JP6397205B2 - プリプレグ、炭素繊維強化複合材料、ロボットハンド部材及びその原料樹脂組成物 - Google Patents
プリプレグ、炭素繊維強化複合材料、ロボットハンド部材及びその原料樹脂組成物 Download PDFInfo
- Publication number
- JP6397205B2 JP6397205B2 JP2014075782A JP2014075782A JP6397205B2 JP 6397205 B2 JP6397205 B2 JP 6397205B2 JP 2014075782 A JP2014075782 A JP 2014075782A JP 2014075782 A JP2014075782 A JP 2014075782A JP 6397205 B2 JP6397205 B2 JP 6397205B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- mass
- cyanate ester
- component
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L79/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen or carbon only, not provided for in groups C08L61/00 - C08L77/00
- C08L79/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/42—Layered products comprising a layer of synthetic resin comprising condensation resins of aldehydes, e.g. with phenols, ureas or melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
- B32B9/007—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile comprising carbon, e.g. graphite, composite carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/06—Elements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/06—Unsaturated polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/08—Reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/56—Damping, energy absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2386/00—Specific polymers obtained by polycondensation or polyaddition not provided for in a single one of index codes B32B2363/00 - B32B2383/00
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2361/00—Characterised by the use of condensation polymers of aldehydes or ketones; Derivatives of such polymers
- C08J2361/04—Condensation polymers of aldehydes or ketones with phenols only
- C08J2361/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
- C08J2361/14—Modified phenol-aldehyde condensates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/06—Unsaturated polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2465/00—Characterised by the use of macromolecular compounds obtained by reactions forming a carbon-to-carbon link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2479/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen, or carbon only, not provided for in groups C08J2461/00 - C08J2477/00
- C08J2479/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2481/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen, or carbon only; Polysulfones; Derivatives of such polymers
- C08J2481/06—Polysulfones; Polyethersulfones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/02—Flame or fire retardant/resistant
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
- C08L2205/035—Polymer mixtures characterised by other features containing three or more polymers in a blend containing four or more polymers in a blend
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Manipulator (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
また、特許文献2は、炭素繊維強化プラスチック層と、粘弾性樹脂及び剛性の高い繊維状物質を含有する制振弾性層との積層体からなる炭素繊維強化プラスチック成形体を利用したロボットハンドに係る発明を開示している。
そこで、本発明の課題は、耐熱性、耐衝撃性に加え、曲げ剛性等の耐変形性にも優れ、過酷な条件下で長期間の使用に耐え得る繊維強化複合材料を提供することにある。
また、当該プリプレグを加熱硬化させた炭素繊維強化複合材料、及び該複合材料を利用したロボットハンド部材が提供される。
本発明のプリプレグの原料となる樹脂組成物は、(A)分子中にシアネート基を2個以上有するシアネートエステル樹脂と、(B)金属配位型触媒と、(C)熱可塑性樹脂製の靱性向上剤と、を含有し、前記(A)成分100質量部に対して、前記(B)成分が0.01〜0.5質量部、前記(C)成分が1〜20質量部である。
・ビスフェノールAのジシアネート(2,2’−ビス(4−シアネートフェニル)イソプロピリデン)(例えばLonza社製、商品名プライマセット「BADCy」、Huntsman社製、商品名「B−10」)、該BADCyのプレポリマー化物(シアネートエステル樹脂とポリトリアジンの混合物)(例えばLonza社製、商品名プライマセット「BA200」、「BA3000」、Huntsman社製、商品名「B−30」)
・ビスフェノールADのジシアネート(1,1’−ビス(4−シアネートフェニル)エタン)(例えばLonza社製、商品名プライマセット「LECy」、Huntsman社製、商品名「L−10」)
・置換ビスフェノールFのジシアネート(例えばLonza社製、商品名「METHYLCy」、Huntsman社製、商品名「M−10」)、該METHYLCyのプレポリマー化物(シアネートエステル樹脂とポリトリアジンの混合物)(例えばHuntsman社製、M−30)
・フェノールジシクロペンタジエン付加物のシアネートエステル(例えばHuntsman社製、商品名「XU−71787−02」)
・フェノールノボラック型シアネートエステル及びそのプレポリマー化物(例えばLonza社製、商品名プライマセット「PT−15」、「PT−30」、「PT−60」)
・ジシクロペンタジエン変性フェノール型シアネートエステル及びそのプレポリマー化物(例えばLonza社製、商品名プライマセット「DT−4000」、「DT−7000」)
また、硬化後の炭素繊維強化複合材料のガラス転移温度を、250℃以上とするために、フェノールノボラック型シアネートエステル樹脂をシアネートエステル樹脂全量に対して、30質量%以上、80質量%以下含有することが好ましく、50質量%以上、80質量%以下含有することがより好ましい。80質量%を超えるとガラス転移温度は上昇するものの、靱性が低下し、長期耐久性が悪化するおそれがある。なお、以下、(A)成分のシアネートエステル樹脂をマトリックス樹脂と称することもある。
(C)成分の配合量は、(A)成分100質量部に対して、1〜20質量部が好ましく、2〜15質量部がより好ましい。1質量部未満であると靱性向上効果が不十分であり、20質量部を超えると、所望の耐変形性が得られないおそれがあるからである。(C)成分の配合は、マトリックス樹脂に溶解しても、微粒子として分散しても良い。特に微粒子として分散する場合は、プリプレグを製造する観点から平均粒径100μm以下とすることが好ましい。
炭素繊維には、原料の違いによって、ポリアクリロニトリル(PAN)系炭素繊維及びピッチ系炭素繊維がある。この場合、ピッチ系炭素繊維は、弾性が高いという特性を有する一方、PAN系炭素繊維は、引張弾性率が高いという特性を有する。本発明の炭素繊維としては、引張弾性率が450GPa以上の炭素繊維を含むものであれば、PAN系炭素繊維でもピッチ系炭素繊維でもよいが、ピッチ系炭素繊維が好ましい。より耐変形性に優れる炭素繊維強化複合材料が得られるからである。
なお、全てが450GPa以上、好ましくは600GPa以上の引張弾性率を有する炭素繊維であることが特に好ましい。
当該積層体は、少なくとも3層の複数の薄膜からなる積層体であることが好ましく、薄膜の2/3以上が引張弾性率450GPa以上、より好ましくは600GPa以上の炭素繊維を成分として含有することが好ましい。
プリプレグの積層体を形成する薄膜の過半数が引張弾性率450GPa以上の炭素繊維を成分として含有することによって、耐熱性、耐衝撃性に加え、曲げ剛性等の耐変形性にも優れる炭素繊維強化複合材料を得ることができる。
上記積層体の両面の最外層の薄膜に含有される炭素繊維の引張弾性率より、前記2つの最外層以外の中間層の薄膜に含有される炭素繊維の引張弾性率が大きいことがより好ましく、当該中間層の炭素繊維の引張弾性率が450GPa以上であることがさらに好ましく、600GPa以上であることが、特に好ましい。
なお、中間層の炭素繊維より引張弾性率の小さい炭素繊維を使用する薄膜は、上記2つの最外層の薄膜のみではなく、両面の最外層部の複数の薄膜であってもよい。ただし、中間層部の薄膜は、積層体を構成する薄膜全体の過半数であることが好ましく、2/3以上であることがより好ましい。
ロボットハンド部材には、搬送物を積載した際にたわみにくいこと、すなわち、高い曲げ剛性を有することが求められる。このため、高弾性率炭素繊維を一方向に配向させた、一方向炭素繊維プリプレグを使用し、炭素繊維の方向が、ロボットハンド部材の長手方向と一致するように積層することにより、高い曲げ剛性を得ることができる。その一方で、炭素繊維と直交する方向についてみると、この方向には炭素繊維が存在しないため、マトリックス樹脂の低い強度となってしまうため、ロボットハンドとして使用した際、縦割れや亀裂などの不具合が生じる場合が多い。
そこで、角パイプ型のロボットハンドを製造する場合には、最内層、及び最外層(又は最内層、最外層部の複数層)に、炭素繊維織物プリプレグを配置することが有効である。すなわち、炭素繊維織物プリプレグは、平織り、綾織、朱子織などの種類があるが、いずれも炭素繊維を緯経に織られており、ハンドの長手方向に加えて、これと直交する方向にも炭素繊維が存在するため、縦割れ、亀裂などの発生を防止することができる。また、板状のロボットハンド部材に対しても、表裏最外面に、炭素繊維織物プリプレグを配置することにより、割れを防止することができる。さらに、ロボットハンド部材の場合、吸着パッド部品などの取付け用孔開け加工、ロボット取付け部へのねじ穴加工などが必要になるが、一方向炭素繊維プリプレグのみを使用すると、加工部分で、バリなどが発生し、表面状態が悪化する場合が多いが、最外層(又は最外層部の複数層)を炭素繊維織物プリプレグとすることにより、前述のバリ発生などを防止することができる。
上記(A)〜(D)成分を含む樹脂組成物の前駆体フィルムを調製した後、炭素繊維を一方向に引き揃えた炭素繊維束を用意し、炭素繊維束の両面に前記(A)〜(D)成分を含む樹脂組成物の前駆体フィルムを含浸させることにより、プリプレグが製造される。
樹脂組成物を含浸させる方法としては、樹脂組成物をメチルエチルケトン、メタノール等の溶媒に溶解して低粘度化して含浸させるウェット法、加熱により低粘度化して含浸させるホットメルト法(ドライ法)等を挙げることができる。
ウェット法は、炭素繊維を樹脂組成物の溶液に浸漬した後、引き上げ、オーブン等を用いて溶媒を蒸発させる方法である。ホットメルト法は、加熱により低粘度化した樹脂組成物を直接炭素繊維に含浸させる方法、又は一旦樹脂組成物を離型紙等の上にコーティングしてフィルムを作製しておき、次いで炭素繊維の両側又は片側から上記フィルムを重ね、加熱加圧することにより炭素繊維に樹脂を含浸させる方法である。ホットメルト法は、プリプレグ中に残留する溶媒が実質上皆無となるため好ましい。
本発明の炭素繊維強化複合材料は、上記説明した本発明のプリプレグを加熱硬化させることにより得られるものである。また、当該炭素繊維強化複合材料は、TML(Total Mass Loss:質量損失比(%))が0.35%以下、及びCVCM(Collected Volatile Condensable Materials:再凝縮物質量比(%))が0.002%未満を示す複合材料であることが好ましい。さらに、その飽和吸水率が3.0%以下であることが好ましい。前記TMLは0.30%以下、CVCMは0.001%以下、飽和吸水率は1.5%以下が、各々より好ましい。TML及びCVCMは、ASTM E595−06に準拠して測定し、各々次の式(1)及び(2)によって算出される。
TML(%)=[(試験前試料重量−試験後試料重量)/試験前試料重量]×100 (1)
CVCM(%)=[(試験後コレクタフ゜レート重量−試験前コレクタフ゜レート重量)/試験前試料重量]×100
(2)
また、飽和吸水率は次の式(3)によって算出される。
飽和吸水率(%)=[(吸水後試料重量−吸水前試料重量)/吸水前試料重量]×100
(3)
このようにして得られた炭素繊維強化複合材料の耐熱性は、通常150℃以上あるが、上記加熱硬化の後、さらに、200〜300℃の温度で後硬化することで、最高250℃以上の耐熱性を得ることができる。従って、当該後硬化を実施することが好ましい。後硬化における硬化時間も特に限定されるものではないが、1〜20時間程度が好ましい。
ロボットハンドとは、部品又は製品の製造工程で、組み立て部品等の搬送に使用されるもので、産業用ロボットの一種である。生産ラインの自動化に伴い、ロボットハンド等の産業用ロボットの役割はますます重要となっており、その搬送速度や精度の向上がより一層求められている。
特に、液晶ディスプレイ(LCD)、プラズマディスプレイパネル(PDP)、半導体ウェハ等の精密品の製造工程で使用される基板搬送用のロボットハンドは、比較的重量のある高価なガラス基板等を搬送するため、当該ガラス基板等を支持した時におけるわずかな変形も忌避されるべきものである。特に、たわみ等の発生を極力抑制する、高い曲げ剛性を有することがますます求められている。
さらに、そのような製造工程では水分を極度に嫌うため、材料の含水率を示す上記飽和吸水率は、できる限り小さい値であることが必要となっている。しかし、従来の繊維強化複合材料の飽和吸水率は、当該要求品質を満足できるものではなかった。
図1に本発明のロボットハンド部材10の概略斜視図を示す。該ロボットハンド部材10は、図1に示すように、本発明の炭素繊維強化複合材料1を中空の矩形に加工したものを例示できる。そのA−A線の矢視方向断面図を図2に示す。なお、図2の断面図は長方形の角形形状であるが、本発明のロボットハンド部材10は、当該形状に限られず、断面図多角形、半円形、あるいは円形等、搬送品の要求に合わせて所望の形状とすることができる。
続いて、マンドレルに炭素繊維プリプレグを巻き付ける積層工程を行う。炭素繊維プリプレグを、予め所望の寸法に裁断しておき、マンドレルに順次巻き付けていく。前述の通り、角パイプ形状のロボットハンド部材を製作する場合、マンドレルに最初に巻き付ける炭素繊維プリプレグ、及び最後に巻き付ける炭素繊維プリプレグは、炭素繊維織物プリプレグ(例えば、後述の実施例に示すPPG−E)を使用することが望ましい。また、最内層と最外層の間には、一方向炭素繊維プリプレグ(例えば、後述の実施例に示すPPG−A、PPG−B、PPG−C、PPG−D)を使用し、炭素繊維の配向方向が、ロボットハンド部材の長手方向とほぼ一致するように積層することにより、高い曲げ剛性を得ることができる。
次に、一方向炭素繊維プリプレグを前述の炭素繊維織物プリプレグの上に巻き付ける。一方向炭素繊維プリプレグの裁断幅は、例えば、炭素繊維織物プリプレグの上を1周、あるいは複数周巻き付ける長さとする。また一方向炭素繊維プリプレグの裁断長さは、マンドレルの長さと同等とする。この時、炭素繊維の配向方向は、マンドレルの長手方向と同じ方向とすることが好ましい。このように予め裁断した一方向炭素繊維プリプレグを炭素繊維織物プリプレグの上に巻き付ける。所望の肉厚を得るために、この工程を繰り返す。
最後に、炭素繊維織物プリプレグを、先に積層した一方向炭素繊維プリプレグの上に巻き付ける。この炭素繊維織物プリプレグも、ロボットハンド部材の外側を、例えば1周、または2周以上巻き付けられる幅に予め裁断しておく。長さは、マンドレルの長さとほぼ同じとしておく。この様に種類の異なる炭素繊維を使用した、複数のプリプレグを巻き付けることで、プリプレグ積層工程は終了する。
ロボットハンド部材10を形成する炭素繊維強化複合材料1は、上記のように積層体プリプレグを加熱硬化させた積層体構造であることが好ましい。
当該積層体プリプレグは、少なくとも3層の複数の薄膜からなる積層体であることが好ましく、薄膜の2/3以上が引張弾性率450GPa以上、より好ましくは600GPa以上の炭素繊維を成分として含有することが、上記理由により好ましい。
積層体プリプレグの両面の最外層の薄膜に含有される炭素繊維の引張弾性率より、前記2つの最外層以外の中間層の薄膜に含有される炭素繊維の引張弾性率が大きいことがより好ましく、当該中間層の炭素繊維の引張弾性率が450GPa以上であることがさらに好ましく、600GPa以上であることが、特に好ましい。
なお、中間層の炭素繊維より引張弾性率の小さい炭素繊維を使用する薄膜は、上記2つの最外層の薄膜のみではなく、両面の最外層部の複数の薄膜であってもよい。ただし、中間層部の薄膜は、積層体を構成する薄膜全体の過半数であることが好ましく、2/3以上であることがより好ましい。
炭素繊維強化複合材料のこれらの性状を、以下のようにして測定評価した。
1.TML及びCVCM測定
表1に示す各組成の炭素繊維強化複合材料を作製し、次に示す試験片に加工した後、ASTM E595−06に準拠して測定し、各々上記式(1)及び(2)によって、TML及びCVCMを算出した。
試験片:幅3mm×奥行3mm×高さ3mm
同様に、次に示す試験片に加工した後、試験片を、93℃温水へ20日間浸漬することによって飽和吸水させ、浸漬前後の重量を測定し、上記式(3)より飽和吸水率を算出した。
試験片:幅10mm×長さ60mm×厚さ2mm
表1の(A)〜(C)成分からなる樹脂組成物を100℃にて金型に注入した後、180℃2時間硬化し、樹脂板を得た。動的粘弾性測定装置(ARES、TAインスツルメント社製)にて、貯蔵弾性率の温度依存性を測定し、急激な弾性率の低下点を接線法にて算出し、ガラス転移温度とした。
(A)成分としてフェノールノボラック型シアネートエステル(プライマセットPT−60;Lonza社製)40質量部、(プライマセットPT−30;Lonza社製)20質量部、ビスフェノール型シアネートエステル(プライマセットBA−200;Lonza社製)40質量部、(B)成分として、Co(acac)3 0.06質量部、(C)成分として、ポリエーテルスルホン(ULTRASON E 2020P SR MICRO、BASF社製)3質量部、以上をプラネタリーミキサーにて混合し、樹脂組成物を作製した後、離形紙上にコーティングし、前駆体フィルムを得た。その後、炭素繊維としてXN−80(日本グラファイトファイバー社製、引張弾性率780GPa)に前駆体フィルムを含浸して、実施例1−1用のプリプレグ(目付256g/m2、樹脂含有率31.4%)を作製した。このプリプレグ1枚の厚さは、0.21mmであった。
続いて、当該プリプレグの繊維を1方向にて、14枚積層し、オートクレーブにより180℃、2時間加熱硬化させて実施例1−1用の炭素繊維強化複合材料を作製した。当該炭素繊維強化複合材料について、上記1.TML及びCVCM、2.飽和吸水率、並びに3.ガラス転移温度を測定した。結果を表1に示す。表1の樹脂含有率は、炭素繊維強化複合材料中の炭素繊維以外の成分の含有量割合を示す(比較例も同じ)。
(A)成分の代わりに、ビスフェノールA型エポキシ樹脂(YD−128、新日鉄住金化学社製)30質量部、グリシジルアミン型エポキシ樹脂(YH434L、新日鉄住金化学社製)30質量部、(B)成分の代わりに、4,4’−ジアミノジフェニルアミン(セイカキュアーS、和歌山精化工業社製)30質量部、及び(C)成分として、ポリエーテルスルホン 3質量部、を使用した以外は、実施例1−1と同様にして、比較例1−1用の炭素繊維強化複合材料を作製し、実施例1−1と同様にして1.、2.及び3.の測定を行った。結果を表1に示す。
(A)成分の代わりに、ビスフェノールA型エポキシ樹脂(YD−128、新日鉄住金化学社製)25質量部、ビスフェノールA型エポキシ樹脂(YD−011、新日鉄住金化学社製)35質量部、フェノールノボラック型エポキシ樹脂(YDPN−638、新日鉄住金化学社製)40質量部、(B)成分の代わりに、ジシアンジアミド(東京化成工業社製)5質量部及びDCMU(保土谷化学工業社製)3質量部、(C)成分としてフェノキシ樹脂(YP−70、新日鉄住金化学社製)10質量部を使用し、プリプレグの加熱硬化条件を130℃、1時間とした以外は、実施例1−1と同様にして、比較例1−2用の炭素繊維強化複合材料を作製し、実施例1−1と同様にして1.、2.及び3.の測定を行った。結果を表1に示す。
ロボットハンド部材10を以下のようにして作製し、その曲げ剛性を測定評価した。
4.曲げ剛性試験
表3に示す積層体構造の炭素繊維強化複合材料1により、図3に示す断面寸法で長さが2150mmのロボットハンド部材10を作製し、曲げ剛性試験を次のように実施した。
全長2150mmのロボットハンド部材10の片側150mmの範囲を、図4に示すように、固定台2に水平に固定することにより、これを片持ち状に保持する。片持ち部(2000mm)の先端に錘1kgfを吊り下げて、先端におけるたわみを測定する。
たわみ量が5mm以下の場合を合格とした。
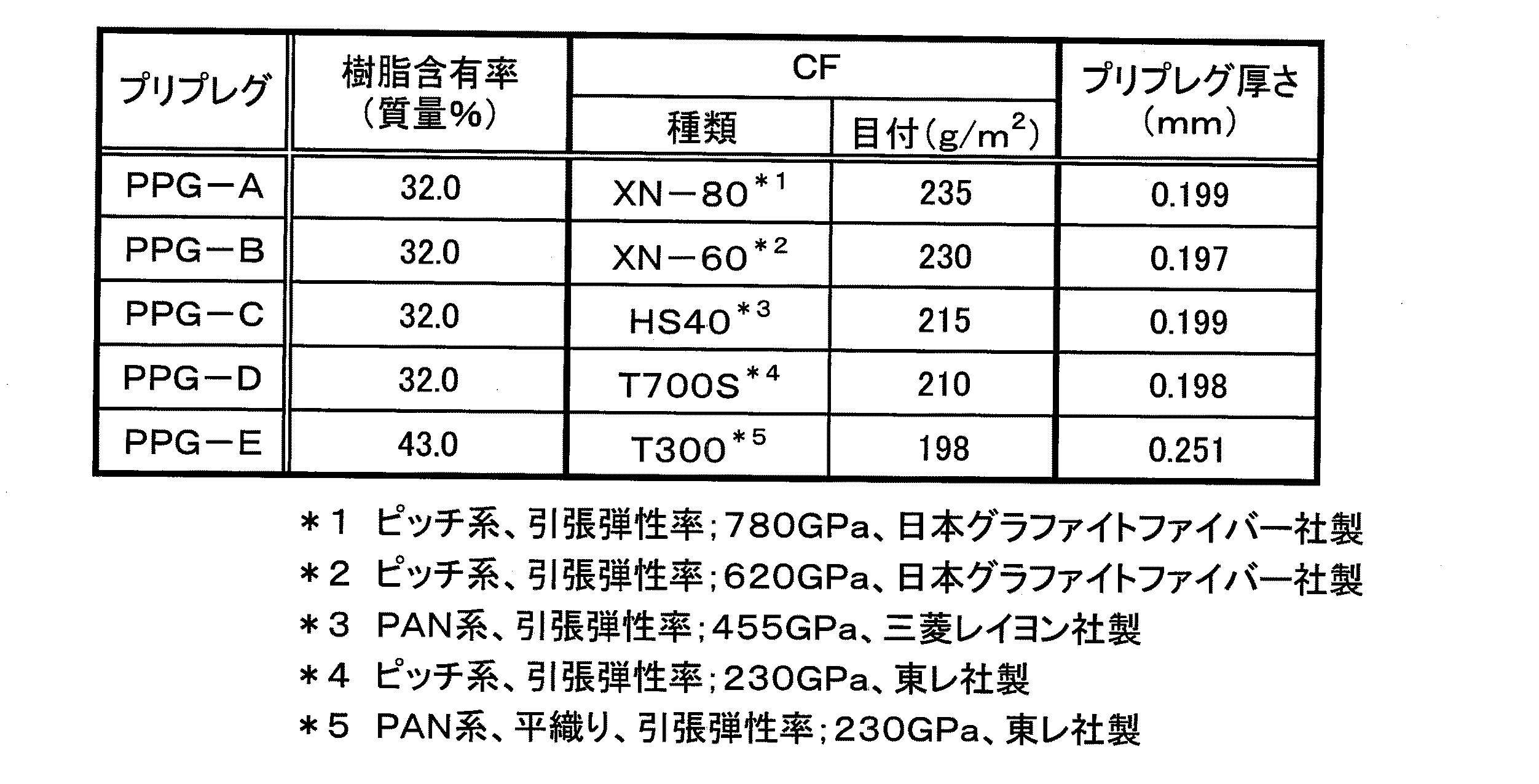
表2に示す各プリプレグ(PPG)を作製し、表3に示す積層体構造として、マンドレルに巻き付けることにより、上記ロボットハンド部材構造を作製した後、180℃×4時間の条件で加熱硬化させてロボットハンド部材を作製した。作製した実施例2−1のロボットハンド部材10の曲げ剛性(たわみ量)を、上記4.曲げ剛性試験により測定した。
なお、炭素繊維以外の樹脂組成物である(A)〜(C)成分の組成は、実施例1−1の組成と同じものとした(以下の実施例及び比較例も同じ)。結果を表3に示す。
なお、表3において、CF(炭素繊維)配向角度の「0°」は、炭素繊維をロボットハンド部材の長手方向の一方向に配向させたことを意味し、「0°/90°」は、長手方向のみではなくて、長手方向と直行する方向等にも配向している、具体的には平織りの炭素繊維であることを意味する。
使用プリプレグ及び積層体構造を表3に示したものとした以外は、実施例2−1と同様にして各ロボットハンド部材10を作製し、実施例2−1と同様にして、4.の曲げ剛性試験を行った。結果を表3に示す。
Claims (8)
- 複数の薄膜からなる積層体であり、
該積層体の各薄膜は全て、樹脂組成物と炭素繊維とを含有し、
前記樹脂組成物は、(A)分子中にシアネート基を2個以上有するシアネートエステル樹脂、(B)金属配位型触媒、及び(C)熱可塑性樹脂製の靱性向上剤を有し、前記(A)成分100質量部に対して、前記(B)成分が0.01〜0.5質量部、前記(C)成分が1〜20質量部であり、
前記積層体の表裏両側の2つの最外層の薄膜に含有される炭素繊維の引張弾性率より、前記2つの最外層以外の中間層の薄膜に含有される炭素繊維の引張弾性率が大きく、該中間層の薄膜に含有される炭素繊維の引張弾性率が450GPa以上であり、
前記中間層の薄膜の数は、前記積層体を構成する全薄膜の数の2/3以上であり、
前記2つの最外層の薄膜に含有される炭素繊維は緯経に織られている織物である、
プリプレグ。 - 前記シアネートエステル樹脂は、重量平均分子量が異なる2種類のフェノールノボラック型シアネートエステル樹脂を含み、重量平均分子量の小さい方のフェノールノボラック型シアネートエステル樹脂の含有量が、重量平均分子量の大きい方のフェノールノボラック型シアネートエステル樹脂の含有量より少なく、
前記2種類のフェノールノボラック型シアネートエステル樹脂は、前記(A)成分全量基準で、30質量%以上、80質量%以下含まれる、
請求項1に記載のプリプレグ。 - 前記中間層の薄膜に含有される炭素繊維の引張弾性率が600GPa以上である、
請求項1又は2に記載のプリプレグ。 - 請求項1〜3のいずれか一項に記載のプリプレグを加熱硬化させた、
炭素繊維強化複合材料。 - TMLが0.35%以下、及びCVCMが0.002%未満である、
請求項4に記載の炭素繊維強化複合材料。 - 飽和吸水率が3.0%以下である、
請求項4又は5に記載の炭素繊維強化複合材料。 - 請求項4〜6いずれか一項に記載の炭素繊維強化複合材料からなる、
ロボットハンド部材。 - (A)分子中にシアネート基を2個以上有するシアネートエステル樹脂と、
(B)金属配位型触媒と、
(C)熱可塑性樹脂製の靱性向上剤と、を含有し、
前記シアネートエステル樹脂は、重量平均分子量が異なる2種類のフェノールノボラック型シアネートエステル樹脂を含み、重量平均分子量の小さい方のフェノールノボラック型シアネートエステル樹脂の含有量が、重量平均分子量の大きい方のフェノールノボラック型シアネートエステル樹脂の含有量より少なく、
前記2種類のフェノールノボラック型シアネートエステル樹脂は、前記(A)成分全量基準で、30質量%以上、80質量%以下含まれ、
前記(A)成分100質量部に対して、前記(B)成分が0.01〜0.5質量部、前記(C)成分が1〜20質量部であり、硬化後の樹脂組成物のガラス転移温度が250℃以上350℃以下であり、かつ、飽和吸水率が2%以下であることを特徴とする、
樹脂組成物。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014075782A JP6397205B2 (ja) | 2014-04-01 | 2014-04-01 | プリプレグ、炭素繊維強化複合材料、ロボットハンド部材及びその原料樹脂組成物 |
| KR1020150036584A KR102317550B1 (ko) | 2014-04-01 | 2015-03-17 | 프리프레그, 탄소섬유 강화 복합재료 및 로봇 핸드 |
| TW104109185A TWI695026B (zh) | 2014-04-01 | 2015-03-23 | 預浸物、碳纖維強化複合材料及機械手 |
| US14/672,465 US20150274913A1 (en) | 2014-04-01 | 2015-03-30 | Prepreg, carbon-fiber-reinforced composite material, and robot hand |
| CN201510146580.XA CN104974521B (zh) | 2014-04-01 | 2015-03-31 | 预浸料、碳纤维增强复合材料及机械手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014075782A JP6397205B2 (ja) | 2014-04-01 | 2014-04-01 | プリプレグ、炭素繊維強化複合材料、ロボットハンド部材及びその原料樹脂組成物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015196777A JP2015196777A (ja) | 2015-11-09 |
| JP6397205B2 true JP6397205B2 (ja) | 2018-09-26 |
Family
ID=54189403
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014075782A Active JP6397205B2 (ja) | 2014-04-01 | 2014-04-01 | プリプレグ、炭素繊維強化複合材料、ロボットハンド部材及びその原料樹脂組成物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150274913A1 (ja) |
| JP (1) | JP6397205B2 (ja) |
| KR (1) | KR102317550B1 (ja) |
| CN (1) | CN104974521B (ja) |
| TW (1) | TWI695026B (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5852542B2 (ja) * | 2012-10-10 | 2016-02-03 | 綾羽株式会社 | 炭素繊維強化複合材用織物およびその製造方法 |
| TWI759323B (zh) * | 2017-08-21 | 2022-04-01 | 大葉大學 | 中空元件之製造方法 |
| JP7009836B2 (ja) * | 2017-08-24 | 2022-01-26 | Tdk株式会社 | 部品吸着搬送機 |
| EP3482875B1 (en) * | 2017-11-09 | 2023-10-11 | NSK Ltd. | Oscillating device, superfinishing device, method of manufacturing bearing, method of manufactoring vehicle, and method of manufacturing machine |
| CN109796759B (zh) * | 2017-11-16 | 2021-12-24 | 长春长光宇航复合材料有限公司 | 一种高导热系数氰酸酯基碳纤维复合材料及其制备方法 |
| WO2019167579A1 (ja) * | 2018-02-27 | 2019-09-06 | 東レ株式会社 | 熱硬化性樹脂組成物、プリプレグおよび繊維強化複合材料 |
| CN108673460B (zh) * | 2018-05-18 | 2020-08-04 | 大连交通大学 | 层叠式柔性机械爪 |
| JP2022010937A (ja) * | 2020-06-29 | 2022-01-17 | Eneos株式会社 | Cfrp製搬送用部材及びその製造方法、ロボットハンド部材、被覆剤、並びにcfrp製搬送用部材の被覆方法 |
| JPWO2022260093A1 (ja) * | 2021-06-08 | 2022-12-15 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4931496A (en) * | 1987-07-08 | 1990-06-05 | Amoco Corporation | Damage tolerant fiber-reinforced composites based on cyanate ester/urea thermosetting composition |
| US4902752A (en) * | 1987-10-05 | 1990-02-20 | Hi-Tek Polymers, Inc. | Polycyanate esters of polyhydric phenols blended with thermoplastic polymers |
| JP2850165B2 (ja) * | 1991-04-08 | 1999-01-27 | 日本石油株式会社 | ピッチ系炭素繊維強化複合材料成形体 |
| JPH0753742A (ja) * | 1993-08-06 | 1995-02-28 | Toray Ind Inc | プリプレグ |
| JP2000343476A (ja) * | 1999-06-09 | 2000-12-12 | Nippon Mitsubishi Oil Corp | 搬送用部材 |
| JP2003020410A (ja) * | 2001-07-10 | 2003-01-24 | Toray Ind Inc | 繊維強化複合材料用樹脂組成物および繊維強化複合材料 |
| JP2005239939A (ja) * | 2004-02-27 | 2005-09-08 | Toray Ind Inc | 繊維強化樹脂複合材料 |
| WO2005102618A1 (ja) * | 2004-04-20 | 2005-11-03 | Nippon Oil Corporation | ロボットハンド部材、その製造方法及びロボットハンド |
| JP2007043184A (ja) * | 2006-09-15 | 2007-02-15 | Sumitomo Bakelite Co Ltd | 多層プリント配線板用銅箔付き絶縁シートおよびそれを用いたプリント配線板 |
| WO2010086955A1 (ja) * | 2009-01-27 | 2010-08-05 | 新日本石油株式会社 | Cfrp製搬送用部材及びそれを用いたロボットハンド |
| JP5426909B2 (ja) * | 2009-03-24 | 2014-02-26 | 株式会社オリムピック | 管状体 |
| CN101613459A (zh) * | 2009-07-22 | 2009-12-30 | 华东理工大学 | 氰酸酯树脂组合物及其在热熔法制备高模量碳纤维预浸料中的应用 |
| JP2011046192A (ja) * | 2009-07-27 | 2011-03-10 | Ist Corp | 精密機器用構造体 |
| US9657173B2 (en) * | 2011-02-04 | 2017-05-23 | Mitsubishi Gas Chemical Company, Inc. | Curable resin composition and cured product thereof |
| CN102399366B (zh) * | 2011-09-28 | 2013-07-03 | 哈尔滨玻璃钢研究院 | 一种液态氰酸酯树脂的制备方法 |
-
2014
- 2014-04-01 JP JP2014075782A patent/JP6397205B2/ja active Active
-
2015
- 2015-03-17 KR KR1020150036584A patent/KR102317550B1/ko active Active
- 2015-03-23 TW TW104109185A patent/TWI695026B/zh active
- 2015-03-30 US US14/672,465 patent/US20150274913A1/en not_active Abandoned
- 2015-03-31 CN CN201510146580.XA patent/CN104974521B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR102317550B1 (ko) | 2021-10-25 |
| JP2015196777A (ja) | 2015-11-09 |
| KR20150114396A (ko) | 2015-10-12 |
| CN104974521A (zh) | 2015-10-14 |
| US20150274913A1 (en) | 2015-10-01 |
| TWI695026B (zh) | 2020-06-01 |
| TW201602187A (zh) | 2016-01-16 |
| CN104974521B (zh) | 2021-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6397205B2 (ja) | プリプレグ、炭素繊維強化複合材料、ロボットハンド部材及びその原料樹脂組成物 | |
| JP6007914B2 (ja) | 真空成形用プリプレグ、繊維強化複合材料およびその製造方法 | |
| TW201041929A (en) | Epoxy resin composition, prepreg, carbon fiber-reinforced composite material and electronic-electric component casings | |
| JP6623757B2 (ja) | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| JP7213620B2 (ja) | エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料及びこれらの製造方法 | |
| CN104583310B (zh) | 环氧树脂组合物以及使用该环氧树脂组合物的膜、预浸料、纤维增强塑料 | |
| EP3279263A1 (en) | Epoxy resin composition, prepreg, carbon fiber-reinforced composite material, and manufacturing methods therefor | |
| CN110637041B (zh) | 纤维增强复合材料用环氧树脂组合物及纤维增强复合材料 | |
| JP6771883B2 (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| JP6771884B2 (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| JP7209470B2 (ja) | プリプレグ及び炭素繊維強化複合材料 | |
| JP7239401B2 (ja) | 炭素繊維束、プリプレグ、繊維強化複合材料 | |
| CN111278886A (zh) | 热固性树脂组合物、预浸料、纤维增强复合材料及其制造方法 | |
| JP6771885B2 (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| WO2019167579A1 (ja) | 熱硬化性樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| JP5252869B2 (ja) | 繊維強化複合材料用エポキシ樹脂組成物及びプリプレグ | |
| JP6547478B2 (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| CN111344338B (zh) | 预浸料、纤维强化复合材料及成形体 | |
| JP2019157096A (ja) | エポキシ樹脂組成物、プリプレグ、及び繊維強化複合材料 | |
| CN120569423A (zh) | 环氧树脂组合物、预浸料坯及纤维增强复合材料以及环氧树脂组合物的制造方法 | |
| WO2024071090A1 (ja) | プリプレグ、及び該プリプレグを用いる繊維強化複合材料の製造方法 | |
| CN117050465A (zh) | 预浸料及纤维增强复合材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171211 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180306 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180828 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180831 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6397205 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |