JP6306567B2 - 押箔のための駆動装置、並びにこれを装備した繰り出しモジュール及び箔押機械 - Google Patents
押箔のための駆動装置、並びにこれを装備した繰り出しモジュール及び箔押機械 Download PDFInfo
- Publication number
- JP6306567B2 JP6306567B2 JP2015503777A JP2015503777A JP6306567B2 JP 6306567 B2 JP6306567 B2 JP 6306567B2 JP 2015503777 A JP2015503777 A JP 2015503777A JP 2015503777 A JP2015503777 A JP 2015503777A JP 6306567 B2 JP6306567 B2 JP 6306567B2
- Authority
- JP
- Japan
- Prior art keywords
- reel
- module
- foil
- belt
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011888 foil Substances 0.000 title claims description 82
- 238000005304 joining Methods 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 238000009826 distribution Methods 0.000 claims description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 9
- 239000010931 gold Substances 0.000 description 9
- 229910052737 gold Inorganic materials 0.000 description 9
- 238000007747 plating Methods 0.000 description 8
- 239000010408 film Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 238000005034 decoration Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 239000011104 metalized film Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000005026 oriented polypropylene Substances 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/02—Apparatus or machines for carrying out printing operations combined with other operations with embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F19/00—Apparatus or machines for carrying out printing operations combined with other operations
- B41F19/02—Apparatus or machines for carrying out printing operations combined with other operations with embossing
- B41F19/06—Printing and embossing between a negative and a positive forme after inking and wiping the negative forme; Printing from an ink band treated with colour or "gold"
- B41F19/064—Presses of the reciprocating type
- B41F19/068—Presses of the reciprocating type motor-driven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H16/00—Unwinding, paying-out webs
- B65H16/10—Arrangements for effecting positive rotation of web roll
- B65H16/106—Arrangements for effecting positive rotation of web roll in which power is applied to web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/14—Mechanisms in which power is applied to web roll, e.g. to effect continuous advancement of web
- B65H18/145—Reel-to-reel type web winding and unwinding mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/06—Advancing webs by friction band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/40—Cutting-out; Stamping-out using a press, e.g. of the ram type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/443—Moving, forwarding, guiding material by acting on surface of handled material
- B65H2301/4432—Moving, forwarding, guiding material by acting on surface of handled material by means having an operating surface contacting only one face of the material, e.g. roller
- B65H2301/44322—Moving, forwarding, guiding material by acting on surface of handled material by means having an operating surface contacting only one face of the material, e.g. roller belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/449—Features of movement or transforming movement of handled material
- B65H2301/4493—Features of movement or transforming movement of handled material intermittent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/512—Changing form of handled material
- B65H2301/5126—Embossing, crimping or similar processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2403/00—Power transmission; Driving means
- B65H2403/20—Belt drives
- B65H2403/25—Arrangement for tensioning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/81—Packaging machines
Landscapes
- Replacement Of Web Rolls (AREA)
- Advancing Webs (AREA)
- Unwinding Webs (AREA)
- Labeling Devices (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Description
特許文献1は、それぞれのリール担体上で自由に回転可能なように取り付けられたリールのための駆動装置を有する2つのシステムのうちの1つを記載している。この装置は、リールの繰り出しの前進機能及び制動機能、従って機械への押箔の供給を管理するベルトを含む。駆動車軸及びリールの両方に対するベルトの摩擦のせいで、回転同期が保証される。装置のベルトは、ばねによって張力がかけられている。
非動作構成(inactive arrangement)から、リールの外周面の一部及びモジュールの駆動手段と接触してリールを繰り出す動作構成(active arrangement)に移動することができるベルトと、
ベルトを非動作構成及び動作構成に保持する一連のローラと、
ベルトが非動作構成から動作構成に移動するときに、長さの変化を補償する平行移動可能なローラと、
可動ローラに取り付けられかつ非動作構成及び動作構成においてベルトを張力のかかった状態に保持する付勢手段と、を備える。
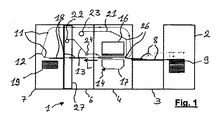
機械の別のカテゴリにおいて、装置又は複数の装置41は、箔を供給し、回収するためのステーション6内に組み込むことができる。
Claims (13)
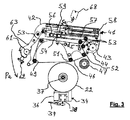
- 箔押機械(1)の繰り出しモジュール(27)のために押箔(13)のリール(22)を繰り出し、非動作位置から動作位置に移動することができる駆動装置であって、
ベルトであって、前記ベルトが前記リールと接触しない非動作構成から、前記リール(22)の外周面の一部及び前記モジュール(27)の駆動手段(47、48)と接触して前記リール(22)を繰り出す動作構成に移動することができるベルト(46)と、
前記ベルト(46)を前記非動作構成及び前記動作構成に保持する一連のローラ(49、51、52、53)と、
前記ベルト(46)が前記非動作構成から前記動作構成に移動するときに、長さの変化を補償する可動ローラ(54)と、
前記可動ローラ(54)に取り付けられ、前記非動作構成及び前記動作構成において前記ベルト(46)を張力のかかった状態に保持する付勢手段と、
を含み、
前記付勢手段は、前記ベルト(46)を前記非動作構成から前記動作構成及び前記動作構成から前記非動作構成に移動させるように、作動及び解除することが可能な手段である、
ことを特徴とする装置。 - 前記装置は、前記持ち上げられた非動作位置において及び前記下げられた動作位置において、前記装置(41)を前記モジュール(27)の手すり状部材(61)に接合することができるように、接合手段を含むことを特徴とする、請求項1に記載の装置。
- 前記接合手段は、前記付勢手段(58)に結合されたアクチュエータ(66)を含むことを特徴とする、請求項2に記載の装置。
- 前記接合手段は、前記持ち上げられた非動作位置における低角度と、前記下げられた動作位置における高角度と、の間で、及びその逆に、ピボット運動することができるアーム(63)を含むことを特徴とする、請求項2または請求項3に記載の装置。
- 前記接合手段は、前記装置(41)を、前記手すり状部材(61)にねじ込むことによって接合することができるように把持部材(64)を含むことを特徴とする、請求項2〜請求項4のいずれかに記載の装置。
- 前記装置(41)を前記モジュール(27)のロッド(43)に取り付けることができるように、前記持ち上げられた非動作位置から前記下げられた動作位置に及びその逆に移動させるために、前記ロッド(43)に沿って移動させることができ且つ前記ロッド(43)に対してピボット運動させることができる締結要素を備える、ことを特徴とする、請求項1〜請求項5のいずれかに記載の装置。
- 前記付勢手段(58)はシリンダの形態であることを特徴とする、請求項1〜請求項6のいずれかに記載の装置。
- 箔押機械(1)のための繰り出しモジュールであって、前記モジュールには、請求項1〜請求項7のいずれかに記載の少なくとも1つの装置(41)が設けられることを特徴とするモジュール。
- 上下に配置された幾つかの階層(33)を含み、各階層(33)には、少なくとも1つのリール(22)を繰り出すために、少なくとも1つの装置(41)が設けられることを特徴とする、請求項8に記載のモジュール。
- 各階層(33)は、前記駆動手段(47、48)と、手すり状部材(61)と、ロッド(43)と、リール(22)を支持する少なくとも1つのリール支持体(34)が取り付けられた横木(38)と、を含むことを特徴とする、請求項9に記載のモジュール。
- 各階層(33)には、前記少なくとも1つの装置(41)の前記付勢手段(58)に結合された圧縮空気分配チャネル(68)が設けられ、前記付勢手段(58)は、空気圧シリンダの形態であることを特徴とする、請求項9または請求項10に記載のモジュール。
- シート状要素上にパターンを箔押するための機械であって、前記機械は、請求項1〜請求項7のいずれかに記載の少なくとも1つの装置(41)を含むことを特徴とする機械。
- シート状要素上にパターンを箔押するための機械であって、前記機械には、背面に配置された請求項8〜請求項11のいずれかに記載のモジュール(27)が設けられることを特徴とする機械。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12002436 | 2012-04-04 | ||
| EP12002436.9 | 2012-04-04 | ||
| PCT/EP2013/000849 WO2013149703A1 (fr) | 2012-04-04 | 2013-03-21 | Dispositif d'entraînement pour bande à estamper, module dérouleur et machine d'estampage ainsi équipée |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015520043A JP2015520043A (ja) | 2015-07-16 |
| JP2015520043A5 JP2015520043A5 (ja) | 2017-01-26 |
| JP6306567B2 true JP6306567B2 (ja) | 2018-04-04 |
Family
ID=48013913
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015503777A Active JP6306567B2 (ja) | 2012-04-04 | 2013-03-21 | 押箔のための駆動装置、並びにこれを装備した繰り出しモジュール及び箔押機械 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9656455B2 (ja) |
| EP (1) | EP2834177B1 (ja) |
| JP (1) | JP6306567B2 (ja) |
| KR (1) | KR101521070B1 (ja) |
| CN (1) | CN104334482B (ja) |
| BR (1) | BR112014024763B1 (ja) |
| ES (1) | ES2579347T3 (ja) |
| TW (1) | TWI597229B (ja) |
| WO (1) | WO2013149703A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10759154B2 (en) | 2018-02-08 | 2020-09-01 | Hewlett-Packard Development Company, L.P. | Foil deposition |
| BR112020019469A2 (pt) * | 2018-04-20 | 2020-12-29 | Bobst Mex Sa | Dispositivo para acionar uma lâmina de estampagem, estação e máquina de estampagem, e método para controlar o acionamento de uma lâmina de estampagem |
| TWI718698B (zh) * | 2018-10-29 | 2021-02-11 | 瑞士商巴柏斯特麥克斯合資公司 | 全像箔供給裝置以及燙金印刷機 |
| EP3941748A4 (en) * | 2019-03-20 | 2022-11-02 | Bobst Mex Sa | HOT FOIL STAMPING PRESS |
| CN110816039A (zh) * | 2019-08-23 | 2020-02-21 | 浙江澳饰实业有限公司 | 皮革图案的烫印机 |
| CN114867661B (zh) * | 2019-12-27 | 2024-06-07 | 兄弟工业株式会社 | 箔转印用膜盒及箔转印装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2342203A (en) * | 1941-04-17 | 1944-02-22 | John B Kohler | Device for feeding web material |
| US2892597A (en) * | 1957-04-04 | 1959-06-30 | Fred A Schmidt | Tension control for web printing machines |
| US3740296A (en) * | 1971-05-10 | 1973-06-19 | John Motter Printing Press Co | Automatic splicing rollstand |
| US4893763A (en) * | 1987-12-22 | 1990-01-16 | Roll Systems, Inc. | Roll support and feed apparatus |
| DE4028536A1 (de) * | 1990-02-01 | 1992-03-12 | Aristo Graphic Systeme | Vorrichtung zur be- oder verarbeitung einer materialbahn |
| IT1269115B (it) * | 1994-06-16 | 1997-03-21 | Perini Fabio Spa | Dispositivo per il cambio automatico di bobine di materiale nastriforme |
| IT238735Y1 (it) * | 1995-04-21 | 2000-11-13 | Perini Fabio Spa | Svolgitore per bobine di materiale nastriforme con sistema dicontrollo della pressione di svolgimento |
| FR2775633B1 (fr) * | 1998-03-09 | 2000-04-14 | Breger Emballages Sa | Installation d'impression par transfert, notamment par dorure |
| US6387201B1 (en) * | 1999-05-14 | 2002-05-14 | Best Cutting Die Company | Rotary hot foil stamping machine |
| JP2002053115A (ja) * | 2000-08-09 | 2002-02-19 | Lintec Corp | ラベル貼り付け装置 |
| ATE333429T1 (de) * | 2002-11-13 | 2006-08-15 | Perini Fabio Spa | Abwickelvorrichtung für rollen von bahnmaterial mit doppeltem antriebsmechanismus und entsprechendes abwickelverfahren |
| ITFI20030064A1 (it) * | 2003-03-13 | 2004-09-14 | Perini Fabio Spa | Dispositivo svolgitore automatico e continuo per erogare |
| TWI283650B (en) * | 2004-04-23 | 2007-07-11 | Bobst Sa | Module for supporting and driving a wound foil matter for a machine processing it |
| ES2347785T3 (es) | 2004-04-23 | 2010-11-04 | Bobst S.A. | Modulo de soporte y de arrastre de un material de banda bobinado por una maquina que lo procesa. |
| US7344104B2 (en) * | 2005-04-08 | 2008-03-18 | Kimberly-Clark Worldwide, Inc. | Unwind apparatus |
| ITFI20060061A1 (it) * | 2006-03-03 | 2007-09-04 | Futura Spa | Dispositivo e metodo per la movimentazione delle bobine in uno svolgitore |
| KR20100061540A (ko) * | 2007-09-17 | 2010-06-07 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 라이너-부착된 테이프 어플리케이터 |
| JP2009280316A (ja) * | 2008-05-20 | 2009-12-03 | Lintec Corp | 張力付与装置及びシート貼付装置 |
| IT1399946B1 (it) * | 2010-04-29 | 2013-05-09 | Clevertech Srl | Dispositivo di avvolgimento di un nastro. |
-
2013
- 2013-03-21 BR BR112014024763-3A patent/BR112014024763B1/pt not_active IP Right Cessation
- 2013-03-21 WO PCT/EP2013/000849 patent/WO2013149703A1/fr active Application Filing
- 2013-03-21 CN CN201380028935.4A patent/CN104334482B/zh active Active
- 2013-03-21 ES ES13712687.6T patent/ES2579347T3/es active Active
- 2013-03-21 EP EP13712687.6A patent/EP2834177B1/fr active Active
- 2013-03-21 JP JP2015503777A patent/JP6306567B2/ja active Active
- 2013-03-21 KR KR1020147030770A patent/KR101521070B1/ko active IP Right Grant
- 2013-03-21 US US14/390,618 patent/US9656455B2/en active Active
- 2013-03-26 TW TW102110634A patent/TWI597229B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| BR112014024763B1 (pt) | 2020-11-24 |
| CN104334482B (zh) | 2018-03-27 |
| EP2834177A1 (fr) | 2015-02-11 |
| ES2579347T3 (es) | 2016-08-10 |
| JP2015520043A (ja) | 2015-07-16 |
| CN104334482A (zh) | 2015-02-04 |
| TWI597229B (zh) | 2017-09-01 |
| WO2013149703A1 (fr) | 2013-10-10 |
| TW201343524A (zh) | 2013-11-01 |
| US20150075394A1 (en) | 2015-03-19 |
| EP2834177B1 (fr) | 2016-06-01 |
| KR101521070B1 (ko) | 2015-05-15 |
| US9656455B2 (en) | 2017-05-23 |
| KR20140134341A (ko) | 2014-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6306567B2 (ja) | 押箔のための駆動装置、並びにこれを装備した繰り出しモジュール及び箔押機械 | |
| CN108472825B (zh) | 用于处理基材的装置和方法 | |
| JP6976702B2 (ja) | 加工機械を通過するシート形態の平坦要素を保持するためのデバイス | |
| US7597325B2 (en) | Method and device for conveying sheetlike articles | |
| KR101563443B1 (ko) | 핫 스탬핑 인쇄 장치 | |
| CN108472824B (zh) | 用于操作基材的装置 | |
| CN108472826B (zh) | 用于处理基材的装置 | |
| US11279583B2 (en) | Suction conveyor device for transporting flat items, and system for producing flat items comprising said type of suction conveyor | |
| CN109455376B (zh) | 一种药瓶贴标机 | |
| JP2015098403A (ja) | 箔押し機械用のテープ繰出し装置 | |
| TW201410424A (zh) | 線鋸及利用線鋸處理工件的方法 | |
| GB2254586A (en) | Foil blocking apparatus | |
| JP5705988B2 (ja) | 箔押機械のためのストリップを案内するための装置 | |
| CN112224485A (zh) | 外带物品打包机 | |
| JP2749556B2 (ja) | 金属化画像をシート要素に転写する機械における金属化ベルトの移送装置 | |
| US7380743B2 (en) | Module for supporting and driving a wound foil matter for a machine processing it | |
| JP2015515428A (ja) | 搬送手段が設けられた送給テーブルを有する、板要素を加工するための機械 | |
| ITTO990794A1 (it) | Dispositivo di smistamento di prodotti | |
| CN112758718B (zh) | 一种可让位调节的皮带输送机及分路传输装置 | |
| JP3751700B2 (ja) | 封筒処理方法及び処理装置 | |
| JP3291243B2 (ja) | シート搬送集積装置 | |
| CN116461812A (zh) | 供料装置、贴标机和包装设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151102 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160202 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160803 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20161205 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170119 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20170303 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170414 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20171018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180308 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6306567 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |