JP6201735B2 - 刃先交換式切削工具 - Google Patents
刃先交換式切削工具 Download PDFInfo
- Publication number
- JP6201735B2 JP6201735B2 JP2013265659A JP2013265659A JP6201735B2 JP 6201735 B2 JP6201735 B2 JP 6201735B2 JP 2013265659 A JP2013265659 A JP 2013265659A JP 2013265659 A JP2013265659 A JP 2013265659A JP 6201735 B2 JP6201735 B2 JP 6201735B2
- Authority
- JP
- Japan
- Prior art keywords
- wall surface
- screw hole
- ridge line
- virtual plane
- intersecting ridge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000002093 peripheral effect Effects 0.000 description 19
- 230000004048 modification Effects 0.000 description 8
- 238000012986 modification Methods 0.000 description 8
- 238000003754 machining Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images





Landscapes
- Milling Processes (AREA)
Description
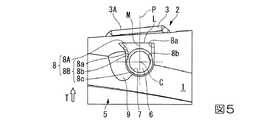
2 インサート取付座
3 切削インサート
6 クランプネジ
7 クランプネジ穴
8 凹部
8A 凹部8の底面
8B 凹部8の壁面
8a 壁面8Bの第1の壁面部(交差稜線Lの端部に連なる壁面部)
8b 壁面8Bの第2の壁面部
8c 壁面8Bの第3の壁面部
O 工具本体の軸線
T 工具回転方向
C クランプネジ穴7のネジ穴中心線
L 凹部8の底面8Aと工具本体1の外面(外周面)との交差稜線
M ネジ穴中心線Cに沿って凹部8の底面8Aに対向する方向から見たときに交差稜線Lとネジ穴中心線Cとを最短で結ぶ直線
P 直線Mとネジ穴中心線Cとを含む仮想平面
Claims (5)
- 工具本体に形成されたインサート取付座に切削インサートがクランプネジにより着脱可能に取り付けられる刃先交換式切削工具であって、
上記工具本体には、上記インサート取付座から延びて上記クランプネジがねじ込まれるクランプネジ穴と、上記インサート取付座に対してこのクランプネジ穴を間にして該工具本体の外面に開口する凹部とが形成され、
上記凹部は、上記外面に交差して上記クランプネジ穴が開口する底面と、この底面から上記クランプネジ穴のネジ穴中心線が延びる方向に延びて上記外面に交差する壁面とを備え、
上記壁面は、上記外面と上記底面との交差稜線の両端部にそれぞれ連なる2つの壁面部を有し、
上記ネジ穴中心線に沿って上記底面に対向する方向から見たときに上記交差稜線と上記ネジ穴中心線とを最短で結ぶ直線と該ネジ穴中心線とを含む仮想平面に対して、上記2つの壁面部のうち少なくとも一方の壁面部は、この一方の壁面部が連なる上記交差稜線の一方の端部に向かうに従い上記仮想平面との間隔が漸次大きくなるように形成され、他方の壁面部は、この他方の壁面部が連なる上記交差稜線の他方の端部に向かうに従い上記仮想平面との間隔が小さくならないように形成されていることを特徴とする刃先交換式切削工具。 - 上記2つの壁面部のうち少なくとも一方の壁面部は、この一方の壁面部が連なる上記交差稜線の一方の端部に向かうに従い、上記ネジ穴中心線に沿って上記底面に対向する方向から見たときに凸曲線をなして上記仮想平面との間隔が漸次大きくなるように形成されていることを特徴とする請求項1に記載の刃先交換式切削工具。
- 上記2つの壁面部の双方が、それぞれの壁面部が連なる上記交差稜線の端部に向かうに従い上記仮想平面との間隔が漸次大きくなるよう形成にされていることを特徴とする請求項1または請求項2に記載の刃先交換式切削工具。
- 上記凹部の底面と上記壁面の上記2つの壁面部との交差稜線部が、凹曲面状に形成されていることを特徴とする請求項1から請求項3のいずれか一項に記載の刃先交換式切削工具。
- 上記工具本体は円柱状をなしていて、その長手方向に複数の上記インサート取付座が形成されて上記切削インサートが取り付けられることを特徴とする請求項1から請求項4のいずれか一項に記載の刃先交換式切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013265659A JP6201735B2 (ja) | 2013-12-24 | 2013-12-24 | 刃先交換式切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013265659A JP6201735B2 (ja) | 2013-12-24 | 2013-12-24 | 刃先交換式切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015120223A JP2015120223A (ja) | 2015-07-02 |
| JP6201735B2 true JP6201735B2 (ja) | 2017-09-27 |
Family
ID=53532367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013265659A Active JP6201735B2 (ja) | 2013-12-24 | 2013-12-24 | 刃先交換式切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6201735B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5954608B2 (ja) * | 2014-02-26 | 2016-07-20 | 株式会社タンガロイ | 刃先交換式回転切削工具 |
| WO2023176533A1 (ja) * | 2022-03-14 | 2023-09-21 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59183720U (ja) * | 1983-05-23 | 1984-12-07 | 東芝タンガロイ株式会社 | スロ−アウエイ式ラフイングエンドミル |
| JP4639881B2 (ja) * | 2005-03-24 | 2011-02-23 | 株式会社タンガロイ | スローアウェイ式切削工具 |
| SE530629C2 (sv) * | 2006-12-12 | 2008-07-22 | Sandvik Intellectual Property | Verktyg och grundkropp för spånavskiljande bearbetning innefattande en elastiskt deformerbar fjäder i skärläget |
| JP2013202770A (ja) * | 2012-03-29 | 2013-10-07 | Mitsubishi Materials Corp | 刃先交換式エンドミル及びこれに用いるエンドミル本体 |
-
2013
- 2013-12-24 JP JP2013265659A patent/JP6201735B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015120223A (ja) | 2015-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5906976B2 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP5475808B2 (ja) | 切削加工用の回転工具及び切削インサート | |
| JP5491505B2 (ja) | フライスおよびそのための切削チップ | |
| JP6205726B2 (ja) | 正面フライス用切削インサート及び刃先交換式正面フライス | |
| JP6365363B2 (ja) | 切削インサート、切削インサート群および刃先交換式切削工具 | |
| JP6330913B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| WO2014148515A1 (ja) | 切削インサート及び刃先交換式切削工具 | |
| WO2015098646A1 (ja) | ドリル用インサートおよび刃先交換式ドリル | |
| JP6361948B2 (ja) | 切削インサートおよび切削工具 | |
| WO2012118009A1 (ja) | 切削インサート | |
| JP5938868B2 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| WO2014021314A1 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP2014083667A (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP4983352B2 (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP5783025B2 (ja) | 切削インサートおよび刃先交換式エンドミル | |
| JP2009291925A (ja) | 切削インサートおよびインサート着脱式切削工具 | |
| JP4821244B2 (ja) | スローアウェイチップ及びスローアウェイ式エンドミル | |
| JP6201735B2 (ja) | 刃先交換式切削工具 | |
| JP4952068B2 (ja) | スローアウェイ式回転工具 | |
| JP2014200878A (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP4940863B2 (ja) | スローアウェイ式回転工具 | |
| JP5664409B2 (ja) | 刃先交換式ラフィングエンドミル | |
| JP2020116707A (ja) | 刃先交換式エンドミル | |
| JP2013121642A (ja) | 切削インサートおよび刃先交換式エンドミル | |
| JP4952171B2 (ja) | スローアウェイ式回転工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170814 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6201735 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |