JP6338422B2 - 三次元積層装置 - Google Patents
三次元積層装置 Download PDFInfo
- Publication number
- JP6338422B2 JP6338422B2 JP2014074057A JP2014074057A JP6338422B2 JP 6338422 B2 JP6338422 B2 JP 6338422B2 JP 2014074057 A JP2014074057 A JP 2014074057A JP 2014074057 A JP2014074057 A JP 2014074057A JP 6338422 B2 JP6338422 B2 JP 6338422B2
- Authority
- JP
- Japan
- Prior art keywords
- unit
- dimensional
- powder
- chamber
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010030 laminating Methods 0.000 title claims description 106
- 239000000843 powder Substances 0.000 claims description 229
- 238000000465 moulding Methods 0.000 claims description 79
- 239000000463 material Substances 0.000 claims description 48
- 238000003475 lamination Methods 0.000 claims description 27
- 230000001678 irradiating effect Effects 0.000 claims description 9
- 239000000155 melt Substances 0.000 claims description 9
- 238000007789 sealing Methods 0.000 claims description 8
- 230000008602 contraction Effects 0.000 claims description 7
- 238000007599 discharging Methods 0.000 claims description 3
- 238000002844 melting Methods 0.000 claims description 2
- 230000008018 melting Effects 0.000 claims description 2
- 238000005245 sintering Methods 0.000 claims 1
- 239000007789 gas Substances 0.000 description 160
- 238000003754 machining Methods 0.000 description 66
- 238000003860 storage Methods 0.000 description 59
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 42
- 239000011261 inert gas Substances 0.000 description 25
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 24
- 238000004519 manufacturing process Methods 0.000 description 24
- 238000010438 heat treatment Methods 0.000 description 17
- 238000000034 method Methods 0.000 description 17
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 14
- 239000001301 oxygen Substances 0.000 description 14
- 229910052760 oxygen Inorganic materials 0.000 description 14
- 238000011084 recovery Methods 0.000 description 13
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 12
- 229910052786 argon Inorganic materials 0.000 description 12
- 238000005259 measurement Methods 0.000 description 12
- 238000004891 communication Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- 238000013461 design Methods 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- 230000006866 deterioration Effects 0.000 description 8
- 230000005484 gravity Effects 0.000 description 8
- 239000013307 optical fiber Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 230000007423 decrease Effects 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 238000007493 shaping process Methods 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000004075 alteration Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000003921 particle size analysis Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000004611 spectroscopical analysis Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/188—Processes of additive manufacturing involving additional operations performed on the added layers, e.g. smoothing, grinding or thickness control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/22—Direct deposition of molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/50—Treatment of workpieces or articles during build-up, e.g. treatments applied to fused layers during build-up
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/70—Gas flow means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1003—Use of special medium during sintering, e.g. sintering aid
- B22F3/1007—Atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/32—Process control of the atmosphere, e.g. composition or pressure in a building chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/53—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Description
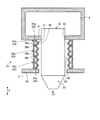
次に、本発明の実施形態2について、図面を参照に説明する。実施形態2に係る三次元積層装置1Aは、積層ヘッド12にカバー部120を有する点で、実施形態1に係る三次元積層装置1と異なる。実施形態2に係る三次元積層装置1Aは、他の点において実施形態1に係る三次元積層装置1と同じ構成であるため、重複する部分の説明を省略する。
2 三次元積層室
3 予備室
4 積層ヘッド収納室
4a、5a Z軸スライド部
5 機械加工部収納室
6、7 扉
10 ベッド
11 テーブル部
12 積層ヘッド
13 機械加工部
15 Y軸スライド部
16 X軸スライド部
17 回転テーブル部
18、19 ベローズ
20 制御装置
22 工具
23 ノズル
25 予備室気体排出部
30 形状計測部
31 加熱ヘッド
32 機械加工部計測部
33 工具交換部
34 ノズル交換部
35、35A 粉末導入部
36 基台移動部
37 気体排出部
38 気体導入部
39 粉末回収部
41,42 面
43,44,45 開口部
50 空間
51 ベローズ部
53 ガイド部
53a,53b,53c サブガイド部
55 山部
56 谷部
58a,58b,59b,59c 可動部
61 外管
62 内管
63 粉末流路
64 レーザ経路
65a 粉末噴射口部
65b レーザ照射口部
66 本体
67 光源
68 光ファイバ
69 集光部
71 入力部
72 制御部
73 記憶部
74 出力部
75 通信部
80 空間
81、81A 粉末収納部
82、82A 粉末識別部
83 カートリッジ
84 材料表示部
85 導入部
86 サイクロン部
87 気体排出部
88 粉末排出部
91 台座
92、93 成形層
100 基台部
102、104、106、108 矢印
120 カバー部
121 空間
122 カバー部気体排出部
124 カバー部気体導入部
132 取付部
133 開口部
134 壁部
135 端部
136 気体排出用開口部
137 空間
138 気体導入用開口部
140 開口部
A 溶融体
B 固化体
L レーザ光
P 粉末
Claims (5)
- 基台部に成形層を積層させて三次元形状物を形成する三次元積層装置であって、
粉末材料を供給する粉末供給部と、
前記粉末材料に光ビームを照射し、前記光ビームが照射された前記粉末材料の少なくとも一部を焼結又は溶融固化させて前記成形層を形成する光照射部と、
外部から密封され、前記粉末供給部、前記光照射部及び前記基台部を収納する三次元積層室と、
前記三次元積層室内の気体を排出する気体排出部と、
前記三次元積層室内に所定の気体を導入する気体導入部と、を有し、
前記気体排出部が前記三次元積層室内の気体を排出して、前記気体導入部が前記所定の気体を導入することにより、前記三次元積層室内を所定の気体雰囲気にし、
前記粉末供給部は、先端の開口部から前記基台部に向かって前記粉末材料を噴射し、
前記光照射部は、先端の開口部から、前記粉末供給部から前記基台部に向けて移動する前記粉末材料に光ビームを照射し、前記粉末材料を溶融させて、溶融した前記粉末材料を前記基台部上で固化させて、
前記三次元積層室は、前記粉末供給部の開口部と前記光照射部の開口部とを収納し、
さらに、前記粉末供給部及び前記光照射部に取付けられて、前記粉末供給部及び前記光照射部の開口部から前記基台部の前記成形層が形成される部分までを覆うカバー部と、
排出管を介して前記カバー部に接続されて、前記カバー部内の気体を前記三次元積層室の外部に排出するカバー部気体排出部と、
導入管を介して前記カバー部に接続されて、前記三次元積層室の外部から前記カバー部内に所定の気体を導入するカバー部気体導入部と、
を有し、
前記カバー部気体排出部が前記カバー部内の気体を排出して前記カバー部気体導入部が前記所定の気体を導入することにより、前記カバー部は、前記基台部周囲を前記所定の気体雰囲気にし、
前記カバー部は、前記粉末供給部及び前記光照射部と一体に動くものである、三次元積層装置。 - 前記粉末供給部と前記光照射部とは、前記粉末供給部が前記光照射部の外周に同心円状に配置され、前記光照射部の前記光ビームが通過する経路を囲う内管と、前記内管を覆い前記内管との間に前記粉末材料の流れる粉末流路を形成する外管とを有し、かつ一方向に移動可能な積層部を形成し、
前記積層部に取付けられて、前記積層部の移動に伴い前記三次元積層室を外部から密封しながら前記一方向に沿って伸縮する伸縮部を有する、請求項1に記載の三次元積層装置。 - 前記積層部は、一軸方向にのみ移動可能である、請求項2に記載の三次元積層装置。
- 前記三次元積層室と前記三次元積層室の外部とを接続して、前記三次元積層室及び三次元積層室の外部から密封される予備室を有し、
前記基台部は、前記予備室を介して前記三次元積層室外部から前記三次元積層室内に移動されることにより、前記三次元積層室内に収納される、
請求項1から請求項3のいずれか1項に記載の三次元積層装置。 - 前記光照射部は、前記基台部と前記粉末供給部との間の空間において前記粉末材料に前記光ビームを照射し、前記光ビームが照射された前記粉末材料の少なくとも一部を前記空間で溶融させて液滴状の溶融体を形成し、前記空間から前記基台部に落下した前記溶融体を固化させて、前記成形層を形成する、請求項1から請求項4のいずれか1項に記載の三次元積層装置。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014074057A JP6338422B2 (ja) | 2014-03-31 | 2014-03-31 | 三次元積層装置 |
| US15/300,099 US10369627B2 (en) | 2014-03-31 | 2015-03-19 | Three-dimensional deposition device |
| EP15772299.2A EP3112056B1 (en) | 2014-03-31 | 2015-03-19 | Three-dimensional deposition device |
| PCT/JP2015/058293 WO2015151840A1 (ja) | 2014-03-31 | 2015-03-19 | 三次元積層装置 |
| CN201580015687.9A CN106132597B (zh) | 2014-03-31 | 2015-03-19 | 三维层叠装置 |
| MX2016012703A MX2016012703A (es) | 2014-03-31 | 2015-03-19 | Dispositivo de deposicion tridimensional. |
| KR1020167026889A KR20160127800A (ko) | 2014-03-31 | 2015-03-19 | 3차원 적층 장치 |
| TW104110111A TWI601585B (zh) | 2014-03-31 | 2015-03-27 | 三維積層裝置 |
| US16/265,520 US10744561B2 (en) | 2014-03-31 | 2019-02-01 | Three-dimensional deposition device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014074057A JP6338422B2 (ja) | 2014-03-31 | 2014-03-31 | 三次元積層装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018089917A Division JP6535785B2 (ja) | 2018-05-08 | 2018-05-08 | 三次元積層装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015196856A JP2015196856A (ja) | 2015-11-09 |
| JP2015196856A5 JP2015196856A5 (ja) | 2017-01-19 |
| JP6338422B2 true JP6338422B2 (ja) | 2018-06-06 |
Family
ID=54240171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014074057A Active JP6338422B2 (ja) | 2014-03-31 | 2014-03-31 | 三次元積層装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10369627B2 (ja) |
| EP (1) | EP3112056B1 (ja) |
| JP (1) | JP6338422B2 (ja) |
| KR (1) | KR20160127800A (ja) |
| CN (1) | CN106132597B (ja) |
| MX (1) | MX2016012703A (ja) |
| TW (1) | TWI601585B (ja) |
| WO (1) | WO2015151840A1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015222456A1 (de) * | 2015-11-13 | 2017-05-18 | Eos Gmbh Electro Optical Systems | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Objekts |
| FR3046093B1 (fr) * | 2015-12-23 | 2018-01-26 | Compagnie Generale Des Etablissements Michelin | Atelier de fabrication additive |
| US20180141159A1 (en) * | 2016-03-25 | 2018-05-24 | Technology Research Association For Future Additive Manufacturing | Three-dimensional laminating and shaping apparatus, control method of three-dimensional laminating and shaping apparatus, and control program of three-dimensional laminating and shaping apparatus |
| EP3248718A4 (en) * | 2016-03-25 | 2018-04-18 | Technology Research Association for Future Additive Manufacturing | 3d additive manufacturing device, control method for 3d additive manufacturing device, control program for 3d additive manufacturing device, and jig |
| DE112017002704T5 (de) * | 2016-05-31 | 2019-02-14 | Hitachi, Ltd. | Additive Fertigungsvorrichtung |
| DE102016210042B3 (de) * | 2016-06-07 | 2017-10-19 | Sauer Gmbh | Werkzeugmaschine zum Auftragsschweißen |
| FR3057479B1 (fr) * | 2016-10-13 | 2020-07-17 | Addup | Atelier mobile de fabrication additive multi-enceintes |
| DE102016220949B3 (de) * | 2016-10-25 | 2018-04-19 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren zum schnellen Inertisieren einer Kammer einer Maschine zur additiven Fertigung von Bauteilen und zugehörige Maschine |
| FR3058339B1 (fr) * | 2016-11-10 | 2020-07-17 | Addup | Machine de fabrication additive a double peau |
| US10022795B1 (en) | 2017-01-13 | 2018-07-17 | General Electric Company | Large scale additive machine |
| DE102017205027A1 (de) * | 2017-03-24 | 2018-09-27 | SLM Solutions Group AG | Vorrichtung und Verfahren zum Herstellen von dreidimensionalen Werkstücken |
| CN110709195B (zh) * | 2017-03-31 | 2022-05-03 | 株式会社尼康 | 造型系统及造型方法 |
| EP3437838B1 (en) | 2017-08-04 | 2022-02-23 | CL Schutzrechtsverwaltungs GmbH | Apparatus for additively manufacturing of three-dimensional objects |
| JP6411601B2 (ja) * | 2017-08-25 | 2018-10-24 | 技術研究組合次世代3D積層造形技術総合開発機構 | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム |
| CN107443223B (zh) * | 2017-09-18 | 2019-06-11 | 西安交通大学 | 一种双工位金属增材与铣磨复合制造设备 |
| EP3466687A1 (en) * | 2017-10-04 | 2019-04-10 | CL Schutzrechtsverwaltungs GmbH | Powder module device for an apparatus for additively manufacturing three-dimensional objects |
| JP6881595B2 (ja) | 2017-10-31 | 2021-06-02 | 株式会社Ihi | 三次元積層造形装置および三次元積層造形物の製造方法 |
| EP3486004B1 (en) * | 2017-11-16 | 2021-09-15 | CL Schutzrechtsverwaltungs GmbH | Build material application device and apparatus for additively manufacturing three-dimensional objects |
| DE102018202644A1 (de) * | 2018-02-21 | 2019-08-22 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren und Maschine zum schnellen Inertisieren einer Prozesskammer zur additiven Fertigung von Bauteilen |
| FR3078277B1 (fr) * | 2018-02-26 | 2020-10-02 | Addup | Dispositif de fabrication additive |
| JP7293588B2 (ja) * | 2018-08-27 | 2023-06-20 | 三菱電機株式会社 | 積層造形装置及び積層造形方法 |
| WO2020198050A1 (en) | 2019-03-22 | 2020-10-01 | Desktop Metal, Inc. | Controlled environment for additive manufacturing |
| WO2020194416A1 (ja) * | 2019-03-25 | 2020-10-01 | 株式会社ニコン | 加工システム及び加工方法 |
| DE102019207111A1 (de) * | 2019-05-16 | 2020-11-19 | Universität Stuttgart | Verfahren zum Herstellen eines Bauteils mittels eines additiven Fertigungsverfahrens unter Verwendung eines Lasers |
| US20220219232A1 (en) * | 2019-06-13 | 2022-07-14 | Fukuda Metal Foil & Powder Co.,Ltd. | Laminating and shaping copper powder, laminated and shaped object, manufacturing method of laminated and shaped object, and laminating and shaping apparatus |
| WO2021001878A1 (ja) * | 2019-07-01 | 2021-01-07 | 株式会社ニコン | 造形装置 |
| CN110328366B (zh) * | 2019-07-22 | 2021-11-02 | 南京工程学院 | 一种桌面式增减材复合打印制造设备 |
| WO2021232146A1 (en) * | 2020-05-21 | 2021-11-25 | Kilncore Inc. | High temperature, high pressure, powder-based, 3d printed object manufacturing |
| CN115055700A (zh) * | 2022-06-22 | 2022-09-16 | 中国航发北京航空材料研究院 | 一种提高下送粉金属增材制造粉末利用率的装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2798281B2 (ja) | 1989-10-31 | 1998-09-17 | 龍三 渡辺 | 粒子配列レーザー焼結方法及びその装置 |
| US5477026A (en) | 1994-01-27 | 1995-12-19 | Chromalloy Gas Turbine Corporation | Laser/powdered metal cladding nozzle |
| JPH08260162A (ja) | 1995-03-23 | 1996-10-08 | Hiroshi Nakazawa | レーザ応用粉体成形加工法 |
| US6046426A (en) * | 1996-07-08 | 2000-04-04 | Sandia Corporation | Method and system for producing complex-shape objects |
| JP3941066B2 (ja) * | 2003-09-11 | 2007-07-04 | 俊次 村野 | ライン状均一吐出装置、霧化装置、薄膜形成装置、パターン形成装置、三次元造形装置および洗浄装置。 |
| ITTV20030155A1 (it) * | 2003-12-05 | 2005-06-06 | Lzh Laser Zentrum Hannover E V | Metodo e apparecchiatura migliorati per la sinterizzazione di materiali inorganici e prodotti cosi' ottenuti. |
| GB0420578D0 (en) * | 2004-09-16 | 2004-10-20 | Rolls Royce Plc | Forming structures by laser deposition |
| JP4131260B2 (ja) * | 2004-10-26 | 2008-08-13 | 松下電工株式会社 | 三次元形状造形物の製造装置 |
| JP5228656B2 (ja) | 2008-07-15 | 2013-07-03 | オムロン株式会社 | 自動改札機 |
| GB0813241D0 (en) * | 2008-07-18 | 2008-08-27 | Mcp Tooling Technologies Ltd | Manufacturing apparatus and method |
| JP5355213B2 (ja) * | 2009-05-18 | 2013-11-27 | パナソニック株式会社 | 三次元形状造形物を造形する積層造形装置 |
| JP4857377B2 (ja) * | 2009-12-18 | 2012-01-18 | 株式会社アマダ | 3次元造形物製造装置 |
| CN102380264B (zh) * | 2010-08-31 | 2014-04-09 | 研能科技股份有限公司 | 自动粉末回收装置 |
| DE102011008809A1 (de) | 2011-01-19 | 2012-07-19 | Mtu Aero Engines Gmbh | Generativ hergestellte Turbinenschaufel sowie Vorrichtung und Verfahren zu ihrer Herstellung |
| US20140265047A1 (en) * | 2013-03-15 | 2014-09-18 | Matterfab Corp. | Laser sintering apparatus and methods |
| DE102013223411A1 (de) * | 2013-11-15 | 2015-05-21 | Eos Gmbh Electro Optical Systems | Vorrichtung zum schichtweisen Herstellen eines dreidimensionalen Objekts |
| EP3028841A1 (en) * | 2014-12-05 | 2016-06-08 | United Technologies Corporation | Additive manufacture system with a containment chamber and a low pressure operating atmosphere |
| JP6078597B1 (ja) * | 2015-08-03 | 2017-02-08 | Dmg森精機株式会社 | 加工機械 |
-
2014
- 2014-03-31 JP JP2014074057A patent/JP6338422B2/ja active Active
-
2015
- 2015-03-19 MX MX2016012703A patent/MX2016012703A/es unknown
- 2015-03-19 US US15/300,099 patent/US10369627B2/en active Active
- 2015-03-19 CN CN201580015687.9A patent/CN106132597B/zh active Active
- 2015-03-19 KR KR1020167026889A patent/KR20160127800A/ko active Search and Examination
- 2015-03-19 WO PCT/JP2015/058293 patent/WO2015151840A1/ja active Application Filing
- 2015-03-19 EP EP15772299.2A patent/EP3112056B1/en active Active
- 2015-03-27 TW TW104110111A patent/TWI601585B/zh active
-
2019
- 2019-02-01 US US16/265,520 patent/US10744561B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106132597B (zh) | 2018-09-28 |
| KR20160127800A (ko) | 2016-11-04 |
| US10744561B2 (en) | 2020-08-18 |
| TW201603916A (zh) | 2016-02-01 |
| EP3112056A4 (en) | 2017-04-05 |
| US10369627B2 (en) | 2019-08-06 |
| EP3112056B1 (en) | 2021-05-12 |
| WO2015151840A1 (ja) | 2015-10-08 |
| MX2016012703A (es) | 2016-12-14 |
| CN106132597A (zh) | 2016-11-16 |
| US20170136538A1 (en) | 2017-05-18 |
| EP3112056A1 (en) | 2017-01-04 |
| TWI601585B (zh) | 2017-10-11 |
| JP2015196856A (ja) | 2015-11-09 |
| US20190160535A1 (en) | 2019-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6338422B2 (ja) | 三次元積層装置 | |
| JP6535785B2 (ja) | 三次元積層装置 | |
| JP6320123B2 (ja) | 三次元積層装置及び三次元積層方法 | |
| WO2015151864A1 (ja) | 三次元積層装置及び三次元積層方法 | |
| TWI623412B (zh) | 三維積層裝置及三維積層方法 | |
| TWI712459B (zh) | 層疊造形裝置 | |
| JP7383406B2 (ja) | 三次元積層方法および三次元形状物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170912 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20171109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180410 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180508 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6338422 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |