JP6352930B2 - ラミネート及びその作製方法 - Google Patents
ラミネート及びその作製方法 Download PDFInfo
- Publication number
- JP6352930B2 JP6352930B2 JP2015535758A JP2015535758A JP6352930B2 JP 6352930 B2 JP6352930 B2 JP 6352930B2 JP 2015535758 A JP2015535758 A JP 2015535758A JP 2015535758 A JP2015535758 A JP 2015535758A JP 6352930 B2 JP6352930 B2 JP 6352930B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- region
- laminate
- polymer composition
- elongation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 229920000642 polymer Polymers 0.000 claims description 201
- 239000000203 mixture Substances 0.000 claims description 180
- 238000000034 method Methods 0.000 claims description 90
- 239000000835 fiber Substances 0.000 claims description 73
- 230000013011 mating Effects 0.000 claims description 17
- 230000004913 activation Effects 0.000 claims description 16
- 239000011159 matrix material Substances 0.000 claims description 12
- 230000002745 absorbent Effects 0.000 claims description 11
- 239000002250 absorbent Substances 0.000 claims description 11
- 238000010030 laminating Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 description 48
- 238000010998 test method Methods 0.000 description 45
- -1 polyethylene Polymers 0.000 description 42
- 238000001125 extrusion Methods 0.000 description 31
- 239000004743 Polypropylene Substances 0.000 description 30
- 229920001155 polypropylene Polymers 0.000 description 30
- 239000004745 nonwoven fabric Substances 0.000 description 20
- 239000010410 layer Substances 0.000 description 19
- 230000003287 optical effect Effects 0.000 description 18
- 229920005989 resin Polymers 0.000 description 18
- 239000011347 resin Substances 0.000 description 18
- 230000000052 comparative effect Effects 0.000 description 17
- 230000008569 process Effects 0.000 description 16
- 238000001994 activation Methods 0.000 description 15
- 238000010791 quenching Methods 0.000 description 15
- 125000006850 spacer group Chemical group 0.000 description 14
- 229920002633 Kraton (polymer) Polymers 0.000 description 13
- 239000002657 fibrous material Substances 0.000 description 13
- 239000012141 concentrate Substances 0.000 description 11
- 229920001400 block copolymer Polymers 0.000 description 10
- 239000012530 fluid Substances 0.000 description 10
- 239000003086 colorant Substances 0.000 description 9
- 239000008188 pellet Substances 0.000 description 9
- 229920001971 elastomer Polymers 0.000 description 8
- 238000003475 lamination Methods 0.000 description 8
- 239000000155 melt Substances 0.000 description 8
- 239000007921 spray Substances 0.000 description 8
- 239000004698 Polyethylene Substances 0.000 description 7
- 238000009826 distribution Methods 0.000 description 7
- 239000000806 elastomer Substances 0.000 description 7
- 229920003023 plastic Polymers 0.000 description 7
- 239000004033 plastic Substances 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 230000032798 delamination Effects 0.000 description 6
- 230000002209 hydrophobic effect Effects 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 238000011084 recovery Methods 0.000 description 6
- 239000003348 petrochemical agent Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 239000013013 elastic material Substances 0.000 description 4
- 238000004049 embossing Methods 0.000 description 4
- 238000005538 encapsulation Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 229920002223 polystyrene Polymers 0.000 description 4
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000003491 array Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000010408 film Substances 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229920005606 polypropylene copolymer Polymers 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000003570 air Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 150000001993 dienes Chemical class 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000005001 laminate film Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920006124 polyolefin elastomer Polymers 0.000 description 2
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 2
- 230000003252 repetitive effect Effects 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- DXIJHCSGLOHNES-UHFFFAOYSA-N 3,3-dimethylbut-1-enylbenzene Chemical compound CC(C)(C)C=CC1=CC=CC=C1 DXIJHCSGLOHNES-UHFFFAOYSA-N 0.000 description 1
- 229910000669 Chrome steel Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 208000002197 Ehlers-Danlos syndrome Diseases 0.000 description 1
- RYECOJGRJDOGPP-UHFFFAOYSA-N Ethylurea Chemical compound CCNC(N)=O RYECOJGRJDOGPP-UHFFFAOYSA-N 0.000 description 1
- 206010016322 Feeling abnormal Diseases 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 108091081062 Repeated sequence (DNA) Proteins 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 229920006125 amorphous polymer Polymers 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 229920000359 diblock copolymer Polymers 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 238000004137 mechanical activation Methods 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920003251 poly(α-methylstyrene) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229920006126 semicrystalline polymer Polymers 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/142—Variation across the area of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/10—Layered products comprising a layer of natural or synthetic rubber next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/18—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by an internal layer formed of separate pieces of material which are juxtaposed side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24636—Embodying mechanically interengaged strand[s], strand-portion[s] or strand-like strip[s] [e.g., weave, knit, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24669—Aligned or parallel nonplanarities
- Y10T428/24694—Parallel corrugations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24826—Spot bonds connect components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
Landscapes
- Laminated Bodies (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Description
第1の実施形態では、本開示は、増分活性化ラミネートを提供し、このラミネートは、
活性化ピッチを有する増分活性化繊維ウェブと、
増分活性化繊維ウェブに積層された交互の第1と第2の領域を含むフィルムであって、第1領域は第1の高分子組成物を含み、第2領域は、第1の高分子組成物よりも弾性の高い弾性高分子組成物を含み、1つの第2領域によって分離されている2つの第1領域の中間点の間の距離は活性化ピッチより小さく、第1領域は塑性変形しない、フィルムと、を含む。
繊維ウェブと、交互の第1と第2の領域を含むフィルムとを積層して、ラミネートを形成する工程であって、第1領域が第1の高分子組成物を含み、第2領域が、第1の高分子組成物よりも弾性の高い弾性高分子組成物を含む、工程と、
かみ合い表面間にラミネートを通して、増分延伸ラミネートを提供する工程であって、1つの第2領域によって分離されている2つの第1領域の中間点の間の距離は、かみ合い表面の一方のピッチより小さく、第1領域は塑性変形されない、工程と、を含む。
延伸性繊維ウェブと、
延伸性繊維ウェブに積層された交互の第1と第2の領域を含むフィルムであって、第1領域は第1の高分子組成物を含み、第2領域は、第1の高分子組成物よりも弾性の高い弾性高分子組成物を含み、フィルムの最大荷重での引張伸びが、延伸性繊維ウェブの最大荷重での引張伸びの最高250%までである、フィルムと、を含む。
延伸性繊維ウェブと、交互の第1と第2の領域を含むフィルムとを積層して、延伸性ラミネートを形成する工程であって、第1領域が第1の高分子組成物を含み、第2領域が、第1の高分子組成物よりも弾性の高い弾性高分子組成物を含み、フィルムの最大荷重での引張伸びが延伸性繊維ウェブの最大荷重での引張伸びの最高250%までである工程、を含む。
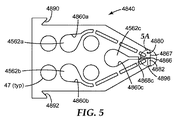
概して図10に描写されている、3つの空洞を有する共押出ダイを、概して図6〜8に図示されるシムの反復パターンで組み立てて用意した。分注スロットの開口部の高さは0.030インチ(0.762mm)であった。ダイは図7に示すようにゾーン212、216、218、又は214を含まないものだった。開口部は18個のシムの反復配列で作製した。図4に示す1つのスペーサシム4740と、それに続く、図3に示す第2の空洞4562aに接続する1つのシム4640と、それに続く1つのスペーサシム4740と、それに続く、図5に示す第3の空洞4562cに接続する2つの同一のシム4840と、それに続く1つのスペーサシム4740と、それに続く、第2の空洞4562aに接続する1つのシム4640と、それに続く1つのスペーサシム4740と、それに続く、図2に示す第1の空洞4562bに接続する10個の同一のシム4540とを、95反復の反復配列で一緒に積み重ねた。反復配列のシムの厚さは、4540及び4840のシムでは0.004インチ(0.102mm)、4640及び4740のシムでは0.002インチ(0.051mm)であった。シム4840の分注開口部は、くびれ4896で0.012インチ(0.30mm)の高さを有していた。図10に示すように、シムの押出開口部を同一線上に位置合わせした。シムセットアップの全体の幅は145mmであった。振動テーブル上で位置合わせキーを用いてシムアセンブリを位置合わせし、1/2インチ(12.7mm)ボルト4個で2つの末端ブロックの間で圧縮した。
第1領域(第1のポリマーを含む)の幅=1.3ミリメートル。
第2領域(コア/シース型ストランドを含む)の幅=463マイクロメートル。
実施例2は、実施例1の方法に以下の変更を加えて行った。押出ダイは、ポリマーリボン領域の第1ゾーンと、フィルムに交互の縞とコア/シース型ストランドを有する延伸性領域を提供する第2ゾーンと、ポリマーリボン領域の第3ゾーンとを生成するように、3つのゾーンで構成された。第1及び第3のゾーンは、45mmにするために必要な反復数で、約45mm幅のゾーンを生成するように、7つのシムの反復配列で生成した。したがって、図2に示す、第1の空洞4562bに接続する5つの同一のシム4540と、それに続く、図4に示す2つのスペーサシム4740が、反復配列に一緒に積み重ねられて、ゾーン1及びゾーン3を生成した。反復配列のシムの厚さは、4540のシムでは0.004インチ(0.102mm)、及び4740のシムでは0.02インチ(0.051mm)であった。ゾーン2を生成するために、図4に示す1つのスペーサシム4740と、それに続く、図3に示す第2の空洞4562aに接続する1つのシム4640と、それに続く1つのスペーサシム4740と、それに続く、図5に示す第3の空洞4562cに接続する2つの同一のシム4840と、それに続く1つのスペーサシム4740と、それに続く第2の空洞4562aに接続する1つのシム4640と、それに続く1つのスペーサシム4740と、それに続く、第1の空洞4562bに接続する4つの同一のシム4540とを反復配列に一緒に積み重ねた。反復配列のシムの厚さは、4540及び4840のシムでは0.004インチ(0.102mm)、4640及び4740のシムでは0.02インチ(0.051mm)であった。シムセットアップの全体の幅は160mmであった。
第1領域(第1のポリマーを含む)の幅=566マイクロメートル。
第2領域(コア/シース型ストランドを含む)の幅=302マイクロメートル。
実施例2で調製したフィルムを、測定幅90mmの22gsmの疎水性の不織布2枚(Sandler AG(ドイツ、Schwartzenbach/Saaleから商標名「SAWABOND 4159」で入手した)に、実施例1に記載した積層手順を用いて接着により積層した。その後、実施例3のラミネートを提供するために、実施例1に記載した手順を用いてラミネートを増分延伸した。ラミネートの破断伸びは、3つの複製を用いて上述の試験方法で測定され、平均値は321%であった。ラミネートの永久歪は、3つの複製を用いて上述の試験方法で測定され、平均値は15.1%であった。伸び50%での荷重1=3.7N、伸び50%での荷重2=1.5N。
実施例2で調製したフィルムを、測定幅90mmの25gsmのスパンレース不織布2枚(Sandler AGから商標名「SAWATEX 22628」で入手した)に、実施例1に記載した積層手順を用いて接着により積層した。その後、実施例4のラミネートを提供するために、実施例1に記載した手順を用いてラミネートを増分延伸した。ラミネートの破断伸びは、3つの複製を用いて上述の試験方法で測定され、平均値は243%であった。ラミネートの永久歪は、3つの複製を用いて上述の試験方法で測定され、平均値は17.2%であった。伸び50%での荷重1=3.2N、伸び50%での荷重2=1.5N。
以下の通り変更した実施例1の方法にしたがって、例示的実施例1のラミネートを調製した。共押出ダイのシムの反復配列において、図2に示す、第1の空洞4562bに接続する10個の同一のシム4540を、シム10個毎に、図4に示す、スペーサシム4740が介在する第1空洞4562bに接続する40個のシム4540で置き換えた。第1領域を生成するために使用したシムの合計幅は、166ミル(4.15mm)であった。第1のポリマーの流量は3.1kg/時間であった。第2のポリマーの流量は0.2kg/時間であった。第3のポリマーの流量は0.8kg/時間であった。押出温度及びクエンチロール温度は、実施例1と同じとした。クエンチテイクアウェイ速度は15メートル/分であった。フィルムの坪量は1平方メートル当たり40グラムであった。
第1領域(第1のポリマーを含む)の幅=4.45mm。
第2領域(コア/シース型ストランドを含む)の幅=355マイクロメートル。
例示的実施例2は、第3のポリマーの流量を0.4kg/時にしたことを除いて、例示的実施例1の方法にしたがって行った。
第1領域(第1のポリマーを含む)の幅=4.65mm。
第2領域(コア/シース型ストランドを含む)の幅=187マイクロメートル。
以下の通り変更した実施例1の方法にしたがって、例示的実施例3のラミネートを調製した。共押出ダイのシムの反復配列において、第1の空洞4562bに接続する10個の同一のシム4540を、シム10個毎に、図4に示す、スペーサシム4740が介在する第1空洞4562bに接続する40個のシム4540で置き換えた。第1領域を生成するために使用したシムの合計幅は、166ミル(4.15mm)であった。また、図5に示す、第3の空洞4562cに接続する2つの同一のシム4840を、シム2つ毎に、図4に示す、スペーサシム4740が介在する第3空洞4562cに接続する8つのシム4840で置き換えた。第3の空洞からコア領域を生成するために使用されるシムの合計幅は38ミル(0.95mm)であった。第1及び第2の空洞に給送する押出成形機に、ポリプロピレンペレット(ExxonMobilから商標名「EXXONMOBIL PP1024E4」で入手した)を、50%のポリプロピレン中5%の白色濃縮物とともに、装填した。
第1領域(第1のポリマーを含む)の幅=4.89ミリメートル。
第2領域(コア/シース型ストランドを含む)の幅=544マイクロメートル。
例示的実施例4は、第1のポリマーの流量を4.1kg/時にしたことを除いて、例示的実施例3の方法にしたがって行った。
第1領域(第1のポリマーを含む)の幅=4.64mm。
第2領域(コア/シース型ストランドを含む)の幅=549マイクロメートル。
以下の変更を除いて実施例2に記載の方法を用い、実施例5を行った。1つのスペーサシム4740からなる移行ゾーンを、ゾーン2とゾーン1の間及びゾーン2とゾーン3の間に追加した。第2の空洞に給送する押出成形機に、第1の空洞に給送した混合物と同じ、約50重量%のポリプロピレン樹脂(Total Petrochemicalsから商標名「3376」で入手した)と、約50重量%のポリプロピレン樹脂(ExxonMobilから商標名「EXXONMOBIL PP1024E4」で入手した)との混合物、及びポリプロピレン中2%未満の白色濃縮物を装填した。第3の空洞に給送する押出成形機に、実施例1に記載したのと同じ高分子組成物を装填した。クエンチテイクアウェイ速度は10.7メートル/分であった。フィルムの坪量は43gsmであった。
第1領域の幅=475マイクロメートル
ストランドの幅=403マイクロメートル
シースの厚さ=11.1マイクロメートル
ラミネート実施例6〜8は、以下の修正を加えて実施例5の方法にしたがって調製した。実施例6については、平滑ロールとパターン付きロールの両方を125°F(52℃)で加熱した。実施例7については、スパンレース不織布「SAWATEX 22628」の代わりに、Fitesaから品番「C1223」及び型「570D」で入手した22gsmの疎水性カード不織布を使用した。Fitesaからの品番「C1223」及び型「570D」のカード不織布の引張伸びを、上述の試験方法で評価した。5つの試料の平均最大荷重及び最大荷重での引張伸びは、それぞれ、1.3N及び199%であった。実施例8については、平滑ロールとパターン付きロールの両方を125°F(52℃)で加熱し、スパンレース不織布「SAWATEX 22628」の代わりに、Fitesaから商標名「570D」で入手した22gsmの疎水性不織布を使用した。以下の表1に、実施例6〜8のラミネートに関しての破断伸び、最大荷重での伸び、最大荷重、永久歪、伸び100%での荷重1及び伸び100%での荷重2を示す。

実施例9〜12のフィルムは、以下の変更を加えた実施例1の方法を用いて作製した。共押出ダイのシムの反復配列において、第1の空洞4562bに接続する10個の同一のシム4540を、第1の空洞4562bに接続する4個のシム4540で置き換えた。シムセットアップの合計幅は9インチ(230mm)であった。第1の空洞に給送する押出成形機に、ポリプロピレンペレット(ExxonMobilから商標名「EXXONMOBIL PP1024E4」で入手した)を、50%のポリプロピレン中3%未満の白色濃縮物とともに、装填した。第2の空洞に給送する押出成形機に、60%のポリプロピレン(ExxonMobilから商標名「EXXONMOBIL PP1024E4」で入手した)と、40%のエラストマー樹脂(Kraton Polymersから商標名「KRATON MD6843」で入手した)との混合物を、50%のポリプロピレン中3%未満の白色濃縮物とともに、装填した。第3の空洞に給送する押出成形機に、69%のエラストマー樹脂(Kraton Polymersから商標名「KRATON MD6843」で入手した)と、31%の粘着付与樹脂(ExxonMobilから商標名「ESCOREZ 1310LC」で入手した)との混合物を装填した。第1のポリマーの流量は10ポンド/時(4.5kg/時間)であった。第2のポリマーの流量は1.1ポンド/時(0.5kg/時)であった。第3のポリマーの流量は5.9ポンド/時(2.7kg/時)であった。クエンチロール温度は15.5℃であった。クエンチテイクアウェイ速度は21m/分であった。フィルムの坪量は1平方メートル当たり29.5グラムであった。
第1領域の幅=556マイクロメートル
ストランドの幅=293マイクロメートル
シースの厚さ=6マイクロメートル未満(シースの大きさ及び色コントラストの欠如のために、シースの厚さは200倍の光学顕微鏡で推測した。)
ラミネート実施例13〜16は、以下の修正を加えて実施例9〜12の方法にしたがって調製した。実施例13〜16のために作製したフィルムに関して、クエンチテイクアウェイ速度は17m/分であった。フィルムの坪量は1平方メートル当たり34.9グラムであった。
第1領域の幅=492マイクロメートル
ストランドの幅=358マイクロメートル
シースの厚さ=6マイクロメートル未満(シースの大きさ及び色コントラストの欠如のために、シースの厚さは200倍の光学顕微鏡で推測した。)
実施例17〜20は、以下の修正を加えて実施例9〜12の方法を用いて調製した。第3の空洞に給送する押出成形機に、69%のスチレンイソプレンスチレンブロックコポリマー(Kraton Polymersから商標名「Kraton D1114 P」で入手した)と、31%の粘着付与樹脂(ExxonMobilから商標名「ESCOREZ 1310LC」で入手した)との混合物を装填した。クエンチテイクアウェイ速度は13.4メートル/分であった。フィルムの坪量は1平方メートル当たり39グラムであった。
第1領域の幅=634マイクロメートル
ストランドの幅=261マイクロメートル
シースの厚さ=6マイクロメートル未満(シースの大きさ及び色コントラストの欠如のために、シースの厚さは200倍の光学顕微鏡で推測した。)
3M Company(ミネソタ州St.Paul)から商標名「B430 ELASTIC FILM」で入手可能な、2つのより低弾性のスキン層の間にエラストマーコア層を含む弾性フィルムを、Sandler AGから商標名「SAWATEX 22628」で入手した2層の25gsmのスパンレース不織布の間、又はFitesaから品番「C1223」及び型式「570D」で入手した2層の22gsmの疎水性のカード不織布の間に、積層した。弾性フィルムは、厚さ方向に多層であるが、各層はフィルムの幅にわたって延在するものであった。2層の不織布の間の弾性フィルムのサンドイッチを、平滑なスチールロールと、表面積の14%〜17%を隆起した結合場所が占めるパターン付きのロールとの間で、200psi(1.4×106Pa)でニップした。両方のロールを75°F(24℃)又は125°F(52℃)とした。以下の表5に、例示的実施例5〜8のラミネートについての不織布、結合温度、破断伸び、最大荷重での伸び、最大荷重、及び永久歪を示す。最大荷重は、試料のそれぞれで層間剥離が生じた点とした。フィルムは、不織布の層間剥離の後、伸張し続けた。
実施例9は、以下の変更を加えて実施例1に記載したように実行した。第1の空洞に給送する押出成形機に、25%のプロピレン樹脂(ExxonMobilの「EXXONMOBIL PP1024E4」)と75%のポリプロピレン樹脂(Totalの「3376」)との混合物を、ポリプロピレン中5%未満の白色濃縮物とともに装填した。第3の空洞に給送する押出成形機に、スチレンイソプレンスチレンブロックコポリマーペレット(Kraton Polymersから商標名「KRATOND 1114 P」ポリマーで入手した)を装填した。第2の空洞に給送する押出成形機に、Exxon Mobilから入手したポリプロピレン樹脂「EXXONMOBIL PP1024E4」と、ポリプロピレン中5重量%未満の白色濃縮物とを装填した。第1のポリマーの流量は0.27kg/時間であった。第2のポリマーの流量は20.5kg/時間、第3のポリマーの流量は6.71kg/時間であった。10ポンド/インチ/時間(10.7kg/cm/時間)で、厚さ12マイクロメートルのフィルムを300フィート/分(91メートル/分)で作製した。ドロー共鳴は観察されなかった。フィルムの坪量は41.7gsmであった。
第1領域の幅=1001マイクロメートル
ストランドの幅=411マイクロメートル
シースの厚さ=2.07マイクロメートル
実施例10は、フィルムを400フィート/分(122メートル/分)で作製したという変更を加えて、フィルム実施例Aの方法により作製し、第1及び第2の空洞の両方に給送する押出成形機は、ポリプロピレン中5%未満の白色濃縮物を有する、ExxonMobilから入手した「EXXONMOBIL PP1024E4」ポリプロピレン樹脂75%とTotal Petrochemicalsから入手したポリプロピレン樹脂「3376」25%との混合物を押出した。ドロー共鳴は観察されなかった。フィルムの坪量は25.0gsmであった。
第1領域の幅=1697マイクロメートル
ストランドの幅=393マイクロメートル
シースの厚さ=3.14マイクロメートル
比較フィルム実施例は、以下の変更を加えて国際特許出願公開第2011/119323号(Ausenら)の実施例1に記載されているように実行した。シムの厚さは、第1の空洞に接続するシムに関しては4ミル(0.102mm)、第2の空洞に接続するシムに関しては2ミル(0.051mm)、いずれの空洞とも接続しないスペーサに関しては2ミル(0.051mm)であった。第1の空洞に給送する押出成形機は、75重量%のポリプロピレン樹脂(Total Petrochemicalsから商標名「3376」で入手した)と、約25重量%のポリプロピレン樹脂(ExxonMobilから商標名「EXXONMOBIL PP1024E4」で入手した)、及びポリプロピレン中5%の白色濃縮物であった。第2の空洞に給送する押出成形機に、スチレンイソプレンスチレンブロックコポリマーペレット(Kraton Polymersから商品名「KRATON G1643 M」で入手した)を装填した。最大圧力4500psi(31メガパスカル)に達する前に達成され得る最大テイクアウェイ速度は、15フィート/分(4.6メートル/分)であった。フィルムの坪量は39gsmであった。光学顕微鏡を用いて、以下のフィルム寸法が測定された。
第1領域の幅=200マイクロメートル
ストランドの幅=40マイクロメートル
以下の樹脂を使用して、実施例1、2、5及び9〜12について上述した方法のいずれかを使用して本開示によるフィルムを作製することができる。机上実施例C〜Fのそれぞれに関して、シース高分子組成物は、第1の高分子組成物と弾性高分子組成物の50/50ブレンドでもよく、あるいは、シースは第1の高分子組成物から作製してもよい。米国特許第4,435,141号(Weisnerら)の方法を用いて、シースを含めなくてもよい。米国特許第5,773,374号(Woodら)の方法を用いて、第1の高分子組成物は、弾性高分子組成物のストランドの周囲のマトリックスとしてもよい。ラミネートは、実施例1〜20に関して上述した方法のいずれかを用いて、これらのフィルムを用いて作製できる。
Claims (5)
- 増分活性化ラミネートであって、
活性化ピッチを有する増分活性化繊維ウェブと、
前記増分活性化繊維ウェブに積層された交互の第1と第2の領域を含むフィルムであって、前記フィルムは非繊維状であり、前記第1領域は第1の高分子組成物を含み、前記第2領域は、前記第1の高分子組成物よりも弾性の高い弾性高分子組成物を含み、1つの第2領域によって分離されている2つの第1領域の中間点の間の距離は前記活性化ピッチより小さく、前記第1領域は塑性変形しない、フィルムと、
を含む、増分活性化ラミネート。 - 前記第2領域がコアとシースとを含むストランドであり、前記コアが前記弾性高分子組成物を含み、かつ前記シースよりも弾性が高いか、又は、前記第2領域が、前記第1領域と連続した前記第1の高分子組成物のマトリックスに埋め込まれた前記弾性高分子組成物のストランドを含むか、又は、前記第1と第2の領域が、前記第1の高分子組成物を含む前記第1領域と前記弾性高分子組成物を含む前記第2領域との交互に並置された縞である、請求項1に記載の増分活性化ラミネート。
- 前記増分活性化繊維ウェブが、増分活性化不織布ウェブである、請求項1又は2に記載の増分活性化ラミネート。
- 吸収性物品に含まれている、請求項1〜3のいずれか1項に記載の増分活性化ラミネート。
- 請求項1〜3のいずれか1項に記載の増分活性化ラミネートの作製方法であって、
繊維ウェブと、交互の第1と第2の領域を含む非繊維状フィルムとを積層して、ラミネートを形成する工程であって、前記第1領域が第1の高分子組成物を含み、前記第2領域が、前記第1の高分子組成物よりも弾性の高い弾性高分子組成物を含む、工程と、
かみ合い表面間に前記ラミネートを通して、増分延伸ラミネートを提供する工程であって、1つの第2領域によって分離されている2つの第1領域の中間点の間の距離は、前記かみ合い表面の一方のピッチより小さく、前記第1領域は塑性変形されない、工程と、
を含む、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/633,450 | 2012-10-02 | ||
| US13/633,450 US9944043B2 (en) | 2012-10-02 | 2012-10-02 | Laminates and methods of making the same |
| PCT/US2013/063046 WO2014055636A1 (en) | 2012-10-02 | 2013-10-02 | Laminates and methods of making the same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015535764A JP2015535764A (ja) | 2015-12-17 |
| JP2015535764A5 JP2015535764A5 (ja) | 2016-11-24 |
| JP6352930B2 true JP6352930B2 (ja) | 2018-07-04 |
Family
ID=49486662
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015535758A Expired - Fee Related JP6352930B2 (ja) | 2012-10-02 | 2013-10-02 | ラミネート及びその作製方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9944043B2 (ja) |
| EP (1) | EP2903816B1 (ja) |
| JP (1) | JP6352930B2 (ja) |
| CN (1) | CN104703789B (ja) |
| BR (1) | BR112015007569B1 (ja) |
| HU (1) | HUE042637T2 (ja) |
| TR (1) | TR201901515T4 (ja) |
| TW (1) | TW201420356A (ja) |
| WO (1) | WO2014055636A1 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9233500B2 (en) | 2010-02-08 | 2016-01-12 | 3M Innovative Properties Company | Method of co-extruding, co-extrusion die, and extruded articles made therefrom |
| US10272655B2 (en) * | 2012-10-02 | 2019-04-30 | 3M Innovative Properties Company | Film with alternating stripes and strands and apparatus and method for making the same |
| US20140248471A1 (en) | 2013-03-01 | 2014-09-04 | 3M Innovative Properties Company | Film with Layered Segments and Apparatus and Method for Making the Same |
| EP3126434A4 (en) * | 2014-04-03 | 2017-11-29 | 3M Innovative Properties Company | Apertured film and method of making the same |
| US10421227B2 (en) | 2014-10-23 | 2019-09-24 | 3M Innovative Properties Company | Shim-stack foaming die |
| JP2017535635A (ja) | 2014-10-23 | 2017-11-30 | スリーエム イノベイティブ プロパティズ カンパニー | 側方融合した発泡体スラブ |
| JP5980355B2 (ja) * | 2015-01-30 | 2016-08-31 | 大王製紙株式会社 | 吸収性物品の伸縮構造、及びこれを用いたパンツタイプ使い捨ておむつ |
| US9828456B2 (en) * | 2016-04-11 | 2017-11-28 | International Business Machines Corporation | Macromolecular block copolymers |
| US9834637B2 (en) * | 2016-04-11 | 2017-12-05 | International Business Machines Corporation | Macromolecular block copolymer formation |
| JP2019017534A (ja) * | 2017-07-13 | 2019-02-07 | 衛普實業股▲ふん▼有限公司 | エラストマーフィルム及びその製造方法 |
| JP6396549B1 (ja) | 2017-07-19 | 2018-09-26 | 大王製紙株式会社 | 使い捨て着用物品 |
| WO2019045771A1 (en) | 2017-08-31 | 2019-03-07 | Kimberly-Clark Worldwide, Inc. | LASTIC FILM LAMINATES WITH OPENINGS |
| US11220085B2 (en) * | 2017-08-31 | 2022-01-11 | Kimberly-Clark Worldwide, Inc. | Apertured elastic film laminates |
| RU2761943C2 (ru) * | 2017-09-27 | 2021-12-14 | Дайо Пейпер Корпорейшн | Эластичный элемент и одноразовое изделие, включающее в себя эластичный элемент |
| EP3703939A1 (en) * | 2017-10-30 | 2020-09-09 | Aplix | Stretch laminate |
| DE112019007514T5 (de) * | 2019-07-31 | 2022-03-31 | Kimberly-Clark Worldwide, Inc. | Zonierte elastische folie und diese umfassende laminate |
| GB2600880B (en) * | 2019-07-31 | 2023-08-02 | Kimberly Clark Co | Zoned elastic film and laminates comprising the same |
| US20210052438A1 (en) * | 2019-08-22 | 2021-02-25 | Tredegar Film Products Llc | Elastic laminate with multiple stretch zones and method for making same |
| CN111235645A (zh) * | 2020-03-11 | 2020-06-05 | 绍兴华晶科技有限公司 | 非织造布复合陶瓷喷丝板的结构 |
| CN112353564B (zh) * | 2020-12-10 | 2021-09-24 | 贵州卡布婴童用品有限责任公司 | 一种具有可引导结构的纸尿裤 |
Family Cites Families (96)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3204290A (en) | 1962-12-27 | 1965-09-07 | Monsanto Co | Laminated spinneret |
| GB1546765A (en) | 1975-05-23 | 1979-05-31 | Mercer Ltd F B | Stretching webs of sheet material |
| US4435141A (en) | 1982-04-07 | 1984-03-06 | Polyloom Corporation Of America | Multicomponent continuous film die |
| US4517714A (en) | 1982-07-23 | 1985-05-21 | The Procter & Gamble Company | Nonwoven fabric barrier layer |
| US4460364A (en) | 1982-08-26 | 1984-07-17 | Personal Products Company | Pressure sensitive hot melt adhesive for sanitary products |
| US4525407A (en) | 1982-08-27 | 1985-06-25 | Chicopee | Elastic composites |
| US4533510A (en) | 1983-09-19 | 1985-08-06 | Nissel Frank R | Method and apparatus for continuously co-extruding a sheet |
| US4554191A (en) | 1984-08-03 | 1985-11-19 | Personal Products Company | Ethylene-containing polymer foam/adhesive system |
| EP0191355B1 (en) | 1985-01-30 | 1989-04-19 | Kao Corporation | A fastener tape for disposable diaper |
| JPS62285969A (ja) | 1986-06-03 | 1987-12-11 | Kao Corp | 伸縮性を有する止着テ−プ基材 |
| US4725473A (en) | 1986-11-25 | 1988-02-16 | Kimberly-Clark Corporation | Cloth-like, liquid impervious composite material and method for making the same |
| US5017116A (en) | 1988-12-29 | 1991-05-21 | Monsanto Company | Spinning pack for wet spinning bicomponent filaments |
| US5429856A (en) | 1990-03-30 | 1995-07-04 | Minnesota Mining And Manufacturing Company | Composite materials and process |
| US6476289B1 (en) | 1991-02-28 | 2002-11-05 | The Procter & Gamble Company | Garment having elastomeric laminate |
| US5151092A (en) | 1991-06-13 | 1992-09-29 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5143679A (en) | 1991-02-28 | 1992-09-01 | The Procter & Gamble Company | Method for sequentially stretching zero strain stretch laminate web to impart elasticity thereto without rupturing the web |
| US5156793A (en) | 1991-02-28 | 1992-10-20 | The Procter & Gamble Company | Method for incrementally stretching zero strain stretch laminate web in a non-uniform manner to impart a varying degree of elasticity thereto |
| US5167897A (en) | 1991-02-28 | 1992-12-01 | The Procter & Gamble Company | Method for incrementally stretching a zero strain stretch laminate web to impart elasticity thereto |
| US5221274A (en) | 1991-06-13 | 1993-06-22 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5196247A (en) | 1991-03-01 | 1993-03-23 | Clopay Corporation | Compostable polymeric composite sheet and method of making or composting same |
| US5120484A (en) | 1991-03-05 | 1992-06-09 | The Cloeren Company | Coextrusion nozzle and process |
| US5196000A (en) | 1991-06-13 | 1993-03-23 | The Proctor & Gamble Company | Absorbent article with dynamic elastic waist feature comprising an expansive tummy panel |
| US5366782A (en) | 1992-08-25 | 1994-11-22 | The Procter & Gamble Company | Polymeric web having deformed sections which provide a substantially increased elasticity to the web |
| US5422172A (en) | 1993-08-11 | 1995-06-06 | Clopay Plastic Products Company, Inc. | Elastic laminated sheet of an incrementally stretched nonwoven fibrous web and elastomeric film and method |
| US5605739A (en) | 1994-02-25 | 1997-02-25 | Kimberly-Clark Corporation | Nonwoven laminates with improved peel strength |
| US5851935A (en) | 1996-08-29 | 1998-12-22 | Bba Nonwovens Simpsonville, Inc. | Cross-directionally stretchable elastomeric fabric laminated by thermal spot bonding |
| DE69527962T2 (de) | 1994-06-21 | 2003-04-10 | Minnesota Mining And Mfg. Co., Saint Paul | Verbundschicht für lichtsteuerung und geheimhaltung |
| US5679379A (en) | 1995-01-09 | 1997-10-21 | Fabbricante; Anthony S. | Disposable extrusion apparatus with pressure balancing modular die units for the production of nonwoven webs |
| EP0803602A4 (en) | 1995-01-12 | 2002-06-26 | Japan Absorbent Tech Inst | ELASTIC COMPOSITE BODY WITH MULTIPLE STRETCHABILITY AND METHOD FOR THEIR PRODUCTION |
| US5773374A (en) | 1995-04-24 | 1998-06-30 | Wood; Leigh E. | Composite materials and process |
| JP3628376B2 (ja) | 1995-05-02 | 2005-03-09 | 花王株式会社 | 多孔性シート及びその製法並びにそれを用いた吸収性物品 |
| ES2151661T3 (es) | 1995-05-02 | 2001-01-01 | Kimberly Clark Co | Laminados de pelicula y tela no tejida. |
| JP3117464B2 (ja) | 1995-06-14 | 2000-12-11 | 三菱レイヨン株式会社 | 樹脂シート、その製造方法および装置 |
| JPH09300436A (ja) | 1996-05-14 | 1997-11-25 | Placo Co Ltd | 等速ジョイントなどの保護ブーツの射出ブロー成形方法と、その装置及びこれに使用される成形金型 |
| US6090234A (en) | 1996-07-15 | 2000-07-18 | The Procter & Gamble Company | Elastic laminates and methods for making the same |
| US5904298A (en) | 1996-10-08 | 1999-05-18 | Illinois Tool Works Inc. | Meltblowing method and system |
| US6001460A (en) | 1996-12-30 | 1999-12-14 | Kimberly-Clark Worldwide, Inc. | Elastic laminated fabric material and method of making same |
| US6096668A (en) | 1997-09-15 | 2000-08-01 | Kimberly-Clark Worldwide, Inc. | Elastic film laminates |
| DE19806452C2 (de) | 1998-02-17 | 2001-07-05 | Nordenia Technologies Gmbh | Thermoplastische Folie mit elastischen Eigenschaften |
| US6245401B1 (en) | 1999-03-12 | 2001-06-12 | Kimberly-Clark Worldwide, Inc. | Segmented conformable breathable films |
| JP2003524662A (ja) | 1998-03-18 | 2003-08-19 | キンバリー クラーク ワールドワイド インコーポレイテッド | 区分化された通気性フィルム |
| US6159584A (en) | 1998-03-27 | 2000-12-12 | 3M Innovative Properties Company | Elastic tab laminate |
| DE69929965T2 (de) | 1998-08-10 | 2006-11-23 | Hunt Technology Ltd. | Verbesserungen in bezug auf verfahren zum thermischen laminieren |
| US6221483B1 (en) | 1998-09-10 | 2001-04-24 | Avery Dennison Corporation | Reversibly extensible film |
| TW414727B (en) | 1998-11-09 | 2000-12-11 | Nat Science Council | A method for preparing multiple stripe coating film and apparatus |
| US6682514B1 (en) | 1999-06-30 | 2004-01-27 | Kimberly-Clark Worldwide Inc. | Efficient zoned elastic laminate |
| US6447875B1 (en) | 1999-07-30 | 2002-09-10 | 3M Innovative Properties Company | Polymeric articles having embedded phases |
| US7625829B1 (en) | 1999-08-30 | 2009-12-01 | Tredegar Film Products Corporation | Tear resistant elastic laminate and method of forming |
| WO2001045918A1 (en) | 1999-12-20 | 2001-06-28 | The Goodyear Tire & Rubber Company | An apparatus and method for extruding a multilayered elastomer product |
| US6472084B1 (en) * | 2000-02-15 | 2002-10-29 | Tredegar Film Products Corporation | Tear-resistant low set elastic film and method of making |
| CA2402658A1 (en) | 2000-03-14 | 2001-09-20 | Velcro Industries B.V. | Hook and loop fastening |
| US20030097110A1 (en) | 2001-11-21 | 2003-05-22 | Erdman Carol L. | Disposable article with centrally located zones of elasticity |
| AR037598A1 (es) | 2001-11-30 | 2004-11-17 | Tredegar Film Prod Corp | Compuesto suave y elastico |
| US6949283B2 (en) | 2001-12-19 | 2005-09-27 | 3M Innovative Properties Company | Polymeric coextruded multilayer articles |
| US6902796B2 (en) | 2001-12-28 | 2005-06-07 | Kimberly-Clark Worldwide, Inc. | Elastic strand bonded laminate |
| US7316842B2 (en) | 2002-07-02 | 2008-01-08 | Kimberly-Clark Worldwide, Inc. | High-viscosity elastomeric adhesive composition |
| US7316840B2 (en) | 2002-07-02 | 2008-01-08 | Kimberly-Clark Worldwide, Inc. | Strand-reinforced composite material |
| US8257333B2 (en) | 2002-12-20 | 2012-09-04 | Kimberly-Clark Worldwide, Inc. | Absorbent article with an elastic waistband having a preferred ratio of elastic to non-elastic materials |
| US7329621B2 (en) | 2002-12-26 | 2008-02-12 | Kimberly-Clark Worldwide, Inc. | Stretchable film laminates and methods and apparatus for making stretchable film laminates |
| WO2004091896A1 (en) | 2003-04-11 | 2004-10-28 | Polymer Group, Inc. | Method for forming polymer materials utilizing modular die units |
| US7172008B2 (en) | 2003-09-18 | 2007-02-06 | Velcro Industries B.V. | Hook fasteners and methods of making the same |
| US7897078B2 (en) | 2004-03-09 | 2011-03-01 | 3M Innovative Properties Company | Methods of manufacturing a stretched mechanical fastening web laminate |
| EP1757429B1 (en) | 2004-05-31 | 2015-11-11 | Toray Industries, Inc. | Liquid flow converging device and method of manufacturing multi-layer film |
| US7678316B2 (en) | 2004-06-08 | 2010-03-16 | 3M Innovative Properties Company | Coextruded profiled webs |
| US7651653B2 (en) * | 2004-12-22 | 2010-01-26 | Kimberly-Clark Worldwide, Inc. | Machine and cross-machine direction elastic materials and methods of making same |
| US7897081B2 (en) | 2004-12-30 | 2011-03-01 | 3M Innovative Properties Company | Method of extruding articles |
| US7799371B2 (en) | 2005-11-17 | 2010-09-21 | Palo Alto Research Center Incorporated | Extruding/dispensing multiple materials to form high-aspect ratio extruded structures |
| US20070154683A1 (en) | 2005-12-29 | 2007-07-05 | 3M Innovative Properties Company | Microstriped film |
| US20070298262A1 (en) | 2006-06-22 | 2007-12-27 | Tredegar Film Products Corporation | Elastic film exhibiting low tensile force properties in the machine direction |
| CA2649947A1 (en) * | 2006-06-30 | 2008-01-03 | Sca Hygiene Products Ab | Absorbent product |
| US7803244B2 (en) | 2006-08-31 | 2010-09-28 | Kimberly-Clark Worldwide, Inc. | Nonwoven composite containing an apertured elastic film |
| WO2009042556A1 (en) | 2007-09-26 | 2009-04-02 | Avery Dennison Corporation | Elastic laminate |
| JP5604041B2 (ja) * | 2007-12-10 | 2014-10-08 | 花王株式会社 | 伸縮性複合シート |
| CA2813544A1 (en) | 2008-01-24 | 2009-07-30 | The Procter & Gamble Company | Extrusion bonded laminates for absorbent articles |
| JP5238068B2 (ja) | 2008-04-18 | 2013-07-17 | ディーエスジー テクノロジー ホールディングス リミテッド | 幅方向の弾性を持つ弾性複合材およびその弾性複合材を製造するためのシステムおよび方法 |
| CN102027394B (zh) | 2008-05-16 | 2012-09-05 | 3M创新有限公司 | 具有偏轴可视标记的光控膜 |
| US7968479B2 (en) | 2008-06-30 | 2011-06-28 | Kimberly-Clark Worldwide, Inc. | Elastic multilayer composite including pattern unbonded elastic materials, articles containing same, and methods of making same |
| US8222169B2 (en) | 2008-08-05 | 2012-07-17 | Kimberly-Clark Worldwide, Inc. | Zoned elastic laminate and method to manufacture same |
| BRPI0918696A2 (pt) | 2008-12-31 | 2015-12-01 | 3M Innovative Properties Co | matriz de co-extrusão, método de extrusão com a matriz, e artigos estrudados fabricados a partir do mesmo |
| US20100215923A1 (en) | 2009-02-24 | 2010-08-26 | Tredegar Film Products Corporation | Elastic film laminates with tapered point bonds |
| CN102333633B (zh) | 2009-02-27 | 2014-12-10 | 3M创新有限公司 | 用于料片横向共挤出的方法和设备以及由其制造的膜 |
| FR2943356B1 (fr) | 2009-03-23 | 2011-07-08 | Aplix Sa | Stratifie elastique et non tisse renforce |
| MY161195A (en) | 2009-12-22 | 2017-04-14 | 3M Innovative Properties Co | Apparatus and methods for impinging fluids on substrates |
| MY161587A (en) | 2009-12-22 | 2017-04-28 | 3M Innovative Properties Co | Bonded substrates and methods for bonding substrates |
| EP2519394A1 (en) | 2009-12-29 | 2012-11-07 | 3M Innovative Properties Company | Coextrusion die and system, method of making coextruded articles and coextruded articles made thereby |
| ATE525051T1 (de) | 2009-12-29 | 2011-10-15 | Nordenia Deutschland Gronau | Verfahren zur herstellung einer materialbahn, aus der elastisch dehnbare windelverschlusselemente ausstanzbar sind |
| US9233500B2 (en) | 2010-02-08 | 2016-01-12 | 3M Innovative Properties Company | Method of co-extruding, co-extrusion die, and extruded articles made therefrom |
| US20130004723A1 (en) | 2010-03-25 | 2013-01-03 | Ausen Ronald W | Composite layer |
| WO2011119323A1 (en) | 2010-03-25 | 2011-09-29 | 3M Innovative Properties Company | Extrusion die element, extrusion die and method for making multiple stripe extrudate |
| WO2011119324A2 (en) | 2010-03-25 | 2011-09-29 | 3M Innovative Properties Company | Composite layer |
| CN102883877B (zh) | 2010-03-25 | 2016-03-16 | 3M创新有限公司 | 复合层 |
| BR112012024375A2 (pt) | 2010-03-25 | 2016-05-24 | 3M Innovative Properties Co | camada compósita |
| ES2540079T3 (es) | 2010-08-26 | 2015-07-08 | Henkel IP & Holding GmbH | Adhesivo de poli-alfa-olefina amorfa de baja temperatura de aplicación |
| FR2965212B1 (fr) | 2010-09-23 | 2012-09-28 | Aplix Sa | Stratifie elastique a resistance aux efforts renforcee |
| US8895126B2 (en) | 2010-12-31 | 2014-11-25 | Kimberly-Clark Worldwide, Inc. | Segmented films with high strength seams |
| US20140248471A1 (en) | 2013-03-01 | 2014-09-04 | 3M Innovative Properties Company | Film with Layered Segments and Apparatus and Method for Making the Same |
-
2012
- 2012-10-02 US US13/633,450 patent/US9944043B2/en active Active
-
2013
- 2013-10-01 TW TW102135590A patent/TW201420356A/zh unknown
- 2013-10-02 HU HUE13783137A patent/HUE042637T2/hu unknown
- 2013-10-02 WO PCT/US2013/063046 patent/WO2014055636A1/en active Application Filing
- 2013-10-02 TR TR2019/01515T patent/TR201901515T4/tr unknown
- 2013-10-02 EP EP13783137.6A patent/EP2903816B1/en not_active Not-in-force
- 2013-10-02 BR BR112015007569-0A patent/BR112015007569B1/pt not_active IP Right Cessation
- 2013-10-02 CN CN201380051836.8A patent/CN104703789B/zh not_active Expired - Fee Related
- 2013-10-02 JP JP2015535758A patent/JP6352930B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN104703789B (zh) | 2017-05-03 |
| WO2014055636A1 (en) | 2014-04-10 |
| EP2903816B1 (en) | 2018-11-21 |
| US20140093703A1 (en) | 2014-04-03 |
| JP2015535764A (ja) | 2015-12-17 |
| TW201420356A (zh) | 2014-06-01 |
| EP2903816A1 (en) | 2015-08-12 |
| US9944043B2 (en) | 2018-04-17 |
| BR112015007569B1 (pt) | 2021-03-02 |
| BR112015007569A2 (pt) | 2017-07-04 |
| HUE042637T2 (hu) | 2019-07-29 |
| TR201901515T4 (tr) | 2019-02-21 |
| CN104703789A (zh) | 2015-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6352930B2 (ja) | ラミネート及びその作製方法 | |
| JP6461799B2 (ja) | 交互になったストライプとストランドを有するフィルム、並びにそれを作製する装置及び方法 | |
| US10828862B2 (en) | Film with layered segments and apparatus and method for making the same | |
| US9469091B2 (en) | Method of making extensible web laminates | |
| US10000028B2 (en) | Mechanical fastening nets and methods of making the same | |
| JP2017512870A (ja) | セグメント化されたフィルム及びその製造方法 | |
| KR20160024972A (ko) | 복합 중합체 층 및 이를 제조하는 방법 | |
| JP6436984B2 (ja) | ポリマ層、及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161003 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170704 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20171003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180508 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180607 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6352930 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |