルに隣接可能に設けられる補助テーブル上に光硬化性組成物を供給するステップと、
前記造形テーブルおよび前記補助テーブルの一方を他方に対して上下方向に相対的に移動させることにより前記補助テーブルの上面の高さを前記造形テーブルの造形面または前記硬化組成物層の上面の高さと同じにするステップと、
前記補助テーブルに供給された光硬化性組成物を引き延ばし部材により前記補助テーブルの上面上から前記造形テーブルの前記造形面上または前記硬化組成物層の上面上まで引き延ばすステップと、
前記造形テーブルの前記造形面上の光硬化性組成物を露光手段により露光することにより前記硬化組成物層を形成するステップとを含む、光造形方法。 - 前記光硬化性組成物を供給するステップは、シリンジ方式のディスペンサの吐出孔から光硬化性組成物を前記造形テーブル上に吐出することを含む、請求項16記載の光造形方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016154449A JP6438919B2 (ja) | 2016-08-05 | 2016-08-05 | 光造形装置および光造形方法 |
| EP17837112.6A EP3495116A4 (en) | 2016-08-05 | 2017-08-04 | OPTICAL MOLDING DEVICE AND OPTICAL MOLDING METHOD |
| CN201780048687.8A CN109562568B (zh) | 2016-08-05 | 2017-08-04 | 光造型装置和光造型方法 |
| US16/323,439 US11254049B2 (en) | 2016-08-05 | 2017-08-04 | Optical fabricating apparatus and optical fabricating method |
| KR1020197006388A KR101980510B1 (ko) | 2016-08-05 | 2017-08-04 | 광조형 장치 및 광조형 방법 |
| PCT/JP2017/028468 WO2018026011A1 (ja) | 2016-08-05 | 2017-08-04 | 光造形装置および光造形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016154449A JP6438919B2 (ja) | 2016-08-05 | 2016-08-05 | 光造形装置および光造形方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018020521A JP2018020521A (ja) | 2018-02-08 |
| JP2018020521A5 JP2018020521A5 (ja) | 2018-11-29 |
| JP6438919B2 true JP6438919B2 (ja) | 2018-12-19 |
Family
ID=61073622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016154449A Active JP6438919B2 (ja) | 2016-08-05 | 2016-08-05 | 光造形装置および光造形方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11254049B2 (ja) |
| EP (1) | EP3495116A4 (ja) |
| JP (1) | JP6438919B2 (ja) |
| KR (1) | KR101980510B1 (ja) |
| CN (1) | CN109562568B (ja) |
| WO (1) | WO2018026011A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11338505B2 (en) | 2013-06-23 | 2022-05-24 | Robert A. Flitsch | Methods and apparatus for mobile additive manufacturing of advanced roadway systems |
| US11707882B2 (en) | 2013-06-23 | 2023-07-25 | Robert A. Flitsch | Methods and apparatus for mobile additive manufacturing of advanced roadway systems |
| US9724877B2 (en) | 2013-06-23 | 2017-08-08 | Robert A. Flitsch | Methods and apparatus for mobile additive manufacturing of advanced structures and roadways |
| US11505902B2 (en) | 2015-04-15 | 2022-11-22 | Robert A. Flitsch | Methods, materials and apparatus for mobile additive manufacturing of advanced structures and roadways |
| WO2020036594A1 (en) | 2018-08-14 | 2020-02-20 | Flitsch Robert | Methods and apparatus for mobile additive manufacturing |
| JP6802753B2 (ja) * | 2017-04-24 | 2020-12-16 | 株式会社ミマキエンジニアリング | 印刷装置 |
| US12097709B2 (en) | 2019-05-23 | 2024-09-24 | General Electric Company | Cleaning fluids for use in additive manufacturing apparatuses and methods for monitoring status and performance of the same |
| US12059841B2 (en) | 2019-05-23 | 2024-08-13 | General Electric Company | Additive manufacturing recoat assemblies including sensors and methods for using the same |
| WO2020237166A2 (en) * | 2019-05-23 | 2020-11-26 | General Electric Company | Actuator assemblies for additive manufacturing apparatuses and methods for using the same |
| WO2020237161A1 (en) | 2019-05-23 | 2020-11-26 | General Electric Company | Additive manufacturing apparatuses and methods |
| EP3972813A2 (en) | 2019-05-23 | 2022-03-30 | General Electric Company | Additive manufacturing apparatuses and methods for using the same |
| KR102319740B1 (ko) * | 2019-12-23 | 2021-11-02 | (주)캐리마 | 3d프린팅장치 |
| CN111438941B (zh) * | 2020-03-30 | 2022-03-22 | 上海联泰科技股份有限公司 | 三维数据处理系统、方法及所适用的3d打印设备 |
| JP6985674B1 (ja) * | 2021-07-08 | 2021-12-22 | 株式会社写真化学 | 光造形装置および光造形方法 |
| JP7023555B1 (ja) * | 2021-10-05 | 2022-02-22 | 株式会社写真化学 | 光造形装置および3次元造形物の製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2706611B2 (ja) * | 1993-10-14 | 1998-01-28 | 帝人製機株式会社 | 光造形方法および光造形装置 |
| JP2665327B2 (ja) * | 1995-12-18 | 1997-10-22 | 松下電工株式会社 | 三次元形状の形成方法 |
| JP3557970B2 (ja) | 1999-11-25 | 2004-08-25 | 松下電工株式会社 | 三次元形状造形物の製造方法 |
| US6656410B2 (en) * | 2001-06-22 | 2003-12-02 | 3D Systems, Inc. | Recoating system for using high viscosity build materials in solid freeform fabrication |
| US20020195746A1 (en) | 2001-06-22 | 2002-12-26 | Hull Charles W. | Recoating system for using high viscosity build materials in solid freeform fabrication |
| JP2006272917A (ja) * | 2005-03-30 | 2006-10-12 | Jsr Corp | 光造形方法 |
| JP4626446B2 (ja) | 2005-08-25 | 2011-02-09 | Jsr株式会社 | 光造形装置および光造形方法 |
| WO2007023724A1 (ja) | 2005-08-25 | 2007-03-01 | Jsr Corporation | 光造形装置および光造形方法 |
| JP4650161B2 (ja) | 2005-08-25 | 2011-03-16 | Jsr株式会社 | 光造形装置および光造形方法 |
| JP4925048B2 (ja) * | 2007-01-26 | 2012-04-25 | パナソニック株式会社 | 三次元形状造形物の製造方法 |
| US8282380B2 (en) * | 2010-08-18 | 2012-10-09 | Makerbot Industries | Automated 3D build processes |
| JP6247837B2 (ja) * | 2013-05-17 | 2017-12-13 | シーメット株式会社 | 光造形方法 |
| JP5971266B2 (ja) | 2014-01-22 | 2016-08-17 | トヨタ自動車株式会社 | 光造形装置及び光造形方法 |
| JP6586284B2 (ja) | 2014-06-20 | 2019-10-02 | 株式会社キーエンス | インクジェット光造形法における光造形品形成用モデル材及び光造形品の製造方法 |
| US20160067929A1 (en) | 2014-09-09 | 2016-03-10 | Ricoh Company, Ltd. | Apparatus for fabricating three-dimensional object |
| JP6554951B2 (ja) * | 2014-09-09 | 2019-08-07 | 株式会社リコー | 立体造形装置 |
| JP5806773B1 (ja) | 2014-10-16 | 2015-11-10 | アビー株式会社 | 光造形装置 |
-
2016
- 2016-08-05 JP JP2016154449A patent/JP6438919B2/ja active Active
-
2017
- 2017-08-04 CN CN201780048687.8A patent/CN109562568B/zh active Active
- 2017-08-04 WO PCT/JP2017/028468 patent/WO2018026011A1/ja unknown
- 2017-08-04 EP EP17837112.6A patent/EP3495116A4/en not_active Withdrawn
- 2017-08-04 KR KR1020197006388A patent/KR101980510B1/ko active IP Right Grant
- 2017-08-04 US US16/323,439 patent/US11254049B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018020521A (ja) | 2018-02-08 |
| US20190160743A1 (en) | 2019-05-30 |
| CN109562568A (zh) | 2019-04-02 |
| WO2018026011A1 (ja) | 2018-02-08 |
| EP3495116A1 (en) | 2019-06-12 |
| KR101980510B1 (ko) | 2019-05-21 |
| KR20190031323A (ko) | 2019-03-25 |
| CN109562568B (zh) | 2021-10-22 |
| US11254049B2 (en) | 2022-02-22 |
| EP3495116A4 (en) | 2020-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6438919B2 (ja) | 光造形装置および光造形方法 | |
| KR102225135B1 (ko) | 3차원 조형 장치, 3차원 조형물의 제조 방법 및 3차원 조형 장치용 용기 | |
| KR101155684B1 (ko) | 고속 적층식 광조형 장치 | |
| JP6058819B2 (ja) | 3次元物体の作製 | |
| JP2011098484A (ja) | 3次元光造形装置、3次元光造形方法及び造形物 | |
| WO2007023724A1 (ja) | 光造形装置および光造形方法 | |
| JP2018020521A5 (ja) | ||
| JP2010240865A (ja) | 光造形装置 | |
| JP7255662B2 (ja) | 立体造形物を造形する装置、立体造形物を造形する方法 | |
| US20220339859A1 (en) | Systems and methods for additive manufacturing | |
| JP4773110B2 (ja) | 光造形装置 | |
| JP6385045B2 (ja) | 成形体の製造方法 | |
| JP2007055108A (ja) | 光造形装置および光造形方法 | |
| JP2018052026A (ja) | 三次元造形方法 | |
| KR102006451B1 (ko) | 광 유도 현상을 이용한 3차원 구조물의 제조 장치 및 방법 | |
| WO2018096963A1 (ja) | 情報処理装置、造形装置、情報処理方法、およびプログラム | |
| JP4650161B2 (ja) | 光造形装置および光造形方法 | |
| WO2018096960A1 (ja) | 造形装置および造形物の製造方法 | |
| KR102515653B1 (ko) | 3d프린터 | |
| JPH06155589A (ja) | 光固化造形装置 | |
| JPH08300490A (ja) | 三次元造形装置および方法 | |
| JP7066459B2 (ja) | 三次元造形装置および三次元造形方法 | |
| US20240336009A1 (en) | A vat for 3d printers handling high viscosity resins | |
| JP2024062589A (ja) | 光造形装置 | |
| JP2024529765A (ja) | ステレオリソグラフィック印刷のためのシステムおよび方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6438919 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |