JP6431012B2 - 耐摩耗性鉄基焼結合金の製造方法および耐摩耗性鉄基焼結合金 - Google Patents
耐摩耗性鉄基焼結合金の製造方法および耐摩耗性鉄基焼結合金 Download PDFInfo
- Publication number
- JP6431012B2 JP6431012B2 JP2016181562A JP2016181562A JP6431012B2 JP 6431012 B2 JP6431012 B2 JP 6431012B2 JP 2016181562 A JP2016181562 A JP 2016181562A JP 2016181562 A JP2016181562 A JP 2016181562A JP 6431012 B2 JP6431012 B2 JP 6431012B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- mass
- iron
- sintered alloy
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0207—Using a mixture of prealloyed powders or a master alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/09—Mixtures of metallic powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/006—Making ferrous alloys compositions used for making ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0257—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements
- C22C33/0264—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements the maximum content of each alloying element not exceeding 5%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/02—Selecting particular materials for valve-members or valve-seats; Valve-members or valve-seats composed of two or more materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0257—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2301/00—Using particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2303/00—Manufacturing of components used in valve arrangements
Description
鉄合金粉末は、焼結時に、鉄合金粉末の組織である、フェライト組織、またはフェライト組織およびパーライト組織を混合した混合組織をマルテンサイト組織にし、焼結合金の鉄基地に対して硬度を高め、焼結合金のアブレッシブ摩耗を抑えることを目的とした粉末である。
鉄合金粉末にこのような範囲で含有したCrは、焼結時に、成形体に存在する、鉄合金粉末に由来した鉄合金粒子の焼入れ性を向上させ、焼結後に鉄基地に対して硬質である硬質粒子を担うマルテンサイト組織を鉄合金粒子に析出させることができる。また、Crは、焼結時に、鉄合金粒子にCr炭化物を生成し、焼結合金の耐摩耗性を向上させることができる。さらに、Crは、焼結合金の表面に不動体膜を形成し、焼結合金の耐食性を向上させることができる。
鉄合金粉末にこのような範囲で含有したMoは、焼結時に、成形体に存在する、鉄合金粉末に由来した鉄合金粒子の焼入れ性を向上させ、焼結後に鉄基地に対して硬質である硬質粒子を担うマルテンサイト組織を鉄合金粒子に析出させることができる。また、Moは、焼結時に、鉄合金粒子にMo炭化物を形成し、焼結合金の耐摩耗性を向上させることができる。さらに、硬質粒子に固溶しているMoおよびMo炭化物は、焼結合金を使用する高温使用環境下において酸化し、Mo酸化皮膜を形成し、焼結合金に良好なる固体潤滑性を得ることができる。
鉄合金粉末の粒径としては、焼結合金の用途、種類などに応じて適宜選択できるが、鉄合金粉末の粒径は、20〜180μmの範囲にあることが好ましく、さらに好ましくは、44〜105μmの範囲にある。なお、本明細書でいう「粒径」は、JIS−Z8801に準拠して測定された粒径のことをいう。
焼結合金の鉄基地となる純鉄粉末は、純鉄からなる粉末で、純鉄は、Feが99質量%以上(より好ましくは、99.9質量%以上)、残部が不可避不純物からなる。純鉄粉末は、フェライト組織からなる粉末であり、焼結後に、フェライト組織およびパーライト組織が混合した組織からなる鉄基地になる。純鉄粉末は、ガスアトマイズ粉、水アトマイズ粉または還元粉であってもよい。鉄粒子の粒径は、180μm以下の範囲にあることが好ましい。
銅粉末を構成するCuは、焼結時に溶融し、鉄基地および鉄合金粒子(硬質粒子)に、固溶拡散することにより、鉄基地の硬さを上昇させるとともに、焼結合金の耐食性を向上させるための元素である。本実施形態では、銅粉末は、純銅からなる粉末で、純銅は、Feが99質量%以上(より好ましくは、99.9質量%以上)、残部が不可避不純物からなる。銅粉末は、上述した純鉄粉末と同様の方法で製造することができる。銅粉末の粒径は、10〜80μmの範囲にあることが好ましい。
黒鉛粉末を構成するCは、焼結時に鉄基地および鉄合金粒子(硬質粒子)に、固溶拡散することにより、これらの硬さを上昇させ、焼入れ性を高めるための元素である。黒鉛粉末は、天然黒鉛または人造黒鉛のいずれの黒鉛からなる粉末であってもよく、これらが混合したものであってもよい。黒鉛粉末の粒径は、1〜45μmの範囲にあることが好ましい。好ましい黒鉛粒子からなる粉末としては、黒鉛粉末(日本黒鉛製:CPB−S)などを挙げることができる。
純鉄粉末、鉄合金粉末、銅粉末、および黒鉛粉末を含むように混合粉末を作製する。混合粉末は、混合粉末全体を100質量%としたときに、鉄合金粉末が15〜40質量%の範囲にあり、銅粉末が、1.2〜1.8質量%の範囲にあり、黒鉛粉末が、0.5〜1.0質量%の範囲にあり、残部が、純鉄粉末である。
鉄合金粉末は、混合粉末全体を100質量%としたときに、15〜40質量%の範囲にあるので、鉄合金粉末に由来するマルテンサイト組織からなる硬質粒子により、焼結合金の耐アブレッシブ摩耗性を向上させることができる。また、鉄合金粉末に含有するCrにより、焼結合金の耐食性を向上させることができる。より好ましくは、鉄合金粉末は、混合粉末全体を100質量%としたときに、15〜25質量%の範囲にある。
銅粉末は、混合粉末全体に対して、1.2〜1.8質量%の範囲にあるので、鉄基地の硬さを向上させ、焼結合金の耐食性を向上させることができる。より好ましくは、銅粉末は、混合粉末全体を100質量%としたときに、1.4〜1.6質量%の範囲にある。
黒鉛粉末は、混合粉末全体に対して、0.5〜1.0質量%含有しているので、鉄基地の硬さを向上させ、焼結時の焼入れ性を向上させることができ、焼結合金の耐摩耗性を高めることができる。より好ましくは、黒鉛粉末は、混合粉末全体を100質量%としたときに、0.8〜0.9質量%の範囲にある。
このようにして、得られた混合粉末を、金型を用いて成形体に圧粉成形する。成形体には、混合粉末と同じ割合で、純鉄粉末、鉄合金粉末、銅粉末、および黒鉛粉末が含まれる。次に、成形体を焼結する(焼結工程)。
このようにして得られた焼結合金は、焼結合金全体を100質量%としたときに、C:0.5〜1.0質量%、Cr:0.45〜1.20質量%、Mo:0.075〜0.200質量%、Cu:1.2〜1.8質量%であり、残部がFeおよび不可避不純物からなる。また、焼結合金には、マルテンサイト組織からなる硬質粒子が、フェライト組織およびパーライト組織からなる鉄基地に分散している。CおよびCuは、鉄基地および硬質粒子に含有しており、CrおよびMoは、少なくとも硬質粒子に含有している。ここで、CrおよびMoの大半は、硬質粒子内またはその界面に存在し、僅かな量のCrおよびMoが、鉄基地の界面近傍に存在する。硬質粒子は、焼結合金の全体を100質量%としたときに、15.3〜40.9質量%含有している。
焼結合金に含有するCを0.5〜1.0質量%にすることにより、焼結合金の耐摩耗性を高めることができる。Cの含有量が0.5質量%未満である場合、鉄基地の炭素含有量が少ないため、フェライト組織が多くなり、焼結合金の耐摩耗性が低下してしまう。一方、Cの含有量が1.0質量%を超えた場合、焼結合金にCr炭化物およびMo炭化物が多く存在することになり、焼結合金の耐食性が低下してしまう。より好ましくは、焼結合金を100質量%としたときに、Cの含有量は、0.8〜0.9質量%である。
焼結合金に含有するCrを0.45〜1.20質量%にすることにより、焼結合金の耐摩耗性および耐食性を高めることができる。Crの含有量が0.45質量%未満である場合には、Crの含有量が少な過ぎるため、Crによる耐摩耗性および耐食性の効果を充分に発揮することができないことがある。一方、Crの含有量が1.20質量%を超えた場合、Crの含有量が多過ぎるため、焼結合金の被削性が低下してしまうことがある。より好ましくは、焼結合金を100質量%としたときに、Crの含有量は、0.5〜1.0質量%である。
焼結合金に含有するMoを0.075〜0.200質量%にすることにより、焼結合金の耐摩耗性および耐食性を高めることができる。Moの含有量が、0.075質量%未満である場合、Moの含有量が少な過ぎるため、Mo炭化物による耐摩耗性を充分に発揮できないことがあり、高温使用環境下におけるMo酸化物による固体潤滑性も充分に発揮できないことがある。一方、Moの含有量が0.200質量%を超えた場合、Moの含有量が多過ぎるため、焼結合金の耐摩耗性が低下することがある。より好ましくは、焼結合金を100質量%としたときに、Moの含有量は、0.084〜0.1833質量%である。
焼結合金に含有するCuを1.2〜1.8質量%にすることにより、鉄基地の硬さを向上させ、焼結合金の耐食性を向上させることができる。Cuの含有量が、1.2質量%未満である場合、Cuの含有量が少な過ぎるため、焼結合金の鉄基地の硬さを確保することができず、焼結合金に対して金属接触が生じた際に、鉄基地が塑性変形して、毟り取られ易く、凝着摩耗が発生することがある。また、焼結合金の耐食性が低下することがある。一方、Cuの含有量が、1.8質量%を超えた場合、Cuの含有量が多過ぎるため、高温使用環境下において、Cuにより焼結合金の表面にMo酸化皮膜等が形成され難くなり、焼結合金に対して金属接触が生じた際に、凝着摩耗が発生し、耐摩耗性が低下する。より好ましくは、焼結合金を100質量%としたときに、Cuの含有量は、1.4〜1.6質量%の範囲にある。
上述した組成を前提に、焼結合金には、マルテンサイト組織からなる硬質粒子が、フェライト組織およびパーライト組織からなる鉄基地に分散している。上述したように、硬質粒子は、鉄合金粉末(成形体の鉄合金粒子)に由来し、マルテンサイト組織からなる粒子のことである。なお、鉄基地は、純鉄粉末(成形体の純鉄粒子)に由来し、フェライト組織およびパーライト組織が混合した組織からなる基地のことである。なお、硬質粒子は、マルテンサイト組織からなるため、フェライト組織およびパーライト組織が混合した組織からなる鉄基地よりも、硬質である。
上述した製造方法で得られた焼結合金は、高温使用環境下における機械的強度および耐摩耗性がこれまでのものよりも高い。例えば、高温の使用環境下となる、圧縮天然ガスまたは液化石油ガスを燃料とする内燃機関のバルブ系(例えばバルブシート、バルブガイド)、ターボチャージャのウェストゲートバルブに好適に用いることができる。
〔実施例1:鉄合金粉末の最適量(下限値)〕
以下に示す製造方法で、実施例1に係る焼結合金を製造した。純鉄粉末としてアトマイズ鉄粉(へガネス社製:ASC100.29)を準備した。純鉄粉の粒径は、20〜180μmである。鉄合金粉末として、鉄合金粉末全体を100質量%としたときに、Cr:3.0質量%、Mo:0.5質量%、残部がFe及び不可避不純物(Fe−3.0Cr−0.5Mo)からなり、アトマイズ法により製造された鉄合金粉末(へガネス社製)を準備した。鉄合金粉末の粒径は、180μm以下である。さらに銅粉末(福田金属箔粉工業社製:CE−20−NP)と、黒鉛粉末(日本黒鉛工業製: CPB−S)を準備した。
実施例1と同じように焼結合金の試験片を作製した。実施例2は、鉄合金粉末の最適量を評価するための実施例である。実施例2が、実施例1と相違する点は、表1に示すように、鉄合金粉末を、混合粉末全体に対して、40質量%の割合で添加した点である。
実施例1と同じように焼結合金の試験片を作製した。実施例3、4は、銅粉末の最適量を評価するための実施例である。実施例3、4が、実施例1と相違する点は、表1に示すように、鉄合金粉末を、混合粉末全体に対して、20質量%の割合で添加した点である。さらに、実施例3、4が、実施例1と相違する点は、表1に示すように、銅粉末を、混合粉末全体に対して、順次1.2質量%、1.8質量%の割合で添加した点である。
実施例1と同じように焼結合金の試験片を作製した。実施例5、6は、黒鉛粉末の最適量を評価するための実施例である。実施例5、6が、実施例1と相違する点は、表1に示すように、鉄合金粉末を、混合粉末全体に対して、20質量%の割合で添加した点である。さらに、実施例5、6が、実施例1と相違する点は、表1に示すように、黒鉛粉末を、混合粉末全体に対して、順次0.5質量%、1.0質量%の割合で添加した点である。
実施例1と同じように焼結合金の試験片を作製した。比較例1、2は、鉄合金粉末の最適添加量を評価するための比較例である。比較例1、2が、実施例1と相違する点は、表1に示すように、鉄合金粉末を、混合粉末全体に対して、順次、5質量%、60質量%の割合で添加した点である。
実施例1と同じように焼結合金の試験片を作製した。比較例3〜5は、銅粉末の最適添加量を評価するための比較例である。比較例3〜5が、実施例1と相違する点は、表1に示すように、鉄合金粉末を、混合粉末全体に対して、20質量%の割合で添加した点である。さらに、比較例3〜5が、実施例1と相違する点は、表1に示すように、銅粉末を、混合粉末全体に対して、順次0.5質量%、3.0質量%、9.0質量%の割合で添加した点である。
実施例1と同じように焼結合金の試験片を作製した。比較例6、7は、黒鉛粉末の最適添加量を評価するための比較例である。比較例6、7が、実施例1と相違する点は、表1に示すように、鉄合金粉末を、混合粉末全体に対して20質量%の割合で添加した点である。比較例6、7が、実施例1と相違する点は、表1に示すように、黒鉛粉末を、混合粉末全体に対して、順次0.3質量%、1.5質量%の割合で添加した点である。
実施例1と同じように焼結合金の試験片を作製した。比較例8が、実施例1と相違する点は、混合粉末に対して、鉄合金粉末(Fe−75Mo)を10質量%、コバルト粉末を6.0質量%、ニッケル粉末を6.0質量%、黒鉛粉末を0.5質量%、残りを純鉄粉とした割合で、混合粉末を用いた点である。なお、鉄合金粉末(Fe−75Mo)は、鉄合金粉末全体に対して、75質量%のMoを含有した粉末である。比較例8は、従来の製造されている焼結合金である。
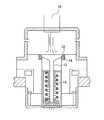
図1に示す試験機を用いて、実施例1〜6および比較例1〜8に係る焼結合金のバルブシートの試験片に対して耐摩耗性試験を行い、これらの耐摩耗性を評価した。この試験では、図1に示すように、プロパンガスバーナ10を加熱源として用い、焼結合金からなるリング形状のバルブシート(試験片)12と、バルブ13のバルブフェース14との摺動部をプロパンガス燃焼雰囲気とした。バルブフェース14はSUH3(SEA規格)に窒化処理を行ったものである。バルブシート12の表面温度を200℃に制御し、スプリング16によりバルブシート12とバルブフェース14との接触時に25kgfの荷重を付与して、3250回/分の割合で、バルブシート12とバルブフェース14とを接触させ、8時間の摩耗試験を行った。摩耗試験後のバルブシート12とバルブフェース14の軸方向の摩耗深さの総量を、軸方向摩耗量(摩耗量)として測定した。この結果を表1に示す。なお、表1では、実施例1〜6および比較例1〜7に対して、比較例8の摩耗量を基準とした摩耗量比を算出した。
図2に示す試験機を用いて、実施例1〜6および比較例1〜8に係る焼結合金の試験片に対して被削性評価試験を行い、これらの被削性を評価した。この試験では、外径30mm、内径22mm、全長9mmの試験片21を実施例1〜6および比較例1〜8のそれぞれに対して6個準備した。NC旋盤を用いて、窒化チタンアルミコーティングした超硬の刃具22で、回転数970rpmで回転した試験片21に対して、切込み量0.3mm、送り0.08mm/rev、切削距離320m、湿式でトラバース切削した。その後、光学顕微鏡により、刃具22の逃げ面の最大摩耗深さを刃具摩耗量として測定した。この結果を、この結果を表1に示す。
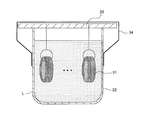
図3に示す試験機を用いて、実施例1〜6および比較例1、3、6〜8に係る焼結合金の試験片に対して腐食性評価試験を行い、これらの腐食性を評価した。具体的には、実施例1〜6および比較例1、3、6〜8毎に、外径29.21mm、内径20mm、長さ6.5mmのリング状の試験片31を準備した。図3に示すように、準備した試験片31を梁33に吊るし、梁33に吊るした状態で、試験片31を容器32内の腐食液L(pH2.62)に浸漬し、容器32をカバー34で覆った。浸漬条件を1時間、70℃の条件とし、この条件で浸漬後、試験片31を15分間、大気中に放置した。試験片を、腐食液に浸漬してから大気中に放置するまでを1サイクルとして、各試験片に対して25サイクル行った。25サイクル実施前と実施後の重量変化を測定し、これを腐食減量とした。なお、表1では、実施例1〜6および比較例1、3、6、7に対して、比較例8の腐食減量を基準とした腐食減量比を算出した。この結果を表1に示す。
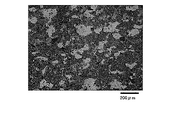
実施例1および2の試験片の組織写真を顕微鏡で観察した。この結果、図4Aおよび図4Bに示す。図4Aは、実施例1に係る焼結合金の組織写真であり、図4Bは、実施例2に係る焼結合金の組織写真である。図4Aおよび図4Bから、焼結合金には、マルテンサイト組織(写真の黒色部分)からなる硬質粒子が分散していることが分かった。また、鉄基地の組織は、フェライト組織およびパーライト組織が混合した組織(写真の灰色および白色部分)であった。

図5に示すように、実施例1〜4に係る焼結合金の摩耗量比は、比較例1のものよりも小さかった。これは、実施例1〜4では、比較例1よりも、鉄合金粉末を混合粉末により多く添加したことにより、焼結合金に含まれる硬質粒子の割合が多いからである。この点から、鉄合金粉末の添加量は、混合粉末全体に対して15質量%以上であればよく、焼結合金の硬質粒子の割合は、焼結合金に対して15.3質量%以上であればよい(実施例1等参照)。これに加えて、比較例1の焼結合金は、Moが少ないため、高温使用時にMo酸化物が、焼結合金の表面に形成され難いため、Mo酸化物の固体潤滑剤としての効果も期待できなかったと考えられる。この点から、焼結合金に含まれるMoの含有量は、0.075質量%以上であればよい(実施例1等参照)。
図7に示すように、実施例3〜5に係る焼結合金の摩耗量比は、比較例4、5のものよりも小さかった。これは、比較例4、5では、実施例3〜5よりも、銅粉末を混合粉末に多く添加したことにより、高温使用環境下において、Cuが起因して焼結合金の表面にMo酸化皮膜等が形成され難くなったからであると考えられる。これにより、比較例4、5に係る焼結合金では、相手材であるバルブとの金属接触により、凝着摩耗が発生したと考えられる。この点から、銅粉末の添加量は、混合粉末全体に対して1.8質量%以下であればよく、焼結合金に対するCuの含有量は1.8質量%以下であればよい(実施例4等参照)。
図9に示すように、実施例4〜6に係る焼結合金の摩耗量比は、比較例6のものよりも小さかった。これは、比較例6では、実施例4〜6よりも、混合粉末に添加する黒鉛粉末が少な過ぎたため、焼結時の鉄基地にパーライト組織が生成され難くなる。これにより、焼結合金の鉄基地は、フェライト組織が多くなるため、焼結合金の硬さが低くなり、焼結合金の耐摩耗性が低下してしまうと考えられる。この点から、黒鉛粉末の添加量は、混合粉末全体に対して0.5質量%以上であればよく、焼結合金に対するCの含有量は0.5質量%以上であればよい(実施例5等参照)。
Claims (3)
- 純鉄粉末、鉄合金粉末、銅粉末、および黒鉛粉末を含む混合粉末から、成形体を圧粉成形する成形工程と、
前記成形体を焼結する焼結工程と、を含む耐摩耗性鉄基焼結合金の製造方法であって、
前記鉄合金粉末は、前記鉄合金粉末全体を100質量%としたときに、Cr:2.5〜3.5質量%、Mo:0.4〜0.6質量%、残部がFe及び不可避不純物からなり、
前記混合粉末は、前記混合粉末全体を100質量%としたときに、
前記鉄合金粉末が、15〜40質量%であり、
前記銅粉末が、1.2〜1.8質量%であり、
前記黒鉛粉末が、0.5〜1.0質量%であり、
残部が、純鉄粉末であり、
前記焼結工程において、前記純鉄粉末に由来する組織をフェライト組織およびパーライト組織が混合した組織にし、前記鉄合金粉末に由来する組織をマルテンサイト組織にすることを特徴とする耐摩耗性鉄基焼結合金の製造方法。 - 前記焼結工程において、加熱温度を1050℃〜1200℃とし、加熱時間を、10分間〜60分間とした条件で、前記成形体を加熱し、
前記条件で加熱された前記成形体を、20℃/分〜300℃/分の冷却速度で冷却することを特徴とする請求項1に記載の耐摩耗性鉄基焼結合金の製造方法。 - C:0.5〜1.0質量%、Cr:0.45〜1.20質量%、Mo:0.075〜0.200質量%、Cu:1.2〜1.8質量%であり、残部がFeおよび不可避不純物からなる耐摩耗性鉄基焼結合金であって、
前記耐摩耗性鉄基焼結合金には、マルテンサイト組織からなる硬質粒子が、フェライト組織およびパーライト組織が混合した組織からなる鉄基地に分散しており、
前記Cおよび前記Cuは、前記鉄基地および前記硬質粒子に含有しており、
前記Crおよび前記Moは、少なくとも前記硬質粒子に含有しており、
前記硬質粒子は、前記耐摩耗性鉄基焼結合金の全体を100質量%としたときに、15.3〜40.9質量%含有していることを特徴とする耐摩耗性鉄基焼結合金。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016181562A JP6431012B2 (ja) | 2016-09-16 | 2016-09-16 | 耐摩耗性鉄基焼結合金の製造方法および耐摩耗性鉄基焼結合金 |
| EP17190567.2A EP3296418B1 (en) | 2016-09-16 | 2017-09-12 | Manufacturing method of wear-resistant iron-based sintered alloy and wear-resistant iron-based sintered alloy |
| US15/703,387 US10619229B2 (en) | 2016-09-16 | 2017-09-13 | Manufacturing method of wear-resistant iron-based sintered alloy and wear-resistant iron-based sintered alloy |
| CN201710828031.XA CN107829015B (zh) | 2016-09-16 | 2017-09-14 | 耐磨性铁基烧结合金的制造方法和耐磨性铁基烧结合金 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016181562A JP6431012B2 (ja) | 2016-09-16 | 2016-09-16 | 耐摩耗性鉄基焼結合金の製造方法および耐摩耗性鉄基焼結合金 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018044226A JP2018044226A (ja) | 2018-03-22 |
| JP6431012B2 true JP6431012B2 (ja) | 2018-11-28 |
Family
ID=59856447
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016181562A Active JP6431012B2 (ja) | 2016-09-16 | 2016-09-16 | 耐摩耗性鉄基焼結合金の製造方法および耐摩耗性鉄基焼結合金 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10619229B2 (ja) |
| EP (1) | EP3296418B1 (ja) |
| JP (1) | JP6431012B2 (ja) |
| CN (1) | CN107829015B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200065570A (ko) * | 2018-11-30 | 2020-06-09 | 주식회사 포스코 | 철동 합금 분말, 이의 제조방법, 및 이를 이용한 소결체 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107868899B (zh) * | 2017-11-14 | 2020-03-31 | 宁海县大雅精密机械有限公司 | 一种注塑用透气钢及制备方法 |
| US11668298B2 (en) * | 2018-11-07 | 2023-06-06 | Hyundai Motor Company | Slide of variable oil pump for vehicle and method of manufacturing the same |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60258450A (ja) | 1984-06-06 | 1985-12-20 | Toyota Motor Corp | バルブシ−ト用鉄系焼結合金 |
| JPS61183440A (ja) * | 1985-02-12 | 1986-08-16 | Toyota Motor Corp | 鉄系焼結材料の製造方法 |
| JPH06158217A (ja) * | 1992-11-17 | 1994-06-07 | Mitsubishi Materials Corp | 耐摩耗性のすぐれたFe基焼結合金製バルブガイド部材 |
| SE0401535D0 (sv) * | 2004-06-14 | 2004-06-14 | Hoeganaes Ab | Sintered metal parts and method for the manufacturing thereof |
| GB2437216A (en) * | 2005-01-31 | 2007-10-17 | Komatsu Mfg Co Ltd | Sintered material, iron-based sintered sliding material and process for producing the same |
| JP2006299364A (ja) * | 2005-04-22 | 2006-11-02 | Toyota Motor Corp | Fe系焼結合金 |
| AT505699B1 (de) * | 2007-09-03 | 2010-10-15 | Miba Sinter Austria Gmbh | Verfahren zur herstellung eines sintergehärteten bauteils |
| US20090162241A1 (en) * | 2007-12-19 | 2009-06-25 | Parker Hannifin Corporation | Formable sintered alloy with dispersed hard phase |
| JP2009167477A (ja) * | 2008-01-17 | 2009-07-30 | Sumitomo Electric Sintered Alloy Ltd | 焼結クラッチハブ、それ用の成形体及び同クラッチハブの製造方法 |
| JP5114233B2 (ja) * | 2008-02-05 | 2013-01-09 | 日立粉末冶金株式会社 | 鉄基焼結合金およびその製造方法 |
| JP2010090470A (ja) * | 2008-10-10 | 2010-04-22 | Jfe Steel Corp | 鉄系焼結合金およびその製造方法 |
| JP5110398B2 (ja) * | 2009-06-05 | 2012-12-26 | トヨタ自動車株式会社 | 鉄基焼結合金、鉄基焼結合金の製造方法およびコンロッド |
| RU2618976C2 (ru) * | 2012-01-05 | 2017-05-11 | Хеганес Аб (Пабл) | Новый металлический порошок и его использование |
| JP2013173961A (ja) | 2012-02-23 | 2013-09-05 | Riken Corp | 鉄基焼結合金製バルブシート |
| JP5636605B2 (ja) * | 2012-10-15 | 2014-12-10 | 住友電工焼結合金株式会社 | 焼結部品の製造方法 |
| WO2015045273A1 (ja) * | 2013-09-26 | 2015-04-02 | Jfeスチール株式会社 | 粉末冶金用合金鋼粉および鉄基焼結体の製造方法 |
| JP6077499B2 (ja) * | 2014-08-22 | 2017-02-08 | トヨタ自動車株式会社 | 焼結合金用成形体、耐摩耗性鉄基焼結合金、およびその製造方法 |
-
2016
- 2016-09-16 JP JP2016181562A patent/JP6431012B2/ja active Active
-
2017
- 2017-09-12 EP EP17190567.2A patent/EP3296418B1/en active Active
- 2017-09-13 US US15/703,387 patent/US10619229B2/en active Active
- 2017-09-14 CN CN201710828031.XA patent/CN107829015B/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200065570A (ko) * | 2018-11-30 | 2020-06-09 | 주식회사 포스코 | 철동 합금 분말, 이의 제조방법, 및 이를 이용한 소결체 |
| KR102271296B1 (ko) * | 2018-11-30 | 2021-06-29 | 주식회사 포스코 | 철동 합금 분말, 이의 제조방법, 및 이를 이용한 소결체 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3296418B1 (en) | 2019-08-28 |
| US10619229B2 (en) | 2020-04-14 |
| EP3296418A1 (en) | 2018-03-21 |
| CN107829015A (zh) | 2018-03-23 |
| US20180080104A1 (en) | 2018-03-22 |
| CN107829015B (zh) | 2019-09-24 |
| JP2018044226A (ja) | 2018-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4368245B2 (ja) | 硬質粒子分散型鉄基焼結合金 | |
| JP4948636B2 (ja) | 焼結合金配合用硬質粒子、耐摩耗性鉄基焼結合金、及びバルブシート | |
| JP5525986B2 (ja) | 焼結バルブガイドおよびその製造方法 | |
| JP5992402B2 (ja) | 窒化焼結コンポーネントの製造方法 | |
| WO2015141331A1 (ja) | 鉄基焼結合金製バルブシート | |
| JP6431012B2 (ja) | 耐摩耗性鉄基焼結合金の製造方法および耐摩耗性鉄基焼結合金 | |
| GB2109004A (en) | Anti-wear sintered alloy and process for the manufacture thereof | |
| CN111788025B (zh) | 烧结气门导管及其制造方法 | |
| JP4179550B2 (ja) | 耐摩耗性焼結合金およびその製造方法 | |
| JP4455390B2 (ja) | 耐摩耗性焼結合金およびその製造方法 | |
| JP6392796B2 (ja) | 耐摩耗性鉄基焼結合金の製造方法、焼結合金用成形体、および耐摩耗性鉄基焼結合金 | |
| JP6315241B2 (ja) | 耐摩耗性銅基焼結合金 | |
| JP6352959B2 (ja) | 耐摩耗性鉄基焼結合金の製造方法、焼結合金用成形体、および耐摩耗性鉄基焼結合金 | |
| JP6077499B2 (ja) | 焼結合金用成形体、耐摩耗性鉄基焼結合金、およびその製造方法 | |
| JP6842345B2 (ja) | 耐摩耗性鉄基焼結合金の製造方法 | |
| JP2003166025A (ja) | 硬質粒子分散型焼結合金及びその製造方法 | |
| JP6519955B2 (ja) | 鉄基焼結摺動部材およびその製造方法 | |
| JP2009035785A (ja) | 高温耐蝕耐摩耗性焼結部品の製造方法 | |
| JP3942136B2 (ja) | 鉄基焼結合金 | |
| JP2017137580A (ja) | 鉄基焼結摺動部材の製造方法 | |
| JP2010144238A (ja) | 耐摩耗性焼結合金およびその製造方法 | |
| JPS60159154A (ja) | 耐摩耗焼結摺動材 | |
| JPH0533299B2 (ja) | ||
| JPH11335798A (ja) | 高面圧下ですぐれた耐摩耗性を発揮する遊離黒鉛析出鉄系焼結材料製軸受 | |
| JP2013173961A (ja) | 鉄基焼結合金製バルブシート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180112 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181009 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181101 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6431012 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |